Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ ДАТЧИКОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области радиоэлектроники и может быть использовано при изготовлении микроэлектронных устройств.
Из уровня техники известен из патента РФ №2047267, МПК Н03Н 9/15, публ. 27.10.1995 г. способ изготовления кварцевого резонатора выполнением кристаллического элемента в виде пластины с двумя узлами, соединенными с пластиной перемычками и объединенных в единую монолитную структуру рамкой, и выполненными на противоположной стороне металлических пленочных электродов. Однако данный способ трудоемок и характеризуется сравнительно невысокой производительностью.
Известен в качестве прототипа заявляемого способ изготовления кварцевых кристаллических элементов Z-среза (патент РФ №2475950, МПК Н03Н 3/02, публ. 20.02.2013 г.), включающий механическую и химическую очистку кварцевой пластины, нанесение защитных металлизированных слоев на кварцевую пластину, групповое формирование топологии защитных металлизированных слоев методом фотолитографии, формирование объемной микроструктуры рельефа совмещенным химическим и плазмохимическим травлением, разделение кварцевой пластины на элементы выламыванием.
Недостатком известного способа является то, что при изготовлении кварцевых кристаллических элементов сложной формы с размерами чувствительных элементов (ЧЭ) до 100 мкм в процессе формирования объемных микроструктур рельефа поэтапным глубоким травлением толстостенной кварцевой пластины до глубины 263-265 мкм образуется множество фигур (дефектов) травления, растут выступы (клинья) травления на боковых гранях элементов при жидкостном химическом травлении и имеются сложности с удалением защитной контактной маски из-за низкой скорости плазмохимического травления, что приводит к получению высокой шероховатости и, следовательно, ухудшению основных электрических параметров ЧЭ. Кроме того, разделение пластины на отдельные ЧЭ выламыванием ведет в ряде случаев либо к повреждениям элементов в виде трещин, либо к неполному удалению технологических перемычек, удерживающих элементы в кварцевой рамке блока ЧЭ датчиков. Особенно затруднительно разделение миниатюрных пластин механическим путем с высокой плотностью расположения элементов.
Блоки ЧЭ получают выполнением длительного цикла технологических операций (металлизации, фотолитографии, травления и т.д.) и представляют собой заготовки большой стоимости. Такие свойства кварца как хрупкость и твердость часто затрудняют их обработку традиционными механическими способами, которые к тому же не отвечают современным требованиям по точности размеров изделий и непригодны для вырезки изделий сложной конфигурации. Качественно выполненная операция разделения кварцевого блока на элементы позволяет снизить затраты на производство продукции. В связи с этим актуальна задача замены механической выломки более эффективной технологией, а именно - лазерным фрезерованием. Применительно к прозрачному кварцу, суть лазерного фрезерования заключается в том, что лазерный луч фокусируется на нижней поверхности кварцевой пластины. С нее начинается обработка путем послойного подъема от дна прорези к ее верхней поверхности.
Применяемые в данном способе травители из-за кристаллографических особенностей строения кварца при глубоком травлении кварцевой пластины образуют на поверхности объемных микроструктур кварца множество фигур (дефектов) травления в виде «пирамид», а при сквозном травлении - характерные выступы на боковых гранях - «клинья травления», величина которых прямо пропорциональна исходной толщине пластины. Поверхностный микрорельеф, связанный с фигурами травления, в основном и определяет величину шероховатости поверхности. В связи с этим, при изготовлении ЧЭ датчиков в заявляемом способе были выбраны кварцевые пластины толщиной не более 130 мкм. Уменьшение исходной толщины кварцевых пластин, а, соответственно, и времени травления (уменьшение времени воздействия травителями) позволило уменьшить шероховатость боковых граней ЧЭ датчиков, снизить количество дефектов поверхности и устранить «клин травления».
Решаемой технической проблемой является повышение качества готовых изделий - кварцевых ЧЭ датчиков, при изготовлении их групповым методом, а также улучшение их основных электрических параметров и повышение выхода годных кварцевых ЧЭ датчиков путем применения лазерного фрезерования технологических перемычек для выделения ЧЭ из кварцевого блока.
Задачей авторов изобретения является разработка способа изготовления ЧЭ датчиков сложной формы, позволяющей обеспечить создание конструкции кварцевых ЧЭ датчиков с минимальными отклонениями от заданной геометрической формы.
Технический результат, обеспечиваемый при использовании предлагаемого изобретения, заключается в повышении качества готовых изделий за счет повышения выхода годных кварцевых ЧЭ датчиков, повышение точности формирования объемных микроструктур и повышение качества обработки поверхности ЧЭ датчиков.
Указанные задача и технический результат обеспечиваются тем, что в отличие от известного способа изготовления кварцевых чувствительных элементов (ЧЭ), включающего химическую очистку кварцевой пластины, нанесение защитных металлизированных слоев «хром - золото» на кварцевую пластину, групповое формирования топологии защитных металлизированных слоев методом двухсторонней фотолитографии, формирование объемной микроструктуры рельефа ЧЭ химическим травлением, разделение кварцевой пластины на элементы, согласно изобретению после химической обработки, нанесения контактной маски «хром - золото» методом вакуумного напыления, двухсторонней фотолитографии и нанесения контактной маски «гальваническая медь» путем гальванического осаждения меди, сквозное химическое травление кварцевой пластины толщиной не более 130 мкм осуществляют с использованием смеси бифторида аммония и фтористоводородной кислоты с получением объемной микроструктуры блока ЧЭ датчиков с плотностью размещения ЧЭ не более 100 мкм друг относительно друга и соединенных технологическими перемычками между собой и с ограничительной рамкой кварцевого основания, удаляют контактную маску «гальваническая медь», формируют топологию выступов на контактной маске «хром-золото» методом фотолитографии и проводят травление кварцевой пластины, затем удаляют контактную маску «хром-золото», повторно проводят химическую обработку и нанесение контактной маски «хром-золото» методом вакуумного напыления, формируют топологию электродной системы на поверхности блока ЧЭ в виде контура тонкопленочного покрытия «хром-золото» с использованием метода фотолитографии, проводят термостабилизацию и выделение индивидуальных ЧЭ датчиков путем лазерного фрезерования блока ЧЭ датчиков, при этом лазерное фрезерование ведут в импульсно-периодическом режиме пикосекундным лазером со средней мощностью излучения не менее 50 кГц и генерации ультракоротких импульсов длительностью 10-20 пс перерезанием сначала внутренних технологических перемычек, соединяющих ЧЭ друг с другом, а потом - внешних, удерживающих ЧЭ в рамке кварцевой пластины.
Предлагаемый способ изготовления кварцевых чувствительных элементов (ЧЭ) датчиков поясняется следующим образом.
Первоначально кварцевую пластину толщиной не более 130 мкм подвергают механической и химической очистке. Затем осуществляют нанесение защитных сплошных металлизированных слоев «хром - золото» на кварцевую пластину методом вакуумного напыления и проводят двухстороннюю фотолитографию. Метод фотолитографии заключается в предварительном двухстороннем нанесении на защитные металлизированные слои «хром-золото» слоя фоторезиста методом центрифугирования с последующим экспонированием, проявлением и получением контура топологии защитных металлизированных слоев (масок), что на последующем этапе химического травления обеспечивает получение требуемого профиля объемной микроструктуры рельефа ЧЭ датчика. Далее получают дополнительный защитный слой на поверхности контактной маски «хром-золото» путем гальванического осаждения слоя меди и формируют объемную микроструктуру путем сквозного кислотного травления кварцевого основания - кварцевой пластины. В отличие от прототипа, сквозное химическое травление тонкой кварцевой пластины с использованием смеси бифторида аммония и фтористоводородной кислоты на меньшую глубину позволяет уменьшить шероховатость боковых граней ЧЭ, снизить количество дефектов поверхности и устранить клин травления, что было показано в эксперименте.
Топологию группы ЧЭ датчиков формируют в виде соединенных технологическими перемычками между собой и с ограничительной рамкой кварцевой пластины, что впоследствии будет способствовать координированию направления движения лазерной головки устройства лазерной резки и повышению точности реза блока ЧЭ на индивидуальные ЧЭ датчиков.
Далее удаляют контактную маску «гальваническая медь», формируют топологию выступов на контактной маске «хром-золото» методом фотолитографии и проводят травление кварцевой пластины, затем удаляют контактную маску «хром-золото», повторно проводят химическую обработку и нанесение контактной маски «хром-золото» методом вакуумного напыления. Затем формируют топологию электродной системы на поверхностях блока ЧЭ в виде контура тонкопленочного покрытия «хром-золото» с использованием метода фотолитографии и проводят термостабилизацию.
При использовании деталей из кварца проявляется ряд принципиальных недостатков материала - низкая механическая прочность и хрупкость, затрудняющие их обработку.
Такие свойства кварца как прозрачность, низкая теплопроводность, высокая теплоемкость, ограничивают использование лазерного излучения (ЛИ) в качестве технологического инструмента для их обработки. При воздействии ЛИ на них часть излучения проходит сквозь толщу материала, часть излучения отражается от поверхности, а часть - поглощается на неоднородностях и дефектах материала, нагревая его до высокой температуры и изменяя его структуру, делая его в точке воздействия ЛИ непрозрачным. При этом высока вероятность возникновения терморастрескивания (разрушения) образца. Избежать этого можно применив лазер импульсно-периодического излучения с очень малой длительностью импульса. ЛИ с длительностью импульса пикосекундного диапазона позволяет производить лазерную обработку кварцевой пластины с высоким качеством за счет короткого времени воздействия импульса излучения.
Обрабатываемый материал испаряется в определенной точке, область вокруг этой точки не успевает подвергнуться тепловому влиянию за столь короткое время воздействию импульса. Это обеспечивает высокое качество обработанной поверхности, поскольку позволяет исключить побочные тепловые эффекты, приводящие к микротрещинам и образованию дефектов. Такой лазер подходит для высококачественной микрообработки практически любых материалов с микронной точностью.
Окончательно проводят выделение индивидуальных ЧЭ датчиков путем лазерного фрезерования блока ЧЭ датчиков. При этом лазерное фрезерование ведут в импульсно-периодическом режиме пикосекундным лазером со средней мощностью излучения не менее 10 Вт при частоте излучения не менее 500 кГц и генерации ультракоротких импульсов длительностью 10-20 пс. При экспериментальных отработках предлагаемого способа именно данный режим подтвердил высокое качество реза и производительность процесса получения отдельных элементов из единого кварцевого блока.
В отличие от прототипа использование меньшей толщины кварцевой пластины, сочетание режимов и реагентов химического травления при получении инвертированных микроструктур и применение лазерного фрезерования в указанном выше режиме способствует получению более высокого качества и точности формируемой группы ЧЭ датчиков и разделение блока на индивидуальные элементы.
На фиг. 1 изображен общий вид кварцевого блока ЧЭ датчиков до формирования электродной системы, где п. 1 - технологические перемычки.
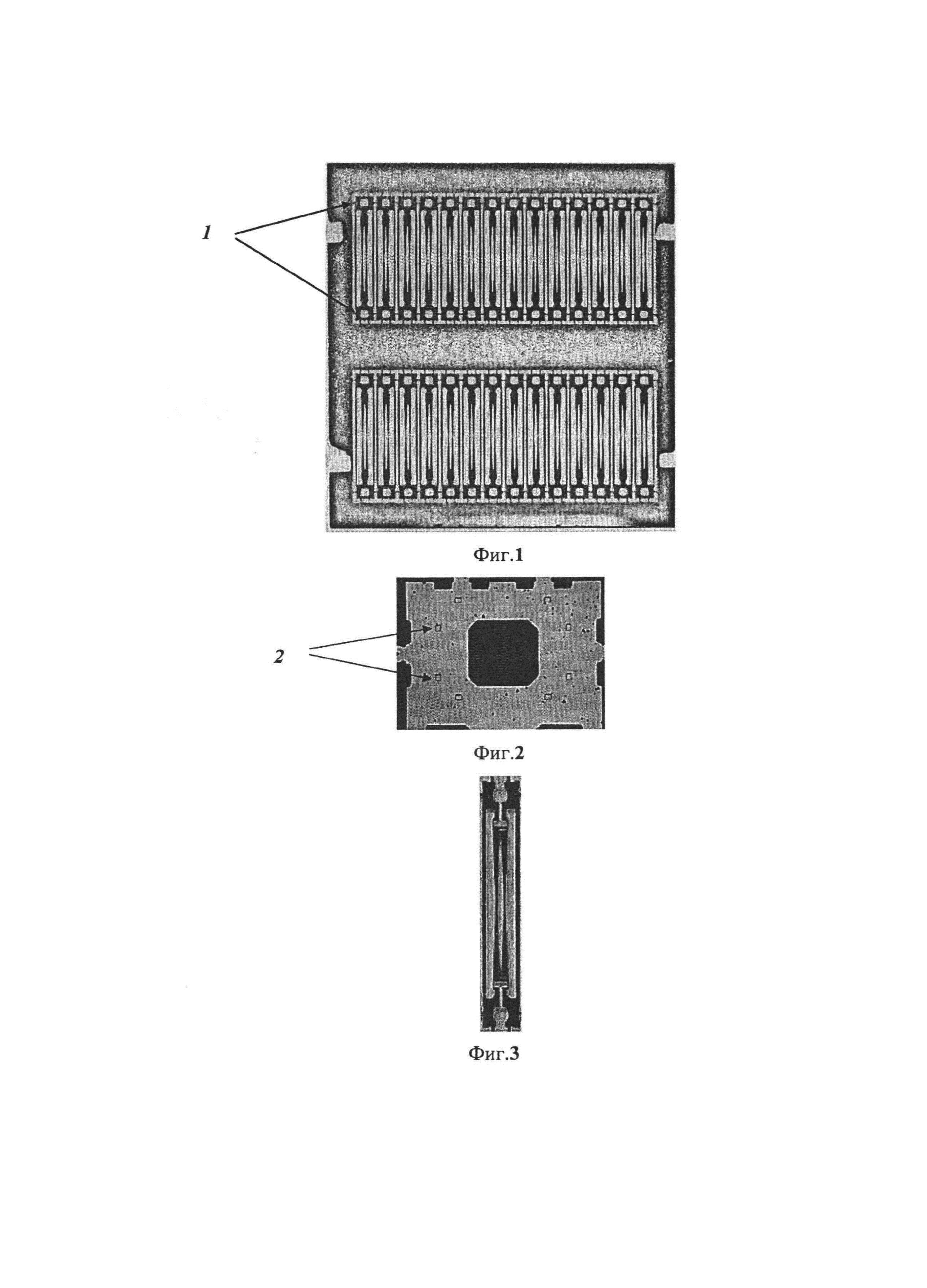
На фиг. 2 представлен вид фрагмента ЧЭ датчика с выступами, где п. 2 - выступы.
На фиг. 3 представлен общий вид отдельного ЧЭ датчика.
Возможность промышленной реализации предлагаемого способа подтверждается следующим примером конкретного выполнения.
Пример 1.
В лабораторных условиях заявленный способ был опробован с применением серии пластин САТЕ.203574.001 на основе искусственного пьезоэлектрического кварца 3,5.1.20.2.145.3 ОСТ 41-07-274-87. Сначала проводится химическая обработка кварцевых пластин размером (23×25×0,130) мм перед вакуумной металлизацией с увеличением времени химического полирования в растворе для травления кварца до 13-15 минут. Затем на кварцевые пластины напыляют металлические слои «хром-золото» и формируется топология двухсторонней контактной маски «хром-золото» на кварцевых пластинах перед сквозным травлением кварцевой пластины. После этого формируется дополнительный защитный слой на поверхности контактной маски «хром-золото» путем гальванического осаждения меди и проводят сквозное травление кварцевой пластины через защитную контактную маску «хром-золото - гальваническая медь». Далее контактная маска «гальваническая медь» удаляется с кварцевых пластин и формируется топология выступов на контактной маске «хром-золото». Сначала проводится травление кварцевой пластины через маску «хром-золото» и затем маска «хром-золото» удаляется с кварцевых пластин. После этого проводится химическая обработка блоков ЧЭ датчиков, напыляются металлические слои «хром-золото» и формируется конфигурация электродной системы металлическими слоями «хром-золото». Далее проводится термостабилизация полученной конфигурации электродной системы на блоках ЧЭ датчиков. Затем пластина с элементами устанавливается в приспособление, которое закрепляется на рабочем основании координатного стола лазерной установки. Стол перемещается относительно неподвижного светового пятна излучения в X-Y плоскости. Режущая головка перемещается вдоль оси Z. Лазер генерирует ультракороткие импульсы длительностью 10-20 пс. Лазерный луч фокусируется на нижней поверхности кварцевой пластины. С нее начинается обработка, поднимаясь послойно от дна прорези к верхней поверхности. Технологические перемычки вырезаются между рамкой и подвесом годных оснований с помощью пикосекундного лазера RAPID импульсно-периодического излучения не менее 10 Вт, при частоте излучения не менее 500 кГц. Сначала режутся внутренние перемычки, соединяющие элементы друг с другом, а в последнюю очередь - внешние перемычки, удерживающие элементы в рамке кварцевой пластины.
После выделения всех отдельных ЧЭ датчика их подвергают контрольному визуальному осмотру. Как показали контрольные проверки ЧЭ датчиков, полученных заявляемым способом, видимых дефектов не было выявлено.
Способ изготовления кварцевых чувствительных элементов (ЧЭ) датчиков, включающий химическую очистку кварцевой пластины, нанесение защитных металлизированных слоев «хром-золото» на кварцевую пластину, групповое формирование топологии защитных металлизированных слоев методом двухсторонней фотолитографии, формирование объемной микроструктуры рельефа химическим травлением, разделение кварцевой пластины на элементы, отличающийся тем, что после химической обработки, нанесения контактной маски «хром-золото» методом вакуумного напыления, двухсторонней фотолитографии и нанесения контактной маски «гальваническая медь» путем гальванического осаждения меди сквозное химическое травление кварцевой пластины толщиной не более 130 мкм проводят с использованием смеси бифторида аммония и фтористоводородной кислоты с получением объемной микроструктуры блока ЧЭ датчиков с плотностью размещения ЧЭ на расстоянии не более 100 мкм относительно друг друга и соединенных технологическими перемычками между собой и с ограничительной рамкой кварцевого основания, удаляют контактную маску «гальваническая медь», формируют топологию выступов на контактной маске «хром-золото» методом фотолитографии и проводят травление кварца, затем удаляют контактную маску «хром-золото», повторно проводят химическую обработку и нанесение контактной маски «хром-золото» методом вакуумного напыления, формируют топологию электродной системы на поверхностях блока ЧЭ в виде контура тонкопленочного покрытия «хром-золото» с использованием метода фотолитографии, проводят термостабилизацию и выделение индивидуальных ЧЭ датчиков путем лазерного фрезерования блока ЧЭ датчиков, при этом лазерное фрезерование ведут в импульсно-периодическом режиме пикосекундным лазером со средней мощностью излучения не менее 10 Вт при частоте излучения не менее 500 кГц и генерации ультракоротких импульсов длительностью 10-20 пс сначала перерезанием внутренних технологических перемычек, соединяющих ЧЭ друг с другом, а потом - внешних, удерживающих ЧЭ в рамке пластины.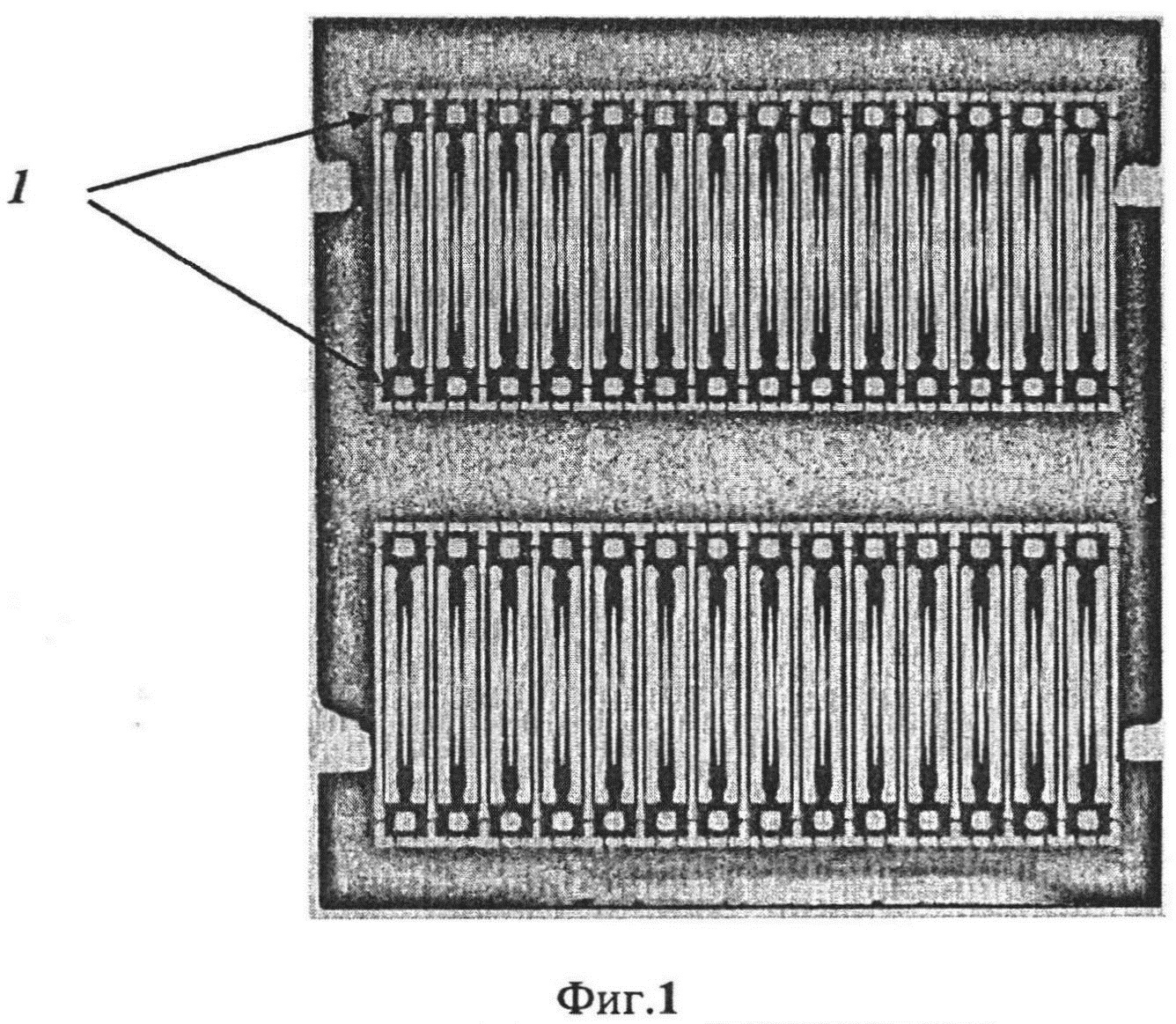
Радиолучевое устройство с объемной зоной обнаружения для периметров и помещений
Устройство блокировки высоковольтной цепи
Автоматизированная система контроля электрических величин электронной аппаратуры
Оправа для крепления крупногабаритного элемента оптико-механической установки (варианты)
Автоматизированная система контроля электрических величин электронной аппаратуры
Транспортно-упаковочный комплект для транспортирования и хранения жидкого отработавшего ядерного топлива
Способ определения коэффициентов трения покоя и скольжения
Способ настройки магнитооптической системы протонографического комплекса (варианты)
Способ определения неортогональности осей чувствительности лазерного гироскопа
Устройство для измерения текучести порошкового материала
Способ изготовления кварцевых кристаллических элементов z-среза
Устройство для нанесения фоторезиста методом центрифугирования
Способ сборки микроэлектромеханических устройств
Способ изготовления металло-тритиевой мишени
Способ изготовления гибких шлейфов для микросборок
Способ сборки транспортного средства

