Результат интеллектуальной деятельности: СПОСОБ ФОРМИРОВАНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА ПРОВОДНИКЕ
Вид РИД
Изобретение
Техническое решение относится к элементам электрического оборудования, в частности, может быть использовано для изготовления катушек индуктивности для высоковольтного электрооборудования, силовых низковольтных трансформаторов, трансформаторов распределительных сетей.
Известен способ формирования изоляционного покрытия на проводнике (описание к патенту РФ №2237758 на изобретение, МПК 7 C25D 11/06, 11/18), в котором изоляционное покрытие проводника формируют микродуговым оксидированием, при этом изделие (проводник) помещают в ванну с электролитом, размещают два электрода по краям ванны симметрично относительно изделия, подают напряжение к электродам и изделию, являющемуся электродом, при этом величина напряжения на изделии - 400 В и более, начальную плотность переменного тока поддерживают от 20 до 25 А/дм2 в течение 10 минут, затем ее понижают на 5% каждые 10 минут, препятствуя переходу микродугового режима в дуговой, формируя на поверхности пористый слой оксидной керамики до достижения толщины 100 мкм и более. В качестве электролита используют электролит, содержащий от 2 до 6 г/л гидроокиси калия и от 10 до 30 г/л жидкого стекла.
В приведенном способе проводник (изделие), размещенный в электролите связан механически и электрически, поскольку выполняет функцию анода, с источником напряжения. Возможность свободного пропускания проводника (изделие) через электролит отсутствует. Схема проведения процесса налагает необходимость анодного контакта и невозможность его игнорирования при микродуговом оксидировании.
Формирование пористого слоя оксидной керамики толщиной более 100 мкм не обеспечивает сопротивляемости покрытия электрическому пробою. При этом формируемое покрытие не эластично, подвержено повреждению при транспортировке и эксплуатации изделия. Для устранения сквозной пористости - дефектности, как отмечается в приведенном информационном источнике, требуются дополнительные меры и виде высокотемпературных обработок, использования суспензии фторопласта для заполнения дефектов.
Кроме того, схема проведения процесса, в которой используют электроды для подачи напряжения, расположенные симметрично относительно проводника, а также подают напряжение на сам проводник, хотя и обеспечивает симметрию получаемого покрытия, однако эта схема недостаточно подходит для получения однородности покрытия по толщине и структуре в отношении всей его поверхности.
В качестве ближайшего аналога взят способ формирования изоляционного покрытия на проводнике (описание к патенту РФ №2333561 на изобретение, МПК 8 H01F 27/28), в котором изоляционное покрытие проводника формируют микродуговым оксидированием одновременно с его намоткой на оправку катушки индуктивности. Оправку и проводник размещают в электролите, заполняющем гальваническую ванну, в котором и осуществляют намотку, и одновременно проводят микродуговое оксидирование поверхности проводника и намотку. Соответственно, оксидирование осуществляют непрерывно в течение времени, необходимого для получения требуемого количества витков и рядов. Для формирования изоляционного покрытия посредством микродугового оксидирования проводник и ванну подключают к источнику питания, в частности, к электросети переменного напряжения 220 В. В положительный полупериод напряжения в отношении поверхности наматываемого проводника оказывают оксидирующее воздействие, так как гальваническая ванна выполняет функцию катода, а расположенный в ней проводник - функцию анода. В качестве проводника выбирают проводник из вентильного металла или его сплава, например, из алюминия.
В ближайшем аналоге проводник, размещенный в электролите, связан механически и электрически, поскольку выполняет функцию анода, с источником переменного напряжения. На него от источника подают напряжение. Возможность свободного пропускания проводника через электролит отсутствует. Схема проведения процесса налагает необходимость анодного контакта и невозможность его игнорирования.
Как указано выше, изоляционное покрытие получают одновременно с намоткой проводника на оправку при изготовлении катушки. При этом процесс оксидирования осуществляют непрерывно в течение всего времени намотки требуемого количества витков. Изоляционное покрытие на проводнике, из которого изготавливается катушка, оказывается неоднородным, как по толщине получаемого покрытия, так и по его структуре. Изоляционное покрытие не обладает удовлетворительной устойчивостью к электрическому пробою. Кроме того, в процессе намотки покрытие на проводнике получают неэластичным, с разрушением при возникновении изгибных воздействий на проводник и его натяжении. В покрытии в процессе намотки возникают трещины. Их устраняют в результате пролонгирования времени оксидирования сверхнеобходимого. Однако при этом, устраняя трещины на одном участке проводника, за счет сверхнеобходимой пролонгации оксидирования вызывают их возникновение на другом участке проводника.
Совмещение двух процессов - намотки и оксидирования приводит к тому, что к моменту окончания намотки катушки первая порция проводника, из которой намотаны первые витки катушки, находится в электролите и подвергается оксидированию сверх времени, требуемого для формирования нормального изоляционного покрытия, а последняя порция проводника, из которой намотаны последние витки катушки, находится в электролите и подвергается оксидированию в течение времени, которое недостаточно для формирования нормального изоляционного покрытия.
Таким образом, к моменту окончания намотки на первых витках катушки изоляционное покрытие при формировании оказывается передержанным в электролите, ведь поддерживают режим оксидирования, согласованный с требованиями для получения желаемого нормального качества изоляционного покрытия - в отношении его однородности по структуре и толщине, эластичности, способности сопротивляться электрическому пробою. В то же время на последних витках изоляционное покрытие для нормального его формирования оказывается недодержанным в электролите. Конечно, относительно последнего, можно увеличивая время оксидирования сверх времени намотки, добиться требуемого его качества на последних витках, однако это приведет к тому, что покрытие средней порции проводника будет передержанным, как и покрытие первой порции, и, следовательно, неудовлетворительным.
При формировании покрытия на первых витках оно имеет максимальную толщину, на последних витках - минимальную. С увеличением длительности оксидирования, как правило, толщина покрытия возрастает. Более того, в отношении всего проводника производят намотку катушки, для всех его участков, которые, в общем, характеризуются покрытием разной степени структурной сформированности, разного качества и разной толщины, поддерживают один и тот же, фиксированный режим оксидирования. Для воспрепятствования деградации сформированного нормального, качественного, покрытия необходимо с увеличением его толщины увеличивать и величину прикладываемого к проводнику напряжения. Эта величина напряжения должна быть согласована для каждой порции проводника со сформированным покрытием соответствующей толщины, чтобы обеспечить необходимую плотность тока для продолжения процесса формирования нормального, качественного, покрытия с увеличением его толщины, а не его деградацию. На деле прикладывают фиксированное напряжение. Для первых витков катушки, характеризующихся максимальной толщиной покрытия, плотность тока недостаточна, а для последних ее витков - чрезмерна. Таким образом, возникает рассогласование между используемым режимом и процессами формирования требуемого качества изоляционного покрытия на тех или иных участках проводника, что и приводит к деградации сформированного изоляционного покрытия проводника.
Техническим результатом является;
- повышение сопротивляемости электрическому пробою получаемого покрытия;
- достижение возможности пропускания проводника через электролит, игнорирования необходимости анодного контакта проводника при микродуговом оксидировании;
- достижение эластичности формируемого покрытия, его устойчивости к воздействиям на изгиб и растяжение изделия, на котором сформировано покрытие;
- достижение однородности покрытия по толщине всей поверхности проводника;
- достижение структурной однородности покрытия по всей поверхности проводника.
Технический результат достигается в способе формирования изоляционного покрытия на проводнике, включающем формирование изоляционного покрытия на проводнике микродуговым оксидированием его поверхности в электролите, при котором проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение, при этом используют две ванны, объем которых заполняют электролитом и в каждой размещают по электроду, электроды соединяют с источником переменного напряжения, проводник пропускают последовательно через электролит обеих ванн, при этом напряжение и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствие его деградации, согласование проводят лишь в отношении порции проводника, находящейся в электролите, для остального проводника оксидирующее воздействие не осуществляют.
В способе время пропускания проводника через электролит выбирают согласованным с требуемой толщиной формируемого покрытия в отсутствие его деградации, по мере формирования покрытия осуществляют выгрузку проводника из электролита.
В способе объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла, а длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом.
В способе длину пути, по которому в электролите пропускают проводник, плотность тока, достигаемую в результате подачи напряжения на электроды, скорость пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом, а именно длину пути выбирают равной от 1 до 2 м, скорость пропускания - от 0,4 до 0,8 м/мин, величину тока - от 120 А до 280 А при подаче переменного напряжения от 530 до 540 В частотой 50 Гц, сечение проводника от 3×1 мм2 до 7×3 мм2, требуемую толщину покрытия - от 50 до 90 мкм.
В способе в качестве проводника используют проводник из металла вентильной группы или из его сплава.
В способе в качестве проводника используют проводник из алюминия.
Сущность технического решения поясняется нижеследующим описанием и прилагаемой фигурой.
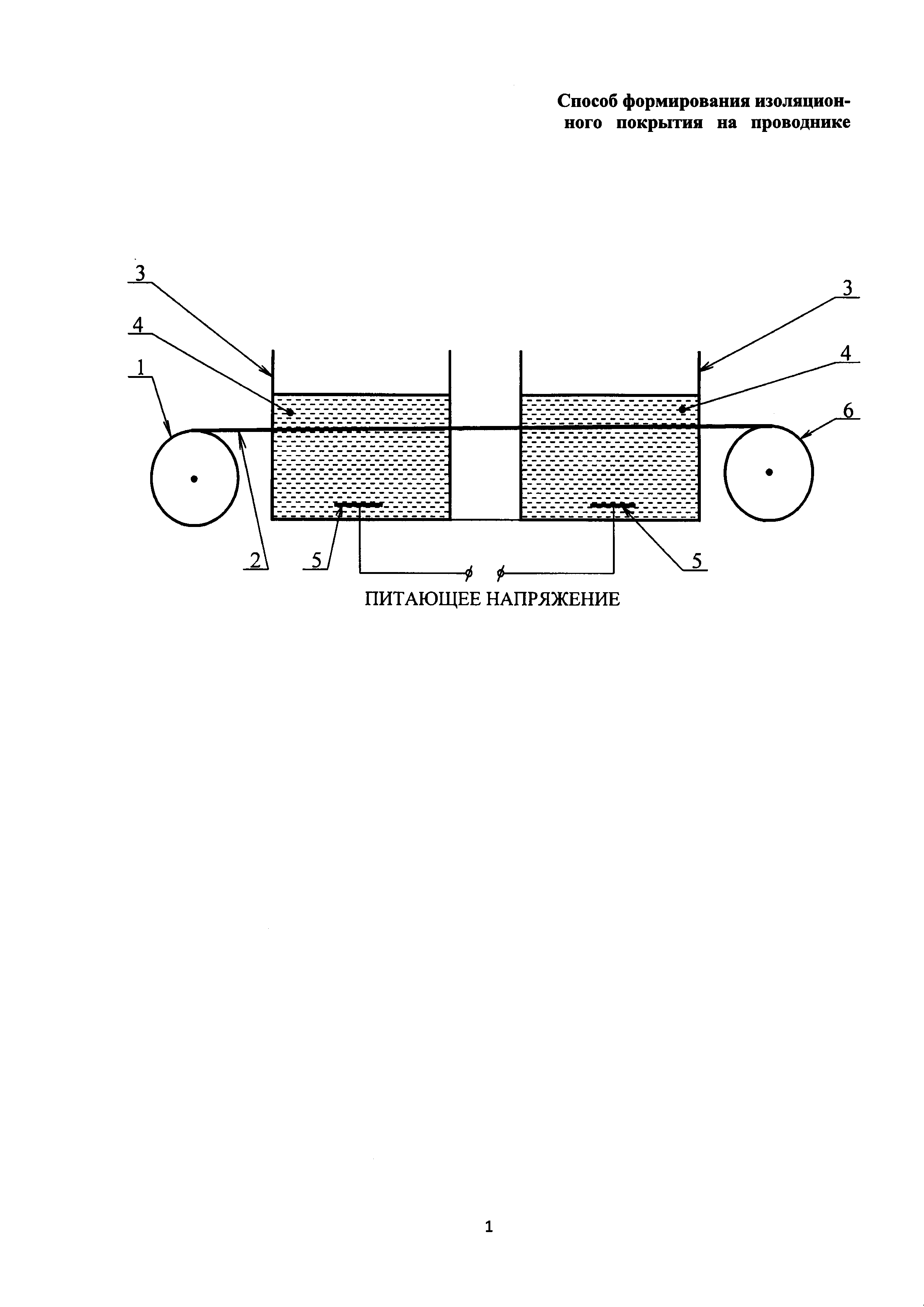
На фигуре представлена схема получения изоляционного покрытия на проводнике методом микродугового оксидирования, где 1 - бобина с проводом, подлежащим изолированию; 2 - проводник, на котором формируют изоляционное покрытие; 3 - ванна; 4 - электролит; 5 - электрод; 6 - приемная бобина.
Достижение технического результата обеспечивается следующим.
В способе при формировании изоляционного покрытия проводник поступает в электролит, в котором осуществляют микродуговое оксидирование, и по мере формирования на нем покрытия в отличие от указанного ближайшего аналога извлекается из электролита. В ближайшем аналоге проводник помещают в электролит, в котором осуществляют микродуговое оксидирование и формирование изоляционного покрытия, проводник механически и электрически связан, на него от источника подают напряжение, он в течение всего времени намотки должен находиться в электролите. Поскольку одновременно осуществляют намотку катушки индуктивности, то своевременной выгрузки из электролита порции проводника, в отношении которой изоляционное покрытие сформировано, не осуществляют. Указанная порция проводника остается в электролите до тех пор, пока не закончится намотка катушки, а оксидирующее воздействие для нее пролонгируется сверхнеобходимого времени. В результате происходит деградация изоляционного покрытия. В целях препятствования процессам деградации в предлагаемом техническом решении осуществляют пропускание проводника через электролит, время пропускания проводника через электролит выбирают согласованным с требуемой толщиной формируемого покрытия в отсутствие его деградации. Это означает, что по мере формирования изоляционного покрытия на проводнике осуществляют его выгрузку из электролита и, таким образом, прекращение оксидирующего воздействия в отношении той порции проводника, на которой сформировано изоляционное покрытие. Кроме того, напряжение при пропускании проводника через электролит выбирают согласованным с требуемой толщиной формируемого покрытия в отсутствии его деградации.
За счет того, что оксидирующее воздействие осуществляют в отношении только той части проводника, на которой при его пропускании через электролит происходит формирование покрытия, ограничивая время нахождения в электролите проводника до времени, необходимого для формирования покрытия, оптимизируется режим проведения процесса. Достигается в отличие от указанного ближайшего аналога согласование подаваемого напряжения, времени оксидирования и получаемой толщины изоляционного покрытия без его деградации. Согласование проводится лишь в отношении порции проводника, находящейся в электролите, на поверхности которой формируют покрытие. Для остального проводника оксидирующее воздействие не осуществляют, и, следовательно, нет необходимости в согласовании напряжения и толщины покрытия.
Таким образом, в предлагаемом техническом решении с целью достижения всего комплекса технического результата в процессе микродугового оксидирования проводник пропускают через объем электролита с размещенным в нем электродом, на который подают переменное электрическое напряжение, при этом напряжение и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия покрытие в отсутствие деградации.
В качестве проводника используют проводник из металла вентильной группы или из его сплава. В частности, используют проводник из алюминия, например алюминиевый провод.
При этом в предлагаемом способе используют иную, отличную от устоявшейся, схему проведения процесса микродугового оксидирования. В известной, устоявшейся, схеме к проводнику (изделию) подают напряжение, он механически и электрически связан при реализации процесса с элементами оборудования для осуществления микродугового оксидирования. Ток протекает от катода, электрода или ванны - элементов, выполняющих функцию катода, связанных с источником переменного напряжения, через электролит к проводнику (изделию), на котором формируют изоляционное покрытие, выполняющему функцию анода, связанному с источником переменного напряжения. Приведенным образом организована электрическая цепь, по которой протекает ток в известных решениях.
В предлагаемом решении согласно схеме (см. фиг.) получения изоляционного покрытия на проводнике методом микродугового оксидирования электрическая цепь, по которой протекает ток, организована другим образом. Используют две ванны 3, которые заполняют электролитом 4 с размещением в электролите каждой ванны электрода 5.
Электроды 5 электрически подсоединяют к источнику переменного напряжения. От источника переменного напряжения на электроды 5 поочередно подается положительный полупериод питающего напряжения и отрицательный полупериод питающего напряжения. При пропускании проводника через электролит 4 ванн 3 при поданном от источника питании цепь замыкается. Электрический ток протекает от одного электрода 5 через электролит 4 к пропускаемому проводнику и далее от проводника через электролит 4 ко второму электроду 5. Проводник, не являющийся анодом, не подсоединяемый электрически непосредственно к источнику питания, беспрепятственно пропускают через электролит 4 ванн 5. Возможность беспрепятственного пропускания проводника через электролит 4 обеспечивает проведение оптимизации режимов в отношении той его части, которая находится в электролите 4 и подвергается воздействию микродугового оксидирования. В известном техническом решении указанная возможность отсутствует. Таким образом, обеспечивается при реализации способа достижение возможности пропускания проводника через электролит, игнорирования необходимости анодного контакта проводника при микродуговом оксидировании.
Дополнительно следует отметить, что приведенная реализация способа в заявленном решении позволяет в разы увеличить скорость нанесения покрытия.
Для формирования изоляционного покрытия проводник поступает в одну из ванн 3 с бобины с проводом, подлежащим изолированию, 1. Проводник, на котором формируют изоляционное покрытие, 2 пропускают последовательно через электролит 4 обеих ванн 3. После пропускания проводника через вторую ванну 3 с электролитом 4 осуществляют выгрузку из электролита той его части, в отношении которой покрытие сформировано. Проводник промывают, сушат и наматывают на приемную бобину 6.
Объем электролита при заполнении им ванн 3 согласуют с прикладываемой к электродам 4 электрической мощностью и возможностью отвода тепла. Охлаждение проводника посредством объема электролита - простейший вариант. Другой вариант - введение принудительной системы охлаждения. Использование двух ванн (см. фиг.) также способствует облегчению теплоотвода.
Длина пути, по которому в электролите пропускают проводник, и скорость пропускания проводника через электролит задают время, в течение которого проводник пропускают через электролит, и он подвергается микродуговому оксидированию. В частном случае реализации способа, если ванна имеет геометрию прямоугольного параллелепипеда, то длина пути может совпадать с длиной ванны, в которую залит электролит. Напряжение, прикладываемое к электродам, обеспечивает необходимую величину тока, для надлежащего протекания процесса и формирования покрытия требуемой толщины с учетом необходимого для этого времени нахождения в электролите. Плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом.
В результате обеспечивается повышение сопротивляемости электрическому пробою получаемого покрытия, эластичность формируемого покрытия, его устойчивость к воздействиям на изгиб и растяжение изделия, на котором сформировано покрытие, однородность покрытия всей поверхности проводника в отношении его толщины и структуры.
В частных случаях реализации конкретные значения вышеприведенных параметров могут быть: длина пути - от 1 до 2 м, скорость пропускания - от 0,4 до 0,8 м/мин, величина тока - от 120 А до 280 А при подаче переменного напряжения от 530 до 540 В частотой 50 Гц, сечение проводника - от 3×1 мм2 до 7×3 мм2, требуемая толщина покрытия - от 50 до 90 мкм.
В качестве сведений, подтверждающих возможность осуществления способа формирования изоляционного покрытия на проводнике с достижением указанного технического результата, приводим нижеследующие примеры их реализации.
Пример 1
Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из алюминия.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствие его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 1 м, скорость пропускания - 0,4 м/мин., величину тока - от 120 А до 140 А при подаче переменного напряжения 540 В частотой 50 Гц, сечение проводника - 7×3 мм, требуемую толщину покрытия - от 50 до 90 мкм. В качестве электролита используют электролит, содержащий КОН в количестве 2 г/л и жидкое стекло (Na2O·3SiO2) в количестве 25 г/л.
Пример 2
Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из алюминия.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствии его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 2 м, скорость пропускания - 0,8 м/мин, величину тока - от 240 А до 280 А при подаче переменного напряжения 540 В частотой 50 Гц, сечение проводника - 7×3 мм2, требуемую толщину покрытия - от 50 до 90 мкм. В качестве электролита используют электролит, содержащий КОН в количестве 2 г/л и жидкое стекло (Na2O·3SiO2) в количестве 25 г/л.
Пример 3
Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из алюминия.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствие его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 2 м, скорость пропускания - 0,8 м/мин, величину тока - от 240 А до 280 А при подаче переменного напряжения 540 В частотой 50 Гц, сечение проводника - 7×3 мм2, требуемую толщину покрытия - от 50 до 90 мкм. В качестве электролита используют электролит, содержащий КОН в количестве 2 г/л и жидкое стекло (Na2O·3SiO2) в количестве 25 г/л.
Пример 4
Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из алюминия.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствии его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 1 м, скорость пропускания - 0,5 м/мин, величину тока - от 30 А до 35 А при подаче переменного напряжения 530 В частотой 50 Гц, сечение проводника - 3×1 мм2, требуемую толщину покрытия - от 50 до 70 мкм. В качестве электролита используют электролит, содержащий КОН в количестве 2 г/л и жидкое стекло (Na2O·3SiO2) в количестве 25 г/л.
Пример 5Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из алюминия.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствие его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 5 м, скорость пропускания - 0,5 м/мин, величину тока - от 30 А до 35 А при подаче переменного напряжения 530 В частотой 50 Гц, сечение проводника - 3×1 мм2, требуемую толщину покрытия - от 50 до 70 мкм. В качестве электролита используют электролит, содержащий полифосфат натрия в количестве 40 г/л и жидкое стекло (Na2O·3SiO2) в количестве 3 г/л.
Пример 6
Проводят формирование изоляционного покрытия на проводнике в электролите посредством микродугового оксидирования поверхности проводника. В качестве проводника используют проводник из металла вентильной группы или из его сплава, а именно берут проводник из сплава титана.
Проводник пропускают через электролит с размещенным в нем электродом, на который подают переменное электрическое напряжение. Величину напряжения и время пропускания проводника через электролит выбирают согласованными с требуемой толщиной формируемого покрытия в отсутствие его деградации. При этом используют две ванны, объем которых заполняют электролитом. В каждой ванне размещают по электроду. Электроды соединяют с источником переменного напряжения. Проводник пропускают последовательно через электролит обеих ванн. По мере формирования покрытия осуществляют выгрузку проводника из электролита. Объем электролита при заполнении им ванн согласуют с прикладываемой электрической мощностью и возможностью отвода тепла. Длину пути, по которому в электролите пропускают проводник, скорость пропускания проводника через электролит, задающие время пропускания проводника через электролит, плотность тока, достигаемую в результате подачи напряжения на электроды, поперечное сечение проводника, требуемую толщину покрытия выбирают согласованными друг с другом. Длину пути выбирают равной 3 м, скорость пропускания - 0,5 м/мин, величину тока - от 30 А до 35 А при подаче переменного напряжения 530 В частотой 50 Гц, сечение проводника диаметром 2 мм - около 6,28 мм2, требуемую толщину покрытия - от 50 до 70 мкм. В качестве электролита используют электролит, содержащий гексаметафосфат натрия в количестве 30 г/л, кали едкое - 3 г/л, алюминат натрия - 6 г/л.
Способ смазки двигателя внутреннего сгорания
Бытовые морозильник и холодильник нового поколения с расширенными функциями
Двигатель внутреннего сгорания
Двигатель внутреннего сгорания
Катушка индуктивности и способ её изготовления
Способ изготовления трансформатора
Химический реактор сжатия
Способ изготовления трехфазного трансформатора
Сварочный трансформатор
Устройство для микродугового оксидирования
Способ смазки двигателя внутреннего сгорания
Бытовые морозильник и холодильник нового поколения с расширенными функциями
Двигатель внутреннего сгорания
Двигатель внутреннего сгорания
Катушка индуктивности и способ её изготовления
Способ изготовления трансформатора
Химический реактор сжатия
Способ изготовления трехфазного трансформатора
Сварочный трансформатор
Способ микродугового оксидирования

