Результат интеллектуальной деятельности: Стенд для испытаний, поверки и калибровки внутритрубных инспекционных приборов
Вид РИД
Изобретение
Изобретение относится к неразрушающим способам контроля, в частности к стендам для испытаний (исследовательских, контрольных, сравнительных, определительных, доводочных, предварительных, приемочных, квалификационных, предъявительских, приемо-сдаточных, периодических, инспекционных, типовых, аттестационных, сертификационных, стендовых, полигонных, функциональных испытаний, в целях утверждения типа), калибровки и поверки внутритрубных инспекционных приборов (далее - ВИП), используемых для внутритрубного диагностирования нефтепроводов и нефтепродуктопроводов.
Известен образец для неразрушающего контроля, выполненный в виде тела из контролируемого материала, содержащего искусственный дефект и, по крайней мере, одну ступенчатую разделку с притуплением, которая заварена, отличающийся тем, что образец выполнен в виде трубы, искусственный дефект выполнен в ступеньке с обратной стороны разделки под сварку в виде дефектообразующей проточки, имитирующей реальный дефект, с обратной стороны сварного шва изделия, при этом ширина проточки равна сумме усадки металла после сварки и ширине имитирующего реального дефекта в изделии, а глубина и проточки, и разделки выполнена переменной по торцу образца, противоположно изменяющихся относительно притупления, которое остается постоянным. Изобретение относится к ультразвуковому контролю сварных соединений различных металлов и сплавов (патент RU 2235987 С1, МПК G01N 3/00, G01N 29/00, дата публикации: 10.09.2004).
Наиболее близким к изобретению является стенд сухой протяжки для проверки работоспособности ВИП на испытательном трубопроводном полигоне, раскрытый в патенте на изобретение RU 2653138 С1 «Способ изготовления стенда сухой протяжки для проверки работоспособности внутритрубных инспекционных приборов на испытательном трубопроводном полигоне». Стенд сухой протяжки содержит секции трубопровода с естественными дефектами с действующих трубопроводов и секции трубопровода с нанесенными на них искусственными дефектами, при этом секцию трубопровода с естественными дефектами с действующего трубопровода вырезают таким образом, чтобы расстояние в продольном направлении от краев дефекта до краев катушки, составляло некоторое заданное расстояние, а отклонение реза торца катушки от перпендикуляра было не более заданного размера, наружную поверхность секции трубопровода полностью очищают от всех видов изоляции, а место расположения каждого дефекта, имеющегося на вырезанной секции трубопровода, обводят несмываемой краской замкнутой линией на наружной поверхности секции трубопровода, соответствующей контуру дефекта, далее на наружной поверхности катушки наносят маркировку несмываемой краской «ПОЛИГОН» (для указания того, что секции трубопровода предназначена для использования на испытательном трубопроводном полигоне), нулевое положение в трубопроводе («0°»), направление потока жидкости, название трубопровода; название участка трубопровода, номер дефекта, при этом маркировку номера дефекта выполняют в непосредственной близости от отмеченного контура дефекта (патент RU 2653138 С1, МПК G01N 29/00, дата публикации: 07.05.2018).
Недостатком вышеуказанных технических решений является невозможность обеспечения требуемой достоверности результатов измерений, выполняемых ВИП в ходе внутритрубного диагностирования, и, следовательно, возможность искажения интерпретации дефектов, ввиду невозможности установления метрологической прослеживаемости единицы физической величины (длины), хранимой и воспроизводимой эталонами (стендами с нанесенными на них искусственными дефектами), а именно, искусственными дефектами с нормируемыми метрологическими и геометрическими характеристиками (длина, ширина, глубина), к рабочим средствам измерений - ВИП, реализующим ультразвуковой и магнитный методы измерений, а также метод профилеметрии.
Технической задачей изобретения является создание стенда для испытаний, поверки и калибровки внутритрубных инспекционных приборов, обеспечивающего возможность проведения испытаний, калибровки и поверки ВИП с обеспечением требуемой достоверности результатов измерений.
Техническим результатом является повышение точности и достоверности результатов измерений, выполняемых ВИП в ходе внутритрубного диагностирования.
Указанная техническая задача решается, а технический результат достигается тем, что стенд для испытаний, поверки и калибровки внутритрубных инспекционных приборов, характеризующийся тем, что содержит по меньшей мере две катушки, имеющие одинаковый наружный диаметр и различную толщину стенок, при этом на каждую из катушек нанесен по меньшей мере один искусственный дефект одного типа, геометрические размеры которого выполнены с точностью, достаточной для обеспечения прослеживаемости к государственному первичному эталону единицы длины, при этом тип искусственного дефекта выбран из набора типов искусственных дефектов внешней поверхности, искусственных дефектов внутренней поверхности, внутристенных искусственных дефектов и искусственных дефектов геометрии стенки катушки, причем на каждую из катушек нанесено одинаковое количество искусственных дефектов одинаковых типов.
На каждую из катушек нанесено одинаковое количество искусственных дефектов одинаковых типов.
По меньшей мере одна из катушек содержит по меньшей мере один темплет с заранее заданными геометрическими размерами с нанесенным на него одним искусственным дефектом из набора типов искусственных дефектов внешней поверхности, дефектов внутренней поверхности и внутристенных искусственных дефектов.
На темплеты по меньшей мере двух катушек нанесены искусственные дефекты одинакового типа.
Типами искусственных дефектов внешней и внутренней поверхностей являются общая коррозия, или язвенная коррозия, или продольная риска, или поперечная риска, или точечная коррозия, или продольная риска, или поперечная риска, или продольная трещина, или поперечная трещина.
Геометрические размеры искусственных дефектов выбраны из следующих диапазонов:
- для общей коррозии - длина 3t, ширина 3t, глубина от 0,08t до 0,15t;
- для язвенной коррозии - длина от t до 2t, ширина от t до 2t, глубина от 0,13t до 0,4t;
- для продольной риски - длина от 2t до 4t, ширина от 2t до 3t, глубина от 0,1t до 0,4t;
- для поперечной риски - длина от 2t до 3t, ширина от 2t до 4t, глубина от 0,1t до 0,4t;
- для точечной коррозии - диаметр от 5 мм до t, глубина от 0,8 мм до 0,5t;
- для продольной риски - длина 2t, ширина 2t, глубина 0,15t;
- для поперечной риски - длина 0,5t, ширина 2t, глубина 0,1t;
- для продольной трещины - длина 4t, ширина 0,5 мм, глубина от 0,2t до 0,25t;
- для поперечной трещины - длина 0,5 мм, ширина 4t, глубина от 0,2t до 0,25t;
где t - значение толщины стенки катушки.
Типами искусственных внутристенных дефектов являются включение или расслоение.
Геометрические размеры искусственных дефектов выбраны из следующих диапазонов:
- для расслоения - длина от 25 до 50 мм, ширина от 25 до 50 мм, глубина 0,4 мм,
- для включения - диаметр 5 мм, глубина 0,8 мм,
где t - значение толщины стенки катушки.
Типом искусственного дефекта геометрии стенки катушки является вмятина.
Геометрические размеры искусственных дефектов выбраны из следующих диапазонов:
- для вмятины - длина от 150 до 250 мм, ширина от 150 до 200 мм, глубина от 2,5 до 4 мм,
где t - значение толщины стенки катушки.
На каждую из по меньшей мере двух катушек нанесены два и более различных типов искусственных дефектов, при этом каждая из по меньшей мере двух катушек содержит одинаковое количество искусственных дефектов каждого типа.
Каждая из по меньшей мере двух катушек содержит по меньшей мере два темплета с нанесенными на них различными типами искусственных дефектов, при этом каждая из по меньшей мере двух катушек содержит одинаковое количество темплетов с искусственными дефектами каждого типа.
Темплет выполнен со следующими геометрическими размерами, позволяющими обеспечить возможность точного измерения внутритрубным инспекционным прибором нанесенных на него искусственных дефектов: длина темплета параллельно оси катушки не менее 700 мм, ширина темплета вдоль окружности катушки не менее 120 мм.
На каждую из по меньшей мере двух катушек нанесен типоразмерный ряд искусственных дефектов из набора типов искусственных дефектов внешней поверхности, искусственных дефектов внутренней поверхности, внутристенных искусственных дефектов и искусственных дефектов геометрии стенки катушки, при этом типоразмерные ряды искусственных дефектов, нанесенные на каждую из по меньшей мере двух катушек, совпадают по количеству типов нанесенных искусственных дефектов, и отличаются друг от друга величиной геометрических размеров искусственных дефектов одинаковых типов.
Стенд выполнен с возможностью фланцевого либо раструбного соединения с трубопроводом испытательного полигона.
Катушки соединены между собой сварным соединением.
Темплет соединен с катушкой сварным соединением.
Сущность изобретения поясняется чертежами, на которых показаны:
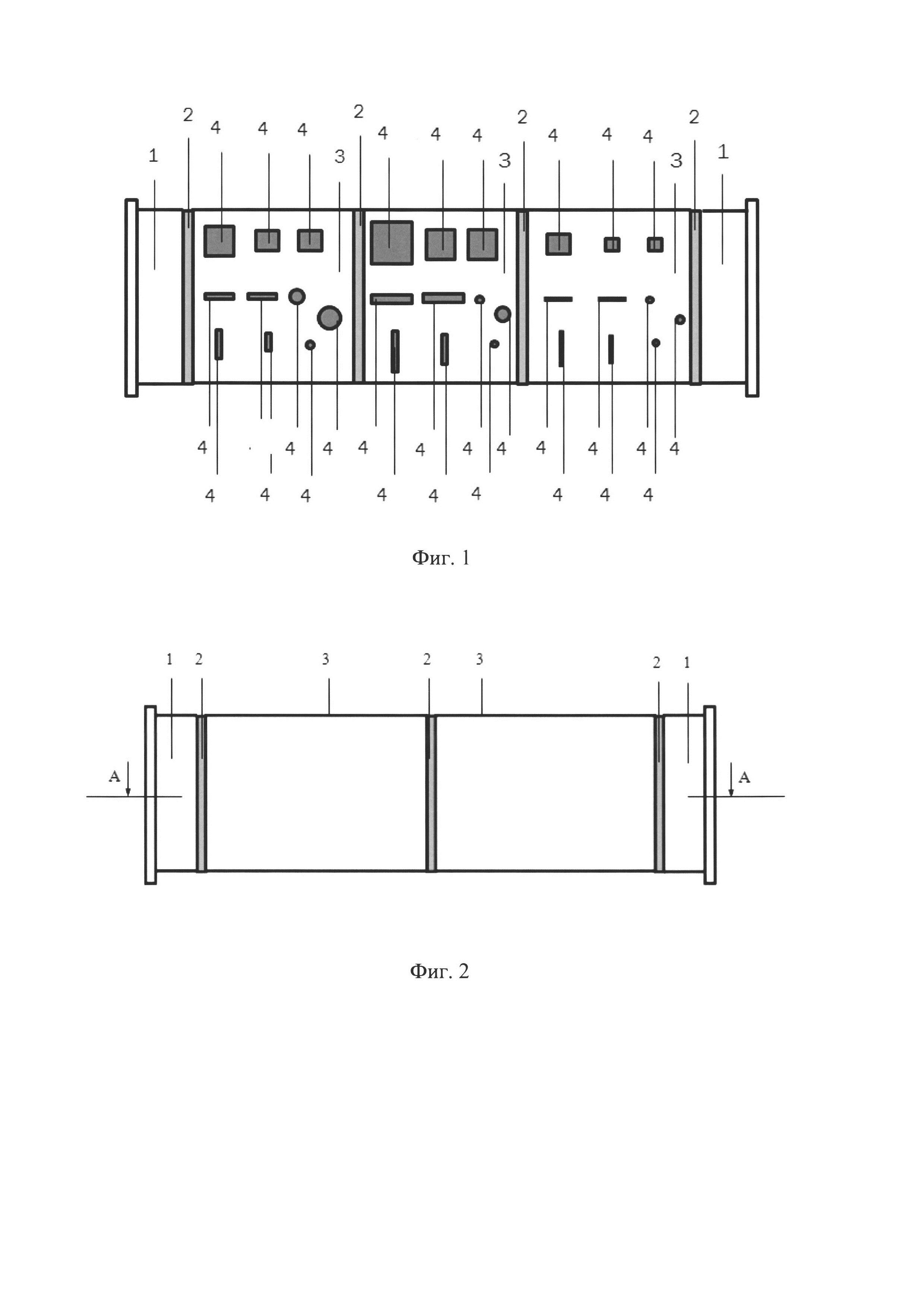
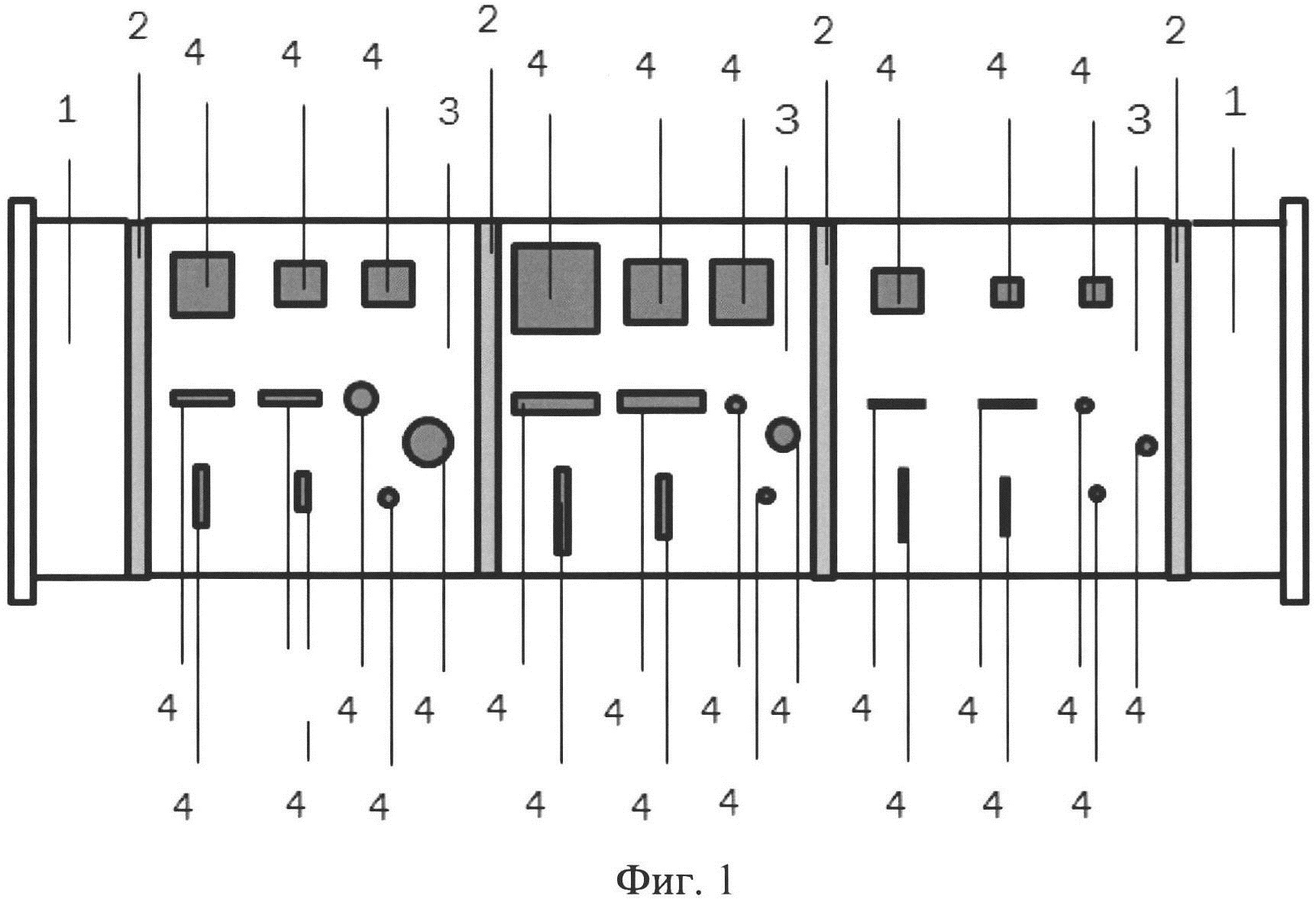
фиг. 1 - общий вид стенда с нанесенным на внешнюю поверхность катушек типоразмерным рядом искусственных дефектов,
фиг. 2 - общий вид стенда, включающего две катушки с искусственными дефектами внутри стенки катушки,
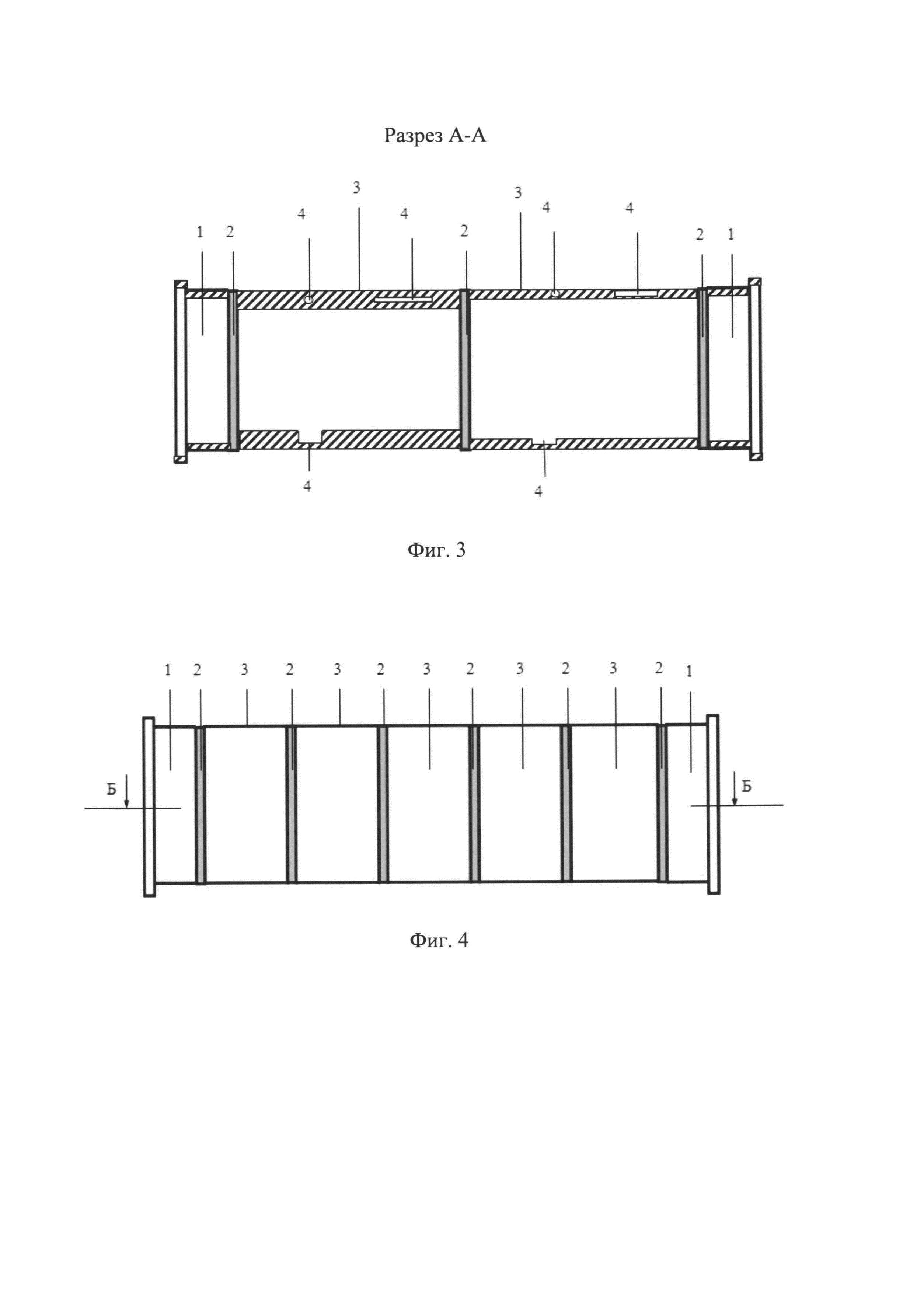
фиг. 3 - разрез А-А стенда, включающего две катушки с искусственными дефектами внутри стенки катушки,
фиг. 4 - общий вид стенда, включающего пять катушек с искусственными дефектами внутри стенки катушки,
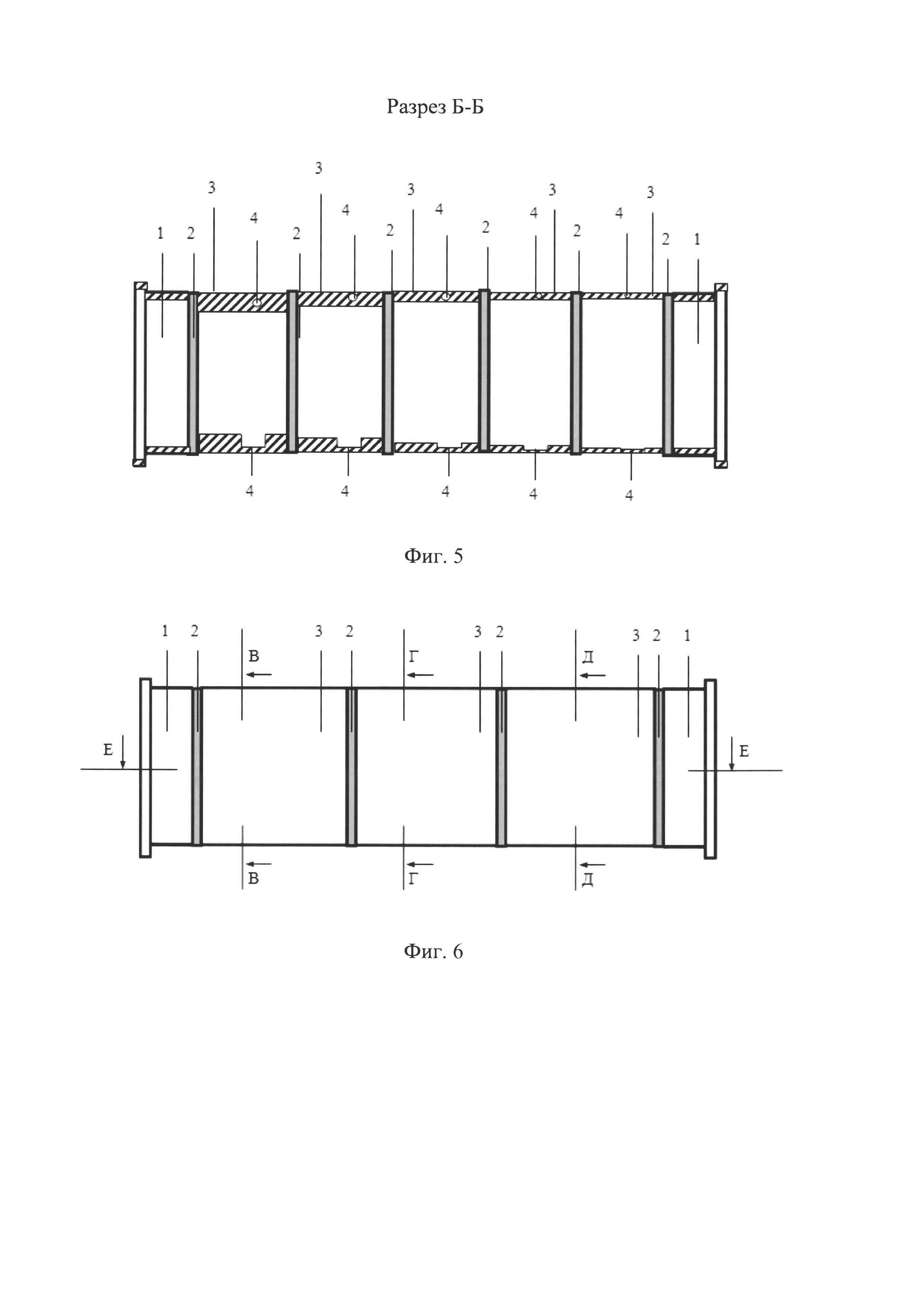
фиг. 5 - разрез Б-Б стенда, включающего пять катушек с искусственными дефектами внутри стенки катушки,
фиг. 6 - общий вид стенда с нанесенными на внутреннюю поверхность катушек искусственными дефектами, а также с искусственными дефектами внутри стенки катушки,
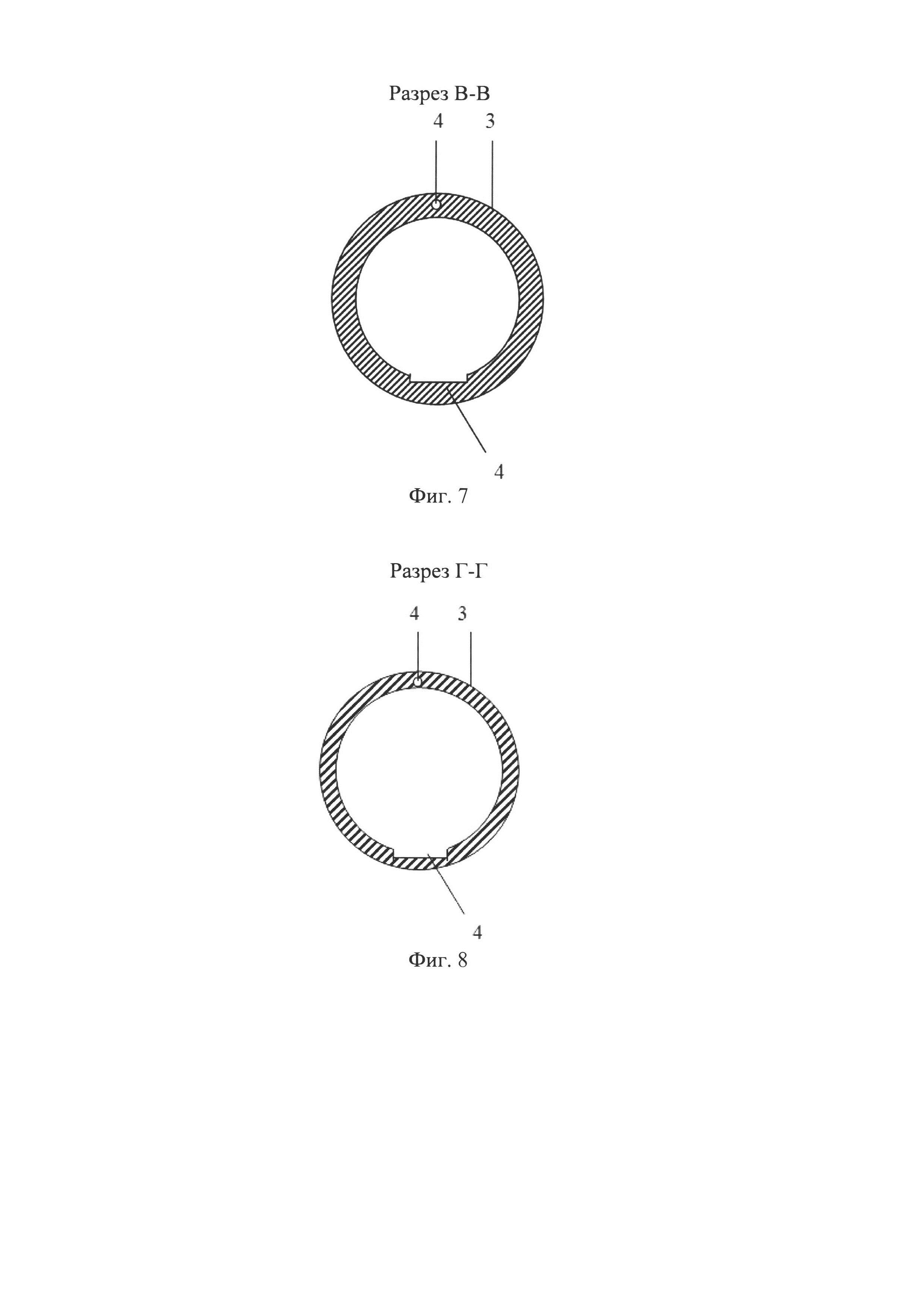
фиг. 7 - разрез В-В катушки с первой толщиной стенки, на внутреннюю поверхность которой нанесены искусственные дефекты, а также с искусственными дефектами внутри стенки катушки,
фиг. 8 - разрез Г-Г катушки со второй толщиной стенки, на внутреннюю поверхность которой нанесены искусственные дефекты, а также с искусственными дефектами внутри стенки катушки,
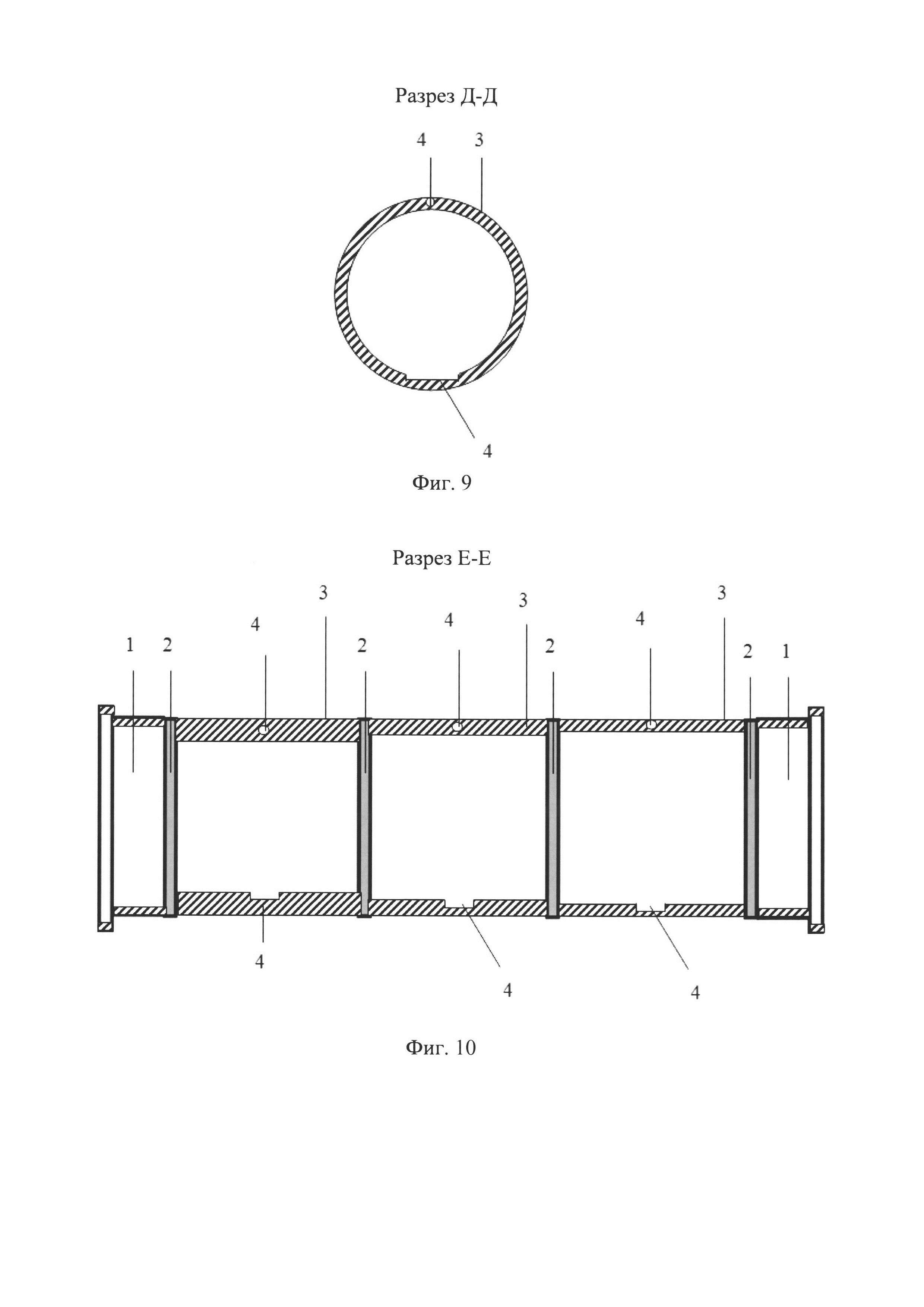
фиг. 9 - разрез Д-Д катушки с третьей толщиной стенки, на внутреннюю поверхность которой нанесены искусственные дефекты, а также с искусственными дефектами внутри стенки катушки,
фиг. 10 - разрез Е-Е стенда, включающий фланцы и катушки с различными толщинами стенки, на внутреннюю поверхность которых нанесены искусственные дефекты одинакового размера, а также с искусственными дефектами одинакового размера внутри стенок катушек,
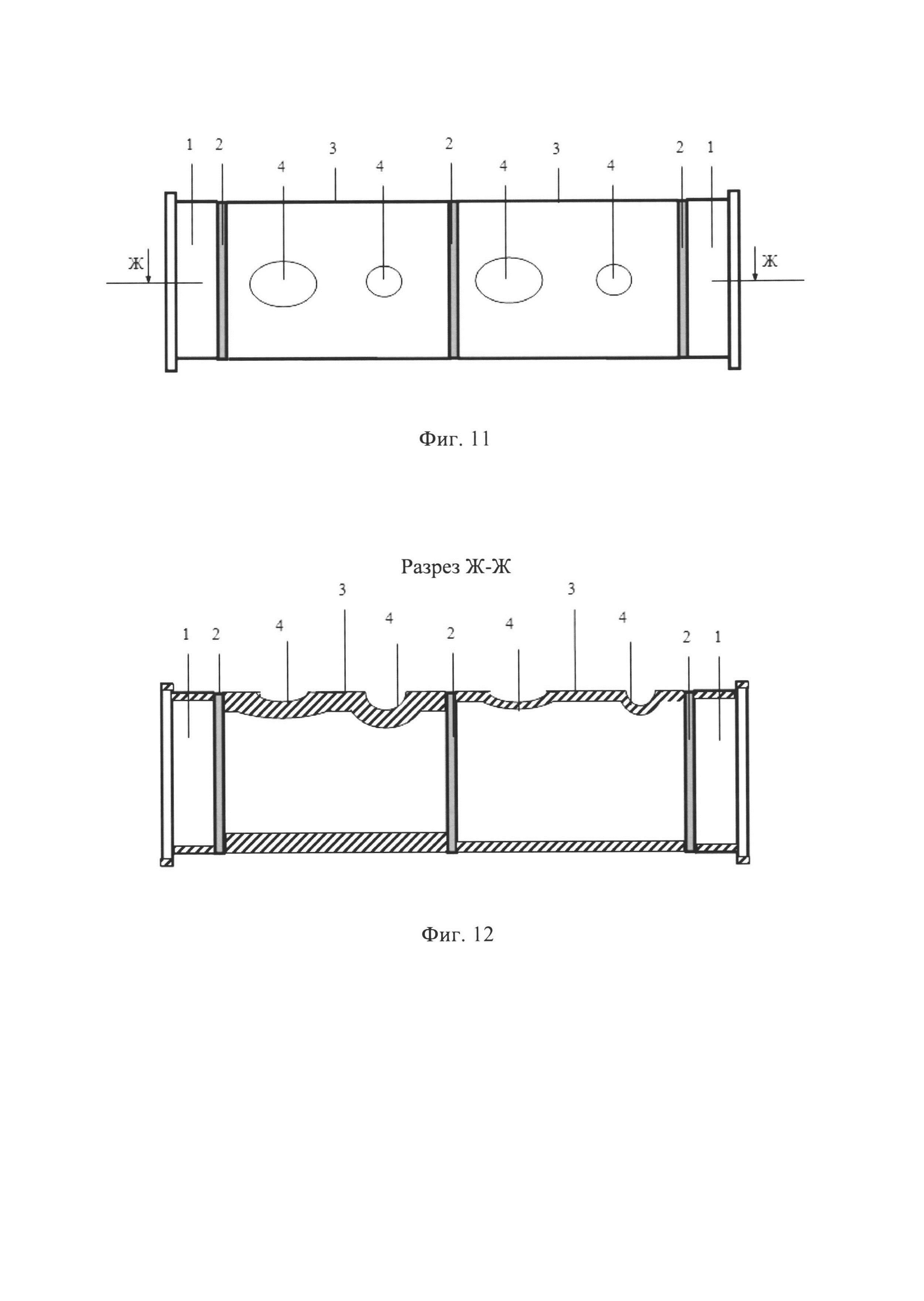
фиг. 11 - общий вид стенда, включающего две катушки с искусственными дефектами геометрии стенки катушки,
фиг. 12 - разрез Ж-Ж стенда, включающего две катушки с искусственными дефектами геометрии стенки катушки,
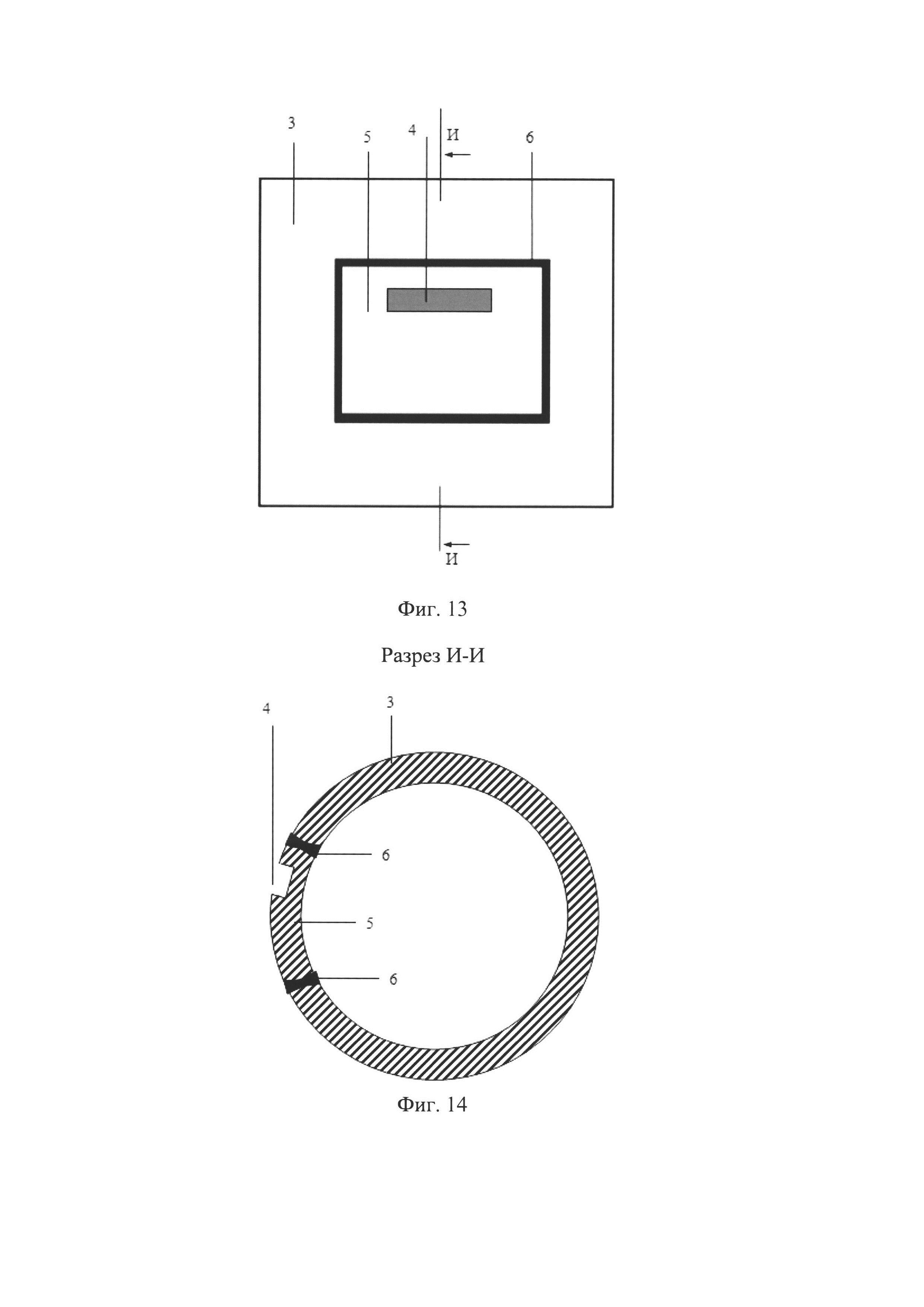
фиг. 13 - общий вид катушки с установленным темплетом, содержащим один искусственный дефект,
фиг. 14 - разрез И-И катушки с установленным темплетом, содержащим один искусственный дефект,
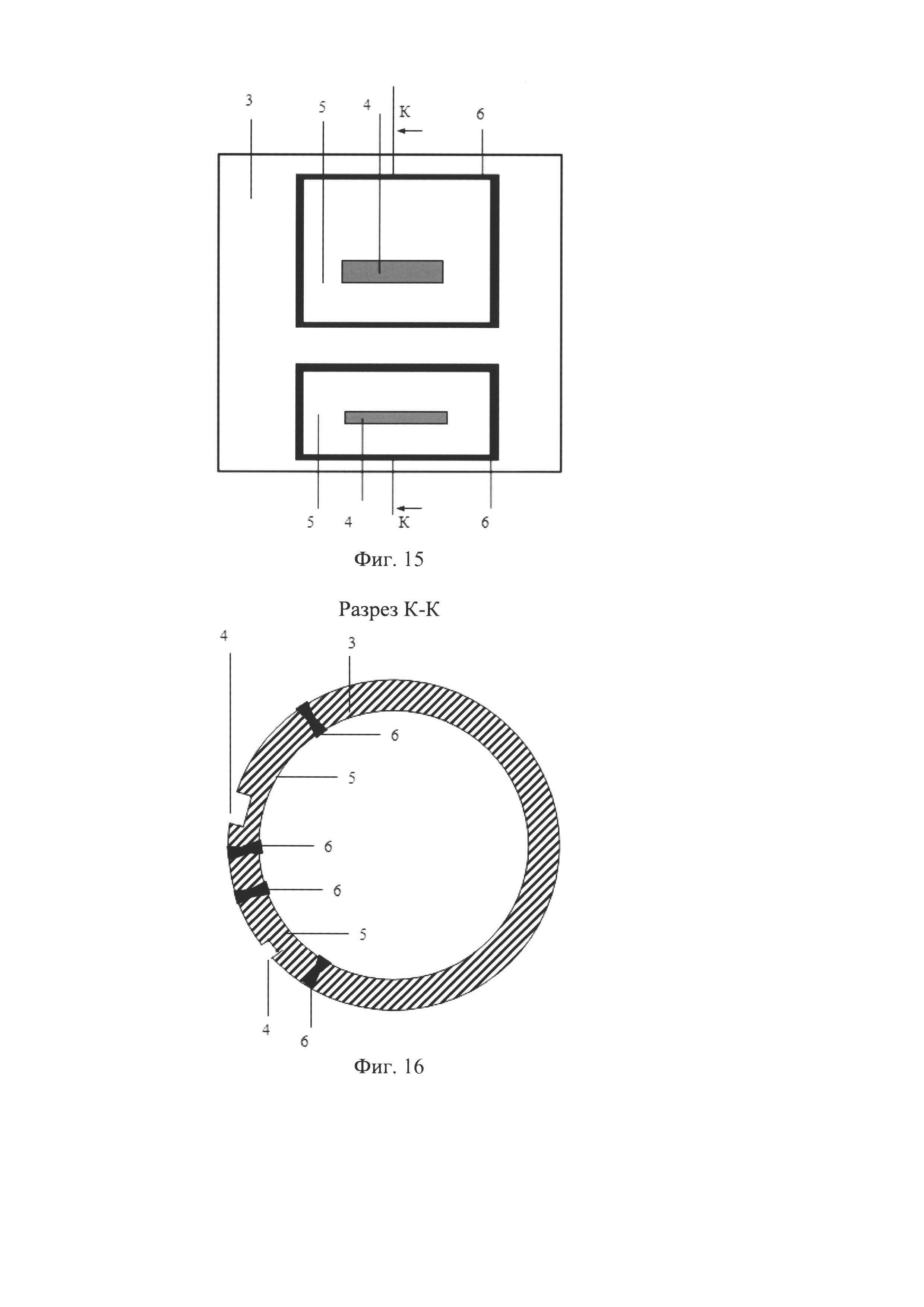
фиг. 15 - общий вид катушки с установленным набором темплетов, содержащих один искусственный дефект на внешней поверхности стенки,
фиг. 16 - разрез К-К катушки с установленным набором темплетов, содержащих один искусственный дефект,
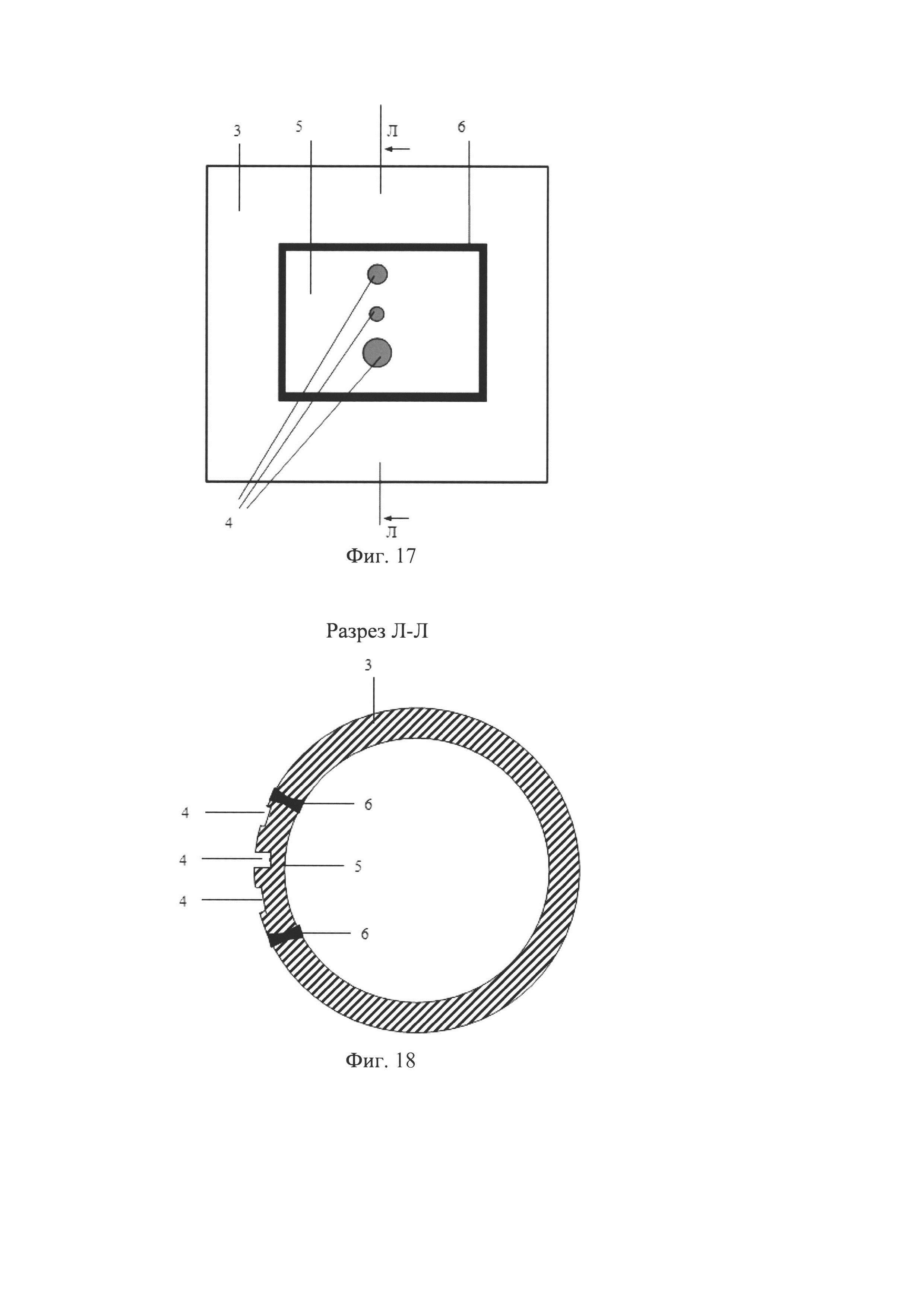
фиг. 17 - общий вид катушки с установленным темплетом, содержащим набор искусственных дефектов на внешней поверхности стенки,
фиг. 18 - разрез Л-Л катушки с установленным темплетом, содержащим набор искусственных дефектов на внешней поверхности стенки,
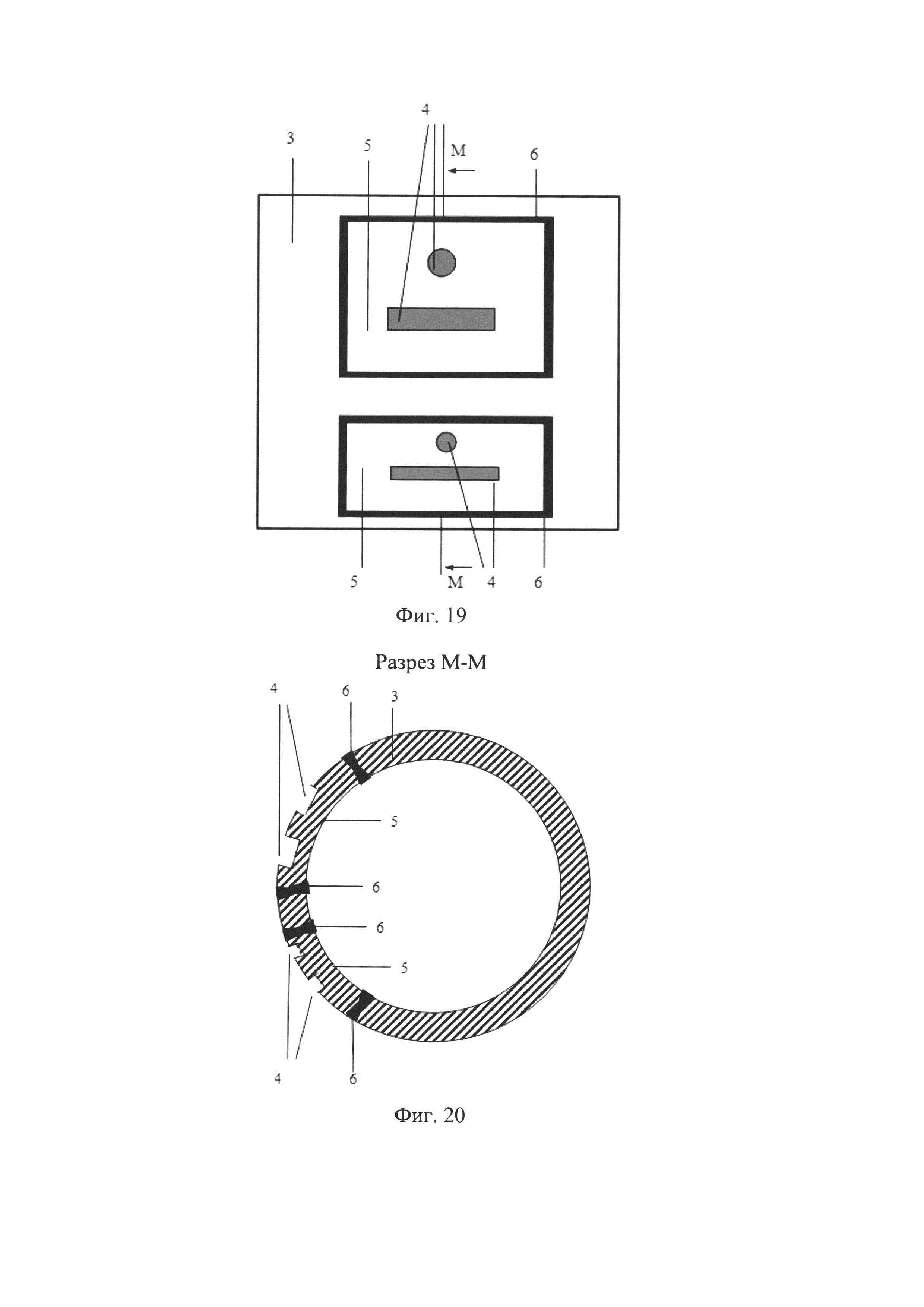
фиг. 19 - общий вид катушки с установленным набором темплетов, содержащих набор искусственных дефектов,
фиг. 20 - разрез М-М катушки с установленным набором темплетов, содержащих набор искусственных дефектов.
На чертежах позиции имеют следующие числовые обозначения:
1 - фланец;
2 -сварное соединение;
3 - катушка;
4 - искусственный дефект;
5 - темплет;
6 - сварное соединение катушки и темплета.
Заявленный стенд (фиг. 1) предназначен для исследовательских, контрольных, сравнительных и иных испытаний, поверки и калибровки ВИП, а также для совершенствования методики интерпретации данных внутритрубного диагностирования магистральных трубопроводов. Стенд (фиг. 1) для испытаний, поверки и калибровки внутритрубных инспекционных приборов выполнен с возможностью фланцевого либо раструбного соединения с трубопроводом испытательного полигона.
Стенд может содержать две (фиг. 2, 3) катушки 3 или более (фиг. 4, 5), соединенных между собой сварным соединением 2 - поперечным сварным швом. Максимальное количество катушек 3, которое может входить в состав стенда, определяется исходя из длины участка полигона для испытаний внутритрубного инспекционного прибора, между ответными фланцами которого устанавливается заявленный стенд, и наружным диаметром катушек 3, который для целей настоящего изобретения может находиться в диапазоне 159-1220 мм. В частности, катушки 3 могут быть выполнены с наружными диаметрами 159 мм; 219 мм; 325 мм; 377 мм; 426 мм; 530 мм; 630 мм; 720 мм; 820 мм; 1020 мм; 1067 мм; 1220 мм. Все катушки 3 стенда имеют одинаковый наружный диаметр, и отличаются друг относительно друга толщиной стенок (фиг. 3, 5, 6). Толщина стенок катушек 3 выбирается в зависимости от наружного диаметра катушки 3 и находится в диапазоне от 4 до 27 мм.
Катушки 3 изготовлены из материала, аналогичного материалу магистральных нефтепроводов и нефтепродуктопроводов, подвергаемых внутритрубному диагностированию с применением ВИП.
На каждую катушку 3 может быть нанесен как один, так и несколько искусственных дефектов 4, выбранных из набора типов искусственных дефектов внешней поверхности (фиг. 1), искусственных дефектов внутренней поверхности (фиг. 4, 5, 6, 7, 8, 9, 10), внутристенных искусственных дефектов (фиг. 4, 5, 6, 7, 8, 9, 10) и искусственных дефектов геометрии стенки катушки 3 (фиг. 11, 12).
Искусственные дефекты 4, нанесенные на катушку 3 стенда, имеют геометрические размеры с нормируемыми метрологическими характеристиками за счет того, что они выполнены с точностью, достаточной для обеспечения прослеживаемости к государственному первичному эталону единицы длины. Характеристики геометрических размеров искусственных дефектов 4, а именно их длина, ширина, глубина и диаметр, нормированы, поскольку для них заранее установлены допуски на изготовление и границы погрешности воспроизведения, и после нанесения производится поверка геометрических размеров искусственных дефектов 4 в соответствии с локальными поверочными схемами. В следствие этого меры длины геометрических размеров искусственных дефектов 4 прослеживаются к государственному первичному эталону единицы длины. Такой подход к выполнению искусственных дефектов 4, в отличие от известных аналогов, позволяет повысить точность и обеспечить достоверность результатов измерений, выполняемых ВИП в ходе внутритрубного диагностирования.
Искусственные дефекты 4 могут быть нанесены на внешнюю (фиг. 1) и внутреннюю (фиг. 2, 3, 4, 5, 6, 7, 8, 9, 10) поверхности стенки катушки 3, либо внутри стенки катушки 3 могут непосредственно быть выполнены внутристенные (фиг. 2, 3, 4, 5, 6, 7, 8, 9, 10) искусственные дефекты 4, либо искусственные дефекты 4 геометрии стенки катушки 3 (фиг. 11, 12).
При этом искусственный дефект 4 одного типа может быть нанесен на катушку 3 стенда с одним геометрическим размером (фиг. 6, 7, 8, 9, 10), либо на катушку 3 может быть нанесен типоразмерный ряд искусственных дефектов одного типа (фиг. 11, 12) - несколько искусственных дефектов 4 одного типа, отличающиеся друг от друга значениями геометрических размеров. Кроме того, на катушку 3 могут быть нанесено несколько различных типов (фиг. 2, 3) искусственных дефектов 4, каждый с одним соответствующим заранее заданным геометрическим размером, либо типоразмерные ряды (фиг. 1) каждого типа искусственного дефекта 4 - для каждого из нескольких типов искусственных дефектов 4 нанесено несколько искусственных дефектов 4 одного типа, отличающиеся друг от друга значениями геометрических размеров.
Если на одну из катушек 3 стенда нанесено определенное количество искусственных дефектов 4, то на все другие катушки 3 будет нанесено такое же количество искусственных дефектов 4 тех же типов, но при этом соответствующие друг другу искусственные дефекты 4 на разных катушках 3 могут быть выполнены как с одинаковыми значениями геометрических размеров (фиг. 6, 7, 8, 9, 10), так и с различными (фиг. 2, 3).
Типы искусственных дефектов 4, в отношении которых на заявленном стенде могут быть проведены испытания, поверка и калибровка ВИП, перечислены ниже:
- типы дефектов внешней и внутренней поверхностей: общая коррозия (потеря металла), язвенная коррозия (питтинг), продольная риска (канавка), поперечная риска (канавка), точечная (игольчатая) коррозия, продольная риска (задир, царапина), поперечная риска (задир, царапина), продольная трещина и поперечная трещина;
- типы внутристенных дефектов: включение и расслоение;
- типы дефектов геометрии стенки катушки: вмятина.
При этом геометрические размеры искусственных дефектов, нанесенных на одну из по меньшей мере двух катушек и/или на содержащийся на ней по меньшей мере один темплет, зависят от типа искусственного дефекта и выбраны из следующих диапазонов:
- для общей коррозии - длина 3t, ширина 3t, глубина от 0,08t до 0,15t;
- для язвенной коррозии - длина от t до 2t, ширина от t до 2t, глубина от 0,13t до 0,4t;
- для продольной риски - длина от 2t до 4t, ширина от 2t до 3t, глубина от 0,1t до 0,4t;
- для поперечной риски - длина от 2t до 3t, ширина от 2t до 4t, глубина от 0,1t до 0,4t;
- для точечной коррозии - диаметр от 5 мм до t, глубина от 0,8 мм до 0,5t;
- для продольной риски - длина 2t, ширина 2t, глубина 0,15t;
- для поперечной риски - длина 0,5t, ширина 2t, глубина 0,1t;
- для продольной трещины - длина 4t, ширина 0,5 мм, глубина от 0,2t до 0,25t;
- для поперечной трещины - длина 0,5 мм, ширина 4t, глубина от 0,2t до 0,25t;
- для вмятины - длина от 150 до 250 мм, ширина от 150 до 200 мм, глубина от 2,5 до 4 мм;
- для расслоения - длина от 25 до 50 мм, ширина от 25 до 50 мм, глубина 0,4 мм;
- для включения - диаметр 5 мм, глубина 0,8 мм, где t - значение толщины стенки катушки.
Помимо искусственных дефектов 4, нанесенных непосредственно на катушки 3, каждая из них может содержать один (фиг. 13, 14) или несколько (фиг. 15, 16) темплетов 5 с нанесенным на каждый из них искусственным дефектом 4 определенного типа, выбранного из набора типов искусственных дефектов 4 внешней поверхности, дефектов внутренней поверхности или внутристенных искусственных дефектов 4. Искусственные дефекты 4, наносимые на темплеты 5, также выполнены с точностью, достаточной для обеспечения прослеживаемости к государственному первичному эталону единицы длины.
Темплет 5 представляет собой прямоугольный участок вырезанной поверхности катушки 3, который, после нанесения на него искусственного дефекта 4, вварен обратно в катушку 3. В результате сварки между темплетом и катушкой образовано сварное соединение 6. Темплет 5 вырезают с поверхности катушки 3 при невозможности либо сложности установки катушки 3 с высокой массой и габаритными размерами на координатные столы фрезерных и сверлильных станков для нанесения на нее искусственных дефектов 4 с высокой точностью. Размеры темплета 5 выбирают для обеспечения достаточной точности нанесения искусственных дефектов 4 и в зависимости от технических характеристик координатных столов фрезерных и сверлильных станков, но не менее 700 мм в длину и от 120 до 450 мм в ширину в зависимости от наружного диаметра катушки 3. Применение технологии вырезки-вварки темплетов 5 обеспечивает требуемую для целей изобретения высокую точность изготовления искусственных дефектов 4 для катушек 3 всех используемых внешних диаметров, достаточную для обеспечения прослеживаемости к государственному первичному эталону единицы длины.
Темплет 5 может содержать как один искусственный дефект 4 (фиг. 13, 14), так и набор (фиг. 17, 18) искусственных дефектов 4. На каждой катушке 3 может содержаться несколько темплетов 5, на которые нанесены различные типы (фиг. 19, 20) искусственных дефектов 4. При этом каждая катушка 3 будет содержать одинаковое количество темплетов с нанесенными на них искусственными дефектами 4 одного типа. Общее количество темплетов 5, которое может быть размещено на одной катушке 3, определяется исходя из диаметра катушки 3 и не превышает 4-5 в зависимости от диаметра для обеспечения сохранения прочности катушки 3 при проведении многократных испытаний.
Искусственные дефекты 4 одного типа, нанесенные на катушки 3 и/или на содержащиеся на них темплеты 5, могут быть выполнены с одинаковыми значениями геометрических размеров (фиг. 6, 7, 8, 9, 10) на каждой катушке 3, либо могут быть выполнены с различными значениями геометрических размеров (фиг. 2, 3) на различных катушках 3.
Каждый темплет 5 имеет геометрические размеры, которые позволяют обеспечить возможность точного измерения ВИП нанесенных на него искусственных дефектов 4. Геометрические размеры темплета 5 выбраны исходя из параметров испытываемого ВИП и условия, чтобы при нанесении на него искусственного дефекта 4 расстояние в продольном направлении от краев искусственного дефекта 4 до краев темплета 5 обеспечивало корректность измерения характеристик сигнала, отражаемого от искусственного дефекта 4, и исключало перекрытие сигналов, отражаемых от искусственного дефекта 4 и сварного шва по краю темплета 5. Для удовлетворения этим условиям темплет выполнен со следующими геометрическими размерами: длина темплета параллельно оси катушки не менее 700 мм, ширина темплета вдоль окружности катушки не менее 120 мм. При этом максимальные значения длины и ширины темплета зависят от размеров катушки, на которой он размещен.
Стенд содержит количество искусственных дефектов 4, достаточное для получения выборки результатов измерений по всему диапазону измерений ВИП. Использование в стенде катушек 3 с различной толщиной стенки и наличие искусственных дефектов 4 в широком диапазоне геометрических размеров позволяет обеспечить точную настройку и/или определение параметров ВИП во всем диапазоне измерений ВИП, проведения испытаний, поверки и калибровки ВИП.
Выполнение стенда из двух катушек 3 и наличие искусственного дефекта 4 одного типа на каждой катушке, обеспечивает точность и достоверность результатов измерений, выполняемых ВИП в ходе внутритрубного диагностирования, за счет того, что катушки 3 имеют различную толщину стенки, а геометрические размеры искусственных дефектов 4 выполнены с точностью, достаточной для передачи ВИП единицы длины от государственного первичного эталона единицы длины посредством документированной неразрывной цепи поверок, каждая из которых вносит вклад в погрешность измерений.
Увеличение числа катушек 3 стенда и количества нанесенных на них искусственных дефектов 4 будет дополнительно повышать точность и достоверность результатов измерений, выполняемых ВИП, а также полноту выборки результатов измерений, получаемых за один прогон ВИП по испытательному полигону.
Геометрические размеры искусственных дефектов и допуски на их изготовление выбираются в зависимости от требуемых при испытаниях, поверке и калибровке ВИП погрешностей измерений, и нормируются, т.е. для них устанавливаются границы погрешностей воспроизведения для обеспечения передачи единицы длины в соответствии с локальными поверочными схемами от государственного первичного эталона единицы длины.
Для целей настоящего изобретения могут быть использованы любые способы изготовления искусственных дефектов 4, обеспечивающие достаточную для целей настоящего изобретения точность и соблюдение требуемых границ погрешностей, например, представленные в таблице 1.



Заявленный стенд для испытаний, поверки и калибровки внутритрубных инспекционных приборов работает следующим образом.
Внутритрубный инспекционный прибор при проведении испытаний (исследовательских, контрольных, сравнительных, в целях утверждения типа и т.д.), калибровки или поверки пропускают внутри заявленного стенда. Для этого выбирают стенд, состоящий из катушек 3 с наружным диаметром, соответствующим типоразмеру испытываемого ВИП. Стенд устанавливают в испытательный полигон. Во время пропуска ВИП проходит по участку со стендом, метрологические и геометрические характеристики искусственных дефектов 4 которого известны и удовлетворяют требованию прослеживаемости к государственному первичному эталону единицы длины.
Во время пропуска ВИП осуществляют измерения ультразвуковым и магнитным методами, а также методами профилеметрии.
Ультразвуковым методом измеряют толщину стенки катушки 3, а также параметры искусственных дефектов 4, кроме вмятин. Ультразвуковой метод основан на регистрации ультразвуковых волн, отраженных от поверхности раздела двух сред - стенки катушки 3 или поверхности искусственного дефекта 4. Электронный блок измеряет время прохождения ультразвукового сигнала и амплитуду отраженного ультразвукового сигнала. Поскольку скорость ультразвуковой волны известна, то, измеряя время прохождения волны, электронный блок ВИП рассчитывает толщину стенки катушки 3 или расстояние от стенки до поверхности искусственного дефекта 4 (глубину искусственного дефекта 4). По величине амплитуды ультразвукового сигнала электронный блок ВИП рассчитывает площадь искусственного дефекта 4. Чем больше амплитуда, тем больше площадь искусственного дефекта 4, поскольку энергия отраженной волны пропорциональна размеру искусственного дефекта 4. Поскольку преобразователи расположены по всей рабочей поверхности ВИП с небольшим перекрытием, то о наличии сигнала на преобразователях электронный блок ВИП рассчитывает положение искусственного дефекта 4 по окружности катушки 3 и его границы.
Магнитным методом измеряют толщину стенки катушки 3, а также параметры искусственных дефектов 4, кроме вмятин. При измерении магнитным методом применяют постоянные магниты, создающие в теле катушки 3 магнитное поле, которое доводит намагниченность материала стенки катушки 3 до намагниченности технического насыщения. Во время движения ВИП по стенду датчики, установленные между магнитными полюсами, регистрируют изменение магнитного потока. При отсутствии искусственного дефекта 4 магнитный поток не изменяется. В зависимости от размера искусственного дефекта 4 пропорционально изменяется магнитный поток. Поскольку датчики расположены по всей рабочей поверхности ВИП, то о наличии изменения магнитного потока на датчиках электронный блок ВИП рассчитывает положение искусственного дефекта 4 по окружности катушки 3 и его границы.
Методом профилеметрии измеряют внутренний диаметр катушки 3 и геометрические параметры вмятин. Измерения методом профилеметрии выполняют посредством регистрации угла отклонения измерительных рычагов (далее - рычагов), равномерно распределенных по окружности измерительной секции ВИП и имеющих непосредственный контакт с внутренней стенкой катушки 3. Каждый из рычагов профилемера соединен с датчиком угла поворота и изменяет свое угловое положение независимо от других рычагов. Поскольку длина рычага известна, то расстояние от поверхности катушки до точки крепления рычага электронный блок ВИП рассчитывает методом умножения длины рычага на синус угла отклонения рычага. Поскольку рычаги расположены по всей рабочей поверхности ВИП, то о наличии изменения угла наклона рычагов можно судить о положении искусственного дефекта 4 по окружности катушки 3 и его границах.
Во время пропуска ВИП по стенду на его бортовой накопитель информации записывается диагностическая информация, которая после пропуска ВИП и его извлечения из испытательного полигона переносится на внешний накопитель информации и расшифровывается при помощи программы интерпретации данных ВИП. Далее информация анализируется в программно-аппаратном комплексе обработки информации, который состоит из блоков поверки, испытаний и калибровки ВИП.
После проведения испытаний, калибровки или поверки ВИП проводят анализ следующих параметров искусственных дефектов:
- длина искусственного дефекта 4;
- ширина искусственного дефекта 4;
- глубина искусственного дефекта 4;
- диаметр искусственного дефекта 4;
- толщина стенки катушки 3 в зоне вокруг искусственного дефекта 4;
- координата начала искусственного дефекта 4 вдоль оси катушки 3;
- координата конца искусственного дефекта 4 вдоль оси катушки 3;
- координата начала искусственного дефекта 4 по окружности катушки 3;
- координата конца искусственного дефекта 4 по окружности катушки 3.
Анализ заключается в сравнении данных из протокола испытаний, поверки или калибровки ВИП с данными, указанными в протоколе поверки стенда, а именно в сравнении нормированных геометрических размеров искусственных дефектов 4 с размерами искусственных дефектов, полученными в результате измерений ВИП.
Наличие в заявленном стенде катушек 3 с различной толщиной, равно как и наличие искусственных дефектов 4, выполненных в нескольких геометрических размерах и на стенках катушек различной толщины, позволяет собрать сразу несколько наборов измеренных параметров искусственных дефектов 4, и обеспечивает получение результатов проведенных испытаний, поверки или калибровки РИД с большей точностью.
После проведения испытаний, поверки или калибровки ВИП при получении неудовлетворительных данных анализа делают вывод о целесообразности дополнительной настройки ВИП и проведении повторных испытаний, поверки или калибровки. Наличие в стенде катушек 3 с различной толщиной и/или искусственных дефектов 4 в широком диапазоне геометрических размеров позволяет при испытаниях проводить точную настройку метрологических характеристик ВИП во всем диапазоне измерений. Поскольку геометрические размеры искусственных дефектов нормированные, заявленный стенд обеспечивает прослеживаемость метрологических характеристик ВИП к государственному первичному эталону единицы длины.
Способ подготовки магистрального нефтепровода для транспортировки светлых нефтепродуктов
Способ внутритрубного ультразвукового контроля
Способ определения точного объема вынесенного металла коррозионных дефектов по ультразвуковым данным втд
Способ оценки геометрических размеров дефектов стенки трубной секции и сварных швов по данным ультразвукового внутритрубного дефектоскопа с помощью поиска связанных индикаций
Способ контроля технологических режимов работы трубопровода
Способ оценки параметров движения средств очистки и диагностики (сод) по трубопроводу
Резервуар для перевозки жидкостей с изменяющейся геометрией корпуса
Способ маркировки трубных изделий, трубное изделие с маркировкой и система идентификации трубных изделий
Способ термостабилизации грунтов оснований свайных фундаментов опор трубопровода
Способ дистанционного наблюдения за состоянием линейной части магистральных трубопроводов и устройство для его осуществления
Метрологический полигон

