Результат интеллектуальной деятельности: Устройство для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах
Вид РИД
Изобретение
Техническое решение относится к области электрохимии, гальванотехники и может быть использовано для формирования многофункциональных диэлектрических покрытий, в частности, посредством микродугового оксидирования на поверхности вентильных металлов или их сплавов.
Известно устройство для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах (описание к патенту РФ №168062 на полезную модель, МПК: С25D 19/00), содержащее одну пару элементов из токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, и вторую пару элементов из токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, при этом указанные пары элементов включены в цепь параллельно, а именно токоподвод оксидируемой детали одной пары элементов соединен с токоподводом оксидируемой детали второй пары элементов, а ванна одной пары элементов соединена своим корпусом с корпусом ванны второй пары элементов, в устройстве также выполнены ключи, в составе трех силовых ключей, батарея электрических конденсаторов, диод, устройство выполнено с возможностью подключения к источнику переменного напряжения, при этом к одной клемме источника напряжения подсоединена первая обкладка батареи электрических конденсаторов, ко второй клемме источника напряжения подсоединены корпусами ванны, со второй клеммой источника напряжения соединен диод своим анодом, которым также соединен с корпусами ванн, токоподводы оксидируемых деталей соединены со второй обкладкой батареи электрических конденсаторов через первый и второй силовые ключи, диод, соединенный анодом с корпусами ванн и второй клеммой, катодом через третий силовой ключ соединен со второй обкладкой батареи электрических конденсаторов.
Приведенный аналог не решает технической проблемы разработки устройства, обеспечивающего возможность управления качеством формируемого покрытия и создания оптимальных условий для получения покрытий, характеризующихся высокими эксплуатационными свойствами, ввиду имеющихся у него недостатков.
К недостаткам рассмотренного технического решения относится получение в отношении обрабатываемой поверхности не достаточно высокой твердости покрытия, относительно небольшой толщины покрытия, не достаточно низкого коэффициента трения.
Причины приведенных недостатков заключаются в следующем.
Во-первых, устройство обеспечивает проведение процесса в режиме чисто микродугового оксидирования.
Во-вторых, в устройстве отсутствует возможность реализации управления соотношением величин анодного (IA) и катодного (IK) токов требуемым образом.
Известно устройство для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах (описание к патенту РФ №2248416 на изобретение, МПК: С25D 11/02; С25D 21/12), принятое в качестве ближайшего аналога, содержащее одну пару элементов из токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, и вторую пару элементов из токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, при этом указанные пары элементов включены в цепь последовательно в фазе, а именно токоподвод оксидируемой детали одной пары элементов соединен с корпусом ванны второй пары элементов, в устройстве также выполнены управляемые ключи в составе четырех ключей, три блока конденсаторов, устройство выполнено с возможностью подключения к источнику переменного напряжения, при этом к одной клемме источника напряжения подсоединены первые обкладки конденсаторов, ко второй клемме источника напряжения подключены соединенные друг с другом токоподвод оксидируемой детали одной пары элементов и корпус ванны второй пары элементов, токоподвод оксидируемой детали первой пары элементов соединен с первым выводом первого ключа, а ванна второй пары элементов корпусом соединена с первым выводом второго ключа, второй вывод первого ключа соединен со второй обкладкой первого блока конденсаторов, второй вывод второго ключа соединен со второй обкладкой второго блока конденсаторов, кроме того, токоподвод оксидируемой детали первой пары элементов соединен с первым выводом третьего ключа, а ванна второй пары элементов корпусом соединена с первым выводом четвертого ключа, вторые выводы третьего и четвертого ключей соединены друг с другом и со второй обкладкой третьего блока конденсаторов. На управляемые ключи нагружена схема управления.
Ближайший аналог не решает технической проблемы разработки устройства, обеспечивающего возможность управления качеством формируемого покрытия и создания оптимальных условий для получения покрытий, характеризующихся высокими эксплуатационными свойствами, ввиду имеющихся у него недостатков.
К недостаткам устройства, принятого за ближайший аналог, относится получение в отношении обрабатываемой поверхности не достаточно высокой твердости покрытия, относительно небольшой толщины покрытия, не достаточно низкого коэффициента трения.
Причины приведенных недостатков заключаются в следующем.
Во-первых, устройство позволяет осуществлять оксидирование преимущественно в режиме микродугового оксидирования.
Во-вторых, в устройстве отсутствует возможность реализации управления соотношением величин анодного (IA) и катодного (IK) токов требуемым образом.
Разработка предлагаемого устройства направлена на решение технической проблемы получения устройства для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах, обеспечивающего возможность управления качеством формируемого покрытия и создания оптимальных условий для получения покрытий, характеризующихся высокими эксплуатационными свойствами, за счет достигаемого технического результата.
Техническим результатом является:
- повышение твердости покрытия по Виккерсу до 3000 кг/мм2 или более;
- получение более толстых покрытий, с толщиной до 450 мкм или более;
- получение покрытий с низким коэффициентом трения, до 5⋅10-3 или менее.
Технический результат достигается в устройстве для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах, выполненном с возможностью подключения к источнику переменного напряжения, содержащем ключи, одну пару элементов в составе токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, и вторую пару элементов в составе токоподвода оксидируемой детали и ванны, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом оксидируемой детали, при этом указанные пары элементов включены в цепь последовательно, в устройстве выполнена одна пара управляемых посредством контроллера ключей, а указанные пары элементов, которые включены в цепь последовательно, соединены в цепи друг относительно друга в противофазе, а именно токоподвод оксидируемой детали одной пары элементов соединен с токоподводом оксидируемой детали второй пары элементов или корпус ванны одной пары элементов соединен с корпусом ванны второй пары элементов, включенные в противофазе пары элементов подсоединены к клеммам источника напряжения, каждый из управляемых ключей выполнен с возможностью соединения одним выводом с одной из клемм источника напряжения, вторыми выводами ключи соединены друг с другом, кроме того, соединенные вторые выводы ключей подключены к соединению друг с другом в противофазе указанных пар элементов.
Устройство снабжено дополнительным управляемым посредством контроллера ключом, через который подсоединена к клемме источника напряжения одна из пар элементов.
Сущность технического решения поясняется нижеследующим описанием и прилагаемыми чертежами.
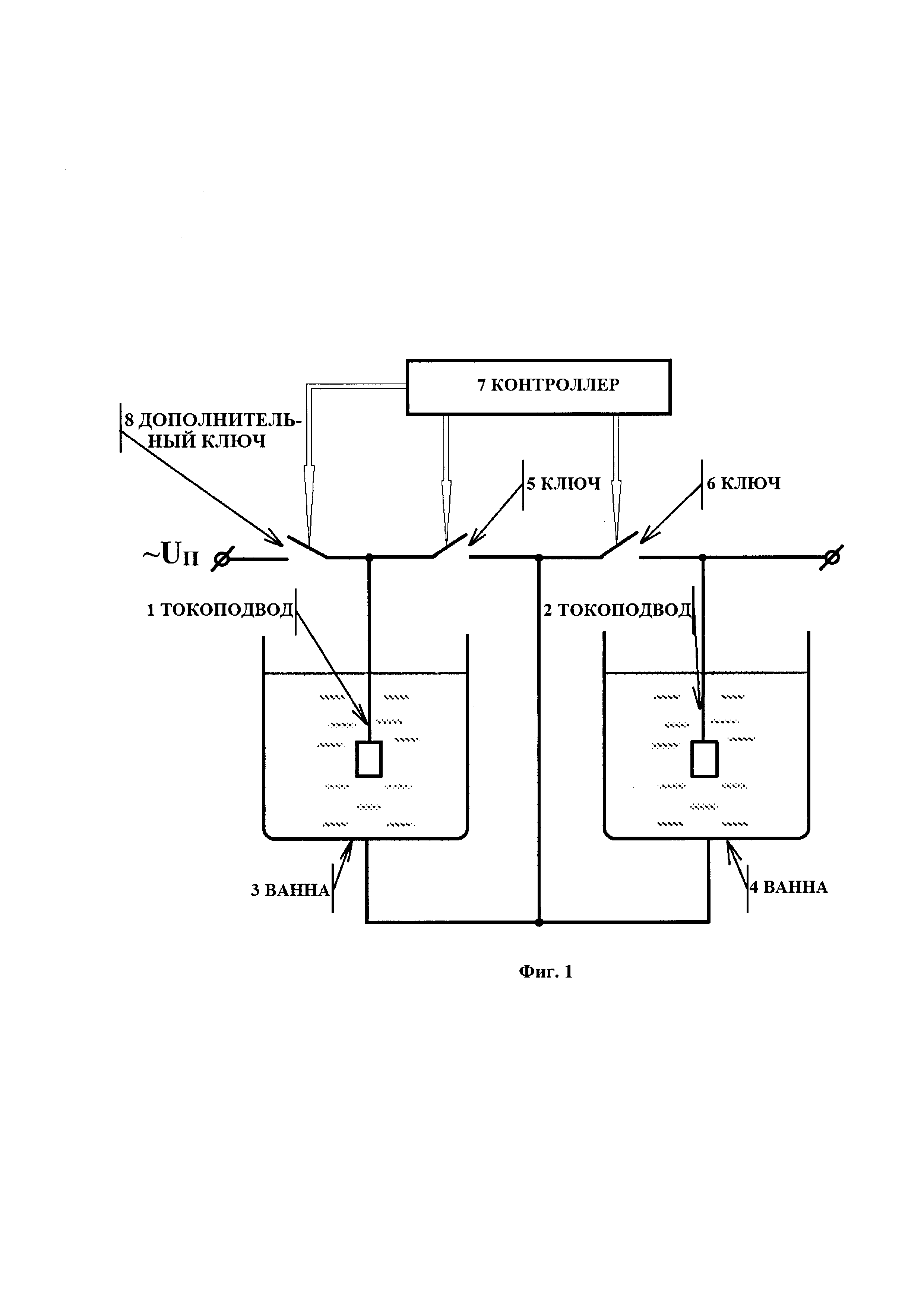
На Фиг. 1 показана блок-схема устройства для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах, в котором ванны соединены друг с другом корпусами, где: 1, 2 - токоподвод; 3, 4 - ванна; 5, 6 - ключ; 7 - контроллер; 8 - дополнительный ключ.
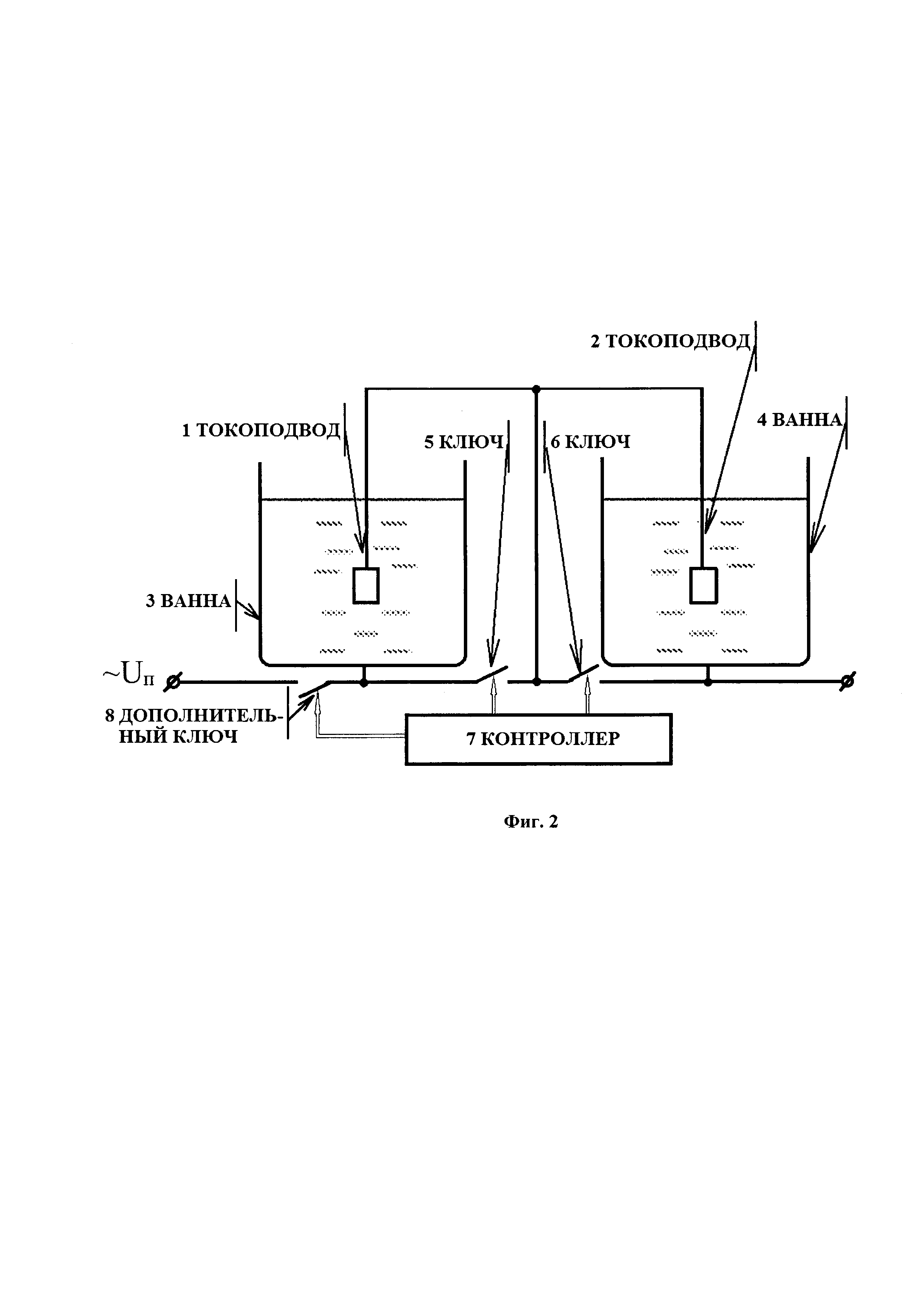
На Фиг. 2 показана блок-схема устройства для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах, в котором токоподводы оксидируемых деталей соединены друг с другом, где: 1, 2 - токоподвод; 3, 4 - ванна; 5, 6 - ключ; 7 - контроллер; 8 - дополнительный ключ.
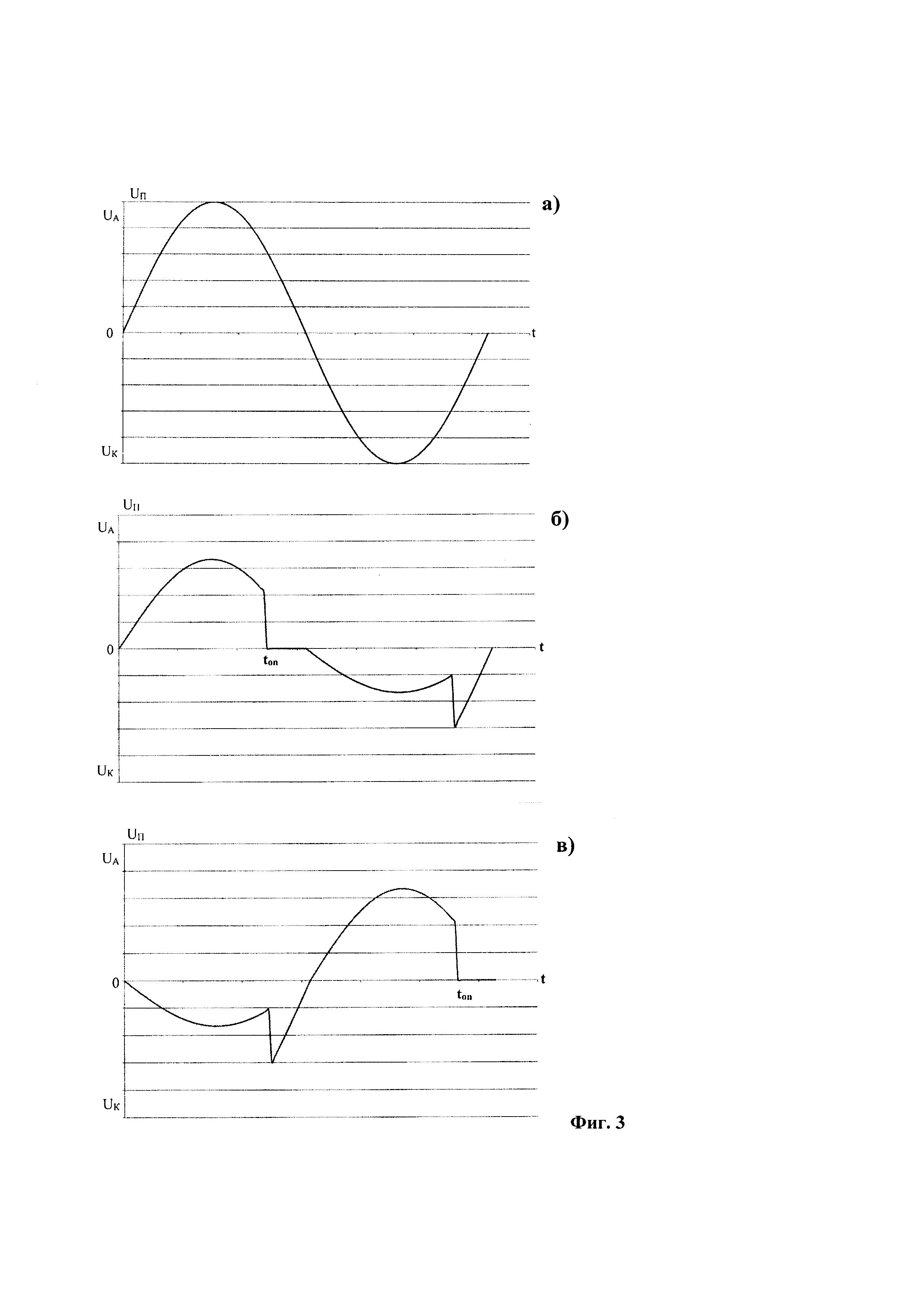
На Фиг. 3 в отношении устройства для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах представлена качественная временная диаграмма, отражающая передачу возникающей пульсации в анодном режиме ванны одной пары элементов при подаче команды на управляемый ключ, шунтирующий указанную пару элементов, в катодный режим ванны второй пары элементов, где: а) показано изменение напряжения процесса (UП) со временем в случае разомкнутых ключей; б) показано изменение напряжения в ваннах с подачей команды на управляемый ключ, соответствующей его замыканию и шунтированию ванны одной пары элементов в момент времени ton, приводящей к возникновению пульсации в анодном режиме (UА) указанной ванны, которая передается катодной составляющей (UК) ванны второй пары элементов; в) показано изменение напряжения в ваннах с подачей команды на управляемый ключ, соответствующей его замыканию и шунтированию ванны второй пары элементов в момент времени ton, приводящей к возникновению пульсации в анодном режиме (UА) указанной ванны, которая передается катодной составляющей (UК) ванны первой пары элементов.
Достижение указанного технического результата базируется на следующих предпосылках.
Во-первых, на реализации устройством процесса электрохимического оксидирования, включающего две стадии.
Первая стадия процесса длится с момента начала формирования покрытия на обрабатываемой поверхности вентильного металла или его сплава, сопровождающегося ростом толщины оксидного покрытия с течением времени, что в свою очередь, сопровождается увеличением напряжения («Микродуговое оксидирование (теория, технология, оборудование)», Суминов И.В., Эпельфельд А.В., Людин В.Б., Крит Б.Л., Борисов A.M., М.: «Экомет» - 2005. - 368 с.) до некоторого момента времени, при котором происходит самопроизвольное резкое падение напряжения. Последнее, как правило, означает окончание первой стадии. Первая стадия процесса является непосредственно процессом микродугового оксидирования (МДО), сопровождающегося видимыми невооруженным глазом возникающими на обрабатываемой поверхности микроразрядами с характерными для них звуками.
Вторая стадия длится с момента самопроизвольного резкого падения напряжения и характеризуется протеканием процесса в режиме термоэлектрохимического оксидирования (ТЭХО), без возникновения видимых невооруженным глазом микроразрядов и почти полным отсутствием звуковых эффектов. При наблюдении оксидируемой поверхности в оптический микроскоп фиксируется редкое незначительное искрение и большое количество светящихся разогретых локальных областей поверхности. Вторая стадия характеризуется ростом толщины оксидного покрытия с течением времени. Рост обусловлен подачей напряжения требуемым образом для достижения требуемого соотношения величин анодного (IA) и катодного (IК) токов. Рост толщины оксида связан с разращиванием основного рабочего слоя, расположенного между тонким переходным слоем на поверхности оксидируемого металла, например, алюминия, и обогащенным алюмосиликатами наружным технологическим слоем, которые сформировались при реализации первой стадии процесса - МДО. Рабочий слой, состоящий в основном из корунда, характеризуется минимальной пористостью и максимальной твердостью. Процесс разращивания рабочего слоя протекает при формировании в нем разогретых до температур 700-800 С° локальных каналообразных областей, по которым протекает электрический ток, с размерами каналов в поперечнике в несколько микрон - до 10 мкм.
Во-вторых, на выборе соотношения величин анодного (IA) и катодного (Iк) токов при реализации как первой, так и второй стадий процесса электрохимического оксидирования, таким образом, чтобы соотношение IA/IК было менее единицы.
Соотношение величин анодного и катодного токов как в режиме МДО при реализации первой стадии формирования электрохимическим оксидированием покрытия, так и в режиме ТЭХО при реализации второй стадии формирования электрохимическим оксидированием покрытия, должно быть менее единицы:
При указанном соотношении в ходе реализации стадии МДО инициируется формирование оксидного покрытия на обрабатываемой поверхности, толщина которого по мере продолжения процесса увеличивается, что сопровождается, в свою очередь, ростом напряжения и ростом амплитудного анодного и катодного токов. При указанном соотношении их, менее единицы, по истечении определенного времени, которое зависит от ряда параметров процесса - плотности тока, конкретного состава используемого электролита, его температуры, химического состава обрабатываемой поверхности, происходит самопроизвольное резкое падение амплитудного анодного напряжения. Дальнейшее осуществление процесса - реализация стадии ТЭХО - требует подачи электрического напряжения с изменением соотношения величин анодного и катодного токов таким образом, чтобы обеспечить подъем электрического напряжения в процессе роста оксидного слоя. В результате реализации стадии ТЭХО происходит дальнейшее увеличение толщины оксидного слоя, улучшение качества покрытия, сформированного при реализации стадии МДО.
Указанный технический результат в предлагаемом устройстве, реализующем вышеописанный процесс, включающий обе стадии, обеспечивается следующим.
Предлагаемое устройство (см. Фиг. 1 и Фиг. 2) содержит пару элементов в составе токоподвода 1 оксидируемой детали и ванны 3, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом 1 оксидируемой детали, и вторую пару элементов в составе токоподвода 2 оксидируемой детали и ванны 4, выполненной с возможностью заполнения ее электролитом для погружения в него соединяемой с токоподводом 2 оксидируемой детали. При этом указанные пары элементов включены в цепь последовательно, но соединены в цепи друг относительно друга в противофазе. Так, токоподвод 1 оксидируемой детали одной пары элементов соединен с токоподводом 2 оксидируемой детали второй пары элементов или корпус ванны 3 одной пары элементов соединен с корпусом ванны 4 второй пары элементов. Включенные в противофазе пары элементов подсоединены к клеммам источника переменного напряжения (Фиг. 1 и Фиг. 2). Последовательное соединение ванн 2 и 4 в цепи в противофазе (см. Фиг. 1), то есть их корпусами, либо последовательное соединение цепи в противофазе токоподводов 1 и 2, то есть друг с другом (Фиг. 2), обеспечивает возможность передачи анодной пульсации напряжения в отношении ванны 3 первой пары элементов, если в отношении ее реализуется анодный режим, в катодный режим ванны 4 (см. Фиг. 3б)) второй пары элементов, а через половину периода - наоборот (см. Фиг. 3в)). В результате обеспечивается скачок напряжения в катодном режиме (см. Фиг. 3б) и в)) поочередно, через полпериода, для обеих ванн и, соответственно, повышается величина катодного тока, что в свою очередь, приводит к изменению соотношения величин анодного и катодного токов.
Для реализации изменения напряжения в катодном режиме, передачи анодной пульсации и повышения скачкообразно катодного напряжения необходимы управляемые ключи, включенные в цепь требуемым образом. Устройство используется совместно с программно-аппаратным комплексом. С программно-аппаратного комплекса осуществляется подача управляющих команд через контроллер.
В устройстве выполнена одна пара управляемых ключей 5 и 6 посредством контроллера 7 (см. Фиг. 1 и Фиг. 2). Каждый из управляемых ключей 5 и 6 выполнен с возможностью соединения одним выводом с одной из клемм источника напряжения. Вторыми выводами ключи 5 и 6 соединены друг с другом. Кроме того, соединенные вторые выводы ключей 5 и 6 подключены к соединению друг с другом в противофазе первой и второй пар элементов.
При указанном подключении ключей 5 и 6, каждый из них выполняют функцию шунтирования в необходимый момент времени пары элементов с той ванной, в которой реализуется анодный режим. Шунтирование осуществляется по команде от контроллера 7 в момент времени ton, который выбирается, чтобы вызвать скачок напряжения в катодном режиме другой ванны (Фиг. 3) такой величины, которая приведет к соответствующему увеличению величины катодного тока и, как следствие, обеспечит требуемую величину соотношения анодного и катодного токов в целях достижения технического результата.
Ключи 5 и 6 могут быть реализованы на основе транзисторов или тиристоров.
Кроме указанных ключей устройство может быть снабжено дополнительным ключом 8 (см. Фиг. 1 и Фиг. 2), также реализованным управляемым подаваемыми командами через контроллер 7 с программно-аппаратного комплекса. Данный ключ предназначен для реализации дополнительного режима паузы. Наличие дополнительного ключа 8 обеспечивает плавный пуск начального тока с выходом его в течение 10-20 сек. в штатный режим, что обусловлено временем открывания ключа. При больших мощностях могут возникать локальные перегревы оксидируемых деталей. Для устранения их негативного влияния в отношении формируемого покрытия целесообразно периодически приостанавливать процесс оксидирования - делать паузу для выравнивания температур оксидируемых деталей. Таким образом, наличие дополнительного ключа 8 в устройстве дополнительно способствует достижению указанного технического результата.
Кроме того, дополнительным ключом 8 обеспечивается ликвидация первоначального броска тока, который может негативно отразиться на других потребителях электросети.
В целях осуществления процесса оксидирования как такового устройство выполнено с возможностью подключения к источнику переменного напряжения - UП. Включенные в противофазе пары элементов подсоединены к клеммам источника напряжения. При последовательном соединении ванн 3 и 4 в цепи в противофазе (см. Фиг. 1), то есть их корпусами, к клеммам источника переменного напряжение подсоединены токоподводы 1 и 2. Если последовательно соединены токоподводы 1 и 2 друг с другом, то к клеммам источника переменного напряжения подсоединены своими корпусами ванны 3 и 4 (см. Фиг. 2).
Процесс формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах посредством предлагаемого устройства осуществляют следующим образом.
Две одинаковые детали, выполненные, например, из алюминиевого сплава, с площадью поверхности равной 525 см2 соединяют с токоподводами 1 и 2 и размещают в ваннах 3 и 4, заполненных электролитом, погружая их в электролит. В ваннах 3 и 4 содержится электролит, например, имеющий в составе кали едкое в количестве 2 г/л, жидкое стекло техническое в количестве 6 г/л, дистиллированную воду.
Пару элементов - токоподвод 1 с оксидируемой деталью и ванна 3, в электролит которой погружена деталь, и пару элементов - токоподвод 2 с оксидируемой деталью и ванна 4, в электролит которой погружена вторая деталь, включают в цепь последовательно и соединяют пары в цепи друг относительно друга в противофазе.
При этом токоподвод 1 оксидируемой детали одной пары элементов соединяют с токоподводом 2 оксидируемой детали второй пары элементов или корпус ванны 3 одной пары элементов соединяют с корпусом ванны 4 второй пары элементов.
Включенные в противофазе пары элементов подсоединяют к клеммам источника переменного напряжения равного от 600 до 800 В, например, с начальными UА=300 В в отношении первой пары элементов - токоподвода 1 и ванны 3, UК=300 В в отношении второй пары элементов - токоподвода 2 и ванны 4.
Для управления величиной соотношения анодного и катодного токов, как в начальном режиме МДО формирования покрытия, так и в дальнейшем в режиме ТЭХО, используют ключи 5 и 6, управляемые через контроллер 7 от программно-аппаратного комплекса. Частота электрического тока составляет 50 Гц. Напряжение постепенно растет. Средние значения токов на стадии МДО поддерживают IA(МДО)=72 А, IК(МДО)=85 А, соотношение анодного и катодного токов на стадии МДО составляет 0,85.
По истечении 30 минут после начала проведения стадии МДО и достижения амплитудного напряжения UА=640 В напряжение падает до значения UА=550 В. Это означает финал стадии МДО и старт стадии ТЭХО. Подавая через контроллер 7 на ключ 5 команду на шунтирование первой пары элементов изменяют величину IК ванны 4 второй пары элементов и, соответственно, величину соотношения анодного и катодного токов для второй пары элементов. Эти же самые манипуляции с участием контроллера 7, ключа 6 через полпериода проделывают в отношении второй пары элементов, что приводит к изменению величины IК ванны 3 первой пары элементов и, соответственно, величины соотношения анодного и катодного токов для первой пары элементов. Напряжение при этом постепенно повышается так, что к концу реализации стадии ТЭХО средние значения токов IA(ТЭХО)=65 А, IК(ТЭХО)=70 А, и, соответственно, величина соотношения анодного и катодного токов составляет 0,93.
Покрытие на обеих деталях однородное, толщина его составляет 450 мкм, коэффициент трения 5⋅10-3, твердость по Виккерсу до 3450 кг/мм2.
Способ получения электрохимическим оксидированием покрытий на вентильных металлах или сплавах
Способ смазки двигателя внутреннего сгорания
Бытовые морозильник и холодильник нового поколения с расширенными функциями
Двигатель внутреннего сгорания
Двигатель внутреннего сгорания
Катушка индуктивности и способ её изготовления
Способ изготовления трансформатора
Способ формирования изоляционного покрытия на проводнике
Химический реактор сжатия
Способ изготовления трехфазного трансформатора
Сварочный трансформатор

