Результат интеллектуальной деятельности: РАЗРАБОТАННЫЕ SIC-SIC КОМПОЗИТ И МОНОЛИТНЫЕ СЛОИСТЫЕ SIC СТРУКТУРЫ
Вид РИД
Изобретение
ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данный патентный документ испрашивает преимущества и приоритет предварительной заявки на патент США № 62/372,239, озаглавленной «РАЗРАБОТАННЫЕ SIC–SIC КОМПОЗИТ И МОНОЛИТНЫЕ СЛОИСТЫЕ SIC СТРУКТУРЫ ДЛЯ ОБОЛОЧКИ ДЛЯ ЯДЕРНОГО ТОПЛИВА», поданной 8 августа 2016 года. Содержание вышеупомянутой заявки на патент полностью включено посредством ссылки как часть раскрытия данного документа.
ОБЛАСТЬ ТЕХНИКИ
[0002] Этот патентный документ относится к системам, конструкциям, устройствам и процессам изготовления в связи с кожухами, корпусами или оболочечными конструкциями для размещения материалов ядерного топлива для использования в ядерных реакторах, или в связи с теплообменниками, носовыми обтекателями, соплами или вставками проточного канала.
УРОВЕНЬ ТЕХНИКИ
[0003] Многие ядерные реакторы используют расщепляющийся материал в качестве топлива для производства энергии. Топливо обычно содержится в прочной физической конструкции (такой как топливные стержни), способной выдерживать высокие рабочие температуры и среду интенсивного нейтронного излучения. Топливные конструкции должны сохранять свою форму и целостность в течение определенного периода времени (например, нескольких лет) внутри активной зоны реактора, благодаря чему предотвращается утечка продуктов деления в теплоноситель реактора. Для других конструкций, таких как теплообменники, сопла, носовые обтекатели, вставки проточных каналов или связанные с ними компоненты, также требуются высокотемпературные характеристики, коррозионная стойкость и специальные неплоские геометрии, для которых важна высокая точность размеров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Данный патентный документ относится к системам, конструкциям, устройствам и процессам изготовления композитных материалов с керамической матрицей, пригодных для использования в среде ядерного реактора и других областях применения, требующих материалов, которые могут выдерживать высокие температуры и/или агрессивные коррозионные среды.
[0005] В одном типовом аспекте предложена керамическая композитная структура. Указанная структура содержит камеру, содержащую внешнюю оболочку и полое пространство внутри внешней оболочки. Внешняя оболочка содержит внутренний композитный слой, содержащий первую композитную структуру, средний композитный слой, размещенный снаружи внутреннего композитного слоя, средний композитный слой, содержащий вторую композитную структуру, которая отличается от первой композитной структуры, и внешний монолитный слой, который обладает свойством пространственно–однородного материала и расположен снаружи среднего композитного слоя.
[0006] В некоторых вариантах реализации структура дополнительно содержит один или большее количество композитных слоев, размещенных между внутренним композитным слоем и средним композитным слоем, причем каждый из одного или большего количества композитных слоев имеет разную композитную структуру. В некоторых вариантах реализации структура также содержит один или большее количество монолитных слоев, размещенных между средним композитным слоем и внешним монолитным слоем. В некоторых вариантах реализации множество тонких слоев может быть нанесено между внешним монолитным слоем и одним или большим количеством монолитных слоев, а также между каждым из одного или большего количества монолитных слоев для предотвращения распространения трещин. Множество тонких слоев может содержать пластичный материал. Например, множество тонких слоев может содержать пиролитический углерод или металл.
[0007] В некоторых вариантах реализации первая композитная структура содержит армированный композит карбида кремния (SiC). Армированный композит SiC может содержать плетеный волокнистый композит SiC, намотанный волокнистый композит SiC или композит с малоразмерными добавками. Добавки в композите с малоразмерными добавками могут содержать наноразмерные нитевидные кристаллы, порошки или волокна SiC. В некоторых вариантах реализации углы между волокнами плетеного волокнистого композита находятся в пределах от 35 градусов до 75 градусов.
[0008] В некоторых вариантах реализации вторая композитная структура содержит армированный композит карбида кремния (SiC). Армированный композит SiC может содержать плетеный волокнистый композит SiC, намотанный волокнистый композит SiC или композит с малоразмерными добавками. В некоторых вариантах реализации добавки в композите с малоразмерными добавками содержат наноразмерные нитевидные кристаллы, порошки или волокна SiC. В некоторых вариантах реализации углы между волокнами плетеного волокнистого композита находятся в пределах от 35 градусов до 75 градусов.
[0009] Внешний монолитный слой может содержать плотный материал β–SiC. В некоторых вариантах реализации указанная структура может также содержать слой барьерного покрытия, размещенный снаружи внешнего монолитного слоя. Барьерный слой может содержать металл или керамику.
[0010] В некоторых вариантах реализации толщина внутреннего композитного слоя и среднего композитного слоя составляет более 50% суммарной толщины. В некоторых вариантах реализации толщина внутреннего композитного слоя и среднего композитного слоя составляет более 70% суммарной толщины.
[0011] В некоторых вариантах реализации внутренний композитный слой содержит гладкую внутреннюю поверхность. В некоторых вариантах реализации внешний монолитный слой структурирован относительно внутреннего и среднего композитных слоев таким образом, чтобы оставаться в состоянии сжатия при воздействии рабочего механического напряжения, такого как рабочие напряжения ядерного реактора. Внешняя оболочка структурирована для изготовления оболочки для ядерного топлива для удержания материала ядерного топлива, части теплообменника, части сопла, носового обтекателя, кожуха, вставки камеры сгорания или вставки проточного канала.
[0012] В другом типовом аспекте предложен способ изготовления заготовки, пригодной для использования в производстве керамического композита. Указанный способ содержит компоновку волокна на опорную конструкцию для формирования первого слоя заготовки из волокна, нанесение суспензии на первый слой заготовки из волокна, причем суспензия содержит множество добавок, один или большее количество вяжущих материалов и один или большее количество растворителей, а один или большее количество вяжущих материалов содержат термопластичные полимеры; и удаление опорной конструкции после такого затвердевания суспензии и соединения суспензии с первым слоем заготовки из волокна, что суспензия и первый слой заготовки из волокна вместе образуют заготовку.
[0013] В некоторых вариантах реализации волокно расположено на наружной поверхности опорной конструкции. Волокно также может быть расположено на внутренней поверхности опорной конструкции. В некоторых вариантах реализации нанесение суспензии содержит пропитку волокна суспензией. Нанесение суспензии может также содержать нанесение кистью, распыление, вакуумное формование или теплое прессование суспензии на волокно. Удаление опорной конструкции может содержать сдвиг, выталкивание или плавление опорной конструкции из заготовки.
[0014] В некоторых вариантах реализации данный способ дополнительно содержит помещение заготовки в процесс нанесения покрытия методом химического осаждения из паровой фазы (CVD) или в процесс химической инфильтрации из паровой фазы (CVI), и уплотнение заготовки с помощью процесса нанесения покрытия методом CVD или CVI при температуре уплотнения. В некоторых вариантах реализации один или большее количество вяжущих материалов выбирают таким образом, что каждый выбранный вяжущий материал разлагается при температурах ниже температуры процесса уплотнения. Например, один или большее количество вяжущих материалов содержат полипропилен карбонат полимер. В некоторых вариантах реализации один или большее количество вяжущих материалов являются твердыми при комнатной температуре. Один или большее количество вяжущих материалов могут быть растворимыми в одном или большем количестве растворителей. Один или большее количество растворителей могут содержать ацетон, метилэтилкетон или этанол. В некоторых вариантах реализации множество добавок содержит порошки, нитевидные кристаллы, волокна, гранулы или любую их комбинацию. В некоторых вариантах реализации размеры множества добавок составляют меньше 1 мм.
[0015] В некоторых вариантах реализации заготовка, образованная суспензией и первым слоем заготовки из волокна, имеет трубчатую геометрию. Например, компоновка волокна содержит оплетку волокна в трубку. В некоторых вариантах реализации заготовка, образованная суспензией и первым слоем заготовки из волокна, имеет нетрубчатую геометрию. Например, расположение волокна содержит плетение волокна в плоский лист. В некоторых вариантах реализации компоновка волокна содержит расположение или формирование волокна в радиальном или осевом направлении.
[0016] В некоторых вариантах реализации опорная конструкция обладает структурой, обеспечивающей низкое поверхностное трение. Например, опорная конструкция может содержать графит, дисульфид молибдена (MoS2), политетрафторэтилен (PTFE) или нитрид бора (BN). В некоторых вариантах реализации опорная конструкция обладает структурой, обеспечивающей температуру плавления ниже температуры выгорания одного или большего количества вяжущих материалов. Например, опорная конструкция содержит воск или термопластичный материал.
[0017] В некоторых вариантах реализации данный способ содержит дальнейшее использование опорной конструкции для изготовления другой заготовки после удаления опорной конструкции. В некоторых вариантах реализации формирование заготовки содержит размещение волокна поверх первого слоя заготовки из волокна с образованием второго слоя заготовки из волокна, имеющей вторую композитную структуру, отличающуюся от первой композитной структуры первого слоя заготовки из волокна; и формирование наружного монолитного слоя поверх второго слоя заготовки из волокна.
[0018] В некоторых вариантах реализации способ включает формирование одного или большего количества слоев заготовки из волокна между первым слоем и вторым слоем, причем каждый из одного или большего количества слоев имеет разную композитную структуру. В некоторых вариантах реализации способ также включает формирование одного или большего количества монолитных слоев между вторым слоем заготовки из волокна и внешним монолитным слоем. Способ также может включать нанесение множества тонких слоев между внешним монолитным слоем и одним или несколькими монолитными слоями и между каждым из одного или большего количества монолитных слоев для предотвращения распространения трещин.
[0019] В некоторых вариантах реализации первая композитная структура содержит армированный композит SiC. Формирование первого слоя заготовки из волокна может включать корректировку ориентации волокон путем изменения количества жгутов волокон и угла относительно оси опорной конструкции.
[0020] В некоторых вариантах реализации вторая композитная структура содержит армированный композит карбида кремния (SiC). Формирование второго слоя заготовки из волокна может включать корректировку ориентации волокон путем изменения количества жгутов волокон и угла относительно оси опорной конструкции. В некоторых вариантах реализации данный способ также включает формирование слоя барьерного покрытия поверх внешнего монолитного слоя.
[0021] В некоторых вариантах реализации способ также включает использование по меньшей мере части заготовки для изготовления оболочки для ядерного топлива для удержания материала ядерного топлива, части теплообменника, части сопла, носового обтекателя, кожуха, вставки камеры сгорания или вставки проточного канала.
[0022] Указанные выше и другие аспекты и варианты реализации данного изобретения описаны более подробно на графических материалах, в описании и в формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0023] На фиг. 1А изображена типовая тепловыделяющая сборка.
[0024] На фиг. 1В изображен типовой теплообменник.
[0025] На фиг. 2А изображен пример температурного профиля композитной оболочки SiC–SiC легководного реактора (LWR).
[0026] На фиг. 2В изображен пример профилей различных вкладов в напряжения композитной оболочки SiC–SiC.
[0027] На фиг. 3 изображен пример поперечного сечения концепции оболочки легководного реактора.
[0028] На фиг. 4 изображен пример поперечного сечения оболочки, содержащего внутренний намотанный композитный слой, средний плетеный композитный слой и внешний монолитный слой.
[0029] На фиг. 5 изображен пример поперечного сечения оболочки, содержащего несколько внутренних плетеных композитных слоев и внешний монолитный слой.
[0030] На фиг. 6 изображен пример оболочки с намотанным композитным внутренним слоем, плетенным композитным центральным слоем и внешним монолитным слоем, состоящим из нескольких тонких монолитных слоев, разделенных пластичными слоями.
[0031] На фиг. 7 изображена схема оболочки с внутренним композитным слоем с малоразмерными добавками, центральным плетеным композитным слоем, последующим композитным слоем с малоразмерными добавками и внешним монолитным слоем со слоем барьерного покрытия для защиты от воздействия внешней среды (EBC).
[0032] На фиг. 8 изображен пример реконструкции изображения, выполненного с помощью рентгеновской компьютерной томографии, трубок оболочки, изготовленных с внутренним намотанным композитным слоем и последующим плетеным композитным слоем.
[0033] На фиг. 9А изображены примеры трубок оболочки с тонким, внутренним композитным слоем с малоразмерными добавками и последующим плетеным композитным слоем или слоями.
[0034] На фиг. 9В изображена микрофотография, полученная с помощью растрового электронного микроскопа, поверхности разрушения композита после механического испытания.
[0035] На фиг. 10А изображен пример плотного монолитного β–SiC, нанесенного на плетеный композит SiC–SiC.
[0036] На фиг. 10В изображен пример плотного монолитного β–SiC, нанесенного поверх тканого композита SiC–SiC.
[0037] На фиг. 11А изображен пример тонких пластичных слоев, нанесенных между последовательными монолитными слоями снаружи композитного слоя в оболочке.
[0038] На фиг. 11В изображен пример немного более толстых пластичных слоев, нанесенных между последовательными монолитными слоями снаружи композитного слоя в оболочке.
[0039] На фиг.12 изображен пример структуры оболочки с двумя внешними монолитными слоями, нанесенными поверх плетеного композитного слоя и разделенными тонким композитным слоем с малоразмерными добавками.
[0040] На фиг. 13 изображен пример компоновки схемы испытаний для измерений проницаемости образцов трубки SiC–SiC.
[0041] На фиг. 14А изображены примеры изготовленных трубок SiC–SiC длиной ~0,9 м.
[0042] На фиг. 14В изображен пример поперечного сечения структуры трубки с наружным монолитным покрытием SiC.
[0043] На фиг. 14C изображен пример поперечного сечения структуры трубки с внутренним монолитным слоем SiC.
[0044] На фиг. 15А изображен пример типичного графика зависимости механического напряжения в радиальном направлении от смещения, которая была получена с помощью испытания с С–образным кольцом для двух разных заготовок из волокна.
[0045] На фиг. 15B изображен пример типичного графика зависимости механического напряжения в осевом направлении от деформации, которая была измерена с помощью испытания на одноосное растяжение для двух разных заготовок из волокна.
[0046] На фиг. 15C изображена типичная кривая зависимости деформации от напряжения для композита SiC–SiC, армированного только малоразмерными добавками.
[0047] На фиг. 16 изображен пример результатов температуропроводности для типичного изготовленного образца трубки SiC–SiC, сравнивающий нескорректированные данные для двух разных ориентаций образца с данными после применения геометрического поправочного коэффициента.
[0048] На фиг. 17 изображен пример измеренной скорости утечки гелия через трубку SiC–SiC с внешним монолитом как функции постепенно возрастающего внутреннего давления.
[0049] На фиг. 18 изображен пример установившихся скоростей утечки гелия, измеренных для изготовленной, подвергнутой термическому циклу и термическому циклу плюс внутреннее давление трубки/концевой пробки.
[0050] На фиг. 19А изображена фотография типичной структуры плетеного волокна до инфильтрации, где видима характерная шероховатость структуры плетения.
[0051] На фиг. 19В изображен пример оптического изображения поверхности внешней стенки трубки SiC–SiC с композитным покрытием с малоразмерными добавками, толщина стенки составляет ~0,75 мм.
[0052] На фиг. 19C изображен пример оптического изображения поверхности внутренней стенки трубки SiC–SiC с композитным покрытием с малоразмерными добавками, толщина стенки составляет ~0,75 мм.
[0053] На фиг. 19D изображен пример типичных профилей поверхности для композита SiC–SiC, изготовленного с помощью малоразмерных добавок, и для композита SiC–SiC, изготовленного с помощью плетеного непрерывного армирующего волокна. Данные профиля высоты получены с помощью измерений профилометра.
[0054] На фиг. 20 изображен пример измерений прямолинейности, полученных с помощью вертикального измерителя высоты для набора из девяти трубок, изготовленных с помощью одного и того же способа.
[0055] На фиг. 21 изображен пример толщины верхнего слоя SiC и изменения толщины верхнего слоя (отнесенного к толщине верхнего слоя) и доли пористости как функции осевого расстояния вдоль длины трубки.
[0056] На фиг. 22А изображен пример зависимости типичного напряжения в радиальном направлении от смещения, измеренной с помощью теста с С–образным кольцом только для внутреннего монолитного материала и соответствующего композита.
[0057] На фиг. 22B изображен пример типичной зависимости напряжения в радиальном направлении от смещения, полученной с помощью теста с С–образным кольцом только для внешнего монолитного материала и соответствующего композита.
[0058] На фиг. 23А изображен пример типичной зависимости напряжения в радиальном направлении от деформации, измеренной с помощью испытания с расширяющейся пробкой для внутреннего монолитного материала.
[0059] На фиг. 23B изображен пример типичной зависимости напряжения в радиальном направлении от деформации, измеренной с помощью испытания с расширяющейся пробкой для внешнего монолитного материала.
[0060] На фиг. 24 изображен пример экспериментально измеренного времени, необходимого для достижения половины максимальной температуры, для измерений методом лазерной вспышки образцов–заменителей из изогнутого свинца, вместе с геометрическим поправочным коэффициентом, полученным из этих результатов.
[0061] На фиг. 25А изображен пример опорного элемента для выравнивания объемов.
[0062] На фиг. 25B изображен пример отдельных отсканированных объемов, длина каждого составляет ~25 см.
[0063] На фиг. 25C изображен пример полностью реконструированного и сшитого объема трубки SiC–SiC с полной длиной 0,9 м.
[0064] На фиг. 26А изображен пример вклада шероховатости поверхности в подсчет внешней (синей) и внутренней (красной) круглости.
[0065] На фиг. 26B изображен пример значений внешнего радиуса и круглости внешней поверхности, измеренных по длине трубки SiC–SiC 0,9 мм, вместе с типовым значением шероховатости поверхности изготовленного композита.
[0066] На фиг. 26C изображен пример, схематически показывающей, как овальность может вносить вклад в одно и то же измеренное значение круглости.
[0067] На фиг. 26D изображен пример, схематически показывающий, как шероховатость может вносить вклад в одно и то же измеренное значение круглости.
[0068] На фиг. 27 изображена типовая схема опорной конструкции и волокна, которые должны использоваться для формирования заготовки из композитного волокна, пригодной для использования в производстве оболочек ядерных топливных элементов.
[0069] На фиг. 28 изображена типовая схема опорной конструкции с композитными волокнами, обернутыми вокруг опорной конструкции.
[0070] На фиг. 29А изображена типовая схема нанесения кистью суспензии на опорную конструкцию, обернутую волокном.
[0071] На фиг. 29В изображена типовая схема нанесения суспензии на опорную конструкцию, обернутую волокном, с помощью ванны с суспензией.
[0072] На фиг. 30 изображена типовая схема обернутой волокном несущей структуры до и после нанесения суспензии.
[0073] На фиг. 31 изображена типовая схема трубки с волокном, пропитанным суспензией, со снятой опорной конструкцией.
[0074] На фиг. 32А изображен пример опорной конструкции, выдвинутой из заготовки.
[0075] На фиг. 32B изображен пример опорной конструкции, отделенной от заготовки.
[0076] На фиг. 33 изображена типовая схема опорной конструкции и волокна, которые используются для формирования заготовки из композитного волокна, пригодной для использования в аэрокосмической области.
[0077] На фиг. 34 изображена типовая схема опорной конструкции с композитными волокнами, обернутыми вокруг опорной конструкции.
[0078] На фиг. 35 изображена типовая схема нанесения кистью суспензии на опорную конструкцию, обернутую волокном.
[0079] На фиг. 36 изображена типовая блок–схема способа изготовления заготовки, пригодной для использования в изготовлении оболочки для ядерного топлива в ядерных реакторах.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0080] Материал ядерного топлива, используемый в ядерном реакторе, обычно содержится в топливных стержнях, способных выдерживать высокие рабочие температуры и среду интенсивного нейтронного излучения. Топливные конструкции должны сохранять свою форму и целостность в активной зоне реактора в течение длительного периода времени, благодаря чему предотвращается утечка продуктов деления в теплоноситель реактора. На фиг. 1А изображен пример стержневой тепловыделяющей сборки 100, образованной пучком 101 топливных стержней, используемых в ядерном реакторе. Каждый стержень имеет полую внутреннюю часть для размещения таблеток 103 ядерного топлива, таких как урансодержащие таблетки, и дистанционирующие решетки, которые используются для фиксации заданного положения стержней в узле. Реактор разработан для размещения большого количества узлов ядерных топливных стержней. В некоторых топливных стержнях используется циркониевая оболочка, но в данном документе для улучшения рабочих характеристик в топливных стержнях используются композиты с керамической матрицей SiC (ККМ).
[0081] Карбид кремния (SiC) может использоваться как в реакторах, работающих на делении ядер, так и в реакциях ядерного синтеза, и недавно был рассмотрен в качестве материала–кандидата для оболочки для топлива, выдерживающей аварии, для легководных реакторов. Кристаллический SiC высокой степени чистоты является материалом, устойчивым к нейтронному излучению, испытывающим лишь минимальное распухание и изменения прочности до 40 сна и выше, что во много раз превышает воздействие в течение стандартного срока службы топлива в легководных реакторах (LWR). Кроме того, SiC сохраняет свои механические свойства при высокой температуре и медленнее вступает в реакцию с паром по сравнению с циркалоем (Zircaloy), благодаря чему повышается безопасность реакторов с водяным охлаждением в ситуации потери охладителя (LOCA) и других потенциально аварийных ситуациях. Однако различные монолитные материалы SiC сами по себе проявляют тенденцию к низкой вязкости разрушения, и такие материалы не подходят для оболочек топливных ядерных материалов, где удержание топлива является очень важным, и обязательно должна поддерживаться геометрия, обеспечивающая охлаждение, особенно в нестационарном режиме работы или в аномальных условиях. Разработанные композитные структуры могут быть использованы для устранения указанного хрупкого свойства таких монолитных материалов SiC, используя прочные волокна карбида кремния, которые упрочняют матрицу SiC для образования композита SiC–SiC. По сравнению с монолитным SiC эти композиты обладают улучшенной вязкостью разрушения, псевдопластичностью и испытывают более постепенный процесс разрушения. Высокочистые, радиационно-стойкие композиты из карбида кремния обычно изготавливаются с помощью химической инфильтрации из паровой фазы (CVI). Хотя CVI обеспечивает чистоту, необходимую для применения в ядерных реакторах, достижение очень низких уровней пористости (<5%) является проблемой. Как следствие, одного композита может быть недостаточно для удержания газообразных продуктов деления внутри оболочки для топлива. В конечном счете структура оболочки на основе SiC, оптимизированная для объединения прочного композита SiC–SiC с монолитным слоем SiC, где плотный монолитный слой SiC служит в качестве непроницаемого барьера для газообразных продуктов деления и обеспечивает повышенную коррозионную стойкость, является наиболее перспективной конструкцией для получения конструкции оболочки для топлива, выдерживающей аварии, полностью на основе SiC.
[0082] В различных применениях в ядерных реакторах, помимо обеспечения требуемой прочности и ударной вязкости при высоких температурах, вызванных ядерными реакциями, необходимо, чтобы оболочка для топлива на основе SiC соответствовала ряду требований к свойствам материала и эксплуатационным характеристикам, демонстрировала радиационную стойкость и имела пониженную окисляемость по сравнению с другими материалами оболочек ядерных топливных элементов, такими как циркалой. Эти требования обусловлены, прежде всего, различиями в свойствах карбидокремниевых структур по сравнению с циркалоевыми трубками и вытекающими из этих различий следствиями для эксплуатационных характеристик. В частности, свойства оболочки на основе SiC сильно зависят от используемого способа обработки, и особенно это касается любых армированных волокнами композитных слоев. Кроме того, хотя композиты SiC–SiC подвергаются псевдопластичному разрушению, а не хрупкому разрушению, во время этого процесса происходит обширное образование микротрещин, которое может привести к потере герметичности. Указанное образование микротрещин происходит при деформациях в диапазоне 0,1% уровня деформации, при котором циркалоевая оболочка еще не обнаруживает признаки какой–либо пластической деформации. Соответственно, для уменьшения образования микротрещин и обеспечения герметичности необходимо внимание к установлению характеристик и тщательная разработка конструкции оболочки на основе SiC. Другое соображение заключается в том, что, хотя по сравнению с циркалоем карбид кремния имеет более низкую теплопроводность при облучении, он имеет то преимущество, что, в отличие от циркалоя, не испытывает вызванную облучением деформацию ползучести при рабочих температурах легководных реакторов, благодаря чему замедляется механическое взаимодействие между таблеткой и оболочкой и связанное с ним появление механических напряжений.
[0083] Таким образом, достижение контролируемой круглости, шероховатости и прямолинейности трубки оболочки очень важно для получения предсказуемой теплопередачи через оболочку. Более низкая теплопроводность оболочки на основе SiC приводит к более высоким градиентам температуры через оболочку для данной линейной тепловой нагрузки. Такие температурные градиенты могут приводить к значительным механическим напряжениям вследствие теплового расширения и вызванного облучением распухания, которое зависит от температуры. Указанные механические напряжения (и соответствующая вероятность разрушения) могут быть уменьшены путем уменьшения толщины стенки оболочки, что, в свою очередь, приводит к уменьшению градиента температуры. Кроме того, компоновка оболочки (комбинация композитного и монолитного слоев SiC) может существенно влиять на распределение механических напряжений по толщине оболочки в нормальном режиме работы и в аварийных ситуациях. При тщательном проектировании можно уменьшить механические напряжения в критических слоях структуры оболочки. Однако существуют проблемы с изготовлением и обращением с трубками, которые связаны как с уменьшением толщины стенок длинных трубок оболочек для топлива, так и с изготовлением специально разработанных конструкций трубок.
[0084] Внедрение трубок оболочки, выдерживающей аварии, на основе SiC в легководных реакторах не только потребует разработки структур с оптимальными характеристиками и разработки согласующихся и адаптируемых методов изготовления, но также потребует тщательного понимания и установления характеристик производимого материала. Среди других эксплуатационных характеристик необходимо измерять механические и тепловые характеристики и оценивать проницаемость. Сообщество приняло ограниченный набор стандартов испытаний (подгруппа ASTM C28.07 композитного материала с керамической матрицей), и необходима разработка дополнительных инструментов определения характеристик.
[0085] Кроме того, такая выдерживающая аварии композитная структура SiC может использоваться в различных областях, где присутствуют высокие температуры, например, в теплообменниках, для рекуперации высокотемпературного отходящего тепла при переработке алюминия, в производстве синтетического газа или в парогазовых установках с внутрицикловой газификацией угля. На фиг. 1В изображен пример теплообменника. Использование SiC–композитов, совместимых с высокими температурами и устойчивыми к коррозии, является эффективным способом решения проблем с коррозией, которые обостряются, поскольку неочищенная сырая нефть часто загрязнена нафтеновой кислотой, серой, диоксидом углерода и сероводородом.
[0086] В аэрокосмической области также существует широкая область применения, для которой идеально подходит высокотемпературная прочность SiC–композитов: носовые обтекатели, кожухи, аэродинамические поверхности, лопатки турбины и другие компоненты реактивных двигателей. Во всех случаях, для получения компонента из композиционного материала с керамической матрицей с формой, близкой к заданной, в процессе изготовления должна сохраняться геометрия заготовки из волокна.
[0087] В данном патентном документе описаны примеры слоистых керамических композитных структур, которые пригодны для использования в качестве оболочки для ядерного топлива, а также в других областях применения, не относящихся к ядерной энергетике, в которых эксплуатация происходит в условиях высоких температур и/или в агрессивной коррозионной среде. Цельнокерамическая оболочка, изготовленная с помощью технологии, раскрытой в данном документе, обеспечивает значительные преимущества и повышение безопасности по сравнению с существующей оболочкой для топлива на основе циркониевого сплава для ядерного реактора с водяным охлаждением. Цельнокерамическая конструкция оболочки при надлежащем проектировании может обеспечить улучшенные рабочие характеристики, позволяющие повысить плотность энерговыделения, увеличить глубину выгорания топлива и продлить срок службы. Кроме того, прочность металлического покрытия значительно снижается при повышенных температурах, которые могут возникнуть при аварии или потере охладителя. Понижение прочности может привести к разрушению оболочки и выбросу газообразных продуктов деления или топлива, как это произошло во время аварий на Три–Майл–Айленде и Фукусиме. Цельнокерамическая оболочка для топлива, в частности, оболочка на основе SiC, сохраняет прочность при значительно более высоких температурах, чем сплав циркония или другой металлический материал оболочки. Превосходные высокотемпературные механические характеристики также приводят к уменьшению деформации ползучести оболочки в течение срока службы топлива, благодаря чему замедляется нежелательное механическое взаимодействие оболочки с топливом. В аварийных условиях также вероятна ситуация, когда водяной охладитель испарится с образованием перегретого пара. При высоких температурах этот пар может вступать в экзотермическую реакцию с оболочкой из сплава циркония, создавая дополнительный источник тепла, и эта реакция также может высвобождать газообразный водород из воды или пара. Такой водород может накапливаться, достигать концентраций легковоспламеняющегося вещества и приводить к взрывам, как это случилось во время катастрофы на Фукусиме. Выделение газообразного водорода в результате химических реакций с высокотемпературным паром или водой значительно снижается при использовании керамики, такой как SiC, по сравнению со сплавами циркония. По сравнению с оболочкой из керамики, оболочка из более мягких металлических материалов также более подвержена эрозии, вызванной потоком охладителя.
[0088] Данный патентный документ также содержит отчеты о характеристиках структур на основе SiC. Такие структуры включали полностью композитные трубки, а также трубки, содержащие монолитный слой на внешней поверхности, и были оценены в состоянии после изготовления или после выполнения дополнительных этапов обработки. Были проведены измерения механических характеристик, температурных характеристик, характерных размеров и проницаемости, и была оценена полезность различных методов определения характеристик.
[0089] Различные структуры композитов SiC/SiC демонстрируют пластичность перед процессом уплотнения во время изготовления. Для изготовления полого тела композитной оболочки, которое может представлять собой очень длинную и тонкостенную трубку, такую как изображенные в примере на фиг. 1А, используется опорная конструкция для задания и сохранения формы композитного волокна.
[0090] Условия химического осаждения из паровой фазы (CVD) или химической инфильтрации из паровой фазы (CVI) матрицы SiC очень жесткие; в них обычно задействованы высокая температура и агрессивные среды. Поэтому мало материалов подходят для использования в качестве оправки. Графит может использоваться в качестве материала оправки, поскольку он может противостоять указанным жестким условиям. Значительно более высокая скорость окисления графита при повышенных температурах позволяет удалять графитовую оправку из композита SiC без повреждения композита. Детали некоторых примеров, касающихся графитовой оправки, дополнительно описаны в патенте США № 5,282,734, поданном 20 июля 1992 г., полное содержание которого включено в данный патентный документ посредством ссылки. Однако этап удаления оправки обычно включает сжигание или механическую обработку графитового материала, поскольку композит с керамической матрицей SiC может механически соединяться с графитом. Стадия удаления занимает много времени и включает риск окисления покрытия поверхности раздела волокон, которое покрывает волокна SiC в ККМ, и имеет решающее значение для сохранения полезной характеристики композита. Графитовая оправка также ограничивает площадь покрытия поверхности раздела волокон до площади поверхности наружного диаметра, поскольку графитовая оправка должна присутствовать в процессе нанесения покрытия в CVI/CVD. Кроме того, при удалении графитовой оправки обычно повреждается графитовый материал, вследствие чего использование оправки становится одноразовым, и поэтому использование графитовых оправок может стать очень дорогим.
[0091] В данном патентном документе дополнительно описаны методы и способы изготовления композитных структур SiC сложной формы без графитовой оправки во время обработки матрицы.
[0092] Примеры конструкции
[0093] В качестве конкретного примера, композитная трубка на основе SiC может содержать плотные слои β–SiC и армированные композитные слои SiC, которые в совокупности образуют трубку для удержания материала ядерного топлива внутри трубки. В этом примере плотный слой β–SiC действует как непроницаемый барьер для продуктов распада и утечки газа, а композитный слой SiC–SiC обеспечивает механическую прочность и повышенную ударную вязкость. Конструкция выигрывает от специфических свойств обоих указанных материалов и была бы невозможна без любого из них, поскольку монолитная оболочка 100% плотности была бы слишком хрупкой, а оболочку из 100% композита было бы очень трудно сделать достаточно непроницаемой. Чтобы в полной мере использовать свойства как монолитных, так и композитных материалов, необходимо учитывать механические напряжения, появление которых ожидается в процессе эксплуатации. В целом, монолитная керамика работает намного лучше при сжатии, чем при растяжении, а чрезмерные растягивающие усилия могут привести к катастрофическому растрескиванию монолитной керамики, что приведет к потере герметичности. Керамические композиты намного прочнее и способны лучше выдерживать растягивающие нагрузки и противостоять появлению микротрещин без катастрофического разрушения. Следовательно, для ожидаемых напряжений, демонстрируемых оболочкой в течение всего срока службы, выгодно, чтобы монолитная керамика находилась в областях, где ожидаются напряжения сжатия.
[0094] На примере указанной композитной составной структуры было выполнено моделирование для оценки механических напряжений, испытываемых оболочкой для ядерного топлива в течение срока службы типового топливного стержня легководного реактора. На результаты сильно влияют температурный градиент через толщину стенки оболочки и воздействие излучения на карбид кремния. Хотя эти расчеты были выполнены для применения в легководных реакторах, аналогичное воздействие градиентов температуры и излучения будет присутствовать и в других типах реакторов (таких как реакторы с газовым охлаждением, реакторы с натриевым охлаждением и другие усовершенствованные типы реакторов), и эти выводы будут применимы к оболочкам для широкого спектра ядерных реакторов. В ядерных топливных стержнях топливные таблетки, находящиеся в оболочке, выделяют большое количество тепла вследствие протекающих реакций деления. Это тепло передается через толщину стенки оболочки, где затем передается охладителю. Такой перенос тепла создает градиент температуры через толщину стенки оболочки, который является функцией передаваемого тепла, теплопроводности и толщины оболочки. Температура оболочки стремится быть самой высокой на внутренней поверхности и самой низкой на внешней поверхности, и при прочих равных условиях градиент температуры увеличивается с увеличением толщины стенки оболочки.
[0095] На фиг. 2А изображен характерный температурный профиль для композитной оболочки из SiC–SiC для легководного реактора. Изображенный градиент температуры вносит свой вклад в два главных источника механических напряжений в оболочке. Оболочка имеет соответствующий коэффициент теплового расширения, и, как правило, из–за градиента температуры более горячие области оболочки расширяются больше, чем более холодные области. Для геометрии трубки более горячая внутренняя часть расширяется больше, но ограничивается более холодной наружной частью, и этот эффект теплового расширения способствует сжимающим напряжениям внутри и растягивающим напряжениям снаружи оболочки. Кроме того, карбид кремния подвергается небольшому, но ненулевому распуханию, вызванному излучением, и это распухание является функцией температуры. Распухание будет меньшим при более высоких температурах (в пределах диапазона, ожидаемого при использовании оболочки) и большим при меньших температурах. Как следствие, более холодная часть снаружи трубки распухает больше, чем более горячая часть внутри трубки, и, таким образом, ее распухание ограничивается. Указанный вызванный излучением эффект распухания способствует растягивающим напряжениям внутри трубки и сжимающим напряжениям снаружи трубки. В дополнение к этим зависящим от температуры механическим напряжениям, также существуют приложенные изнутри или снаружи давления, обусловленные или приложенным снаружи давлением охладителя, или внутренним давлением, вызванным накоплением газообразного продукта деления.
[0096] На фиг. 2B изображены характерные профили различных вкладов в механические напряжения оболочки из композитной SiC–SiC структуры для легководного реактора. Механические напряжения вследствие теплового расширения, распухания и давления изображены в зависимости от радиального положения по толщине стенки оболочки и изображены для ситуаций конца цикла и аварийного останова, которые являются более серьезными, чем напряжения в начале цикла. Механические напряжения, вызванные распуханием вследствие излучения, являются наибольшими, и это приводит к сжатию внешней стороны стенки оболочки и растяжению внутренней стороны стенки.
[0097] Суммарные ожидаемые механические напряжения в оболочке можно оценить путем суммирования указанных воздействий на напряжения в течение срока службы топлива (при изменениях температуры, когда происходит радиационное повреждение, а также когда реактор запускается и останавливается для перезагрузки топлива). Сумма этих воздействий указывает на то, что вызванное излучением распухание вносит наибольший вклад в механические напряжения оболочки, и что суммарные напряжения являются растягивающими с внутренней стороны стенки трубки оболочки и сжимающими с внешней стороны стенки трубки. Следовательно, можно достичь значительного преимущества, если монолитный слой размещать у наружной поверхности стенки трубки оболочки, а не у внутренней поверхности стенки трубки оболочки, поскольку в этом случае монолитный слой будет испытывать меньше растягивающих напряжений и будет иметь более высокую вероятность сохранения работоспособности в течение срока службы топлива. Этот фактор определяет конструкцию оболочки, которая описывается следующим образом.
[0098] В некоторых вариантах реализации оболочку можно делать тонкой, чтобы максимально увеличить загрузку топлива, а более тонкая оболочка уменьшает градиент температуры во время работы. При таком уменьшении градиента температуры уменьшаются механические напряжения, описанные выше. Однако существует минимальная толщина слоев. Плотный слой β–SiC должен быть достаточно толстым, чтобы обеспечить удержание продукта деления и газообразного продукта деления, а композит SiC–SiC должен содержать достаточное количество армирующих элементов для обеспечения надлежащей ударной вязкости для всей структуры. В качестве конкретного примера армированные композитные слои должны составлять более 50% общей толщины оболочки и предпочтительно должны составлять более 70% толщины оболочки. В некоторых вариантах реализации структура оболочки может содержать три или большее количество слоев. Например, структура оболочки может содержать по меньшей мере два композитных слоя и по меньшей мере один монолитный слой в компоновке, где два композитных слоя находятся ближе к внутренней части относительно монолитного слоя. Кроме того, два композитных слоя отличаются друг от друга для выполнения дополняющих друг друга функций. В частности, композитные слои могут различаться в зависимости от типа используемого композитного армирования, угла или ориентации этого армирования и способа создания армирующей структуры (например, оплетки, намотки и т.д.). Комбинация указанных двух (или большего количества) композитных слоев обеспечивает улучшенные рабочие характеристики по сравнению с тем, что может быть получено при использовании одного композитного слоя. Например, один композитный слой может быть предназначен для обеспечения более гладкой поверхности, тогда как второй композитный слой может быть предназначен для обеспечения оптимальной прочности. В этом примере первый композитный слой может содержать более мелкие добавки для улучшения гладкости поверхности при изготовлении и сведения к минимуму дорогостоящих этапов заключительной механической обработки с соблюдением требований к шероховатости поверхности. Второй композитный слой в этом примере может содержать непрерывное армирующее волокно в специальной плетеной структуре, которая обеспечивает баланс прочности между радиальным и осевым направлениями, оптимизированный для ожидаемых напряжений, которые будет испытывать оболочка во время работы. Монолитный слой находится снаружи этих двух композитных слоев, и очень важно, чтобы композитные слои были расположены вблизи внутренней поверхности или в центре стенки оболочки, чтобы свести к минимуму растягивающие напряжения, которые испытывает монолитный слой (как было описано выше). Центральный композитный слой (или слои) обеспечивает основную механическую прочность и ударную вязкость. Внутренний композитный слой обеспечивает дополнительную механическую опору, и может иметь структуру, которая обеспечивает более гладкую внутреннюю поверхность. Такая более гладкая поверхность может улучшить рабочие характеристики оболочек ядерных топливных элементов, обеспечивая более равномерный зазор между оболочкой и таблеткой, что приводит к более равномерному и однородному распределению температуры в оболочке и уменьшает зависящие от температуры механические напряжения и другие типы разрушения. Сведение к минимуму шероховатости также может способствовать более эффективному изготовлению всего топливного стержня, поскольку топливные таблетки должны быть загружены в оболочку, а шероховатые поверхности могут зацепиться за края таблетки и препятствовать выполнению операции загрузки таблетки. Из-за композитной структуры указанного внутреннего слоя требуемая шероховатость поверхности может быть достигнута практически без дополнительной обработки, что экономит время и затраты.
[0099] Механические характеристики композитных слоев демонстрируют сильную зависимость от ориентации армирования. Композит со структурой, обеспечивающей наилучшее сочетание относительной прочности в осевом и радиальном направлениях (для лучшего сопротивления ожидаемым механическим напряжениям во время работы), может иметь более грубую, более текстурированную поверхность и не будет являться оптимальной композитной структурой для обеспечения гладкой поверхности. И, наоборот, для композитной структуры, которая обеспечивает гладкую поверхность (обеспечивая более равномерный зазор между топливом и оболочкой и улучшенные рабочие характеристики), могут потребоваться более мелкие или тщательно выровненные армирования, которые сами по себе не могут обеспечить оптимального механического упрочнения. Благодаря использованию двух композитных слоев, работающих вместе, такая структура может быть оптимизирована и может достичь обеих указанных целей. Слои также могут быть спроектированы таким образом, чтобы они плотно прилегали друг к другу, уменьшая толщину стенки и увеличивая объемную долю армирования в оболочке, что может быть полезным для повышения прочности конструкции. Такой подход может быть применен к трем и большему количеству композитных слоев и конструкциям оболочки с двумя или большим количеством композитных слоев внутри и в центре трубки оболочки для соблюдения требований к рабочим характеристикам оболочки.
[00100] Конкретный пример такой составной структуры описан ниже.
[00101] 1. Внутренний слой выполнен из композита на основе SiC с четко выраженной структурой «А» (определяется типом армирования, ориентацией армирования, способом применения армирования и т.д.).
[00102] 2. Средний слой выполнен из композита на основе SiC с четко выраженной структурой «B» (отличающейся от структуры «A» в отношении типа, ориентации или способа изготовления армирования).
[00103] 3. Наружный слой выполнен из монолитного SiC.
[00104] Также могут быть добавлены и другие слои на основе SiC, как описано в настоящем документе, и дополнительно может быть добавлено внешнее защитное покрытие, играющее роль барьера от воздействия внешней среды.
[00105] Композитный слой упрочнен керамическими включениями с высоким соотношением сторон, включая керамическое волокно или нитевидные кристаллы, а межфазный слой, нанесенный на армирование, обеспечивает перераспределение нагрузки и скольжение между включениями и матрицей. В одном варианте реализации внутренний слой представляет собой тонкий композитный слой, изготовленный с армированием небольшими нитевидными кристаллами для обеспечения гладкой внутренней поверхности. В альтернативном варианте этот слой может состоять из тонкого слоя, упрочненного намотанным непрерывным волокнистым армированием. В этих примерах следующий слой мог бы состоять из плетеного непрерывного волокнистого армирования со структурой, предназначенной для сопротивления ожидаемым механическим напряжениям во время работы. Другим примером могут быть два композитных слоя, каждый из которых состоит из плетенного непрерывного волокна, но с разной структурой оплетки или углом оплетки, благодаря чему обеспечиваются необходимые механические свойства, и в то же время достигаются хорошее волоконное покрытие и относительно гладкая поверхность. В обоих приведенных примерах добавлен монолитный внешний керамический слой. Положение монолитного слоя по отношению к внешней стороне структуры и толщина этого слоя тщательно выбираются для гарантии того, что этот слой будет оставаться сжатым при воздействии рабочих механических напряжений. Сводя к минимуму или устраняя любые растягивающие нагрузки на этот монолитный слой, можно значительно уменьшить вероятность растрескивания, что значительно повысит вероятность сохранения работоспособности.
[00106] В некоторых вариантах реализации композитных структур на наружной поверхности также может быть дополнительный тонкий слой барьерного покрытия для защиты оболочки от нежелательных химических или механических взаимодействий с охладителем и/или для обеспечения контролируемой шероховатости поверхности. Этот слой может быть металлическим (например, Cr) или керамическим (например, SiC). Кроме того, для предотвращения распространения трещин между слоями могут быть дополнительно нанесены тонкие межфазные слои между концентрическими слоями. Эти слои могут быть изготовлены последовательно, причем один слой наносится непосредственно на предыдущий слой и в непосредственном контакте с ним. В различных вариантах реализации указанные межфазные слои могут содержать пластичный материал, такой как пиролитический углерод или металл.
[00107] Такая оболочка может быть создана на основе ряда материалов, и в конкретном примере монолитный слой может представлять собой карбид кремния, а композитные слои могут представлять собой композиты SiC–SiC, изготовленные из матрицы SiC, армированной с помощью волокон SiC, нитевидных кристаллов или других армирований. Составляющие материалы могут быть материалами высокой чистоты, поскольку в ядерной энергетике присутствие примесей проявляет тенденцию к ухудшению эксплуатационных характеристик.
[00108] Раскрытая в данном документе композитная структура SiC может быть выполнена в виде длинной тонкостенной трубки. Например, в некоторых вариантах реализации толщина стенок может быть менее 2 мм и менее 1 мм. Длина трубки определяется потребностями конкретного применения. Например, в некоторых ядерных реакторах оболочка для легководного реактора может иметь длину 12 футов, 14 футов или больше, а оболочка для газоохлаждаемого быстрого реактора может иметь длину от 8 футов до 9 футов. Диаметр трубки также может быть выбран в зависимости от потребностей применения и может варьироваться в некоторых случаях от приблизительно четверти дюйма до трех четвертей дюйма и больше. Оболочка может быть изготовлена путем наращивания слоев изнутри, и обычно в качестве ключевого этапа изготовления каждого слоя используется химическое осаждение из паров карбида кремния высокой чистоты.
[00109] Раскрытая в данном документе композитная структура SiC также может быть выполнена в формах, отличающихся от трубчатой. Например, в аэрокосмической области существует широкий спектр применения, для которого идеально подходит высокотемпературная прочность композитных структур SiC: это носовые обтекатели, кожухи, аэродинамические поверхности, лопатки турбины и другие компоненты реактивных двигателей. Композитные структуры из SiC могут быть изготовлены аналогично трубчатым оболочкам из SiC.
[00110] Изготовление
[00111] На фиг. 3 схематически изображено поперечное сечение предлагаемой оболочки. Проиллюстрированное поперечное сечение представляет часть структуры.
[00112] Низкая ударная вязкость и модуль Вейбулла плотного β–SiC делают нежелательным его использование в качестве единственного средства обеспечения механической прочности оболочки. Для улучшения рабочих характеристик оболочки используются армированные композитные слои из волокон SiC или нитевидных кристаллов SiC (или другие небольшие добавки SiC) для обеспечения ударной вязкости и механизмов, препятствующих распространению трещин. Волокна и/или нитевидные кристаллы из SiC обеспечивают повышенную прочность на растяжение, а направление волокон также можно оптимизировать для достижения баланса характеристик материала между осевым и радиальным направлениями в оболочке. Композитные слои в оболочке располагаются вблизи внутренней поверхности и центральной части стенки оболочки.
[00113] Плетеные волокнистые композитные слои
[00114] В композитах с плетеным армированием стехиометрические жгуты из высокочистого SiC–волокна сплетены в рукава, которые могут быть сплетены непосредственно на оправке или частично изготовленной оболочке, или могут быть сплетены отдельно и размещены позже. Пиролитический углерод или другой межфазный слой наносится на волокно с помощью химического осаждения из паровой фазы или других методов. Этот слой служит границей раздела между SiC–волокном и SiC–матрицей и может остановить рост трещин и обеспечить перераспределение нагрузки, вытягивание и скольжение волокна. Затем выполняется осаждение матрицы SiC высокой чистоты с помощью процесса химического осаждения из паровой фазы, который аналогичен процессу, используемому для осаждения плотного β–SiC. На этом этапе внедрения матрицы используется меньшая скорость осаждения, а для сокращения времени изготовления могут использоваться такие технологии, как химическая инфильтрация из паровой фазы с принудительным потоком. Механические и тепловые свойства улучшаются с увеличением плотности композита, и относительная плотность композита может составлять от 70% до 90% и выше. Механизмы, обеспечивающие хорошие характеристики композита, также зависят от степени загрузки волокна, которая может варьироваться от 20% до 50% или больше по объему. В таких плетеных слоях используется двумерная ориентация волокон, при которой волокна расположены под углом к аксиальному и радиальному направлениям для достижения оптимальной прочности. Типовые углы волокна находятся в диапазоне от ±35° до ±75° (относительно оси оболочки), а в некоторых конструкциях оплетки может быть добавлено дополнительное армирование волокна, совпадающее с осевым направлением. Толщина указанных композитных слоев из SiC–волокна может быть выбрана исходя из количества волокон на жгут и параметров плетения. Плетение обеспечивает улучшенную однородность содержания волокон в композитном слое по сравнению с выполнением нескольких проходов с намоткой волокна. Если волокно оплетено непосредственно на частично изготовленную оболочку, то для приложения желаемой сжимающей нагрузки к внутренним слоям оболочки можно использовать растяжение. Компоновка оплетки может варьироваться в рамках общей многослойной структуры. Например, один плетеный композитный слой может иметь угол смещения волокна ±45°, а другой плетеный композитный слой может иметь угол смещения волокна ±60°. Они будут составлять два отдельных композитных слоя, и такое армирование может быть подобрано для достижения оптимальных рабочих характеристик.
[00115] Намотанный композитный слой SiC–SiC
[00116] Намотанный композитный слой может быть образован с помощью армирующего волокна или жгута, который был намотан вокруг оболочки или оправки, а не сплетен. Волокно в этом слое может быть намотано под требуемым углом (например, между ±35° и ±90°) относительно оси оболочки по сравнению с плетеными рукавами, и одновременно может быть намотан один или большее количество жгутов волокна. Это обеспечивает дополнительное армирование волокна в круговом направлении, где напряжения будут самыми большими, и обеспечивает более гладкую поверхность. Чтобы получить высокочистую матрицу ядерного сорта, для уплотнения этого композитного слоя будет использоваться химическая инфильтрация из паровой фазы, а между волокнами и матрицей будет нанесен межфазный слой из пиролитического углерода или другой межфазный слой.
[00117] Композитный слой с нитевидными кристаллами или другими добавками малого размера
[00118] Композитные слои также могут быть сформированы с помощью включений меньшего размера (таких как порошок SiC, нитевидные кристаллы или волокна SiC малой длины). Такие микро– и наноразмерные добавки могут добавляться в сухом виде или в виде суспензии и могут быть уплотнены с помощью химического осаждения из паровой фазы аналогично другим типам композитов. В результате, эти добавки (в сухом виде или в виде суспензии) становятся армирующими элементами в отдельном композитном слое, а благодаря малому размеру добавок можно получить очень гладкую поверхность композита. В альтернативном варианте такой подход также может сочетаться с плетением или намоткой, с добавками, внедренными в волоконные оплетки, и намоткой до, во время или после процесса предварительного формования. Таким образом, эти добавки могут использоваться для заполнения промежутков и больших пор между жгутами волокон. Указанные добавки также могут быть внедрены в жгуты волокон, которые впоследствии могут быть намотаны или заплетены в структуру оболочки. Если для достижения однородного распределения используется суспензия, содержащая включения, жидкий компонент суспензии может испаряться или подвергаться пиролизу во время обработки, после чего останутся только малоразмерные армирующие включения. В альтернативном варианте жидкофазный компонент суспензии может представлять собой предкерамический полимер, который может вступать в химическую реакцию с образованием кристаллического SiC. Как и в случае композитов из плетеного или намотанного волокна, на малоразмерные добавки наносится пиролитический углерод или другой межфазный слой с помощью химического осаждения из паровой фазы или других средств, облегчающих механизмы ударно-вязкого упрочнения в композите.
[00119] Следует отметить, что указанные три разных типа композитов не исчерпывают список, и для создания различных слоев, описанных в данном документе, могут использоваться и другие подходы к армированию композитов, структуре или ориентации такого армирования или способа изготовления композитного материала.
[00120] Плотные монолитные слои β–SiC
[00121] Чтобы обеспечить устойчивость структуры при воздействии нейтронного облучения, в некоторых вариантах реализации плотный слой SiC может быть стехиометрической, высокочистой β–(кубической) фазой. Некоторые методы, обычно используемые для получения SiC (включая жидкофазное превращение, горячее прессование, спекание), могут не подходить для получения SiC ядерного сорта из–за высоких уровней содержания примесей (J. Nuc. Mat., vol. 371, pg. 329 (2007)). В одном варианте реализации SiC ядерного сорта может быть нанесен с помощью реакции в паровой фазе с метилтрихлорсиланом, метилсиланом, силаном и углеводородом или другими подходящими веществами–предшественниками. Указанные вещества–предшественники могут быть разбавлены в потоке газа и перетекать в печь, в которой поддерживаются надлежащая температура и давление, где они разлагаются с образованием плотного высокочистого β–SiC. Плотный β–SiC имеет относительно низкую вязкость разрушения (KIC ~3–5 МПа· ), и при наличии напряжений трещины могут возникать на небольших дефектах или царапинах и распространяться сквозь толщину плотного SiC, вследствие чего начнет выходить наружу газообразный продукт деления и появится потенциальная опасность хрупкого разрушения. Такой неприемлемый исход можно предотвратить несколькими способами. Оболочка разработана для обеспечения сопротивления механическим напряжениям в плотном β–SiC, возникающим вследствие давления газа, распухания, градиентов температуры, взаимодействия оболочки и топлива и других рабочих напряжений, которые остаются сжимающими. Это достигается за счет определенного расположения монолитного слоя по отношению к внешней части конструкции. Исходя из значений толщины слоя SiC для частиц TRISO, слой 35 мкм обеспечивал достаточную толщину непроницаемых слоев SiC для обеспечения удержания продукта деления и устойчивости к воздействию давления (J. Nuc. Mat., vol. 355, pg. 150 (2006)). В такой предложенной конструкции оболочки для топлива внутреннее давление ниже (~15 МПа в конце срока службы по сравнению с ~40 МПа для немецкого топлива TRISO, J. Nuc. Mat., vol. 371, pg. 270 (2007)), но радиальное напряжение в цилиндрической геометрии выше, чем напряжения в сферических сосудах под давлением. Исходя из указанных различий и учитывая дополнительную толщину для обеспечения непроницаемости, толщина плотного слоя β–SiC должна составлять не менее 100 мкм. Максимальная толщина определяется необходимостью поддерживать надлежащую нагрузку на волокно и сохранять тонкую стенку оболочки для сведения к минимуму механических напряжений, связанных с градиентами температуры. Для достижения требуемой шероховатости поверхности может быть выполнена дополнительная полировка внешнего слоя SiC.
), и при наличии напряжений трещины могут возникать на небольших дефектах или царапинах и распространяться сквозь толщину плотного SiC, вследствие чего начнет выходить наружу газообразный продукт деления и появится потенциальная опасность хрупкого разрушения. Такой неприемлемый исход можно предотвратить несколькими способами. Оболочка разработана для обеспечения сопротивления механическим напряжениям в плотном β–SiC, возникающим вследствие давления газа, распухания, градиентов температуры, взаимодействия оболочки и топлива и других рабочих напряжений, которые остаются сжимающими. Это достигается за счет определенного расположения монолитного слоя по отношению к внешней части конструкции. Исходя из значений толщины слоя SiC для частиц TRISO, слой 35 мкм обеспечивал достаточную толщину непроницаемых слоев SiC для обеспечения удержания продукта деления и устойчивости к воздействию давления (J. Nuc. Mat., vol. 355, pg. 150 (2006)). В такой предложенной конструкции оболочки для топлива внутреннее давление ниже (~15 МПа в конце срока службы по сравнению с ~40 МПа для немецкого топлива TRISO, J. Nuc. Mat., vol. 371, pg. 270 (2007)), но радиальное напряжение в цилиндрической геометрии выше, чем напряжения в сферических сосудах под давлением. Исходя из указанных различий и учитывая дополнительную толщину для обеспечения непроницаемости, толщина плотного слоя β–SiC должна составлять не менее 100 мкм. Максимальная толщина определяется необходимостью поддерживать надлежащую нагрузку на волокно и сохранять тонкую стенку оболочки для сведения к минимуму механических напряжений, связанных с градиентами температуры. Для достижения требуемой шероховатости поверхности может быть выполнена дополнительная полировка внешнего слоя SiC.
[00122] Проблема низкой вязкости разрушения плотного монолитного SiC может быть решена с помощью одного дополнительного способа: использования пластичных слоев для предотвращения распространения трещин. Такие слои могут быть из пиролитического углерода или других пластичных материалов (металлов и т.д.) и могут наноситься между последовательными монолитными слоями или снаружи монолитного слоя. Предпочтительно эти слои могут наноситься в нескольких местах внутри и на поверхности монолитного слоя или слоев. Слои вблизи внутренней или внешней части монолитного слоя могут служить для изоляции монолитного слоя от микротрещин в композите или от ударов или напряжений снаружи соответственно. Пластичные слои, нанесенные между последовательными монолитными слоями, служат для частичной изоляции каждого монолитного слоя от других, что позволяет перераспределять нагрузки и предотвращать распространение трещин. Это приводит к повышению общей надежности и ударной вязкости монолитных керамических слоев и обеспечивает структуру, которая может выдержать трещину сквозь один монолитный слой без потери герметичности.
[00123] Простая схема поперечного сечения, изображенная на фиг. 3 представляет собой наиболее упрощенную версию данного изобретения. Однако существует множество возможных диапазонов, которые могут быть охвачены, с различиями в типе композита, относительной толщине слоев и количестве слоев. Ниже представлены некоторые дополнительные примеры, но следует отметить, что эти примеры приведены только в иллюстративных целях и не являются исчерпывающими, и, кроме изображенных в данном документе защищенных структур, могут существовать и другие защищенные структуры.
[00124] На фиг. 4 схематически изображено поперечное сечение оболочки, содержащей внутренний намотанный композитный слой, средний плетеный композитный слой и внешний монолитный слой.
[00125] На фиг. 5 изображена схема поперечного сечения оболочки, содержащей несколько внутренних плетеных композитных слоев и наружный монолитный слой. Обратите внимание на то, что слои оплетки могут различаться по компоновке (например, двухосный или трехосный) и/или углу наклона волокна (например, 45º±5º для первого слоя, 50º ±5º для второго слоя).
[00126] На фиг. 6 изображена схема оболочки с намотанным композитным внутренним слоем, плетеным композитным центральным слоем и внешним монолитным слоем, состоящим из нескольких тонких монолитных слоев, разделенных пластичными слоями.
[00127] На фиг. 7 изображена схема оболочки с внутренним композитным слоем с малоразмерными добавками, центральным плетеным композитным слоем, последующим композитным слоем с малоразмерными добавками и внешним монолитным слоем со слоем барьерного покрытия для защиты от воздействия внешней среды (EBC).
[00128] В некоторых вариантах реализации оболочка может быть изготовлена в виде последовательности слоев изнутри наружу. Для задания внутреннего диаметра оболочки в начале процесса изготовления может использоваться оправка, а последующие слои будут формироваться поверх предыдущего слоя. Для обеспечения хороших характеристик, обеспечивающих использование в ядерной промышленности, все волокна должны быть стехиометрическими, с низким содержанием кислорода, и быть карбидокремниевым волокном, таким как Hi–Nicalon S–типа (Nippon Carbon Co., Ltd.) или Tyranno–SA (UBE Industries Ltd.), или аналогичным. Армирующие добавки, используемые в указанных композитных структурах, такие как наноразмерные нитевидные кристаллы SiC или короткие волокна SiC, должны быть высокочистым стехиометрическим β–SiC. Номинально композитная матрица SiC и плотные слои β–SiC будут осаждаться на месте с помощью известных методов химического осаждения из паровой фазы.
[00129] Также могут быть рассмотрены различные другие способы осаждения, которые могут давать стехиометрический карбид кремния высокой чистоты, такие как предкерамические полимеры, которые обрабатываются с образованием SiC.
[00130] На фиг. 8 изображена реконструкция изображения, полученного с помощью рентгеновской компьютерной томографии (РКТ), трубок оболочки, изготовленных с внутренним намотанным композитным слоем и последующим плетеным композитным слоем. На нем видно, что комбинация двух отдельных композитных слоев обеспечивает значительно меньшую шероховатость внутренней поверхности, и в то же время предоставляет преимущества механической прочности плетеного слоя для второго композитного слоя. Обратите внимание на то, что в этом образце внешний монолитный слой не изображен.
[00131] На фиг. 9А изображены примеры трубок оболочки с тонким внутренним композитным слоем с малоразмерными добавками и последующим плетеным композитным слоем (901) или слоями (903). Чтобы выделить гладкую поверхность внутреннего слоя и более грубую поверхность окружающего слоя, с правой стороны внутренний композитный слой 905 выделен синим цветом, а окружающие составные слои 903 выделены зеленым цветом. Внутренний слой обеспечивает гладкую поверхность, а окружающий слой обеспечивает оптимальное механическое упрочнение.
[00132] На фиг. 9В изображен снимок поверхности разрушения композита после механического испытания, полученный с помощью растрового электронного микроскопа (РЭМ). Снимок РЭМ демонстрирует пример механизмов ударно-вязкого упрочнения, которые могут быть получены из двух различных композитных армирований: непрерывного SiC–волокна 905 и диспергированных малорамерных добавок 907 нитевидных кристаллов. Механизмы ударновязкого упрочнения, такие как отклонение трещины и вытягивание армирования, можно наблюдать как для армирующих волокон 905, так и для армирующих малоразмерных нитевидных кристаллов SiC 907.
[00133] На фиг. 10А изображен пример плотного монолитного β–SiC, нанесенного поверх плетеного композита SiC–SiC, а на фиг. 10В изображен пример плотного монолитного β–SiC, нанесенного поверх тканого композита SiC–SiC.
[00134] На фиг. 11А изображен пример тонких пластичных слоев, нанесенных между последовательными монолитными слоями снаружи композитного слоя в оболочке. На фиг. 11В изображен пример немного более толстых пластичных слоев, нанесенных между последовательными монолитными слоями снаружи композитного слоя в оболочке.
[00135] На фиг. 12 изображен пример структуры оболочки с двумя внешними монолитными слоями, нанесенными поверх плетеного композитного слоя и разделенными тонким композитным слоем с малоразмерными добавками.
[00136] Чтобы продемонстрировать некоторые полезные аспекты раскрываемой технологии, были разработаны типовые варианты реализации. В некоторых вариантах реализации для изготовления трубок оболочки на основе SiC с приблизительными диаметрами оболочек легководного реактора и длиной до трех футов использовалась химическая инфильтрация из паровой фазы. Были изготовлены опытные образцы компоновок оболочки, в том числе структуры, содержащие внешний монолитный слой SiC. Композитные образцы были армированы стехиометрическим SiC–волокном (волокном Hi–Nicalon S–типа, NGS Advanced Fiber Co.) Трубчатые структуры (трубки, состоящие только из композита SiC–SiC, и трубки с внешним монолитным слоем) были сформированы путем размещения волокна вокруг оправки для задания внутреннего диаметра трубки. Позже было выполнено удаление оправки, которое было отдельной операцией общего процесса изготовления. Детали, относящиеся к типовым способам изготовления трубок оболочки на основе SiC, обсуждаются ниже во взаимосвязи с фиг. 27–36.
[00137] Во время изготовления ориентация волокна изменялась путем корректировки количества используемых жгутов волокна и угла относительно оси трубки, и для указанных примеров были изготовлены заготовки, содержащие различные соотношения волокон в радиальном и осевом направлениях в пределах от 1,3:1 (радиальное смещение) до 1:1,5 (осевое смещение). Эти соотношения волокон были использованы для указанных иллюстраций, но не представляют собой пределы диапазонов ориентации волокон, охватываемых данным изобретением. Такие вариации могут быть использованы для демонстрации преимуществ данного изобретения, демонстрируя способность контролировать механические свойства оболочки как функции структур композитных слоев. В некоторых вариантах реализации межфазное покрытие из пиролитического углерода толщиной ~150 нм наносили посредством химического осаждения из паровой фазы метана или ацетилена, а затем матрицу осаждали и уплотняли посредством химической инфильтрации из паровой фазы метилтрихлорсилана до конечной относительной плотности приблизительно 80%. Варианты реализации, описанные в данном документе, не должны рассматриваться как ограничение вариантов обработки и структур. Этап уплотнения композита представлял собой конечный этап обработки для трубок, полностью состоящих из композита, и трубок, содержащих внутренний монолит SiC. Для трубок, содержащих внешний монолит, для формирования плотного внешнего покрытия SiC был нанесен дополнительный SiC. В некоторых вариантах реализации конечные толщины стенок трубок варьируются в зависимости от конструкции и составляют от 1,2 мм до 2,1 мм. Трубки, состоящие только из композита SiC–SiC, имели толщину стенок от 1,2 мм до 1,4 мм, в то время как трубки с внутренним монолитом были немного толще (от 1,3 мм до 1,5 мм), а трубки с внешним монолитным слоем имели толщину от 1,9 мм до 2,1 мм. Однако это были значения толщин, использованных в указанных примерах, и они не являются пределами для диапазона толщин стенок оболочки, который может быть применен в соответствии с данным изобретением, и в данном изобретении описаны трубки оболочки с толщиной стенки, равной 0,4 мм. Для двухслойных структур, содержащих или внутренний, или внешний монолитный слой, такой монолитный слой составлял приблизительно 30% толщины стенки.
[00138] Определение характеристик
[00139] Для сравнения структур, описанных в настоящем документе, оболочки были оценены с точки зрения механических характеристик, герметичности, допусков на геометрическую форму и допусков на размеры. Механические свойства трубок на основе SiC можно оценить с помощью несколько методов. Радиальная прочность измерялась с помощью испытания с С–образным кольцом и испытания с расширяющейся пробкой, осевая прочность измерялась с помощью испытания на монотонное осевое растяжение.
[00140] Испытание с C–образным кольцом проводилось в соответствии с аналогичными рекомендациями, установленными для монолитной керамики в ASTM C1323 и описанными Jacobsen et al. Кольца для образцов нарезали до толщины 2–3 мм с помощью алмазной пилы Accutom–50 и затем полировали с помощью алмазной крошки. Хотя подавляющая часть испытаний проводилась на материале с размерами для оболочек легководного реактора (внутренний диаметр ~7,5 мм), были также измерены некоторые дополнительные образцы с большим значением диаметра (внутренний диаметр ~19 мм, изготовлены с помощью волоконных структур, которые очень похожи на материал размера легководного реактора, и уплотнены с помощью того же процесса). Такие трубки большего диаметра были изготовлены для того, чтобы показать применимость этих структур для конструкций оболочки для ядерного топлива, размеры которых больше размеров оболочки легководного реактора. Для материала размера легководного реактора использовался зазор в C–образном кольце, равный 4 мм, а для материала большего диаметра – 7,5 мм. Нагрузку прикладывали к образцам с помощью устройства Instron 5982 Universal Mechanical Tester со скоростью ползуна 2 мм/мин. Для каждой зарегистрированной измерительной точки было испытано минимум 5 образцов, причем 10 образцов были типовыми. Нагрузка была преобразована в механическое напряжение с помощью теории изогнутых балок.
[00141] Испытание с расширяющейся пробкой проводилось в соответствии с процедурами, установленными в литературе. Образцы разрезали и полировали до длины приблизительно 25 мм, и использовали полиуретановую пробку 12–15 мм с твердостью 95 единиц шкалы твердомера. Скорость ползуна была установлена на 1,5 мм/мин. Растяжение во время испытаний контролировалось с помощью тензометров с длиной базы 2,5–3 мм (Omega). Для каждого образца было проведено не менее 5 испытаний, а напряжения на внутреннем диаметре ID и наружном диаметре OD трубки были рассчитаны с помощью уравнения Ламе.
[00142] Испытание на осевое растяжение было выполнено с помощью процедуры, описанной в ASTM C1773. Когда на внутренний диаметр ID и наружный диаметр OD трубки наносилась эпоксидная смола (эпоксидная смола Tuff Bond от компании United Resin Corps), использовалось пассивное захватное приспособление. Общая длина образца составляла 100–120 мм, с рабочей длиной 50 мм. U–образное соединение использовалось для обеспечения надлежащего центрирования, измеряемого с помощью набора из 4 тензометров или 8 тензометров с длиной базы 3–4 мм, установленных с угловым интервалом 90 градусов. Скорость ползуна была установлена на уровне 2 мм/мин. Для испытаний на осевое растяжение данные отчета представляют в среднем минимум 3 испытания. Этот метод испытаний был ранее подтвержден путем испытания монолитных трубок из карбида кремния марки SE (Hexoloy) и трубок из оксида алюминия чистотой 99,8% (Coorstek) с хорошо известной прочностью на растяжение. Измеренные значения прочности на разрыв находились в пределах 10% сообщенных значений для указанных монолитных материалов.
[00143] Как для испытаний с расширяющейся пробкой, так и для испытаний с осевым растяжением, измерение размера крупных трещин можно было выполнить с помощью небольших падений значений в данных растяжения, но методики контроля более локализованных малоразмерных трещин (такие как обнаружение с помощью акустической эмиссии) в этой работе не использовались. Модуль упругости, пропорциональное предельное напряжение (PLS) и предел прочности на растяжение (UTS) были получены из кривых зависимости деформаций от напряжения с помощью методов, описанных в соответствующих процедурах ASTM.
[00144] Температуропроводность
[00145] Температуропроводность была измерена с помощью импульсного лазерного анализатора NETZSCH LFA 427, в соответствии с подходом, предложенным Parker et al., и с изменениями геометрии образца в соответствии с Zhang et al. Были измерены как плоские, так и изогнутые образцы, а изогнутые образцы были вырезаны по бокам трубок SiC–SiC. Размер образца оставался постоянным и составлял 10 мм x 10 мм, чтобы он помещался в держатель образца для анализатора. Температуропроводность измеряли перпендикулярно поверхности образца по его толщине при 25°С, 300°С и 800°С, и для каждой температуры было выполнено по три измерения.
[00146] Проницаемость
[00147] Проницаемость трубок SiC–SiC оценивалась с помощью масс–спектрометрического течеискателя (Agilent VS MD30) с учетом рекомендаций ASTM E432–91 (2011). Течеискатель был собран в схему вместе с форвакуумным насосом, специальной камерой, источником гелия и манометрами. Испытуемые образцы были помещены в камеру между областью высокого давления и областью низкого давления, и этот узел можно было поместить в трубчатую печь для облегчения испытания на проницаемость при повышенных температурах. Как правило, во время испытания к образцу прикладывался перепад давления 1 атм, а затем контролировалась скорость утечки от момента обнаружения проникновения гелия через образец и до тех пор, пока скорость утечки не достигала устойчивого значения. Одна примерная компоновка схемы испытаний изображена на фиг. 13. Указанное оборудование может быть использовано для измерения скорости утечки как через трубки SiC–SiC с открытым концом, так и через трубки, у которых один конец загерметизирован с помощью концевой заглушки SiC, соединенной с помощью соединения на основе SiC.
[00148] Допуски на размеры
[00149] Измерения шероховатости поверхности были выполнены с помощью профилометра с измерительным наконечником (Dektak 6M с алмазным наконечником радиусом 2,5 мкм) для сравнения со значениями шероховатости, извлеченными из объемов РКТ. Длина сканирования профилометра лежала в пределах от 2 мм до 7 мм, с диапазоном вертикальной высоты 254 мкм и разрешением шага по вертикали 4 нм. Все сканирования шероховатости профилометра были выполнены в осевом направлении.
[00150] Измерения других размеров были получены с помощью рентгеновской компьютерной томографии (РКТ) с помощью рентгеновского томографа Nikon XT H 225, оборудованного детектором Perkin Elmer 1620 CS3. Из–за высокого аспектного отношения исследуемых трубок с SiC–оболочкой сканирование выполнялось при разных разрешениях и увеличениях в зависимости от оцениваемого допуска на размеры. Для анализа объемов результирующих изображений была использована объемная графика “VGStudio Max”.
[00151] Для получения данных более длинные (~0,9 м) трубки SiC–SiC сканировали в отдельных сегментах длиной 25 см. Каждый реконструированный трехмерный объем был сгенерирован из 720 2D–рентгеновских проекций с настройками луча 140 кВ и 55 мкА без фильтра. Сначала четыре сегмента на трубку были реконструированы по отдельности, а затем они были сшиты вместе в один измеримый объем с помощью программного обеспечения Volume Graphics или XCT. Отдельные реконструированные объемы и сшитый объем состояли из вокселей размером 0,002 мм3, что соответствует линейному разрешению 127 мкм.
[00152] Дополнительные измерения прямолинейности были выполнены с помощью двух измерительных инструментов: координатно–измерительной машины (CMM) (Wenzel LH87), обеспечивающей разрешение 12,7 мкм в направлениях X, Y и Z, и цифрового измерителя высоты (SPI 13–599–6), обеспечивающего разрешение по высоте 10 мкм.
[00153] Однородность инфильтрации можно было оценить путем измерения толщины осаждения SiC при химической инфильтрации из паровой фазы на внешней стороне стенок трубки SiC–SiC. Такой внешний слой SiC образуется во время уплотнения, и на его толщину влияют композитная структура, условия инфильтрации и эффективность инфильтрации. Поэтому изменения в указанном внешнем слое SiC при химической инфильтрации из паровой фазы могут служить приблизительным показателем однородности основного композита. Более длинные трубки разрезали с длиной 10 см, устанавливали и полировали, а толщину измеряли с помощью растровой электронной микроскопии (Phenom X SEM).
[00154] Требования к рабочим характеристикам оболочек ядерных топливных элементов на основе SiC
[00155] Должны быть определены и продемонстрированы эксплуатационные характеристики оболочки для ядерного топливана основе карбида кремния (включая разработанную оболочку для топлива, выдерживающую аварии, для современных легководных реакторов, и оболочку, разработанную для других усовершенствованных типов реакторов) для нормальной эксплуатации, проектных аварий ядерного реактора и запроектных аварий ядерного реактора, а изготовление оболочки должно быть осуществимо в очень больших промышленных масштабах. Bragg–Sitton с соавторами опубликовали очень тщательную оценку этих требований и критериев эффективности функционирования, и в число ключевых характеристик оболочки входят механическая прочность, температурная характеристика, непроницаемость и контроль размеров. Для оболочки для топлива легководного реактора требования к размерам, вероятно, будут аналогичны текущим требованиям к характеристикам трубки циркалоевой оболочки, которые включают требования к шероховатости поверхности на уровне ~0,8–1,3 мкм, требования к круглости на уровне 25 мкм и требования к прямолинейности на уровне 0,25 мм на 300 мм длины. Точные требования должны быть скорректированы для окончательного варианта конструкции оболочки на основе SiC. Кроме того, конструкции оболочек топливных элементов для других типов реакторов (реакторов с газовым охлаждением, с натриевым охлаждением, с металлическим охлаждением, охлаждением солевым расплавом и т.д.) могут иметь разные размерные и геометрические характеристики и допуски, но конструкция оболочки, описанная в данном изобретении, может применяться в любом из них.
[00156] Для удовлетворения этих требований на внешнюю поверхность композитной трубки может быть нанесен непроницаемый монолитный слой SiC с помощью химического осаждения из паровой фазы, в результате чего будет получена конструкция с наружным монолитом, как было описано в этом патентном документе.
[00157] Примеры изготовленных трубок и конструкций изображены на фиг. 14А–С. На фиг. 14А изображены примеры изготовления трубок SiC–SiC длиной ~0,9 м. На фиг. 14В изображено поперечное сечение трубчатой структуры с наружным монолитным покрытием из SiC.
[00158] Определение механических характеристик трубчатых структур SiC–SiC
[00159] Чтобы продемонстрировать влияние армирования волокна на радиальную и осевую прочность, были исследованы две разные компоновки волокна. Первая компоновка имела немного большее отношение армирования волокон в осевом направлении, чем в радиальном направлении (1,5:1), в то время как вторая компоновка была смещена в радиальном направлении (1,3:1; для сравнения, компоновка с волокнами, ориентированная под углом ±45°, будет сбалансированным соотношением 1:1 армирования между радиальным и осевым направлениями). Испытание с С–образным кольцом использовалось для измерения радиальной прочности, испытание на монотонное растяжение использовалось для измерения осевой прочности, и предел прочности на растяжении для двух разных компоновок волокон представлен в таблице 1. Это свидетельствует о широких рамках контроля, которые могут быть достигнуты для механических свойств на основе композитной структуры. Это демонстрирует преимущество возможности оптимизировать механические свойства за счет использования двух или большего количества отдельных композитных слоев, а не одного отдельного слоя.
Таблица 1. Данные механических характеристик для радиального и осевого направлений для двух разных компоновок волокон (среднеквадратичное отклонение указано в скобках)
|
[00160] Графики зависимости напряжения от смещения для типовых испытаний с С–кольцом изображены на фиг. 15А. Хотя испытания с С–кольцом наиболее целесообразно сравнивать с испытаниями на изгиб в плоскости, было продемонстрировано, что для сравнительно однородных композитов испытания с С–кольцом дают хорошее приближение для напряжения в радиальном направлении. Прочности и модули упругости, полученные в этой работе, аналогичны тем, о которых сообщалось ранее для панелей и трубок SiC–SiC, хотя различия в компоновке волокон в отчетах означают, что сравнения будут только приблизительными. Для обеих компоновок волокон наблюдается одинаковое смещение при разрушении. Тем не менее композитный материал с радиальным смещением демонстрирует более чем 50% увеличение предела прочности при растяжении и лучшую способность выдерживать остаточную нагрузку за пределом прочности на растяжение. Такая более высокая способность выдерживать нагрузку будет важна в серьезной аварийной ситуации и поможет сохранять охлаждаемую геометрию оболочки без хрупкого разрушения. Дополнительное армирование в радиальном направлении означает, что может произойти большее заполнение трещин, один из основных механизмов улучшения ударной вязкости и прочности композитов. При заполнении трещин растрескивание матрицы отклоняется вдоль нечеткого межфазного слоя, окружающего волокна, и результирующая нагрузка передается и сохраняется на неповрежденном волокне.
[00161] На фиг. 15B изображены типичные графики зависимости напряжения от деформации для испытаний на одноосное растяжение указанных образцов. Для аксиально смещенной компоновки волокна наблюдается намного больший предел прочности на растяжение в осевом направлении. Это согласуется с результатами испытаний с С–образным кольцом, где дополнительное армирование в направлении нагрузки приводит к повышению прочности. Такой результат является ожидаемым и согласуется с сообщениями в литературе, где композитные трубки с полимерной матрицей с изменяющейся ориентацией волокон продемонстрировали тенденцию к увеличению разрушающей нагрузки, коррелирующей с увеличением количества волокон, выровненных по направлению нагрузки. Для радиально смещенного образца наблюдается дополнительная деформация разрыва и меньший модуль упругости, что может быть связано с различиями в плотности и распределении пористости композитов. К тому же, это демонстрирует важность компоновки композитов для рабочих характеристик и преимущества, которые могут быть достигнуты за счет использования двух или большего количества отдельных и разных слоев композита для улучшения рабочих характеристик.
[00162] В некоторых вариантах реализации все образцы, характерные для каждого метода испытания на прочность, имели одинаковую длину, выбранную с учетом метода, используемого для измерения. Katoh с соавторами сообщают, что композиты, испытанные при внеосевом направлением нагрузки в направлении армирования волокна, демонстрируют влияние ширины образца на прочность, особенно когда ширина образца сравнима с шириной элементарной ячейки армирования волокна (с уменьшением значений прочности, наблюдаемым при уменьшении ширины образца). В этом исследовании в испытаниях с расширяющейся пробкой и на осевое растяжение использовались образцы, которые имели полный диаметр трубки и длину, в несколько раз превышающую размер элементарной ячейки, поэтому размер образца не представлял проблемы. В испытаниях с С–образным кольцом используется более короткая трубка (2–3 мм), однако Jacobsen с соавторами сообщили о хорошем согласии между значениями прочности в радиальном направлении, измеренными на более крупных образцах в испытаниях с расширяющейся пробкой, и на образцах в испытаниях с С–образным кольцом такого же размера, что использовался и в данной работе. Таким образом, хотя более длинные трубки длиной ~4 м для применения в оболочках могут потребовать дополнительных испытаний для подтверждения свойств, основанных на литературных данных и текущих результатах, размеры образцов, использованные в этой работе, достаточно большие для обеспечения репрезентативных измерений свойств трубок этого композита SiC–SiC.
[00163] Эти результаты демонстрируют эффективную способность контролировать относительную прочность в радиальном и осевом направлениях. Это показывает, что возможен точный контроль отношения прочностей в радиальном и осевом направлениях для трубок. Управление компоновкой волокон позволит адаптировать оболочку к конкретным условиям, ожидаемым при нормальной эксплуатации, а также к сценариям аварий, а использование двух или большего количества отдельных слоев композита, как описано в данном изобретении, позволит лучше выбрать оптимальную структуру. Эти ситуации и соответствующие механические напряжения необходимо будет учитывать, так как компоновка определяется с помощью комбинации эксплуатационных требований к техническим характеристикам, моделирования ожидаемых механических напряжений и факторов производства.
[00164] На фиг. 15С изображены результаты дополнительных механических испытаний, выполненных для композита, армированного только малоразмерными добавками. Такие структуры SiC (такие как нитевидные кристаллы SiC) имеют намного меньшие размеры, чем непрерывные волокна SiC, используемые в плетеных волокнах или в намотанных волокнах композитов типа SiC–SiC. Эти добавки обеспечивают некоторое армирование. Однако из–за их небольшого размера (не распространяющегося на большие расстояния внутри композита) и трудностей, связанных с контролем ориентации этих добавок, они не дают такого же значительного преимущества в ударной вязкости, как непрерывное армирующее волокно, используемое в композитах с плетеным или намотанным волокном. Это приводит к более низкой прочности и минимальному псевдо–пластическому поведению, наблюдаемому в профиле напряжения–деформации механической характеристики этого композита с малоразмерными добавками. Следовательно, для достижения оптимальных механических характеристик предпочтительнее использовать конструкцию, содержащую армирование из плетеного или намотанного волокна, для обеспечения более высокой прочности и способности подбирать механические свойства между радиальным и осевым направлениями для наилучшего удовлетворения потребностей в эксплуатационных характеристиках. Однако такие композиты с малоразмерными добавками обеспечивают другие преимущества, например, создают гораздо более гладкую поверхность по сравнению с армированием непрерывным волокном. Применение нескольких отдельных слоев композита позволяет эффективно использовать полезные свойства каждого типа слоя композита и позволяет создать структуру, которая объединяет лучшие свойства каждого из них.
[00165] В дополнение к включению двух или большего количества отдельных слоев композита, в данном изобретении также используется многослойная структура, в которой монолитный слой SiC размещен или на внешней части, или на внутренней части, или и там и там. Монолитный SiC обеспечивает повышенную стойкость к окислению по сравнению с композитами SiC–SiC, и при условии отсутствия трещин он может обеспечить герметичность, в то время как композитный слой обеспечивает повышенную прочность и ударную вязкость оболочки. Поскольку газообразный продукт деления должен удерживаться в течение всего срока службы топлива, важно, чтобы монолитный слой оставался неповрежденным в нормальных условиях эксплуатации. В некоторых вариантах реализации такой монолитный слой оптимально расположен снаружи оболочки, чтобы наилучшим образом противостоять ожидаемым механическим напряжениям во время работы реактора.
[00166] Температуропроводность
[00167] В композитах SiC–SiC структура волокна и связанная с ним пористость оказывают существенное влияние на механические и термические свойства из–за различий в компоновке волокна между плитами SiC–SiC (состоящими из слоев тканого материала), и измерения трубок (с намотанным или плетеным волокном) на плоских композитах нельзя напрямую сопоставить с трубками. Это соображение важно в тех случаях, когда подход к определению характеристик был оптимизирован или ограничен плоскими геометриями.
[00168] Теплопроводность образца может быть определена как функция удельной теплоемкости, плотности и температуропроводности образца. Измерение удельной теплоемкости и плотности может выполняться без учета геометрии образца. Измерение температуропроводности обычно проводят на плоском образце с помощью метода лазерной вспышки, когда импульсный лазер доставляет энергию на одну сторону образца, а на противоположной стороне образца регистрируется повышение температуры как функция времени. Температуропроводность является функцией толщины образца и профиля время–температура, в частности времени, необходимого для достижения температурой половины возможного максимального значения. Этот подход предполагает плоский образец и одномерную теплопередачу и, следовательно, не может быть непосредственно использован для измерения температуропроводности в изогнутых образцах, где теплопередача происходит в двух измерениях.
[00169] Можно сначала определить геометрический фактор как функцию кривизны образца, а затем использовать его как поправку к измеренному значению для получения фактического значения коэффициента температуропроводности материала. Более полное объяснение этой работы, включая вывод эффектов кривизны на основе двумерного уравнения теплопереноса и оценку влияния температуры на точность геометрического фактора, было опубликовано ранее.
[00170] Образцы, взятые из изготовленных композитных трубок SiC–SiC, были оценены с помощью указанного геометрического поправочного коэффициента. Один и тот же образец был измерен в направлении сквозной толщины, но в двух ориентациях: с вогнутой кривизной, обращенной вверх и вниз. Указанный поправочный коэффициент был затем применен к измерениям температуропроводности с вогнутой кривизной, обращенной вниз (именно эта ориентация использовалась при получении геометрического фактора). Результаты для типового изогнутого образца SiC–SiC изображены на фиг. 16. Не скорректированные по толщине измерения температуропроводности для двух ориентаций образца были очень похожи, и их значения различались только на 2–3%. Однако, применяя геометрическую коррекцию, можно видеть, что обе ориентации завышают температуропроводность материала приблизительно на 10%. Такая значительная разница указывает на необходимость применения соответствующей коррекции для геометрии изогнутых образцов. Измеренные здесь значения температуропроводности по всей толщине (7,9 мм2/с при комнатной температуре) и тенденция к снижению коэффициента температуропроводности при повышении температуры аналогичны другим сообщениям в литературе. Katoh с соавторами суммируют данные по плоским необлученным панелям композита SiC–SiC из нескольких источников, где значения температуропроводности по толщине при комнатной температуре находятся в диапазоне от 6,5 мм2/с до 8,5 мм2/с для композитов, армированных волокном Hi–Nicalon S–типа, и от 7,5 мм2/с до 13,2 мм2/с для композитов, армированных волокном Tyranno–SA3. Кроме того, Katoh с соавторами сообщают, что температуропроводность и теплопроводность варьируются в зависимости от направления измерения и, как правило, выше в направлении плоскости по сравнению с направлением сквозь толщину для композитов SiC–SiC, поскольку волокна могут проводить тепло, а распределение пористости неоднородно. Для приложений с оболочкой важны высокая температуропроводность и соответствующая высокая теплопроводность, обеспечивающие отвод тепла от топлива и снижение механических напряжений в оболочке, вызванных градиентами температуры.
[00171] Проницаемость
[00172] Проницаемость является критической рабочей характеристикой для оболочки на основе SiC, поскольку герметичное удержание газообразного продукта деления в течение всего срока службы топлива является сложной задачей из–за возникновения растрескивания матрицы при механических напряжениях, превышающих пропорциональный предел прочности и остаточную пористость в композитах SiC–SiC. Проницаемость монолитного карбида кремния чрезвычайно низкая, и для удержания образцов и предотвращения утечки гелия использовалось универсальное крепление, что облегчило измерение очень малых скоростей утечки через образец. Была проверена надежность работы узла крепления при повышенных температурах, что позволило проводить испытания при 300°C. Для гарантии получения точных результатов использовались откалиброванный эталон утечки и нулевой и контрольный образцы, что позволило различить проникновение через уплотнение (между образцом и креплением) и проникновение через сам образец. Кроме того, чрезмерная шероховатость поверхности трубки препятствовала получению герметичного уплотнения на поверхности образца, поэтому при подготовке образца необходимо было соблюдать осторожность.
[00173] Требования к скорости утечки были определены исходя из максимально допустимой скорости утечки для действующей оболочки для топлива в реакторе с водой под давлением (PWR), которая была принята равной 10–6 атм⋅см3/с при давлении гелия равного 1,7 МПа при комнатной температуре. Это значение будет изменяться для оболочек, которые используются в других типах реакторов и будут разработаны на основе данного изобретения, и результаты покажут, что данная конструкция будет способна удовлетворить значительно более строгие требования к скорости утечки, чем требования, приведенные в данном документе. Исходя из этого значения, требования к скорости утечки были экстраполированы для образцов меньшего размера, испытанных при различных температурах и давлениях. Кроме того, подходящий материал на основе SiC, используемый в оболочке для топлива, должен отвечать требованиям к скорости утечки через стенки трубки, и вся конструкция оболочки, включая материал, используемый для уплотнения концов, также должна соответствовать данным требованиям. Способ соединения на основе карбида кремния может быть использован для создания уплотнения между одним концом композитных трубок SiC–SiC и монолитной концевой пробкой SiC. Эти соединения включают высокочистый кубический SiC и достигают прочности на сдвиг ~80 МПа при комнатной температуре, удовлетворяя требованиям по выдерживанию ожидаемого давления на оболочку легководного реактора в конце срока службы, а также ожидаемым требованиям к оболочкам для других конструкций топливных стержней реактора. Используемые трубки представляли собой трубки SiC–SiC, покрытые наружным монолитным слоем SiC, и испытаниям подверглись как трубки на основе SiC с открытыми концами, так и трубки, у которых один конец был загерметизирован с помощью концевой пробки SiC и соединения SiC. Такой подход к измерению утечки гелия является универсальным и может быть адаптирован для различных геометрий компонентов SiC за пределами трубок за счет использования модифицированного метода крепления и уплотнения.
[00174] Первоначальные испытания показали, что как композитные трубки оболочки с внешним монолитным слоем, так и трубки с концевой пробкой, соединенной с помощью способа соединения на основе SiC, могут соответствовать требованиям проницаемости для приложений легководного реактора после поставки с завода. Измеренные скорости утечки гелия были ниже 10–12 атм·см3/с.
[00175] В ядерных реакторах конструкция оболочки в течение всего срока службы топлива будет подвергаться механическим напряжениям и нагрузкам, включая повышение внутреннего давления из–за накопления газообразного продукта деления, тепловые циклы и циклы механических напряжений во время интенсивного линейного изменения мощности или отключений для перезагрузки топлива. Оболочка должна сохранять герметичность во всех этих условиях, подвергаясь при этом еще и нейтронному облучению.
[00176] В проведенных испытаниях образцы подвергались внутреннему давлению и тепловым циклам, а проницаемость оценивалась как функция уровней механических напряжений. Внутреннее напряжение прикладывали к композитной трубке с открытым концом с наружным монолитным слоем (как описано в данном патентном документе) с помощью технологии расширяющейся пробки, начиная с уровня механического напряжения, при котором, как считается, появляются микротрещины. Образец нагружали с шагом приращения 3,8 МПа внутреннего давления, затем нагрузка снималась, и измерялась проницаемость; этот процесс повторялся до потери герметичности. Результаты для указанной постепенно возрастающей нагрузки изображены на фиг. 16, и после повышения внутреннего давления до 56,2 МПа утечка обнаружена не была. После следующего приложения напряжения при внутреннем давлении 60 МПа микротрещина в образце привела к частичной потере непроницаемости. После дополнительных 3,8 МПа давления растрескивание стало достаточно сильным для того, чтобы скорость утечки вышла за пределы измерения течеискателя. Указанное внутреннее давление значительно превысило давление в конце срока службы стандартного топливного стержня легководного реактора, обычно находящегося в диапазоне 15–20 МПа. Используя уравнение Ламе с приближением однородного материала, было установлено, что нижняя граница напряжений в радиальном направлении в стенке образца, при которой теряется герметичность, находится в интервале от 100 МПа до 120 МПа. Однако при таком подходе с приближением однородного материала недооцениваются механические напряжения в монолитном слое, поскольку при этом не учитывается тот факт, что модуль упругости монолитного слоя часто приблизительно вдвое больше, чем у композитного слоя. Фактические напряжения в монолитном слое будут выше, чем получается при допущении однородного материала, хотя для более точного расчета напряжений необходим более детальный расчет на основе метода конечных разностей.
[00177] На фиг. 17 графически изображены требование к номинальной скорости утечки и типовая скорость утечки, измеренная для трубки, состоящей только из одного композитного слоя (без внешнего монолитного слоя SiC). Представленные графики демонстрируют проблему достижения необходимой герметичности для структуры, состоящей только из композита, и отчетливо показывают существенное улучшение, которое достигается путем соединения монолитного слоя с несколькими внутренними композитными слоями для улучшения непроницаемости структуры.
[00178] К узлу соединения трубки и концевой пробки была приложена дополнительная нагрузка, и после выполнения измерения исходного уровня проницаемости образец подвергся десяти термоциклам, температура в которых изменялась от комнатной температуры до 1000°C. В этом месте было проведено испытание на проницаемость, а затем перед окончательным испытанием на герметичность была приложена дополнительная нагрузка, составлявшая 16,8 МПа внутреннего давления. Указанные испытания на проницаемость проводились при 300°C, и для этой комбинации температуры испытания, приложенного давления гелия и размера образца скорость утечки, экстраполированная из требования к полному топливному стержню легководного реактора, составила 3,0×10–8 атм·см3/с.
[00179] После термического цикла не наблюдалось никакого видимого изменения скорости утечки в стационарном состоянии, и только небольшое увеличение скорости утечки было обнаружено после последующего внутреннего повышения давления. Эти результаты изображены на фиг. 18, и после того, как были использованы все схемы нагрузки, окончательная скорость утечки, составившая 4,05×10–9 атм·см3/с, была на целый порядок ниже рассчитанного требования к скорости утечки. Данные результаты показывают, что трубки оболочек на основе SiC, состоящие из внутреннего композитного слоя SiC–SiC, покрытого наружным покрытием SiC и герметизированные концевой пробкой из SiC и соединением на основе SiC, могут демонстрировать устойчивое поведение и выдерживать различные условия нагрузки с сохранением герметичности. Эти результаты также показывают, что конструкция, описанная в данном изобретении, способна удовлетворить требования к скорости утечки, превышающие требования к конструкциям легководных реакторов.
[00180] Контроль размеров
[00181] Чтобы продемонстрировать, что трубки оболочек могут удовлетворять требованиям к размерам, необходимо использовать точные средства измерения однородности, шероховатости, округлости, прямолинейности/цилиндричности и других характеристик геометрической формы. В настоящее время существует ряд инструментов, таких как микроскопы, координатно–измерительные машины, микрометры, измерители высоты и профилометры с измерительным наконечником, которые в состоянии измерять указанные геометрические характеристики с необходимой точностью. Для создания трехмерной реконструкции детали с высоким разрешением можно использовать рентгеновскую компьютерную томографию, и с помощью одного снимка РКТ можно выполнить целый ряд измерений геометрических размеров. Указанные инструменты были использованы для демонстрации того, что структуры оболочки из карбида кремния в соответствии с данным изобретением могут быть изготовлены с соблюдением требований по прямолинейности, шероховатости и однородности.
[00182] В этих исследованиях с помощью рентгеновской томографии были отсканированы части нескольких образцов трубки SiC–SiC, и выполнена реконструкция изображений этих частей для анализа. Для измерения шероховатости меньшие области сканировались с более высоким разрешением, и значения шероховатости были получены непосредственно из этих объемов без дальнейшей обработки. Для измерений большего масштаба (прямолинейность, цилиндричность) на большей длине трубки (~0,9 м) отдельные объемы РКТ необходимо было выровнять, сшить и объединить в один больший объем, включающий всю трубку.
[00183] Измерения шероховатости поверхности были получены из изображений, созданных с помощью профилометра с измерительным наконечником. Были исследованы два образца трубки: одна изготовленная композитная трубка SiC–SiC с плетеной структурой из армирующего волокна, и вторая трубка, которая была подвергнута дополнительной обработке для внедрения композитного слоя SiC–SiC, содержащего небольшие добавки, что обеспечило пониженную шероховатость поверхности.
[00184] Изготовленная трубка демонстрирует значительную текстуру поверхности, возникающую как результат основной структуры жгута волокон, как видно на репрезентативной фотографии структуры исходного волокна перед внедрением на фиг. 19А. Для каждого варианта было получено несколько снимков, с помощью которых можно было определить среднюю шероховатость для всей трубки. Типовые, качественно подобные профили поверхности, измеренные профилометром с измерительным наконечником, изображены на фиг. 19В.
[00185] Значения шероховатости, полученные из измерений профилометра, приведены в таблице 2. Высота отдельных жгутов армирующего волокна SiC лежит в пределах от ~200 мкм до 300 мкм, а компоновка волокон и области, в которых перекрываются жгуты, увеличивают шероховатость поверхности в изготовленной трубке. Поэтому ожидаемым результатом стало то, что значение шероховатости, измеренное по отношению максимумов и минимумов, было очень похоже на толщину отдельных жгутов волокна. Это указывает на то, что компоновка волокон, оптимизированная для повышения прочности или других эксплуатационных характеристик, может не быть идеальной для обеспечения низкой шероховатости поверхности, необходимой для оболочки.
Таблица 2. Значения шероховатости для внешней поверхности изготовленной трубки SiC–SiC, полученные из осевого профиля длиной 7 мм
|
[00186] Ожидается, что большая шероховатость отношения максимум/минимум (а также средние и среднеквадратичные значения шероховатости) в изготовленной трубке не будет достаточной для применения в оболочке для ядерного топлива. Чрезмерная шероховатость внутренней поверхности оболочки приведет к изменениям зазора между топливом и оболочкой и может привести к неравномерным температурным градиентам, что стане причиной появления дополнительных механических напряжений в оболочке. Кроме того, хотя высокая шероховатость поверхности на внешней поверхности оболочки может обеспечить некоторые преимущества для передачи тепла из–за турбулентного перемешивания, такая шероховатость будет увеличивать перепад давления в охладителе вдоль сердечника. Использование двух или большего количества отдельных композитных слоев может решить эту проблему путем комбинирования композитных слоев, оптимизированных для гладкой поверхности, и композитных слоев, оптимизированных для прочности.
[00187] Поэтому желательно получить характеристики трубок оболочек с контролируемой шероховатостью как на внутренней, так и на внешней поверхностях. Для достижения контролируемой шероховатости поверхности можно использовать несколько способов, таких как полирование или шлифование, или использование композитных слоев, которые могут обеспечить улучшенную гладкость поверхности по сравнению с композитами, армированными непрерывным волокном, как изображено на фиг.19А. Была исследована трубка, которая имеет тонкие композитные слои, содержащие небольшие усиливающие добавки внутри и снаружи плетеного композитного слоя SiC–SiC, как изображено на фиг. 19B и фиг. 19C.
[00188] Как и в случае трубки SiC–SiC с армированным плетеным непрерывным волокном, значения шероховатости были получены с помощью профилометра с измерительным наконечником.
[00189] Средняя, среднеквадратичная шероховатости и шероховатость отношения максимум/минимум приведены в таблице 3 и отображают значительное (~5–10x) снижение шероховатости для этой трубки с небольшим добавочным композитным слоем по сравнению с трубкой SiC–SiC из плетеного волокна. Репрезентативные снимки профиля поверхности для этой небольшой добавочной композитной поверхности и плетеной волокнистой композитной поверхности изображены на фиг. 19D. Хотя характеристики шероховатости для оболочки для топлива на основе SiC еще не определены, эти значения близки к текущим характеристикам для трубок циркалоевой оболочки, и их дальнейшее улучшение может быть достигнуто за счет дополнительного усовершенствования способов обработки. Значения шероховатости внутренней и внешней поверхностей являются сопоставимыми. Среднеквадратичные отклонения были получены из значений шероховатости при сканировании на длине 2 мм, взятых для шести различных областей образца трубки. Это свидетельствует о значительном преимуществе, которое может быть достигнуто путем объединения двух отдельных композитных слоев в структуре оболочки, поскольку может быть изготовлена трубка оболочки, которая будет сочетать необходимую механическую прочность композита, содержащего армированное плетеное или намотанное непрерывное волокно, с более гладкой подготовленной поверхностью, которую можно получить из композитного слоя, содержащего малоразмерные армирующие добавки. Такая уменьшенная шероховатость поверхности может снизить стоимость и время, связанные с последующей обработкой и полировкой для удовлетворения технических требований к шероховатости поверхности.
Таблица 3. Значения шероховатости для сглаженной трубки SiC–SiC, полученные с помощью профилометра с измерительным наконечником, взятые для осевых профилей длиной 2 мм
|
[00190] Прямолинейность и цилиндричность формы очень важны в применениях для топливных оболочек, поскольку отклонения от прямолинейности могут привести к появлению неодинаковых расстояний между трубками в плотно упакованной топливной сборке, что приведет к изменениям в теплообмене, повышению механических напряжений и вероятному появлению искривлений.
[00191] Для трубчатых структур с помощью измерений прямолинейности оценивалось максимальное отклонение поверхности трубки от прямой базовой линии, совмещенной с осевой продольной линией трубки. Хотя необходимыми характеристиками трубки оболочки могут быть только прямолинейность и круглость (или овальность), измерения цилиндричности объединяют оценку как прямолинейности трубки, так и ее круглости в одно измерение, поскольку отклонения от прямолинейности и круглости влияют на суммарное значение цилиндричности. Измерения цилиндричности можно легко получить путем анализа реконструированных объемов РКТ, что дает единственное значение для оценки геометрической формы трубки.
[00192] Цилиндричность измеряли путем подгонки цилиндров к наружной поверхности измеряемой трубки, что было выполнено для каждого из четырех объемов РКТ длиной ~25 см, а также для сшитой полной длины трубки. В процессе подгонки вручную выбиралось большое количество случайно выбранных точек на поверхности для подгонки (на внутренней или внешней поверхности трубки; для следующих результатов использовалась внешняя поверхность). 5000 равномерно распределенных точек были автоматически подобраны для поверхности трубки, чтобы охватить выбранные вручную точки и с помощью метода наименьших квадратов подогнать идеальный цилиндр к указанным автоматически выбранным точкам. Эти точки были использованы для нахождения диаметра цилиндра, а также была определена цилиндричность путем нахождения максимальных вписанных и минимальных описанных окружностей исходя из степени прилегания к цилиндру. Размер сканирования, выбранный для этих измерений, дал разрешение 127 мкм для измерений цилиндричности, и это значение было оптимальным для требований к уравновешиванию разрешения сканирования и количества снимков, необходимых для охвата всей длины трубки.
[00193] Результаты по цилиндричности были получены сначала для более коротких отрезков объема (каждый длиной приблизительно 25 см). Цилиндричность для этих объемов составляла в среднем 399 мкм (среднеквадратичное отклонение 49 мкм) со средним внешним радиусом 4,56 мм (среднеквадратичное отклонение 0,019 мм). Затем был проанализирован сшитый и объединенный объем, представляющий всю трубку длиной 0,9 м, и процесс подгонки (инициированный выбранными пользователем точками поверхности) был повторен восемь раз. Средний внешний радиус трубки для всей длины 4,57 мм был практически идентичен среднему радиусу для отдельных сечений (4,56 мм), и по существу не было отклонений для каждой из восьми проанализированных отдельных подгонок (среднеквадратичное отклонение радиуса для указанных восьми подгонок составило 0,001 мм). Средняя цилиндричность для подгонки объединенного объема составляла 774 мкм со среднеквадратичным отклонением 30 мкм между подгонками. Это указало на то, что, хотя в процессе подгонки есть ручной фактор (выбор точек поверхности пользователем, который служит основой для подгонки), потенциальная ошибка, вносимая этим выбором, мала (среднеквадратичное отклонение составляет всего ~4% среднего значения цилиндричности).
[00194] Для трубок SiC–SiC, проанализированных в данной работе, даже несмотря на то, что шероховатость поверхности изготовленных трубок внесла свой вклад в значительное отклонение от круглости, суммарная цилиндричность все еще имела существенный компонент вследствие отклонений от прямолинейности. Полагая, что отклонение от прямолинейности является основным вкладом в среднее значение цилиндричности 774 мкм для трубки длиной 0,9 м, это будет соответствовать отклонению от прямолинейности ~3,1 мм для полного топливного стержня длиной ~4 м, что отвечает требованиям для оболочки для топлива легководного реактора. Тем не менее допуск на прямолинейность для оболочек для ядерного топлива является большим по сравнению с требованиями к круглости.
[00195] Координатно–измерительная машина (CMM) и вертикальный измеритель высоты также использовались для оценки цилиндричности указанных труб для сравнения со значениями, полученными из РКТ. Этот подход к измерению обеспечивает улучшенное разрешение по сравнению со сканированием РКТ (12,7 мкм в направлениях X, Y и Z) и может измерять все 0,9 м длины трубки за один раз. Однако подход CMM ограничен тем, что измерения местоположения проводятся индивидуально, и, как следствие, нецелесообразно отбирать тысячи точек поверхности, которые может предоставить РКТ. Такое ограничение CMM может внести некоторую ошибку выборки и, возможно, привести к недостаточной репрезентативности цилиндричности. В измерениях CMM на каждой из 25 разных окружностей трубки, равномерно распределенных вдоль ее оси, было взято по пять точек, охватывающих 180°. Значение цилиндричности, полученное из этого измерения, составило 472 мкм. Указанное значение цилиндричности, полученное с помощью CMM, аналогично значениям цилиндричности, полученным из отдельных (длиной 25 см) объемов РКТ (399 мкм), но меньше, чем значение цилиндричности в объединенных объемах РКТ (774 мкм). Сводка значений цилиндричности, полученных в этой работе для разных длин сканирования и методов измерения, приведена в таблице 4.
Таблица 4. Средние значения цилиндричности или прямолинейности, полученные для разных длин сканирования и методов измерения
|
[00196] Цилиндричность для трубки оболочки будет зависеть от прямолинейности, полученной для композита основы, и будет задаваться в начале обработки (при отсутствии каких–либо этапов механического шлифования или полирования в конце изготовления). Таким образом, приведенное выше значение цилиндричности дает хорошую аппроксимацию прямолинейности, которая может быть получена в настоящее время для этих структур.
[00197] Еще один метод был использован для быстрой оценки прямолинейности трубки. Вертикальный измеритель высоты использовался для нахождения самой высокой точки по длине трубки, когда концы трубки опирались на плоскую гранитную поверхность. Хотя вертикальный измеритель высоты обеспечивал быстрое измерение, фактическая точность этого подхода основывалась на визуальной оценке для гарантии того, что измерялась самая высокая точка на трубке. Таким образом, хотя разрешение вертикального измерителя высоты составило 10 мкм, точность этого метода измерения была подвержена большей ошибке пользователя, чем методы измерения цилиндричности РКТ и CMM. Кроме того, поскольку этим методом измеряют только самую высокую точку на трубке, он обеспечивает измерение прямолинейности, а не цилиндричности (цилиндричность будет включать в себя оценку как прямолинейности, так и круглости, а при выборе только самой высокой точки вертикальный измеритель высоты не измеряет вклад круглости в цилиндричность). Однако указанные измерения высоты были использованы для оценки распределения прямолинейности по ряду трубок, изготовленных с помощью номинально одного и того же метода изготовления. Все трубки были длиной ~0,9 м, на девяти трубках средняя прямолинейность составила 863 мкм и среднеквадратичное отклонение для всех образцов составляло 453 мкм. Этот набор измерений изображен на фиг. 20. Текущее требование к прямолинейности оболочки составляет 0,25 мм на 300 мм длины (что соответствует 0,833 мм/м), и трубка, измеренная с помощью методов РКТ и CMM, и приблизительно половина трубок, измеренных с помощью датчика высоты, соответствуют указанному требованию (три трубки, измеренные с помощью измерителя высоты, превосходят требование, и две находятся в пределах 3%). Ожидается, что с усовершенствованием процесса изготовления повторяемость улучшится и приведет к более высокому проценту выхода трубок, соответствующих указанному требованию, и это указывает на то, что конструкция оболочки, описанная в данном изобретении, может соответствовать требованиям к прямолинейности оболочки.
[00198] В дополнение к соблюдению допусков по размерам при изготовлении длинных трубок SiC–SiC для оболочек топливных элементов, важно также, чтобы характеристики материала были одинаковыми по всей длине трубки и соответствовали требованиям к механическим и термическим свойствам и проницаемости. Волокнистые структуры и ориентации могут сохраняться с хорошим постоянством для длинных трубок; однако просачивание этих волокон может изменяться как функция длины во время процесса химической инфильтрации из паровой фазы. Полнота инфильтрации зависит от температуры, давления и локальных концентраций вещества–предшественника во время инфильтрации, и все эти параметры, а также концентрации побочных продуктов могут варьироваться по всей инфильтрационной камере как в пространстве, так и во времени. Во время процесса инфильтрации градиент осаждения проходит от внешней поверхности композита к центру, и это приводит к постепенному образованию плотного слоя SiC на внешней поверхности композита. Равномерность инфильтрации можно оценить путем измерения свойств или пористости как функции положения вдоль длины трубки или, в качестве грубого приближения, в качестве меры однородности можно использовать толщину внешнего слоя SiC. Это приближение предполагает, что если осаждение SiC на внешней композитной поверхности будет равномерным, то внутренняя инфильтрация, вероятно, будет аналогичной. Хотя это и не так точно, как прямое сравнение механических и тепловых характеристик в разных точках по длине трубки или измерения плотности, изменение толщины покрытия SiC как функции длины может обеспечить важную обратную связь по однородности процесса инфильтрации.
[00199] Измерения однородности по длине репрезентативной трубки были выполнены двумя способами. В соответствии с первым способом, снимки РКТ были получены с интервалами приблизительно 10 см по длине, начиная с одного конца трубки и продолжая до ее центра. В каждом интервале был проанализирован репрезентативный объем трубки, и были измерены суммарный объем материала и суммарный внутренний объем пор. Из–за разрешающей способности используемого сканирования РКТ чрезвычайно маленькие поры могли не быть разрешены, и, как следствие, полученные значения могут отражать небольшую недооценку фактической суммарной пористости образца. Однако значительного отклонения вследствие этой недооценки как функции положения не ожидается, и снимки РКТ должны показать хорошую однородность. Из этих измерений была подсчитана доля пористости и представлена как функция положения по длине трубки на фиг. 21. Второй способ использовал приближение толщины верхнего слоя, и с его помощью были выполнены измерения верхнего слоя и изменений толщины (отнесенные к средней толщине), результаты которых также изображены на фиг. 21. Эти данные отображают только половину расстояния по длине трубки (от одного конца до центра), однако ожидается, что при периодическом вращении трубки во время изготовления любое изменение толщины будет симметричным относительно двух концов трубки. Первоначальные результаты показали, что пористость составляет от 5% до 8% по длине трубки, а изменение толщины покрытия составляет 5% или меньше. Кроме того, не наблюдается четкой тенденции изменения пористости или толщины верхнего слоя в зависимости от положения. Полная оценка плотности, механических и тепловых свойств по длине трубки позволит получить более полный набор данных, однако эти результаты показывают, что для данной конструкции оболочки может быть достигнута хорошая равномерная осевая однородность трубки.
[00200] Альтернативные структуры и результаты экспериментов
[00201] Внутренний монолитный слой SiC
[00202] Для демонстрации отличий в конструкциях и преимуществ данного изобретения были изготовлены альтернативные структуры, содержащие внутренний монолитный слой SiC, а также структуры, полностью состоящие из композита SiC–SiC. В этих трубках, содержащих внутренний монолитный слой, использовалась тонкостенная (толщина стенки ~450 мкм) экструдированная и спеченная трубка SiC Hexoloy (St. Gobain Ceramic Materials). По сравнению с химическим осаждением SiC из паровой фазы, Hexoloy имеет похожие свойства необлученного материала, но содержит спекающие добавки и имеет немного меньшие плотность и чистоту. Вокруг этого внутреннего монолита в качестве второго слоя формировалось армирующее волокно. Структуры трубок (трубки, состоящие только из композита SiC–SiC и структуры с внутренним композитным слоем) были сформированы путем размещения волокна вокруг оправки для задания внутреннего диаметра трубки. Например, на фиг. 14C изображено поперечное сечение структуры трубки с внутренним монолитным слоем SiC
[00203] Испытательная модель для определения механических характеристик трубчатых структур SiC–SiC
[00204] С целью сравнения были выполнены расчеты ожидаемого отношения радиальной прочности к осевой прочности на основе упрощенной компоновки волокна. При допущении, что предельная прочность определяется прочностью волокон (при максимальной прочности, возникающей после того, как значительное растрескивание матрицы уменьшило несущую способность матрицы), уравнения прочности сосуда высокого давления, изготовленного намоткой нити, могут дать приблизительную оценку прочности для данного выравнивания волокон. Такой упрощенный подход не учитывает детали компоновки волокон, такие как плетение, кривизна жгута волокна и связанные с этим эффекты отбортовки, но может обеспечить приблизительную аппроксимацию относительных значений прочности в радиальном и осевом направлениях для различных структур армирующих волокон. Для обеих исследованных компоновок волокон измеренная прочность в радиальном направлении была выше относительно прочности в осевом направлении, чем можно было бы предположить исходя из предварительных оценок, основанных на этом простом приближении. В образцах, смещенных по оси, эта простая оценка предсказывала на 50% более высокую прочность в осевом направлении, чем в радиальном направлении, но измеренная прочность в осевом направлении была только на ~13% выше, чем прочность в радиальном направлении. Эта разница была также заметна в образцах, смещенных в радиальном направлении, где предсказывалась на 30% более высокая прочность в радиальном направлении, но измеренная прочность в радиальном направлении была более чем на 300% выше, чем прочность в осевом направлении. Это противоречит отчетам в литературе по плетеной трубке с углом ±45°, где наблюдались почти идентичные характеристики в радиальном и осевом направлениях, как и следовало ожидать при сбалансированной компоновке оплетки (соотношение 1:1 для осевого/радиального направления волокон армирования).
[00205] Расхождение между предсказаниями модели и измерениями указывает на то, что, кроме компоновки армирования, на механические свойства влияют и другие параметры. Прошлый опыт изготовления показал, что некоторые волокнистые заготовки легче пропитываются почти до полной теоретической плотности или имеют более благоприятное распределение пор, что приводит к улучшению механических свойств. Поскольку точно известно, что пористость оказывает прямое влияние на модуль упругости в керамике и керамических композитах, ее распределение в структуре волокон, вероятно, является наиболее вероятной причиной расхождения.
[00206] Различия между оцененными значениями прочности в радиальном и осевом направлениях и измеренными значениями также могут быть связаны с различиями между методами испытаний и геометрией образцов для испытаний. В испытаниях в осевом направлении нагружается относительно большой объем материала в пределах длины базы измерения, в то время как при испытаниях с С–образным кольцом только небольшой объем материала подвергается наиболее жестким условиям нагрузки. Для керамической матрицы с распределением дефектов и пустот больший объем будет иметь большую вероятность содержать большую пустоту, которая может инициировать растрескивание при более низких уровнях механических напряжений. Тем не менее, сходство результатов для радиальной прочности в испытаниях с С–образным кольцом и расширяющейся пробкой (где нагружается намного больший объем образца) уже было продемонстрировано, что позволяет предположить, что различия в объемах напряженного материала могут не полностью объяснять разницу между прочностью в осевом и радиальном направлениях. В дополнение к распределению пор по размерам, геометрия пор также может демонстрировать зависимость от направления. Форма и выравнивание пустот зависит от компоновки волокна, и это также может вносить вклад в наблюдаемые колебания прочности в радиальном и осевом направлениях. Другим способствующим фактором может быть потенциальная возможность возникновения более сложных напряженных состояний во время захвата и нагружения и способствования инициированию разрушения образца. Для испытаний на растяжение в осевом направлении небольшие отклонения могут привести к появлению изгибающих моментов во время нагружения, тогда как точки контакта на образцах с С–образным кольцом находятся далеко от точки разрушения. Тем не менее измеренный изгиб в испытании на осевое растяжение обычно был ниже 5%. Для устранения расхождений между предсказаниями на основе модели и измерениями необходимо более детальное изучение влияния как параметров изготовления, так и механических параметров испытаний на измеренные свойства композита SiC–SiC. Тем не менее модельные расчеты дают относительный ориентир для оценки компоновок.
[00207] Для исследования влияния указанной многослойной структуры на механические характеристики были проведены испытания многослойных трубок с внутренним или внешним монолитным слоем. Во время проведения механических испытаний такая многослойная структура оставалась неповрежденной, и расслоение между слоями не наблюдалось. Дополнительные трубки, состоящие исключительно из композита SiC–SiC с той же компоновкой волокна, но без монолитного слоя SiC, были обработаны в идентичных условиях и испытаны с целью сравнения. Полностью монолитные трубки в этой работе испытаниям не подвергались, но в качестве эталона SiC, химически осажденный из паровой фазы, имеет модуль упругости ~460 ГПа и прочность в пределах от 200 МПа до 500 МПа, а спеченный Hexoloy SiC имеет описанную в литературе прочность на изгиб 280 МПа и модуль упругости 420 МПа при комнатной температуре. Результаты прочности в радиальном направлении для многослойных и цельнокомпозитных трубок представлены в таблице 2. Для результатов испытаний с С–кольцом был проведен анализ с использованием распределения Вейбулла, а модули Вейбулла также представлены в Таблице 5. Для этих испытаний десять образцов были испытаны на внутреннюю монолитную структуру и соответствующую цельнокомпозитную структуру, а также на внешнюю монолитную структуру. Значения модуля Вейбулла для этих образцов изменялись в пределах от 4,6 до 7,9. Было испытано только пять образцов из цельнокомпозитной структуры, соответствующей внешней монолитной структуре, и можно предположить, что такой небольшой набор образцов является причиной того, что этот образец имел более высокий модуль Вейбулла, равный 12,1. Указанные значения подобны значениям, приведенным в литературе для композитов SiC–SiC (в диапазоне от 3,7 и 11,0). Для внутреннего монолита и соответствующих цельнокомпозитных образцов использовалась компоновка с армирующим волокном, аналогичная компоновке с осевым смещением, изображенной в таблице 1. Внешний монолит и соответствующие им цельнокомпозитные трубки были больше, чем типовые диаметры оболочки легководного реактора (внутренний диаметр ~19 мм); однако процесс изготовления этих трубок был по существу идентичным процессу изготовления трубок меньших размеров, структура волокна была репрезентативной, и можно было бы ожидать аналогичные результаты для трубки размера легководного реактора. В некоторых вариантах реализации архитектура волокна для внешнего монолита и соответствующих цельнокомпозитных структур была смещена в радиальном направлении. Из–за различий в компоновке армирующих волокон нельзя сравнивать значения прочности всей внутренней и внешней монолитных конструкций; в данной работе эти значения прочности следует сравнивать только с соответствующими им образцами цельнокомпозитных труб.
Таблица 5. Механические характеристики для радиального направления двух разных многослойных компоновок и соответствующих только композитных трубок (среднеквадратичное отклонение указано в скобках)
|
[00208] В случае многослойных материалов данные для C–образного кольца и данные для расширяющейся пробки предоставлены вследствие неоднородности трубки, которая может вызвать отклонения большей величины от предела прочности на растяжение в радиальном направлении в испытаниях с C–образным кольцом. Для испытания с расширяющейся пробкой рассчитываются и регистрируются напряжения как на наружном, так и на внутреннем диаметрах, но этот конкретный расчет предполагает однородный материал (а не многослойный). Различия в модуле упругости и коэффициенте Пуассона для композита и монолита приводят к разным профилям напряжений между слоями, и поэтому указанные значения следует рассматривать только как приблизительные. В частности, при сравнении с приближением однородного материала фактические напряжения в монолитном слое будут выше, чем в композитном слое, из–за более высокого модуля упругости монолита. Для получения более точного расчета распределения напряжений через указанные многослойные структуры оболочки необходим более детальный анализ на основе метода конечных разностей.
[00209] Для случая внутреннего монолита предел прочности на растяжение, измеренный в испытании с С–образным кольцом, немного ниже, чем предел прочности на растяжение у соответствующего только композита. Пропорциональное предельное напряжение 140 МПа на внутреннем диаметре соответствует растрескиванию внутреннего монолитного слоя. Зависимость напряжения от смещения в испытаниях с С–образным кольцом для этих образцов можно увидеть на фиг. 22А. Испытание с С–образным кольцом приводит к растягиванию наружного диаметра и сжатию внутреннего диаметра композита, и поэтому ожидается и экспериментально наблюдается, что характеристика напряжение–смещение для внутреннего монолитного образца очень похожа на характеристику только композита, поскольку в обоих случаях растягивающее напряжение в основном прикладывается к композитному слою. Хотя общая форма и предел прочности на растяжение очень похожи, в целом для всех составных образцов наблюдается более высокое смещение при пределе прочности на растяжение. Это говорит о том, что добавление монолита вызывает некоторую потерю ударной вязкости в образцах из–за уменьшения доли волокна, что указывает на то, что эта компоновка внутреннего монолита не является идеальным расположением для монолитного слоя.
[00210] Для внешней монолитной структуры предел прочности на растяжение находится ближе к соответствующему только композитному образцу, что позволяет предположить, что нанесение внешнего монолита мало влияет на сам композитный слой, и когда монолитный слой нарушен, он ведет себя аналогично только композитному образцу. Это наблюдение подтверждается испытаниями с С–образным кольцом, изображенными на фиг. 22B. Для образца внешнего монолита начальный линейно–упругий участок наблюдается тогда, когда слой монолита нагружен до разрушения. Как только слой монолита разрушился, нагрузка перераспределяется на композит, и характеристика напряжение–смещение становится очень похожей на характеристику, которая наблюдается для только композитного образца. Для образцов внешнего монолита и внутреннего монолита существует значительная дополнительная способность выдерживать нагрузку после достижения пропорционального предельного напряжения, и наблюдается характеристика композита.
[00211] Деформация измерялась с помощью тензометров на наружной поверхности композита, и графики зависимости напряжения от деформации для испытания с расширяющейся пробкой, выполненного на многослойных трубках, можно увидеть на фиг. 23А и фиг. 23B. Особый интерес на этих графиках представляет форма графика зависимости деформации от напряжения при пропорциональном предельном напряжении и сразу после него. Пропорциональное предельное напряжение может быть определено как на внешней, так и на внутренней поверхностях трубки (они перечислены в таблице 5), и, несмотря на несовпадение значений пропорционального предельного напряжения из–за различия расположений монолита (внутреннее и внешнее), которое можно увидеть на графиках, в обоих случаях монолит разрушается примерно при 130–140 МПа. Когда монолит выходит из строя, происходит быстрое перераспределение напряжения в системе из–за значительного снижения способности монолита выдерживать напряжение/деформацию. Этот эффект особенно заметен в случае внутренней монолитной структуры, где наблюдается большой скачок деформации на наружной поверхности композита после появления трещины во внутреннем монолите. Поскольку напряжение на этой внутренней поверхности самое высокое, это означает, что должно произойти большее перераспределение. Эти данные подчеркивают преимущество использования монолита снаружи для простого случая внутреннего повышения давления в трубке.
[00212] Для оболочки для топлива, выдерживающей аварии, на основе SiC в рабочих условиях фактическое распределение напряжений было бы намного сложнее из–за градиентов температуры и вызванного облучением распухания. Как следствие, на основе только этих данных нельзя сделать окончательные выводы, и необходима более полная оценка таких сложных условий. Для применения оболочки для топлива должен быть выполнен тщательный анализ напряжений с учетом повышения давления, градиента температуры и эффектов распухания, вызванных облучением. Были проанализированы результаты полученных напряжений для различных потенциальных конструкций оболочек для топлива, выдерживающих аварии, на основе SiC, и результаты анализа были опубликованы в других источниках. Тем не менее используемые здесь методы испытаний с C–образными кольцами и расширяющимися пробками могут по–прежнему предоставлять ценную базовую информацию о прочности, которая поможет оценить цельнокомпозитные структуры и более сложные многослойные конструкции оболочки.
[00213] Температуропроводность
[00214] На материалах–заменителях с помощью метода лазерной вспышки (путем оценки времени, необходимого для достижения половины максимального значения температуры) была проведена серия измерений для определения влияния кривизны образца на измерения температуропроводности. Результаты экспериментов для образцов–заменителей, изготовленных из свинцового листа толщиной 1,25 мм и изогнутых с разными радиусами, изображены на фиг. 24, и на основе этих результатов был эмпирически определен геометрический фактор.
[00215] Контроль размеров
[00216] Распознаваемые элементы в смежных объемах сканирования, которые можно определенным образом ориентировать и объединять, могут использоваться в процессе выравнивания. Использование соответствующих элементов выравнивания может быть особенно важным, когда объединяемые объемы имеют сходные повторяющиеся элементы, которые нельзя легко отличить. Для помощи в выравнивании в данной работе небольшие дополнительные части трубок SiC–SiC были прикреплены к сторонам более длинной трубки, сканируемой с тремя интервалами по длине. Точная природа таких дополнительных вспомогательных средств выравнивания не является критической, если они имеют размеры, которые позволяют легко задавать их ориентацию между сканированиями, быть полностью включенными в соседние сканирования и иметь плотность, аналогичную плотности сканируемых трубок SiC–SiC, чтобы не было проблем с контрастом в РКТ.
[00217] Расположение одного из таких средств выравнивания относительно трубки SiC–SiC изображено на фиг. 25А вместе с четырьмя отдельными отсканированными объемами, изображенными на фиг. 25B, и полностью сшитой и реконструированной трубкой SiC–SiC длиной 0,9 м, изображенной на фиг. 25C.
[00218] Хотя использование рентгеновской компьютерной томографии позволяет быстро измерять шероховатость на большой площади поверхности образца (посредством многократного сканирования профиля) и оценивать шероховатость в произвольных направлениях (не ограничиваясь осевым направлением), эти результаты демонстрируют ограничения метода РТК из–за разрешающей способности сканирования. Для образцов с большей шероховатостью поверхности (изготовленные трубки) результаты шероховатости, измеренные с помощью РКТ, хорошо согласуются с эталонным измерением (значением измерения профилометра с измерительным наконечником). Значения шероховатости, измеренные с помощью РКТ, приблизительно вдвое меньше значений, измеренных профилометром с измерительным наконечником. Для таких более гладких образцов разрешение сканирования, использованное в РКТ в этой работе, было недостаточным для обеспечения такой же детализации шероховатости, как у профилометра, что привело к недооценке фактической шероховатости образца. Для указанных более гладких трубок SiC–SiC (Ra≈5 мкм) необходимо использовать сканирование РКТ с более высоким увеличением с разрешением ~1 мкм или лучше. Рентгеновская томография композитов SiC–SiC описана в литературе с разрешением менее 1 мкм. С таким улучшенным разрешением и корректировкой параметров сканирования РКТ и восстановлением объема данный метод может быть использован для быстрой оценки трубок оболочек ядерных топливных элементов на основе SiC.
[00219] Круглость измерялась путем подгонки окружностей к внутреннему или наружному диаметру трубки в объеме сканирования РКТ. В каждой подгонке окружности использовалось 5000 равномерно распределенных точек, а для определения диаметра окружности использовался метод наименьших квадратов. Затем определялась круглость с помощью максимальных вписанных и минимальных описанных окружностей исходя из положений 5000 точек, подогнанных к окружности (фиг. 26A). Такой подход использовался для измерения круглости (и соответствующих значений радиусов трубки) в 11 точках, равномерно расположенных на оси сшитой 3D–реконструкции РКТ всей трубки длиной 0,9 м. Средний внешний радиус, основанный на этих 11 измерениях, составил 4,56 мм (среднеквадратичное отклонение 0,02 мм), а круглость составила 242 мкм (среднеквадратичное отклонение 22 мкм). Значения круглости и радиуса трубки вдоль длины трубки приведены на фиг. 26B.
[00220] Значения круглости отображают значительное отклонение от круглости и превышают техническое требование к круглости ±25 мкм; однако это является следствием большой шероховатости поверхности изготовленных трубок, которые не подвергались дополнительным этапам обработки для уменьшения шероховатости. Поскольку измерение круглости является функцией самых высоких и самых низких точек на цилиндрическом поперечном сечении, неравномерность, вызванная базовой структурой волоконного жгута, приводит к большим измеренным значениям круглости. Для трубок, у которых в данной работе была измерена высокая шероховатость, вклады овальности и шероховатости в общее значение круглости невозможно разделить, как изображено на фиг. 26C и фиг. 26D.
[00221] Увеличение цилиндричности, полученное в результате отдельных и сшитых реконструкций РКТ (средняя цилиндричность 399 мкм для отдельных объемов по сравнению с 774 мкм для объединенного объема), может быть вызвано двумя различными причинами. Одной из причин этого может быть фактическое увеличение отклонения от прямолинейности для более длинной трубки по сравнению с длиной 25 см отдельных сегментов сканирования. Если бы было большее отклонение от прямолинейности по всей длине трубки, которое было пропущено при анализе отдельных снимков сканирования длиной 25 см, то можно было бы ожидать, что значение прямолинейности будет увеличиваться с увеличением длины трубки, и, соответственно, уменьшаться с уменьшением длины анализируемой трубки.
[00222] С другой стороны, могут быть ошибки, связанные с процессом сшивания, которые приводят к перекосу и вносят отклонения от прямолинейности, которые являются артефактом процесса сшивания и не присутствуют в реальной трубке.
[00223] Для структуры трубки, состоящей из внутреннего монолита, окруженного внешним слоем композита, на прямолинейность вместо этого сильно влияет прямолинейность нижележащего монолита трубки. Для ее исследования с помощью координатно–измерительной машины была измерена цилиндричность экструдированной тонкостенной (толщина стенки ~400–500 мкм) трубки Hexoloy длиной ~0,9 м. Это был тот же материал, который использовался во внутренних монолитных конструкциях, изображенных на фиг. 14C. Цилиндричность для этой части составляла 267 мкм или чуть больше половины цилиндричности изготовленной трубки SiC–SiC. Поскольку шероховатость поверхности трубки Hexoloy намного меньше, чем у изготовленной композитной трубки, существует значительный вклад шероховатости (~200 мкм, см. Таблицу 1) в цилиндричность цельнокомпозитной трубки, который отсутствует в цилиндричности трубки Hexoloy. Кроме того, для внутренней монолитной структуры шероховатость, вызванная компоновкой волокна, все еще будет присутствовать в наложенном композитном слое, поэтому измеренная цилиндричность 267 мкм для трубки Hexoloy должна быть наилучшим значением цилиндричности для трубки с внутренней монолитной структурой, и окончательная цилиндричность может быть сопоставима с таковой для цельнокомпозитной или наружной монолитной трубки.
[00224] Обсуждение экспериментальных результатов
[00225] Волоконная компоновка композитов SiC–SiC оказала значительное влияние на относительные прочности трубок в радиальном и осевом направлениях, которые подверглись испытаниям в данной работе. Результаты подтверждают точку зрения, что тщательная разработка структуры волокна трубки позволит контролировать и уравновешивать результирующие прочности в аксиальном и осевом направлениях для удовлетворения эксплуатационных требований. Прочность в радиальном направлении также была измерена для многослойных трубчатых структур, и эти образцы имели прочность, аналогичную соответствующим цельнокомпозитным образцам.
[00226] Герметичность трубчатых структур на основе SiC с внешним монолитным слоем проверялась с помощью гелиевого течеискателя. Прототипы трубчатых конструкций, включая трубки с открытым концом и трубки, уплотненные на одном конце с помощью торцевой крышки и соединения на основе SiC, подвергались механической и тепловой нагрузке. Такие конструкции, состоящие из трубки, уплотненной торцевой крышкой с помощью соединения на основе SiC, продемонстрировали долговечность и способность выдерживать различные нагрузки при сохранении непроницаемости.
[00227] Для оценки допусков на размеры для более длинных (~0,9 м) трубок на основе SiC было использовано несколько подходов. В общем случае рентгеновская компьютерная томография (РКТ) может предоставить универсальные средства для измерения широкого диапазона допусков на размеры. Очень большие детали, которые превышают ограничение машины по размеру для одного сканирования, должны быть отсканированы несколькими сегментами, которые затем можно будет объединить в один объем для анализа. С помощью профилометра с измерительным наконечником можно измерить шероховатость у изготовленных композитных трубок (демонстрирующих значительную текстуру базовой структуры волокна). Однако использование композитного слоя, включающего малоразмерные нитевидные кристаллы SiC и другие добавки, обеспечило значительно улучшенную гладкость поверхности, что показало преимущество объединения нескольких отдельных композитных слоев.
[00228] Также оценивались цилиндричность и прямолинейность трубки. Для измерения цилиндричности трубки использовались три способа, а измеренные значения, включавшие как прямолинейность трубки, так и шероховатость поверхности, варьировались от 0,5 мм до 1,0 мм отклонения на метр длины.
[00229] Измеренные значения шероховатости для более гладкой трубки SiC–SiC были близки к текущим характеристикам циркалоевых трубок оболочек. Большинство из измеренных длинных (~0,9 м) трубок соответствуют текущим требованиям по прямолинейности.
[00230] В общем случае методы определения характеристик для оценки четырех разных характеристик оболочки были продемонстрированы на типовых компоновках трубок SiC–SiC, и было изображено, что конструкция оболочки, описанная в данном изобретении, может быть изготовлена таким образом, чтобы соответствовать допускам на размеры для оболочек топливных элементов легководного реактора и топливных элементов других типов реакторов. Разработка новых методов определения характеристик необходима для точного представления более сложных механических и тепловых напряженных состояний, которые оболочка для топлива на основе SiC будет испытывать на протяжении всего срока службы топлива, а дополнительная доработка конструкции оболочки для топлива, выдерживающей аварии, приведет к улучшению характеристик конструкции, что позволит выдерживать такие нагрузки.
[00231] Изготовление без графитовой оправки
[00232] Раскрытые в данном документе многослойные композитные структуры SiC могут быть изготовлены разными способами. Например, в качестве материала оправки можно использовать графит, способный выдерживать жесткие условия химического осаждения из паровой фазы или химической инфильтрации из паровой фазы для завершения процесса уплотнения для изготовления композитных структур SiC. Однако, как обсуждалось ранее, этап удаления оправки после завершения уплотнения обычно включает в себя выгорание или механическую обработку графитового материала, поскольку композит с керамической матрицей SiC может механически соединяться с графитом. В этом патентном документе дополнительно описаны методы и способы, которые можно использовать для изготовления композитных структур SiC в сложных формах без графитовой оправки во время обработки матрицы.
[00233] Изготовление раскрытых в данном документе композитных структур SiC может быть выполнено с помощью заготовки из волокна, которая поддерживается вяжущим материалом или добавками. Когда заготовка из волокна не поддерживается и не содержит вяжущего материала или добавок, она релаксирует в естественное положение покоя с минимальными механическими напряжениями. Однако заготовки, которые были предварительно пропитаны добавками, сохраняют свою форму во время процессов CVD/CVI, поскольку подпорки добавки поддерживают волокна. Волокна и добавки затем остаются после разложения вяжущего материала в суспензии. Такие подпорки действуют как межволоконная опора, которая предотвращает возврат волокон в их естественное положение покоя достаточно долго для того, чтобы покрывающие газы образовали жесткую монолитную опорную конструкцию.
[00234] Величина добавочной нагрузки для изготовления поддерживаемой заготовки может зависеть от геометрии матрицы SiC. Например, для тонкого однослойного плетеного рукава с большим отношением длины к диаметру может потребоваться большая добавочная опора, чем для толстого многослойного плетеного рукава с небольшим соотношением сторон. Одним из факторов, которые необходимо учитывать при проектировании конструкции, является величина и направление усилия, приложенного к заготовке. Например, волокнистый лист, натянутый под острым углом, потребует большей опоры вокруг угла, чем волоконный лист, натянутый по кривой длинного радиуса.
[00235] Суспензия, содержащая добавки, вяжущий материал и растворитель, может использоваться для облегчения изготовления такой поддерживаемой заготовки. В ситуациях, когда опора добавки не является необходимой, но заготовки волокна проявляют тенденцию сдвигаться в процессе обработки, суспензия без добавок также может использоваться для облегчения работы с заготовкой.
[00236] На фиг. 27 изображена типовая схема опорной конструкции 2702 и волокна 2704, когда они отделены друг от друга перед процессом изготовления заготовки из композитного волокна. Во время изготовления, как изображено на фиг. 28, волокно 2704 размещается на наружной поверхности опорной конструкции 2702, например, оборачивается вокруг опорной конструкции. В некоторых вариантах реализации волокно 2704 может также быть размещено внутри опорной конструкции 2702. Размеры опорной конструкции 2702 задают конечные размеры детали, которая должна быть изготовлена. Расположение волокна 2702 задает окончательную геометрию изготавливаемой детали. В конкретном варианте реализации, изображенном на фиг. 3, волокно 2704 было обернуто вокруг опорной конструкции 2702, чтобы сформировать структуру заготовки за пределами опорной конструкции 2702. На нижнем изображении на фиг. 28 изображен вид в увеличенном масштабе поперечных сечений 2804 жгута волокна на опорной конструкции 2702. Могут использоваться некоторые внешние ограничители для поддержания желаемой конечной формы до нанесения и высыхания суспензии, например, оборачивание концов плетеного рукава для предотвращения расплетания.
[00237] Затем на конструкцию заготовки наносят подходящую суспензию. В некоторых вариантах реализации требуемая геометрия заготовки, образованная на данный момент путем обертывания волокна 2704 вокруг опорной конструкции 2702, остается нетронутой после нанесения суспензии. Суспензия может быть нанесена одним из нескольких подходящих способов, включая, например, нанесение кистью, распыление, погружение или теплое прессование.
[00238] На фиг. 29A изображено, например, нанесение суспензии кистью на волокно, обернутое вокруг опорной конструкции 2702. В альтернативном варианте, изображенном на фиг. 29B, суспензия наносится путем погружения волокон, обернутых вокруг опорной конструкции 2702, в ванну с суспензией. Нанесение суспензии может быть дополнено установкой несущей конструкции на месте, которое будет определять окончательную геометрию.
[00239] На фиг. 30 изображена обернутая волокном опорная конструкция до (2702) и после (3004) нанесения суспензии. Покрытая суспензией заготовка 3006 после высыхания суспензии становится достаточной жесткой для поддержания своей формы без поддержки опорной конструкции 2702. Затем опорная конструкция 2702 и любые другие внешние ограничители удаляются (путем сдвига, выталкивания, плавления и т.д.) до того, как произойдет уплотнение матрицы, как изображено на фиг. 31.
[00240] Суспензия, используемая в вышеупомянутом процессе, может в некоторых вариантах реализации включать добавки, вяжущий материал и растворитель. Используемые добавки могут представлять собой порошки, нитевидные кристаллы, волокна, гранулы или любую их комбинацию. Размер частиц обычно составляет менее 1 мм, а доля загрузки раствора суспензии обычно составляет 0–75% добавки. Доля вяжущего материала суспензии содержит термопластичный полимер, который разлагается при температурах ниже температуры процесса уплотнения матрицы и не испытывает теплового расширения во время выгорания. Вяжущий материал должен быть твердым при комнатной температуре и растворимым в полностью испаряющемся растворителе, таком как ацетон, метилэтилкетон и этанол. Вязкость суспензионных смесей может сильно варьироваться в зависимости от отношения добавки к вяжущему материалу, а также от отношения добавки и вяжущего материала к растворителю. Вязкость суспензии должна быть подобрана для используемого способа нанесения с учетом того, что может быть несколько способов нанесения.
[00241] Используемые волокна могут иметь различные диаметры, длины, аспектные отношения, геометрию поперечного сечения и материалы. Волокна могут быть расположены любым способом, который позволит достигнуть требуемой конечной геометрии заготовки и механической прочности. Некоторые типовые компоновки содержат волокна, сплетенные в плоский лист, сплетенные в трубку и намотанные вокруг конической оправки. Волокна также могут быть расположены в радиальном или осевом направлении.
[00242] Желательно, чтобы опорная конструкция была совместима с вяжущим материалом и его растворителями. Также может быть предусмотрен вариант удаления несущей конструкции до уплотнения матрицы. Удаление несущей конструкции может быть облегчено за счет использования опор с низким поверхностным трением, например, из графита, дисульфида молибдена (MoS2), политетрафторэтилена (PTFE) или нитрида бора (BN), а также опор, которые могут плавиться при температурах ниже температуры выгорания вяжущего материала (например, из воска, термопластмасс). Опорную конструкцию можно использовать многократно до тех пор, пока в процессе удаления она не изменится или не повредится таким образом, что ее размеры выйдут за пределы заранее установленного допуска.
[00243] Образцы были изготовлены на основе описанных выше структуры и процесса. Например, суспензия была приготовлена путем смешивания нитевидных кристаллов SiC, метилэтилкетона (растворителя) и полипропилен карбонат полимера (вяжущего материала). Вяжущий материал медленно добавляли в охлаждаемый в водяной бане контейнер с метилэтилкетоном с перемешиванием смесителем с большим сдвиговым усилием на оборотах 4000 об/мин. После полного растворения вяжущего материала медленно добавляли добавки SiC до тех пор, пока не было получено требуемое соотношение 1:1 вяжущего материала и добавок.
[00244] Жгут волокна SiC был зафиксирован вокруг внешнего диаметра опорной конструкции из PTFE в виде трубки (например, стержня) и закреплен на обоих концах дополнительным жгутом волокна SiC. Затем суспензию нанесли кисточкой на волокно до равномерного покрытия и дали ей высохнуть на воздухе.
[00245] Эти этапы могут повторяться несколько раз для изготовления многослойной композитной структуры SiC, раскрытой в данном документе. Например, в некоторых вариантах реализации второй слой заготовки из волокна, имеющий вторую композитную структуру, может быть сформирован поверх первого слоя заготовки из волокна. Могут использоваться различные способы компоновки волокон (например, корректировка ориентации волокон, разное количество жгутов волокон и т.д.), чтобы вторая композитная структура отличалась от первой композитной структуры первого слоя заготовки из волокна. В некоторых вариантах реализации далее может быть сформирован внешний монолитный слой поверх второго слоя заготовки из волокна.
[00246] В некоторых вариантах реализации между первым слоем и вторым слоем может быть сформирован один или большее количество слоев заготовки из волокна, причем все слои будут иметь различную композитную структуру. Один или большее количество монолитных слоев также могут находиться между вторым слоем заготовки из волокна и внешним монолитным слоем. В некоторых вариантах реализации множество тонких слоев наносят между внешним монолитным слоем и одним или большим количеством монолитных слоев, и между всеми монолитными слоями для предотвращения распространения трещин. Поверх наружного монолитного слоя может быть сформирован слой барьерного покрытия.
[00247] После высыхания заготовки была удалена опорная конструкция. Низкое поверхностное трение опорной конструкции позволило выполнить механическое отделение и легкое удаление заготовки.
[00248] На фиг. 32А изображен пример опорной конструкции 3201 светлого цвета, выдвигаемой из заготовки 3203 темного цвета. На фиг. 32B изображен пример опорной конструкции 3201 светлого цвета, которая отделена от заготовки 3203 темного цвета. Форма и геометрия опорной конструкции остались практически неизменными после процесса изготовления заготовки и могут быть повторно использованы в последующем процессе изготовления.
[00249] Затем заготовку поместили в устройство для нанесения покрытия химическим осаждением из паровой фазы, а подпорки добавки и волокна уплотнили с помощью химической инфильтрации из паровой фазы, сохраняя при этом их требуемую форму. Вяжущий материал выгорел в высокотемпературном вакууме. Изготовленная заготовка представляет собой трубчатую конструкцию и может быть дополнительно обработана для формирования топливного стержня, как изображено на фиг. 1А. С помощью надлежащей дальнейшей обработки можно заполнить поры и трещины в трубчатой структуре изготовленной заготовки, чтобы сделать ее непроницаемой для воды или другой жидкости и улучшить прочность конечной конструкции для размещения ядерных таблеток с ядерными реакциями в ядерном реакторе.
[00250] Хотя оболочка для ядерного топлива обычно имеет форму длинных и тонкостенных трубок, для других областей применения, в том числе для теплообменников, аэрокосмической области или термоядерного синтеза, могут потребоваться другие формы, в том числе плоские и неплоские, близкие к заданной форме. Такие формы также можно изготовить с помощью соответствующих опорных конструкций с помощью методов и способов, описанных в этом патентном документе.
[00251] На фиг. 33 изображена типовая схема опорной конструкции 3302 и волокна 3304, когда они отделены друг от друга перед процессом изготовления заготовки из композитного волокна. В этом конкретном примере опорная конструкция 3302 имеет форму носового обтекателя. Во время изготовления, как изображено на фиг. 34, волокно 3304 размещается на наружной поверхности опорной конструкции 3302, например, оборачивается вокруг опорной конструкции. В некоторых вариантах реализации волокно 3304 может также быть размещено внутри опорной конструкции 3302. Волокно 3304 обернуто вокруг опорной конструкции 3302 для формирования структуры заготовки за пределами опорной конструкции 3302.
[00252] Затем на конструкцию заготовки наносят подходящую суспензию. В некоторых вариантах реализации требуемая геометрия заготовки, образованная на данный момент путем обертывания волокна 3304 вокруг опорной конструкции 3302, остается нетронутой после нанесения суспензии. Суспензия может быть нанесена одним из нескольких подходящих способов, включая, например, нанесение кистью, распыление, погружение или теплое прессование. Например, на фиг. 35 изображено, что суспензия наносится кистью на волокна, обернутые вокруг опорной конструкции 3302. Нанесение суспензии может быть дополнено установкой несущей конструкции на месте, которое будет определять окончательную геометрию. Можно скомпоновать и нанести дополнительные слои волокна и суспензии для формирования многослойной заготовки из волокна, соответствующей многослойной композитной структуре SiC, описанной выше.
[00253] На фиг. 36 изображен технологический процесс 3600 изготовления трубчатой структуры заготовки на основе волокна SiC для использования в разных областях. Способ 3600 включает на этапе 3602 приготовление суспензии с множеством добавок, одним или большим количеством вяжущих материалов и одним или большим количеством растворителей, причем один или большее количество вяжущих материалов содержат термопластичные полимеры; на этапе 3604 формирование заготовки требуемой геометрии путем: компоновки волокна на опорной конструкции для формирования первого слоя заготовки из волокна требуемой геометрии и нанесения суспензии на первый слой заготовки из волокна требуемой геометрии; и на этапе 3608 удаление опорной конструкции после такого затвердевания суспензии и соединения суспензии с первым слоем заготовки из волокна требуемой геометрии таким образом, что суспензия и первый слой заготовки из волокна требуемой геометрии образуют заготовку.
[00254] Этот способ изготовления исключает необходимость использования оправки во время процесса CVI и позволяет избежать этапа окисления, который занимает много времени после завершения этапа CVD/CVI. Он также обеспечивает путь прохождения газов вещества–предшественника CVD/CVI со всех сторон жесткой заготовки из волокна. Поскольку после удаления несущей конструкции появляются дополнительные пути проникновения, возможно более сильное общее уплотнение и уменьшенное время проникновения с композитом без опоры. Становится возможным покрытие поверхностей как внутреннего, так и наружного диаметра. Дополнительным преимуществом этого процесса является уменьшение размера пустот в заготовке из волокна перед началом процесса нанесения покрытия.
[00255] Хотя данный патентный документ содержит много особенностей, они не должны рассматриваться как ограничивающие объем какого–либо изобретения или того, что может быть заявлено, а скорее как описания признаков, которые могут быть характерными для конкретных вариантов реализации конкретных изобретений. Определенные признаки, которые описаны в данном патентном документе в контексте отдельных вариантов реализации, также могут быть реализованы в комбинации в отдельном варианте реализации. И наоборот, разные признаки, описанные в контексте одного варианта реализации, также могут быть реализованы в нескольких вариантах реализации по отдельности или в любой подходящей подкомбинации. Более того, хотя признаки могут быть описаны выше как действующие в определенных комбинациях и даже первоначально заявлены как таковые, один или большее количество признаков из заявленной комбинации могут в некоторых случаях быть исключены из этой комбинации, а заявленная комбинация может быть направлена на подкомбинацию или изменение подкомбинации.
[00256] Описано только несколько вариантов реализации и примеров, и на основе того, что было описано и проиллюстрировано в данном патентном документе, могут быть выполнены другие варианты реализации и внесены улучшения и изменения.
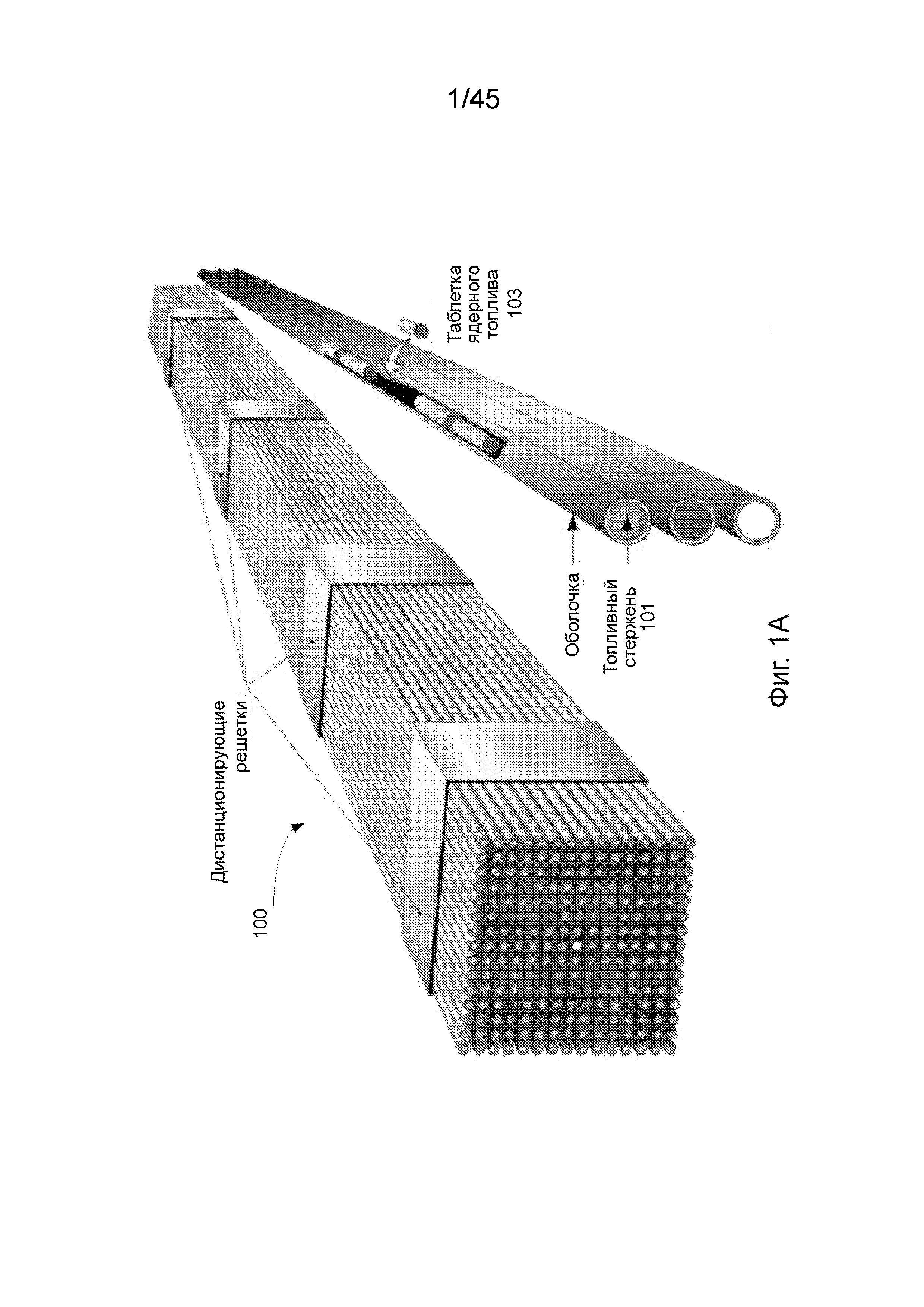
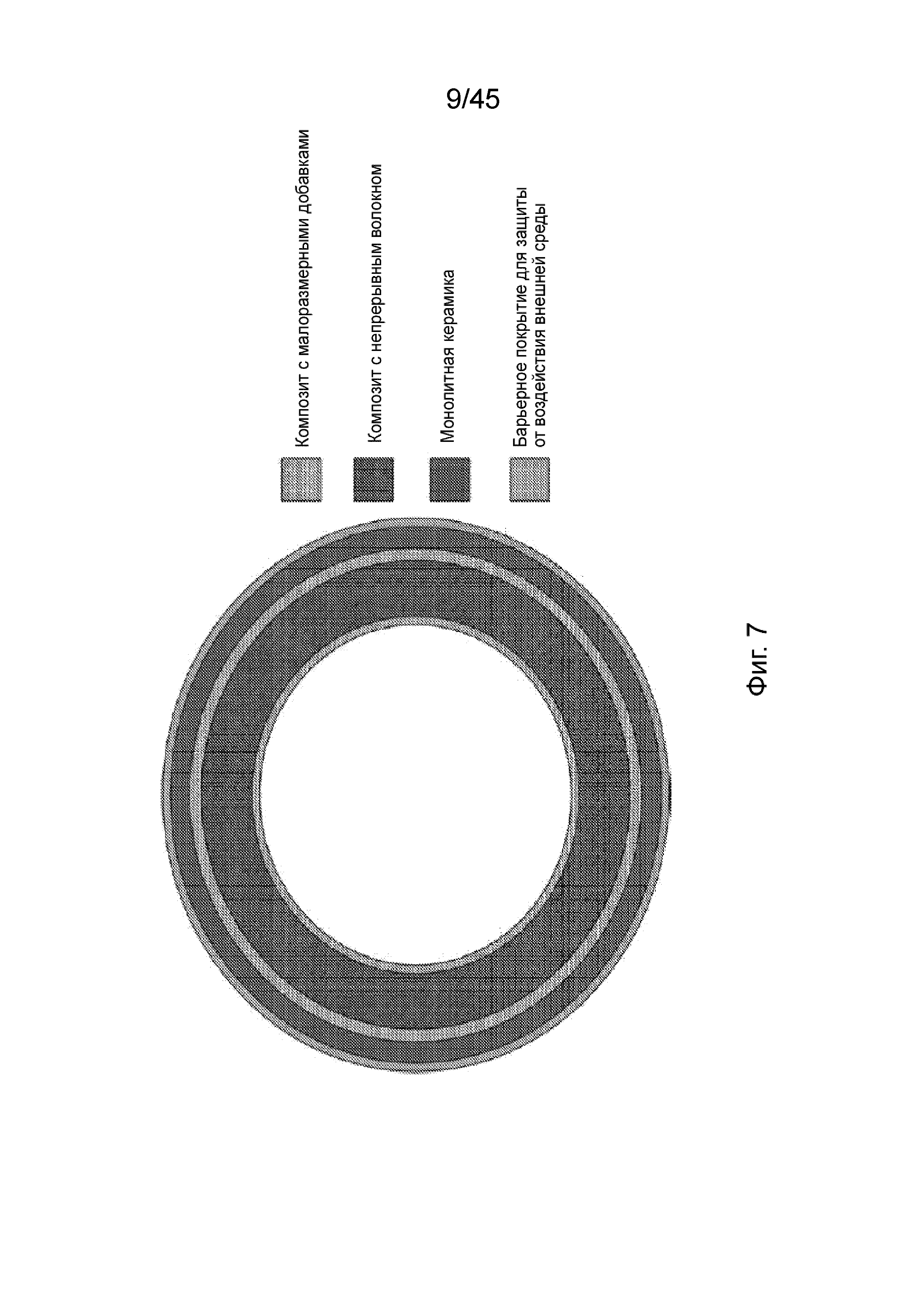
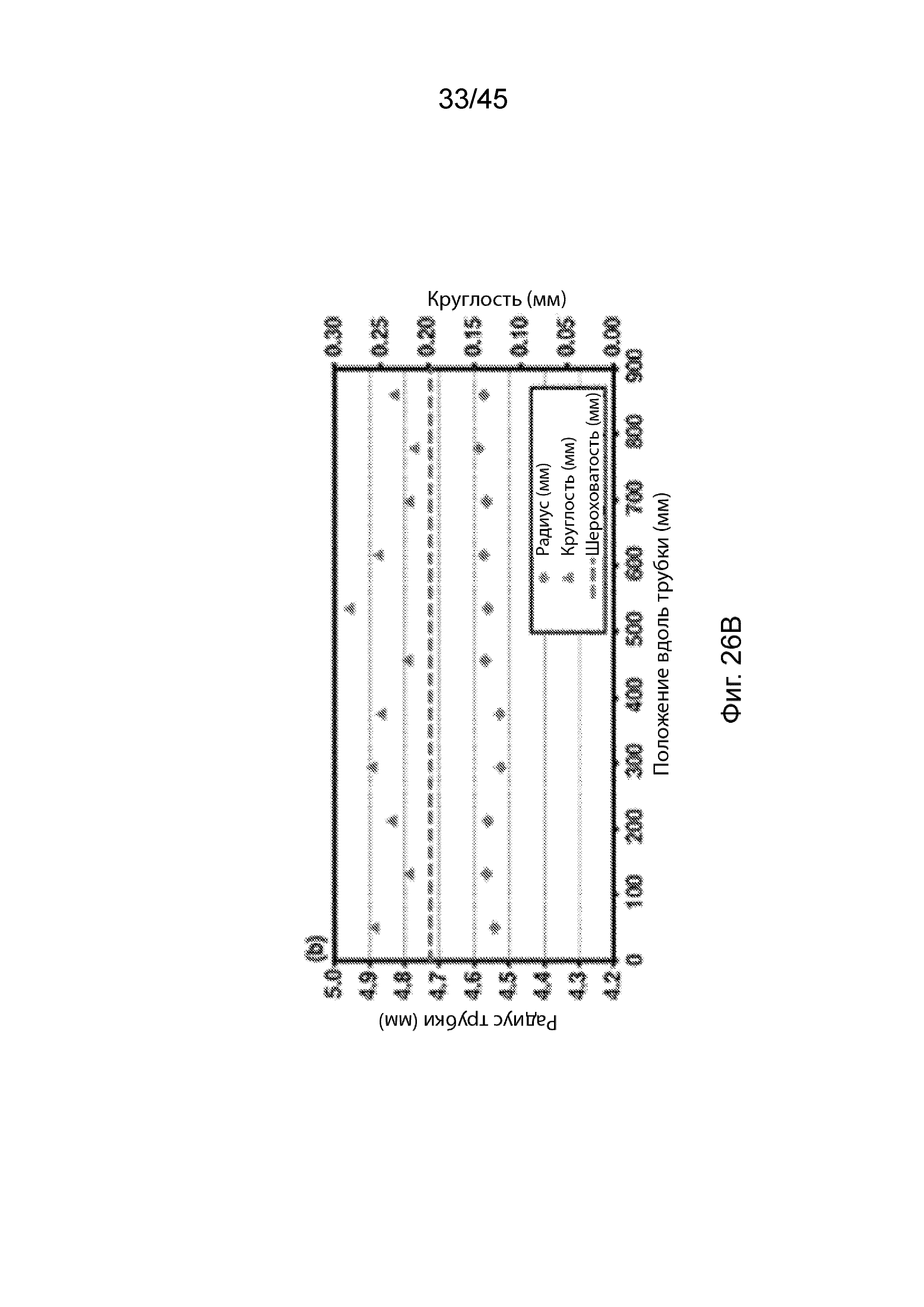
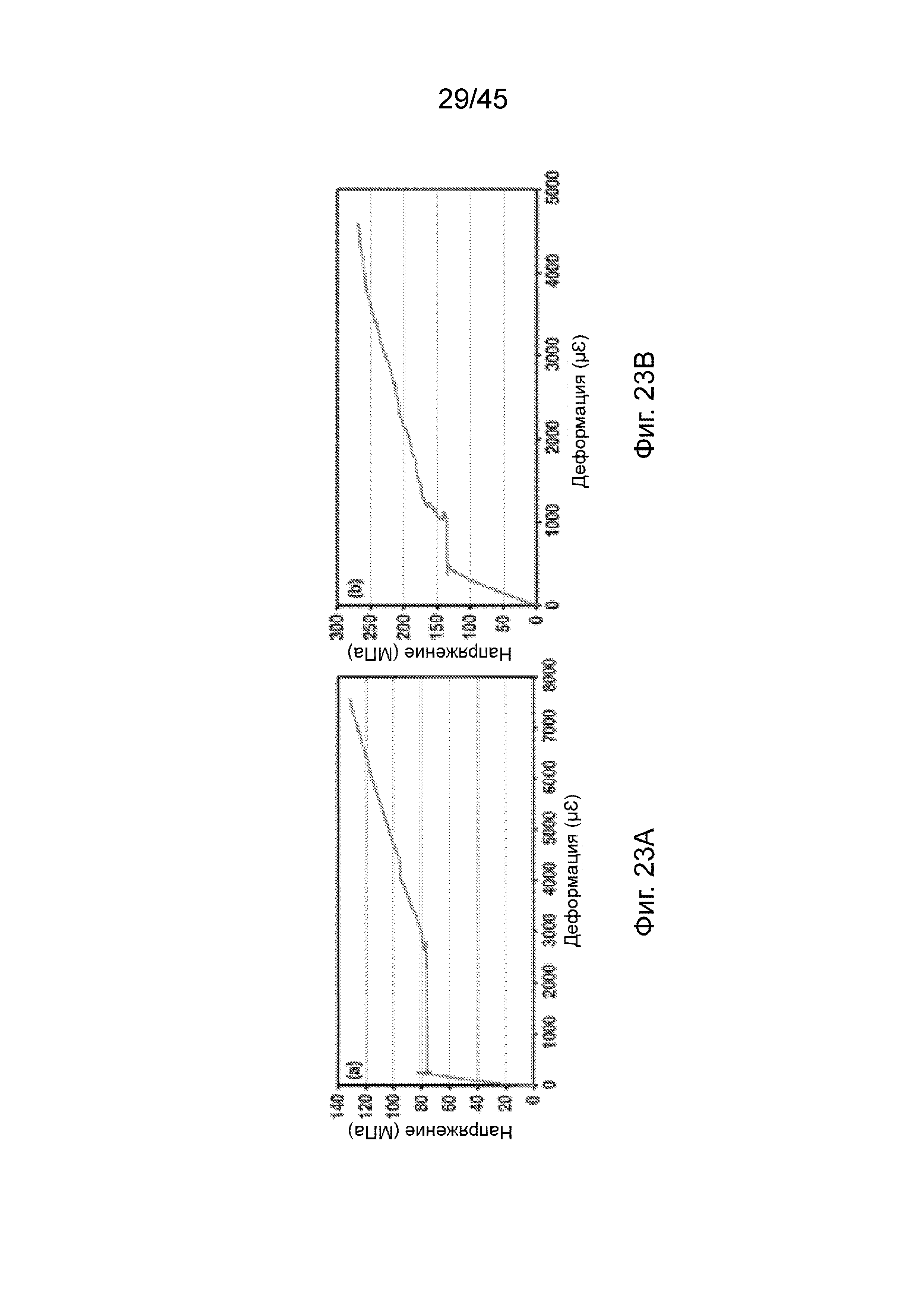
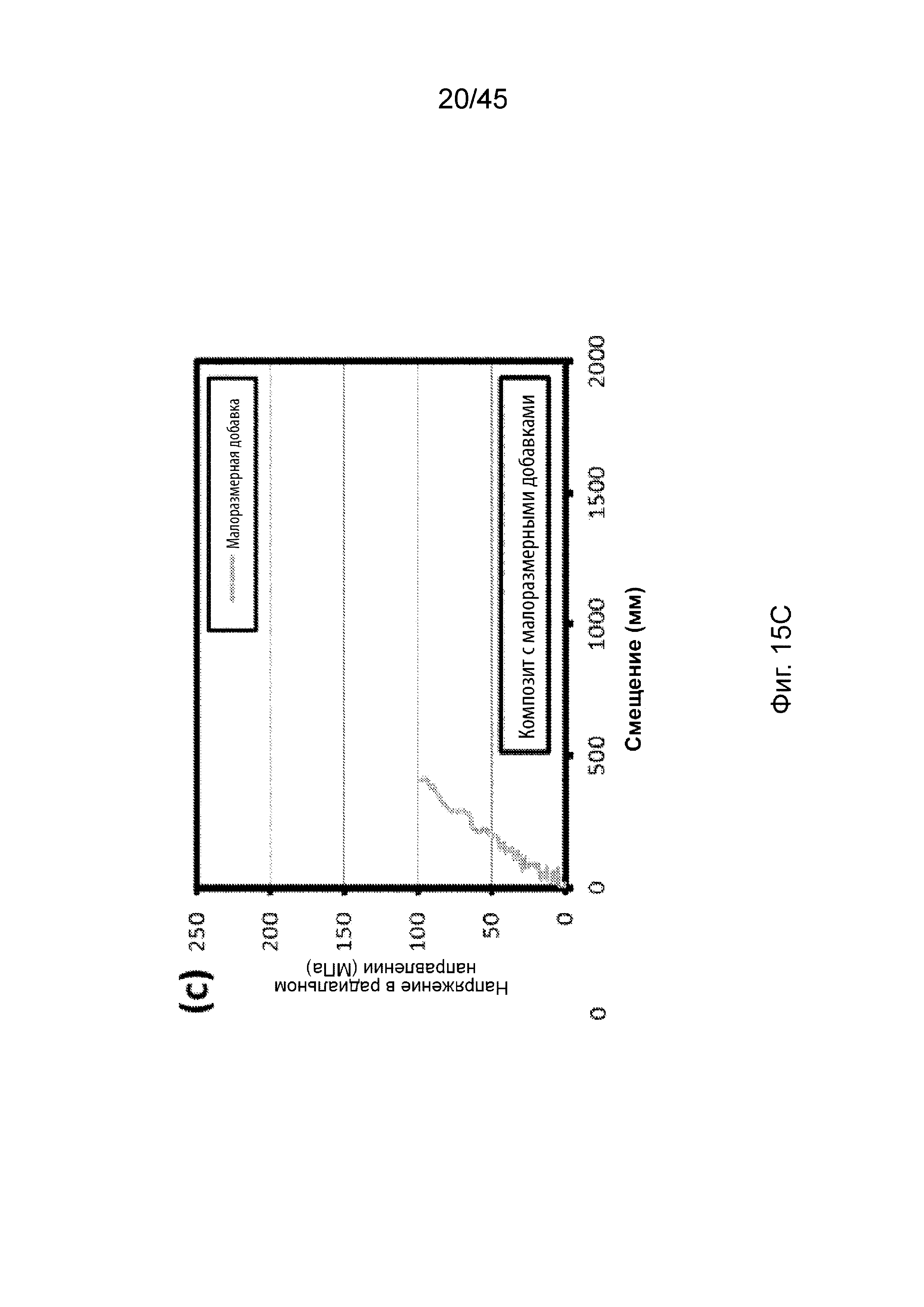
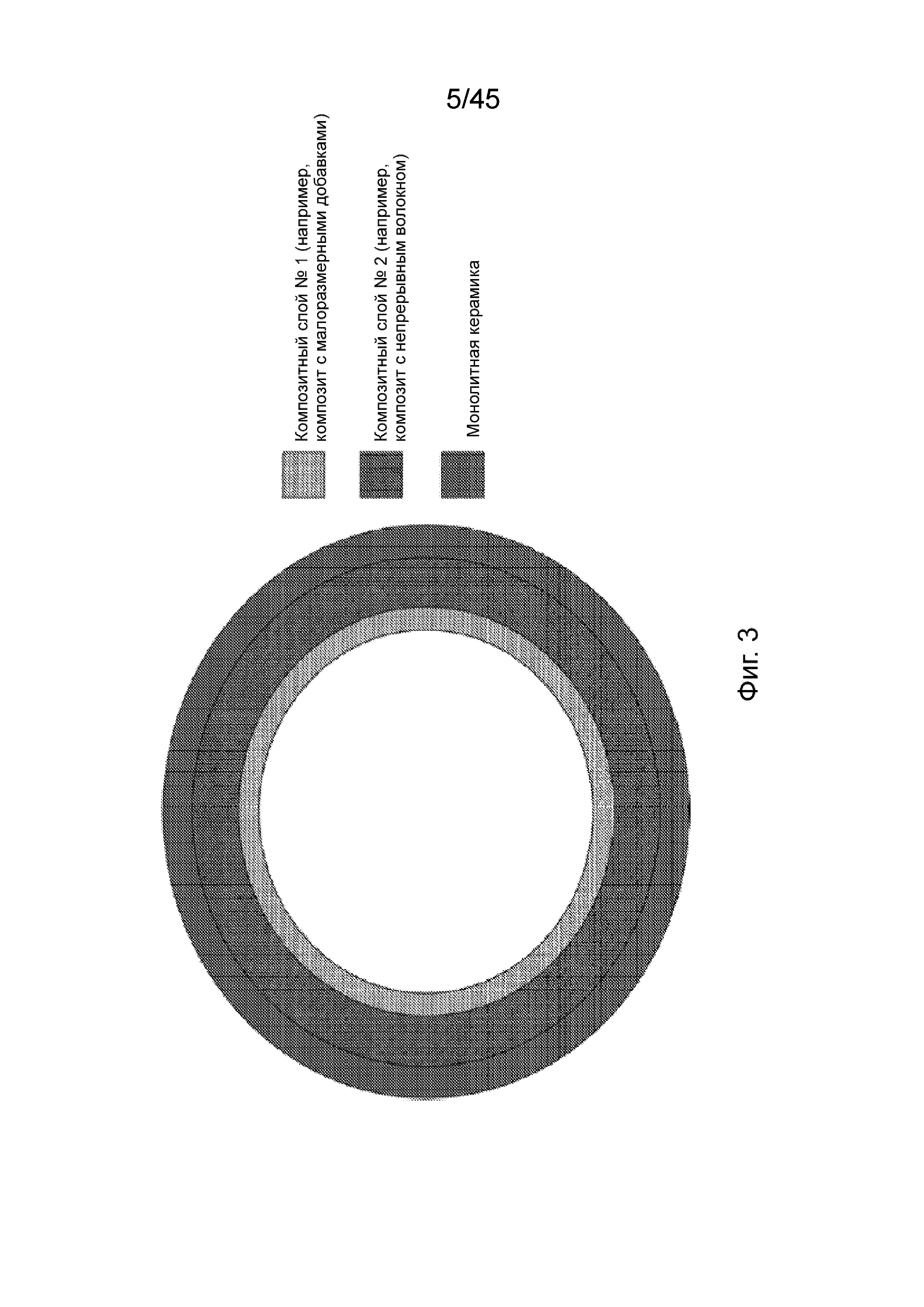
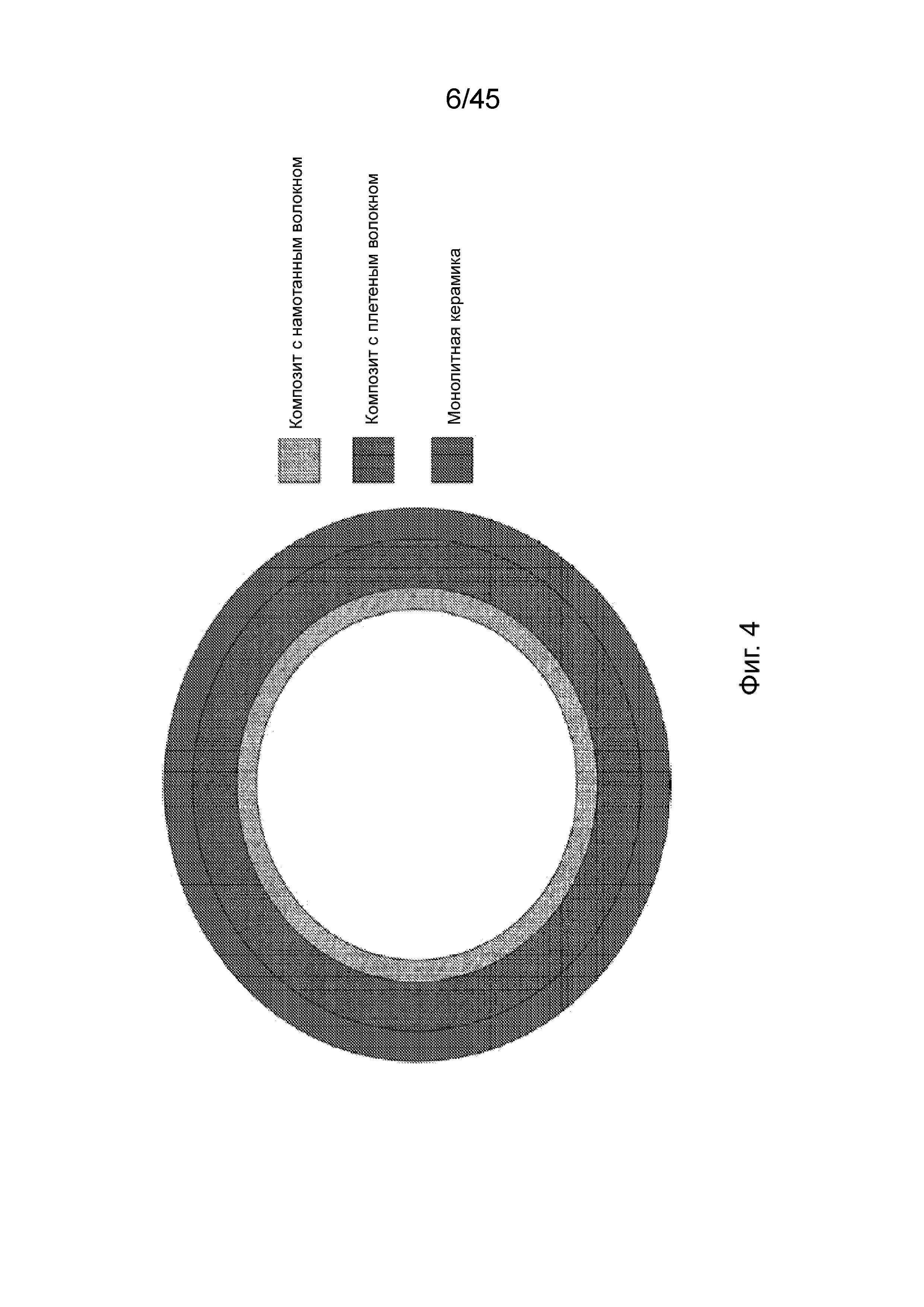
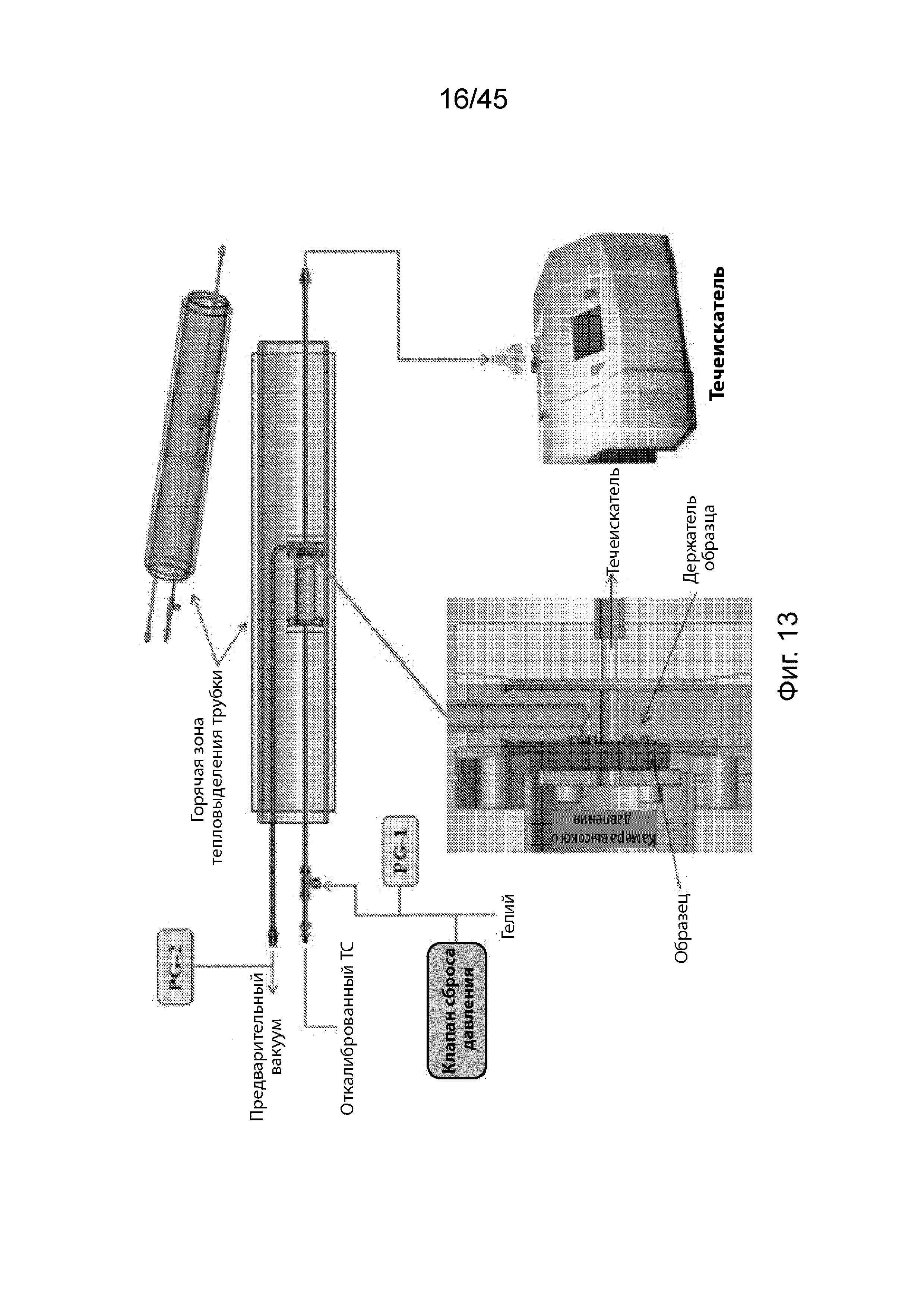
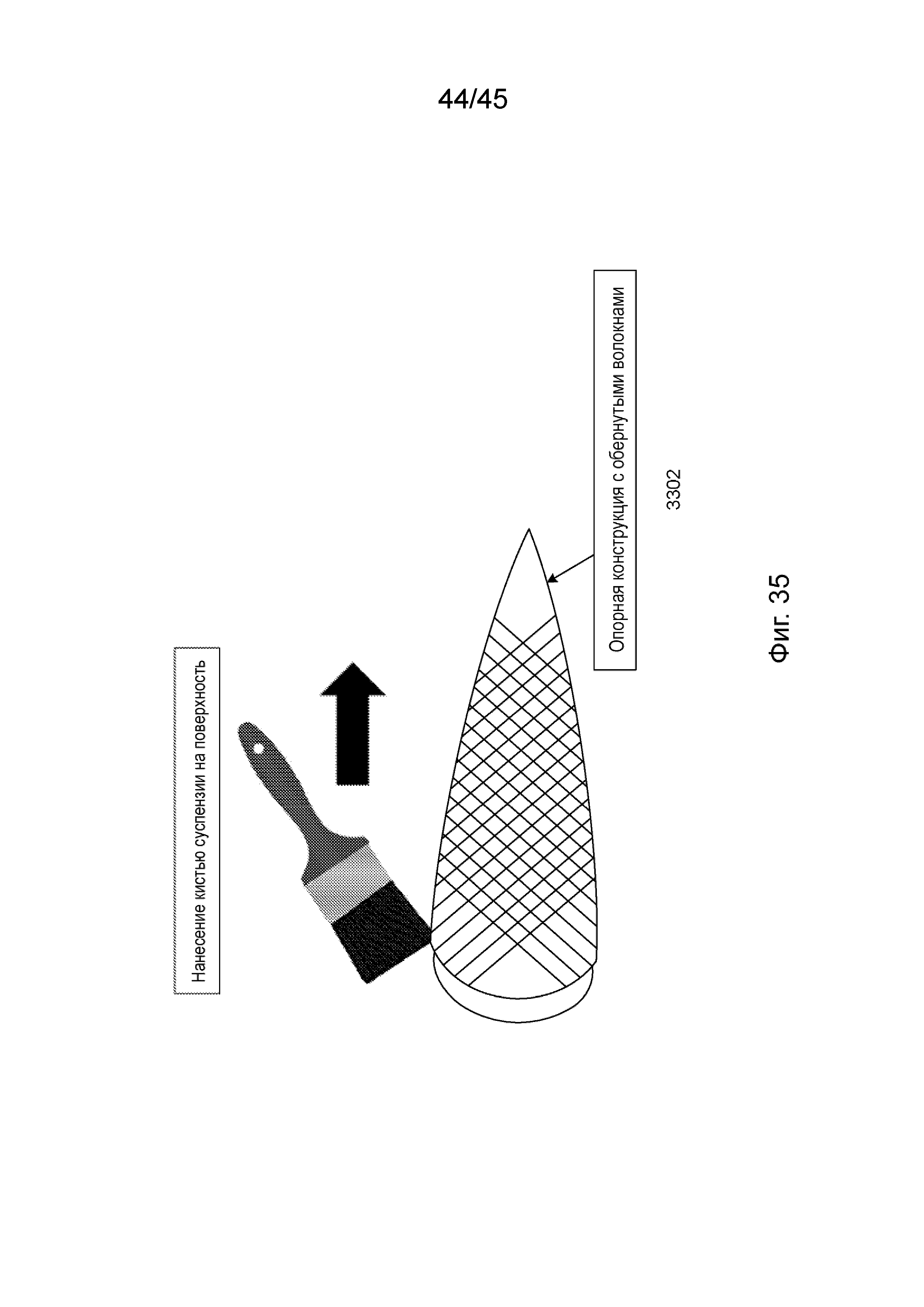
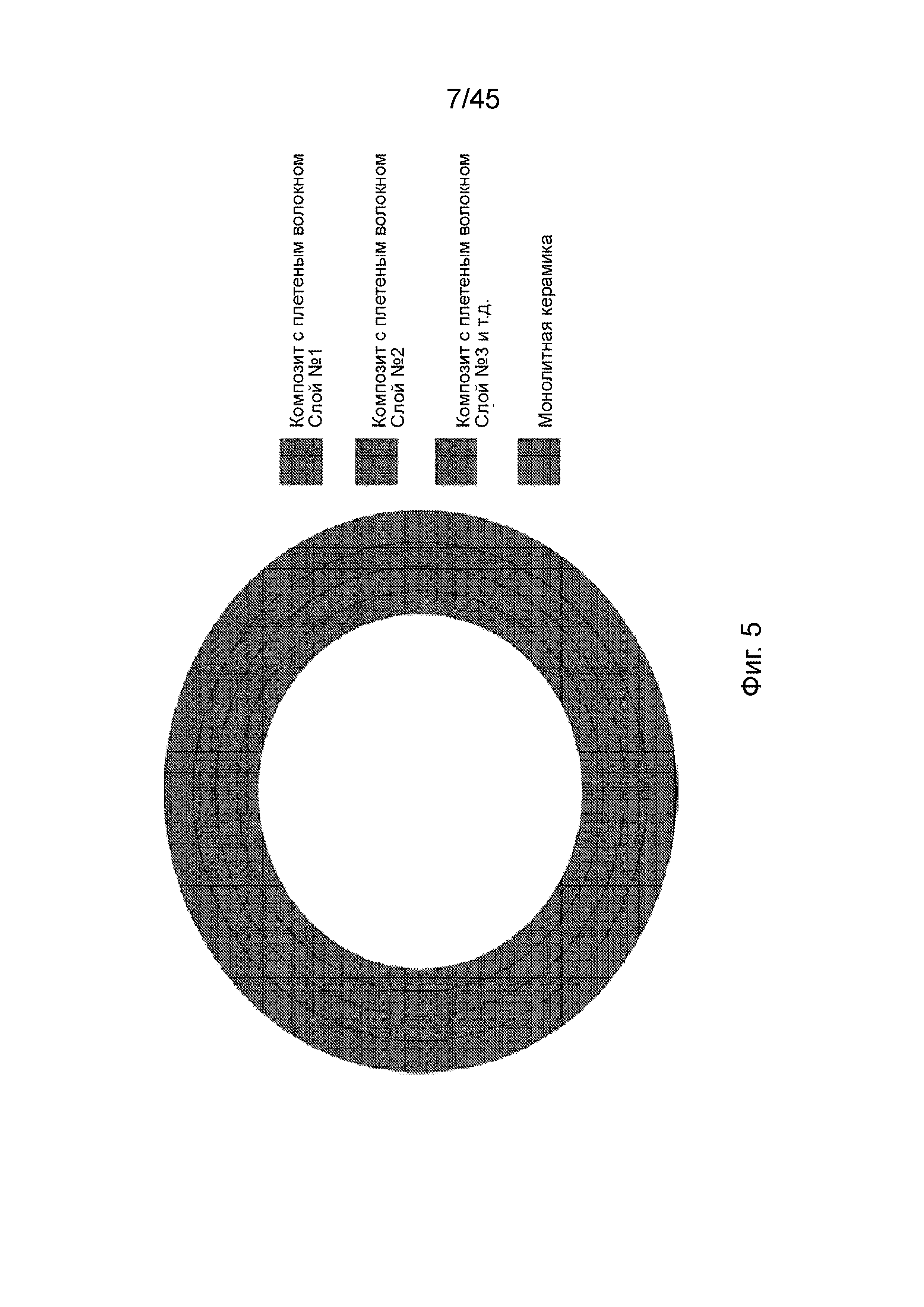
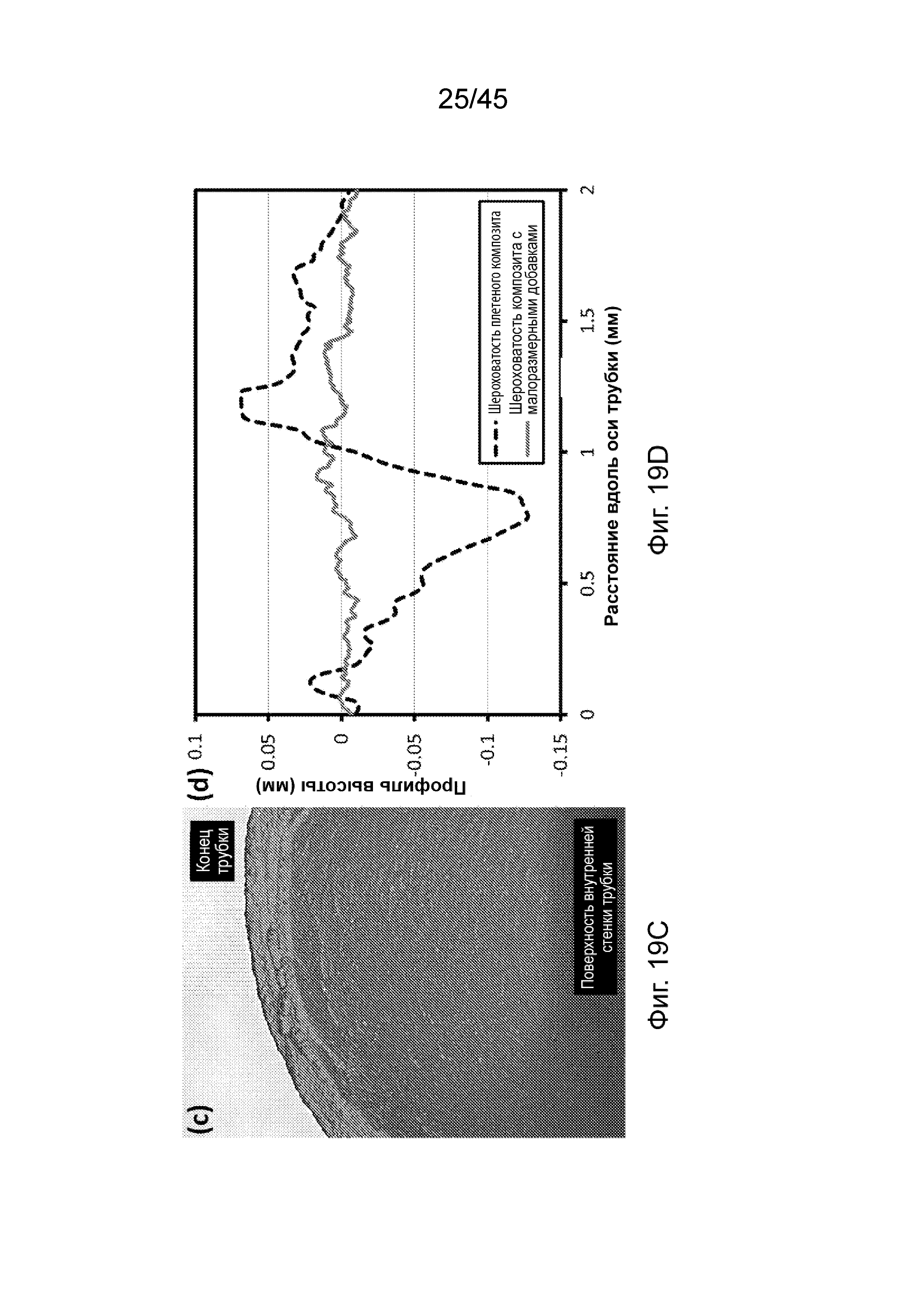
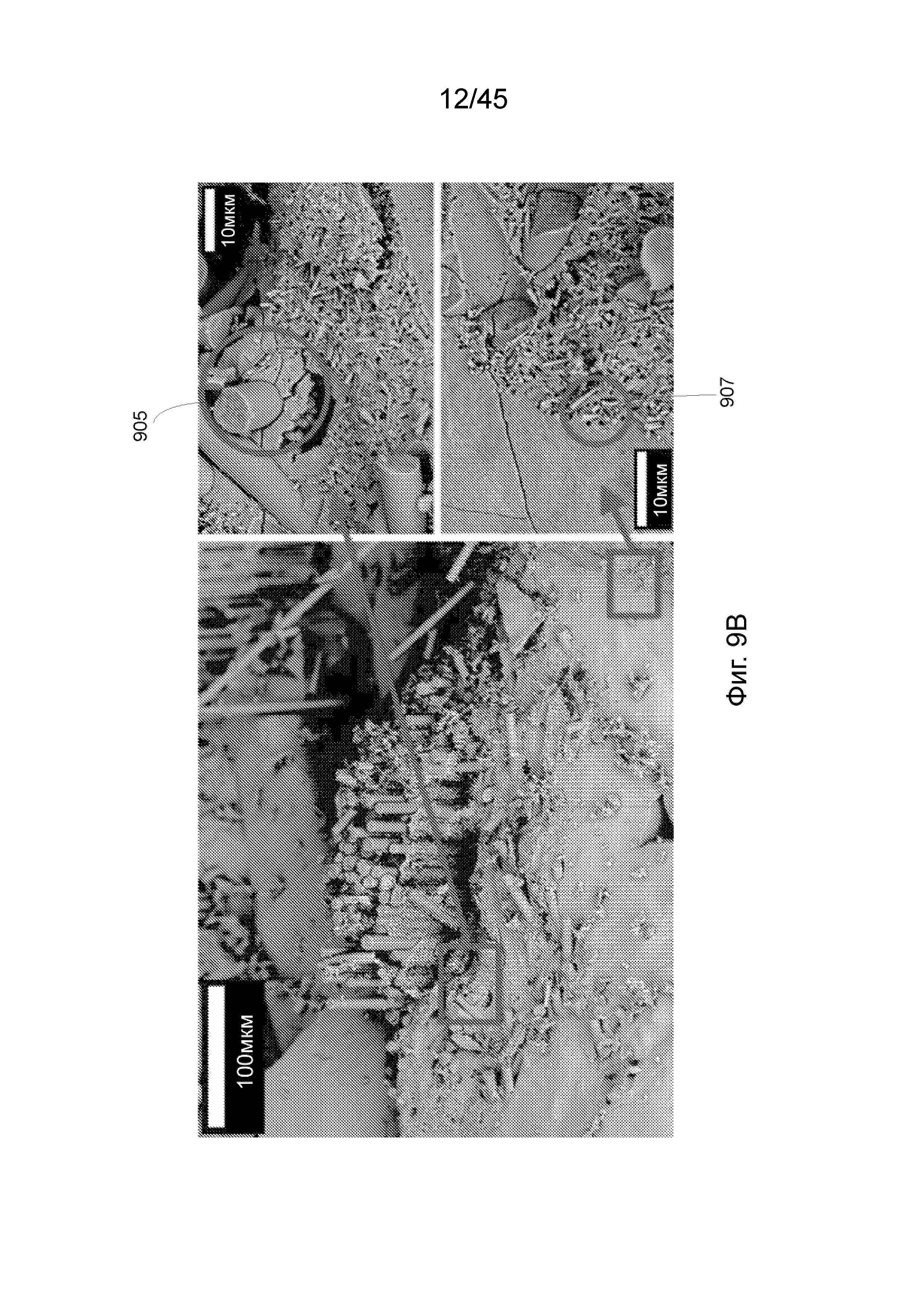
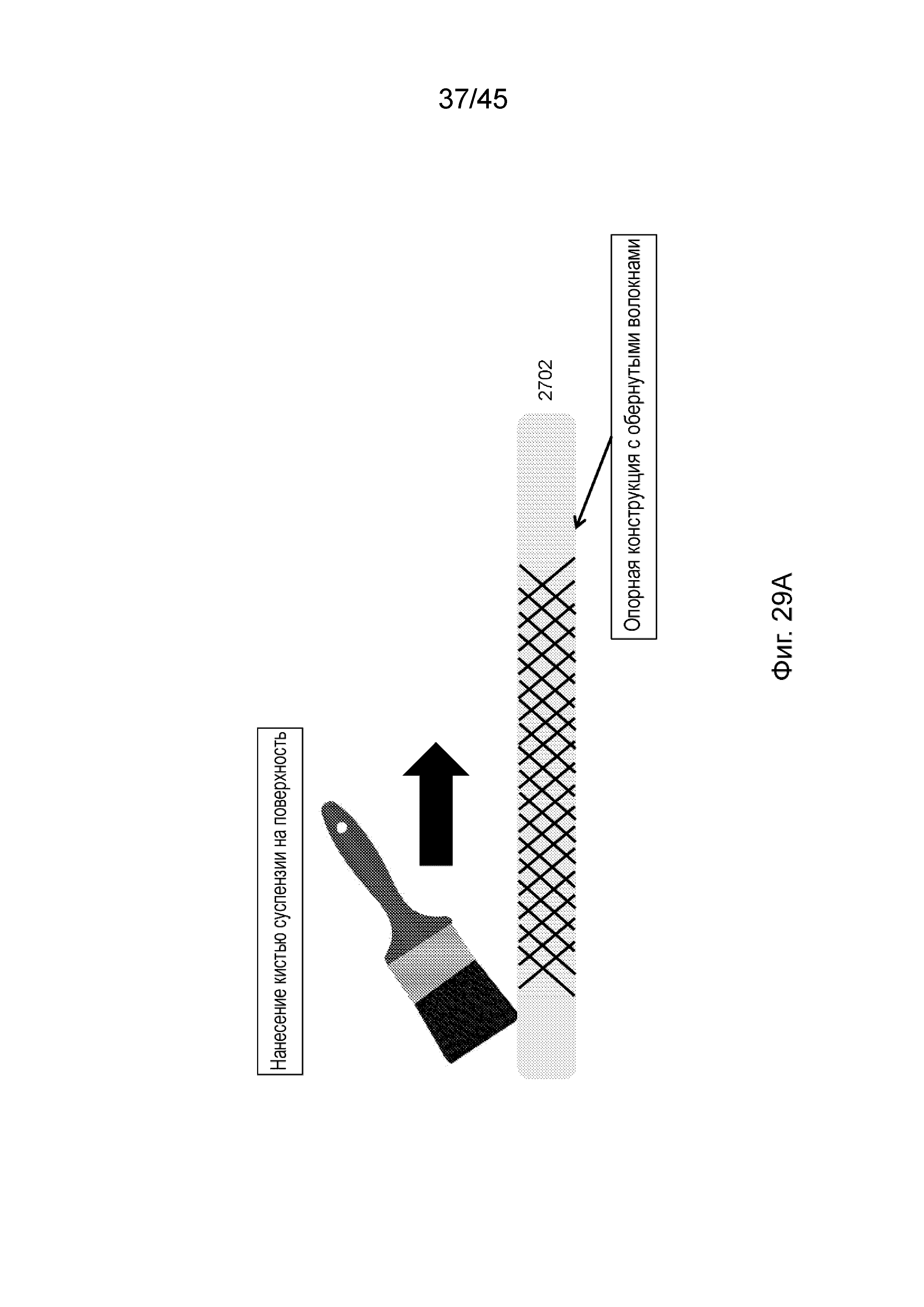
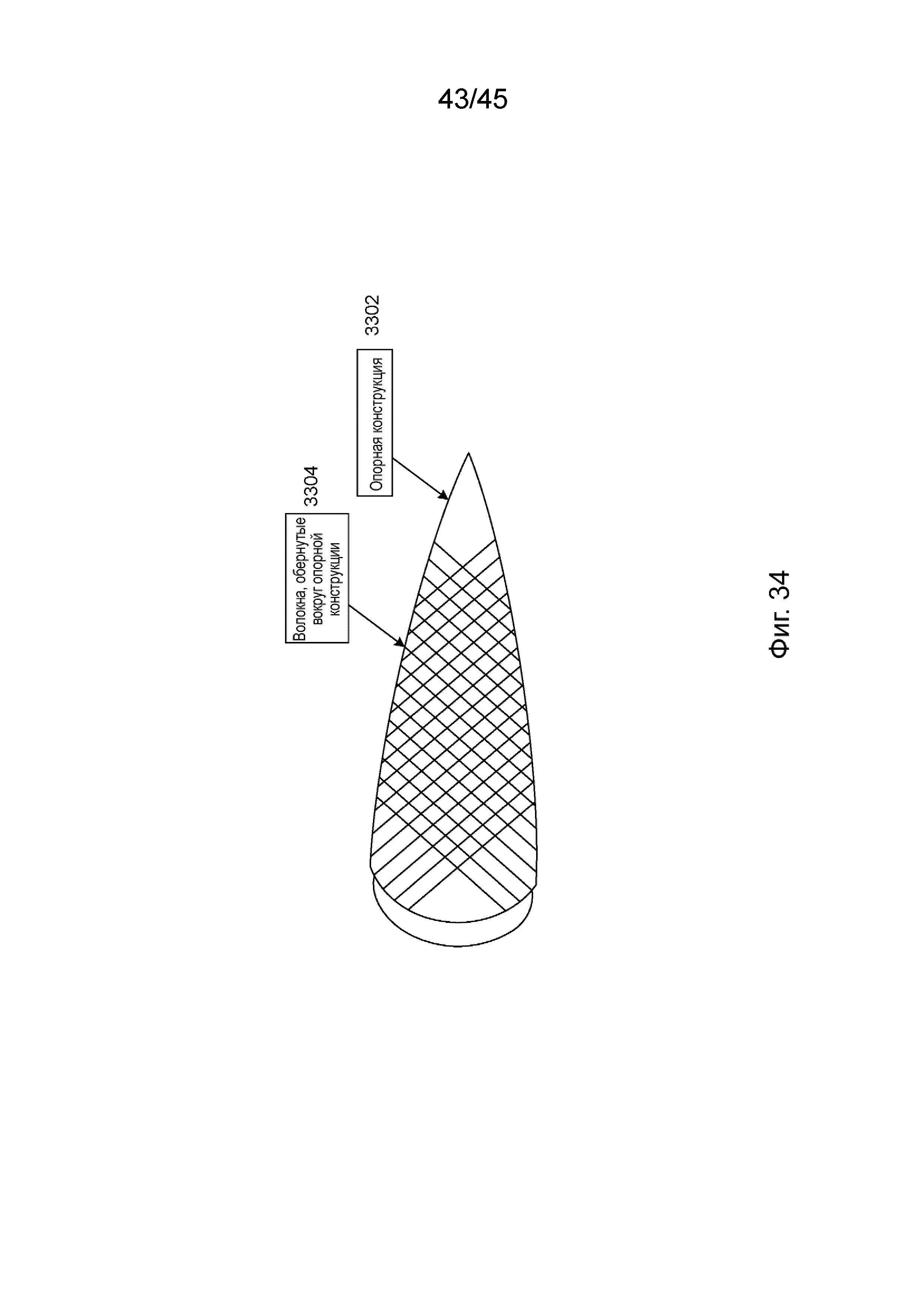
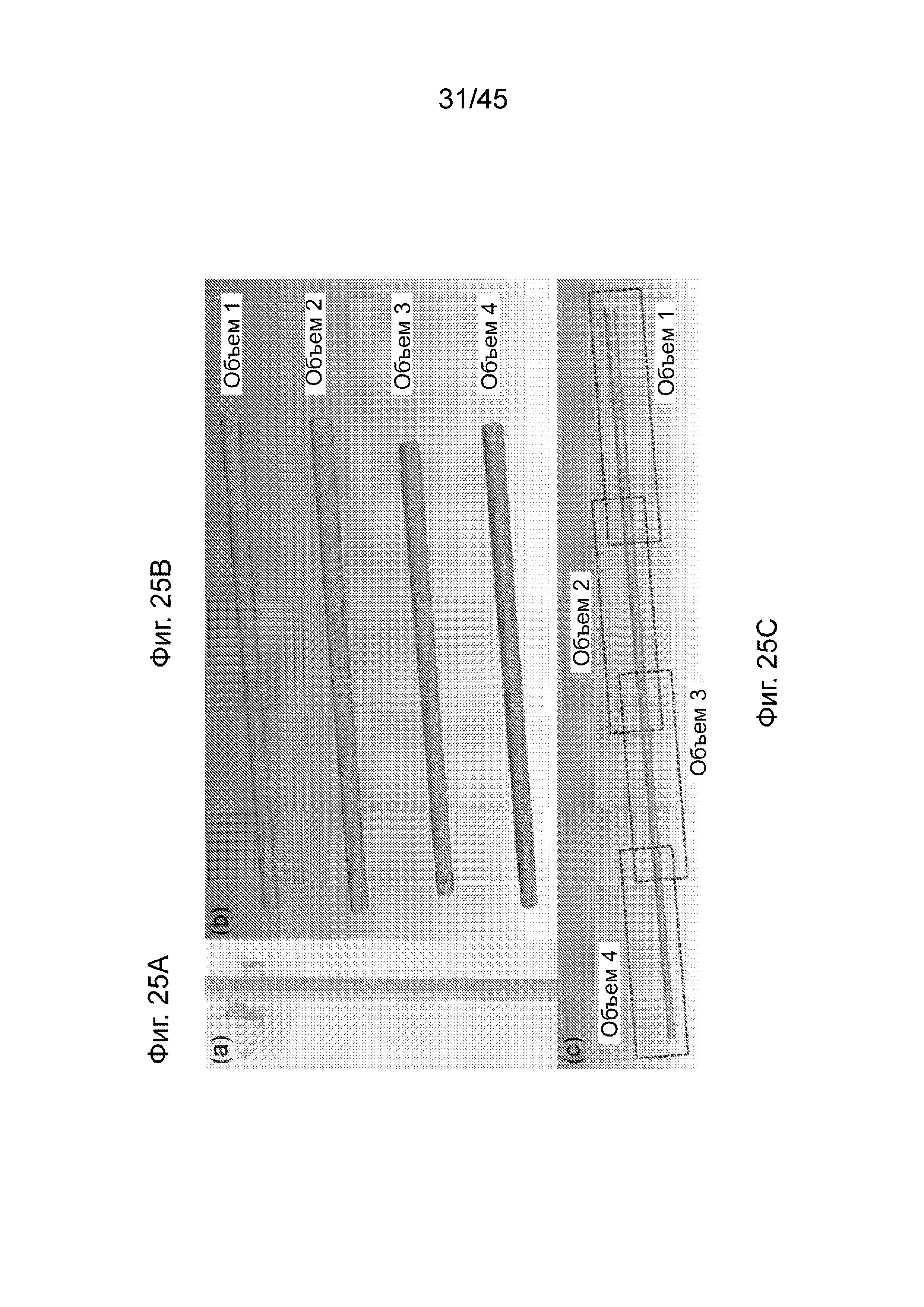
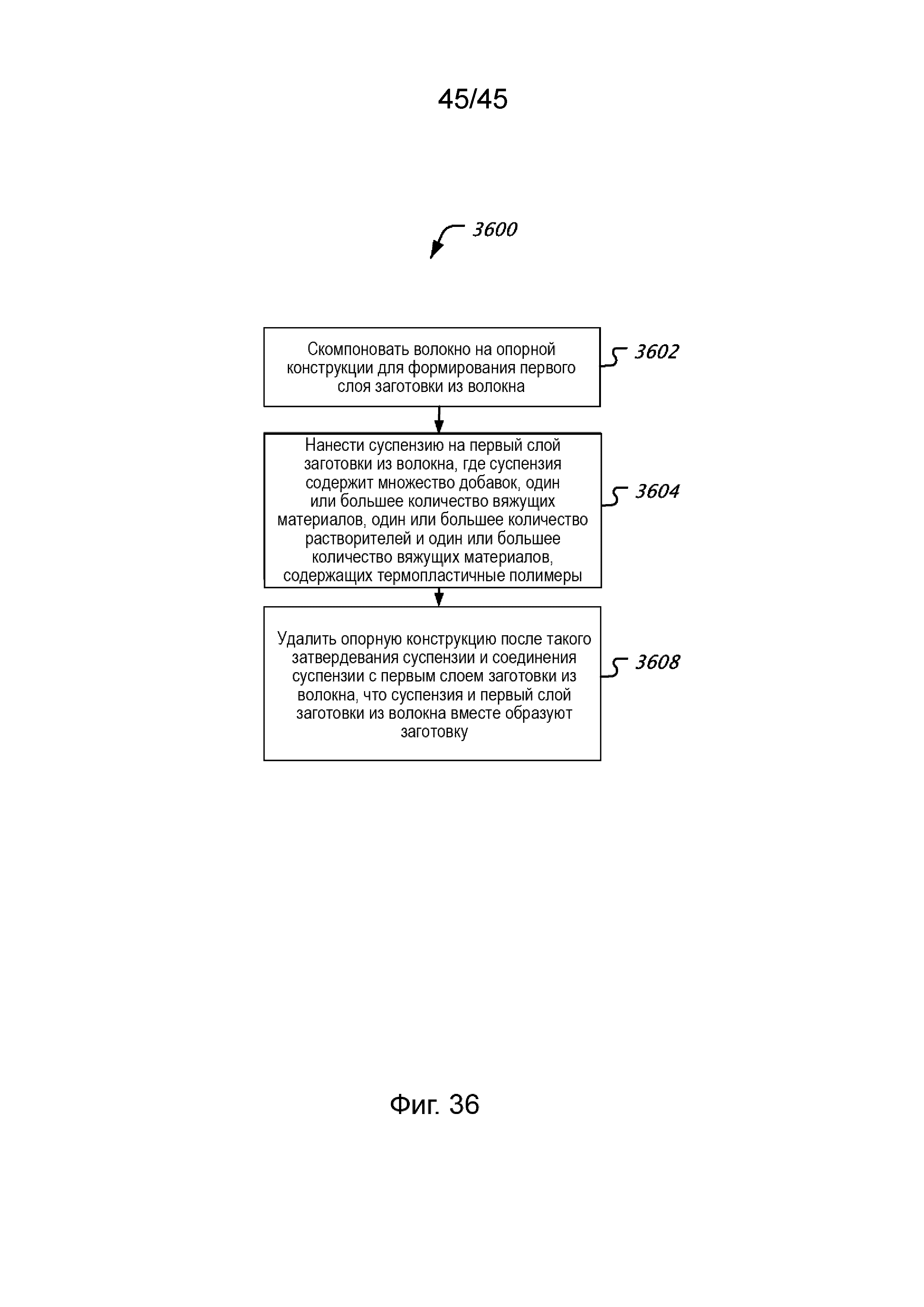
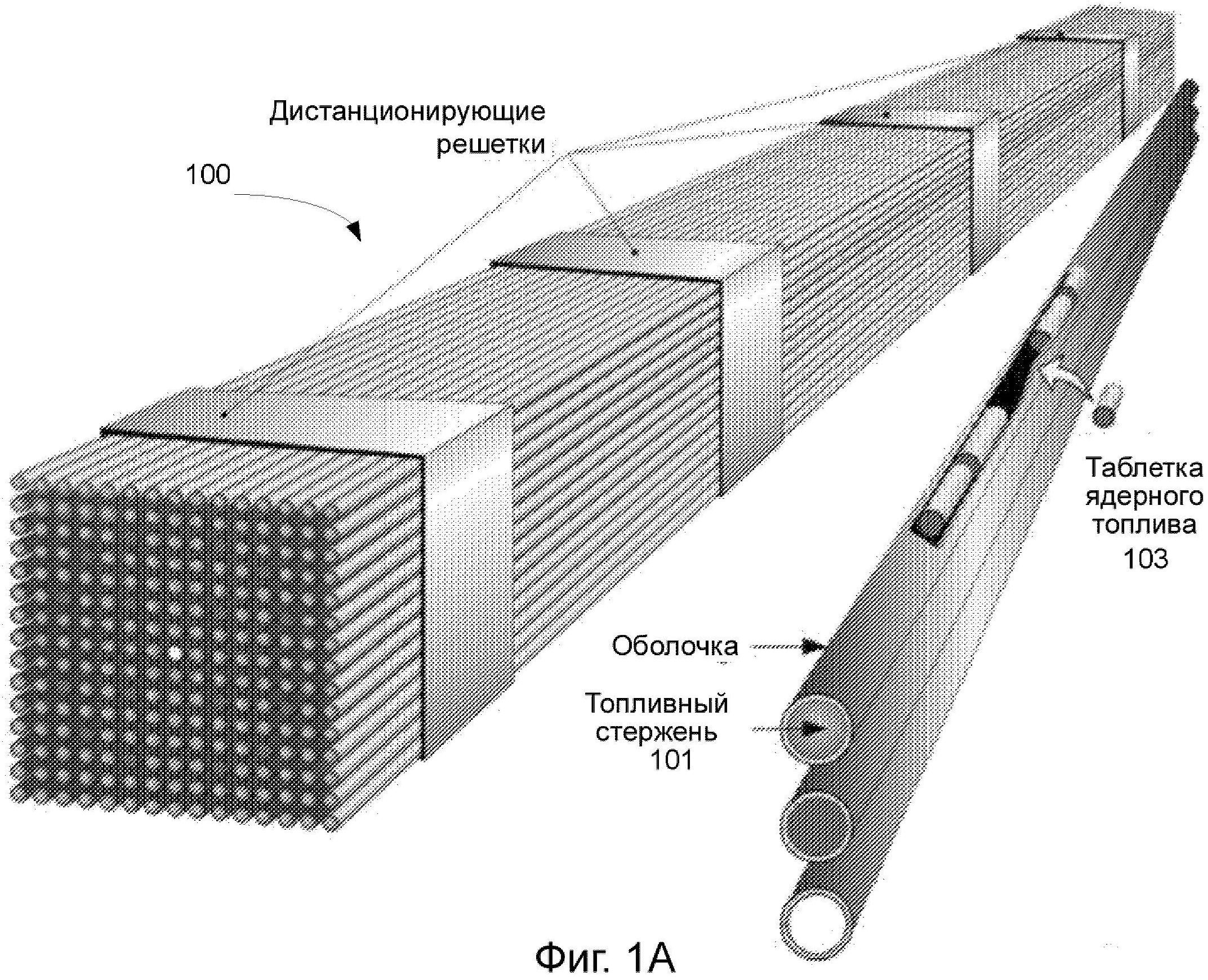
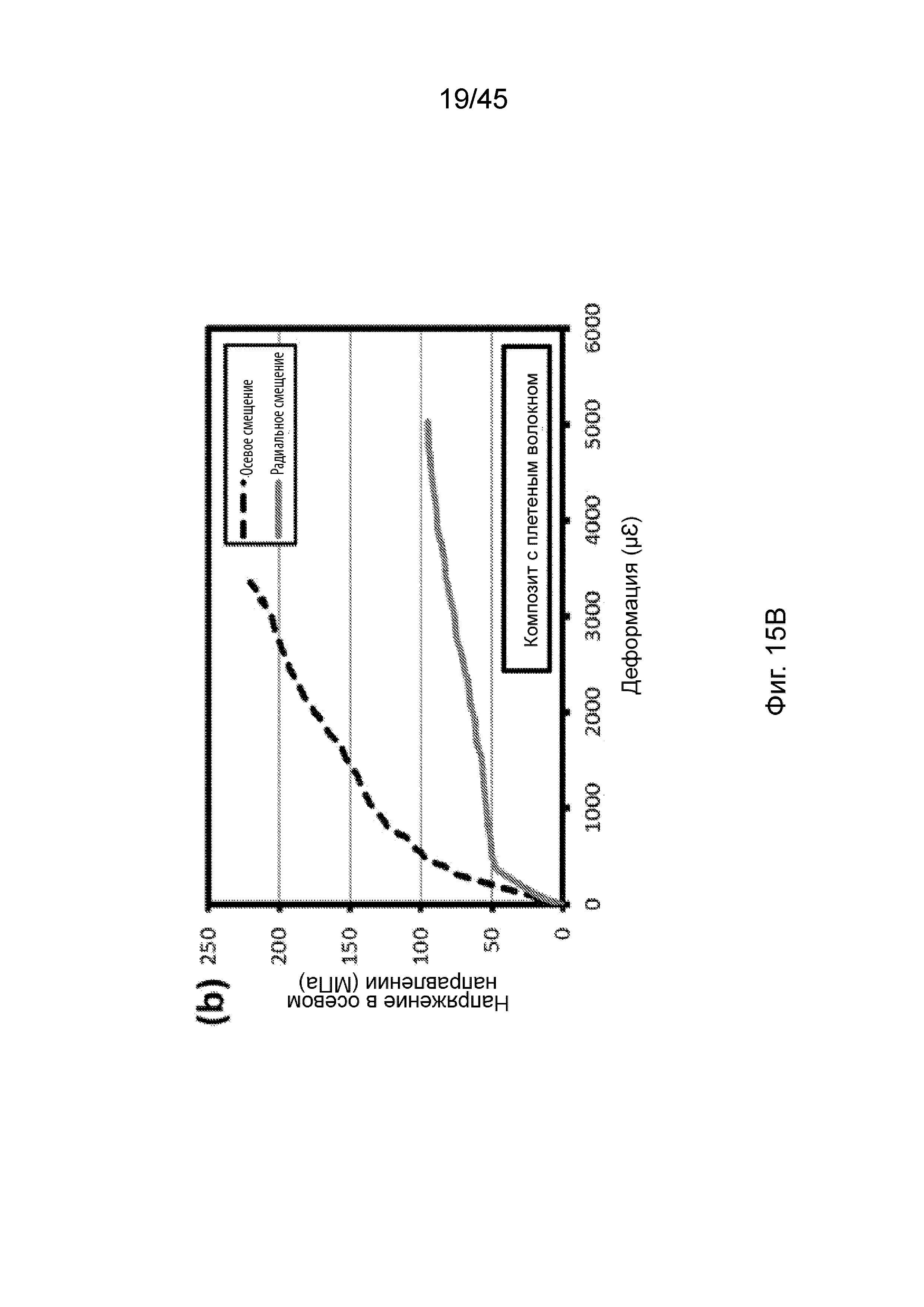
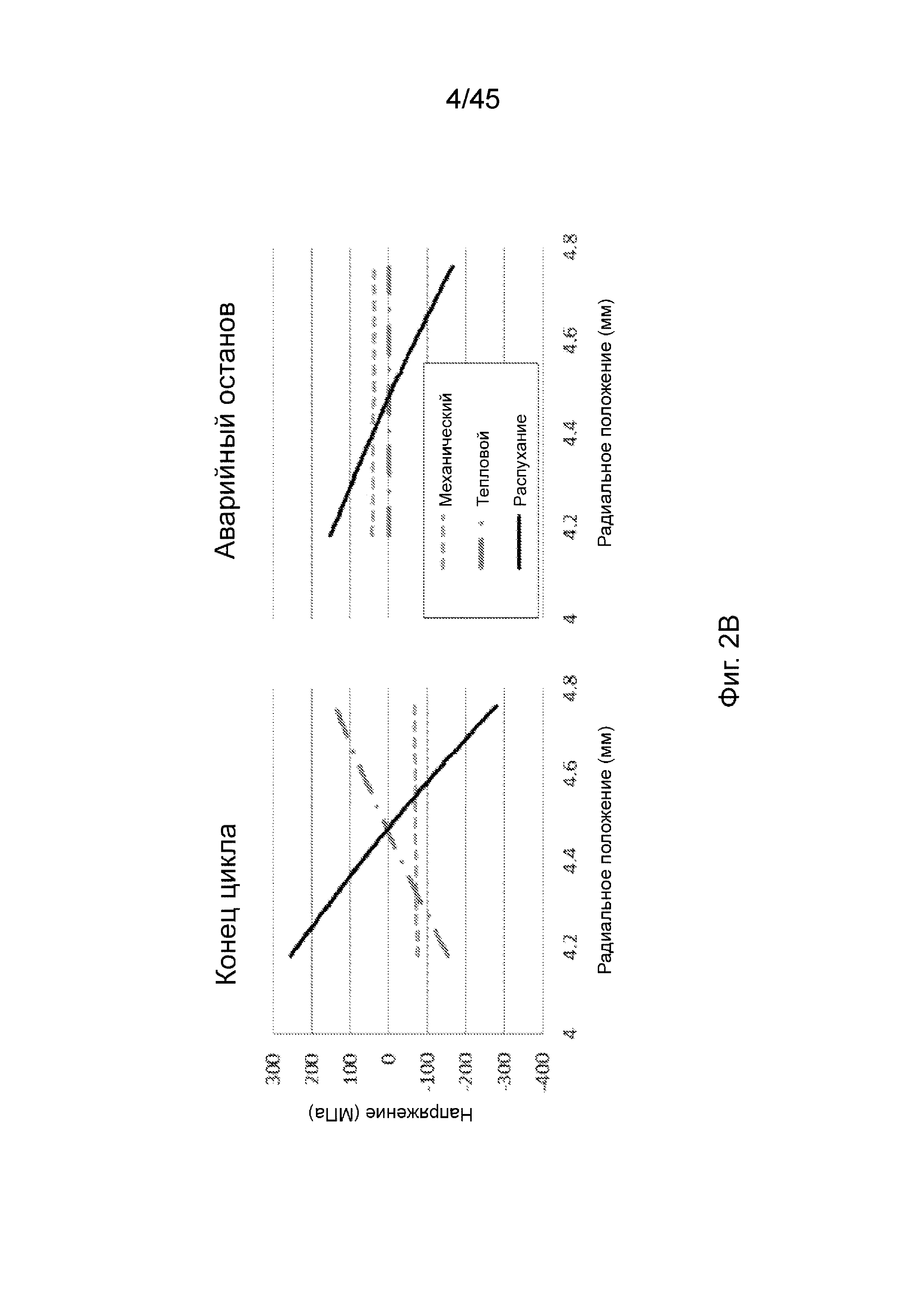
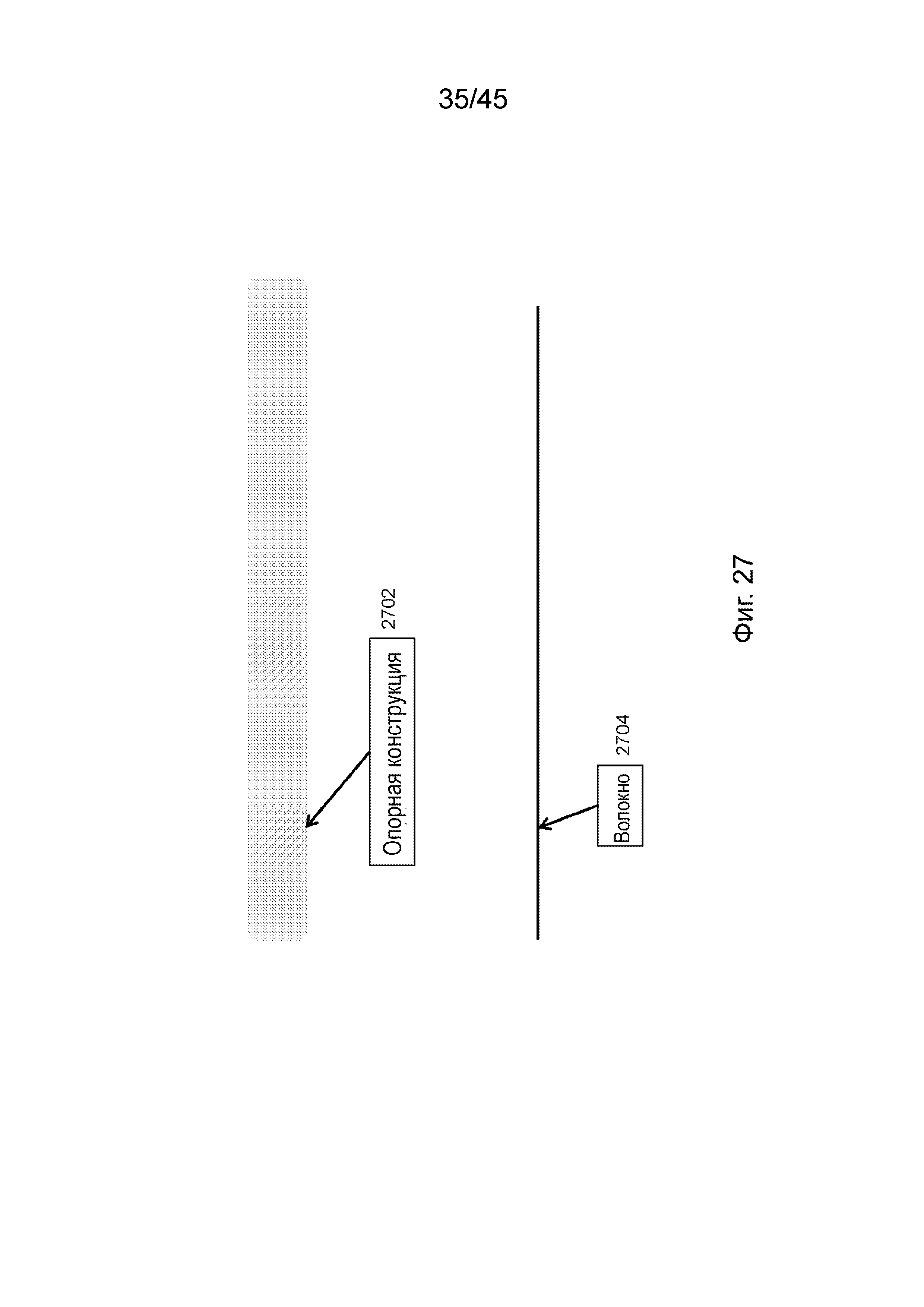
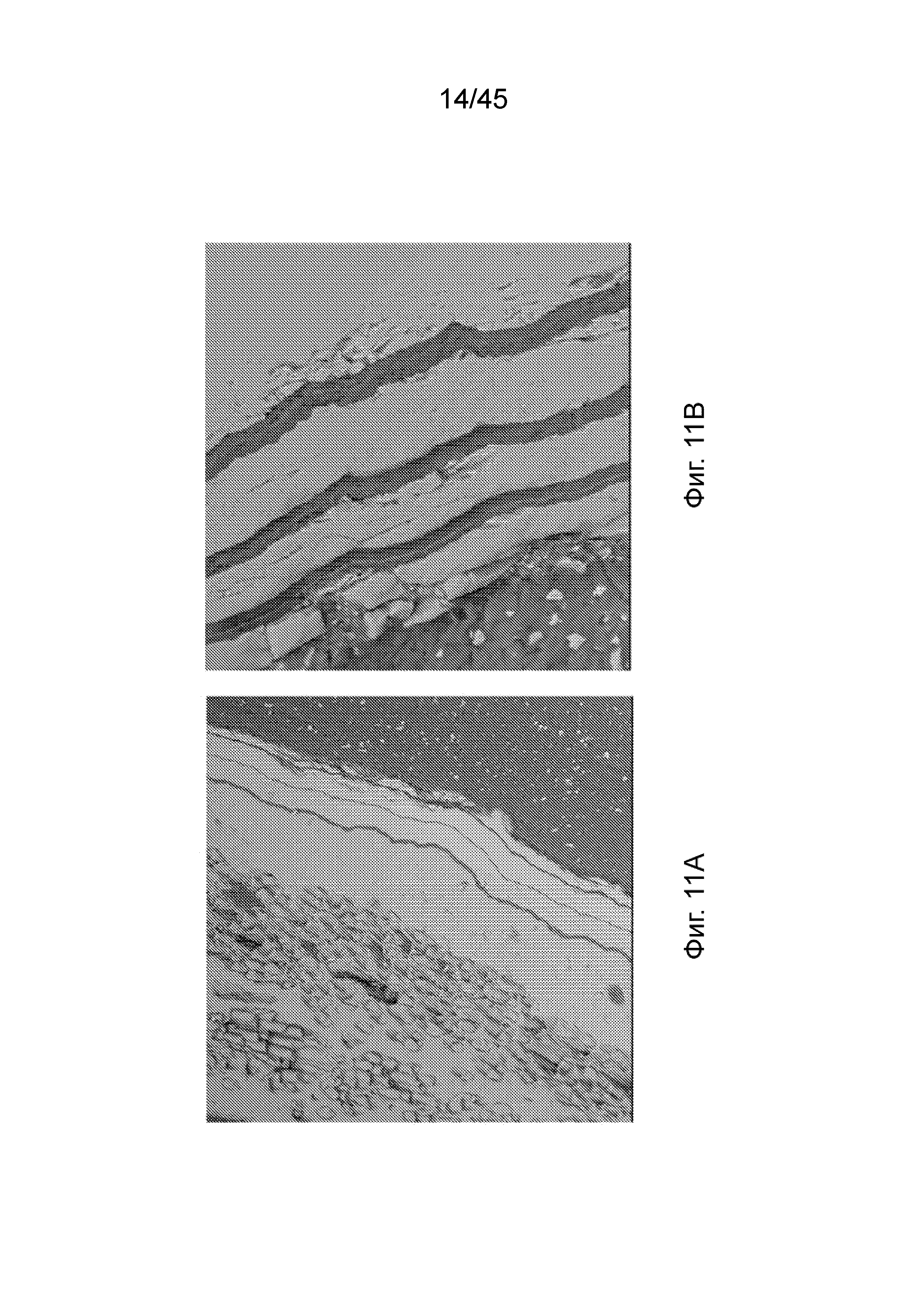
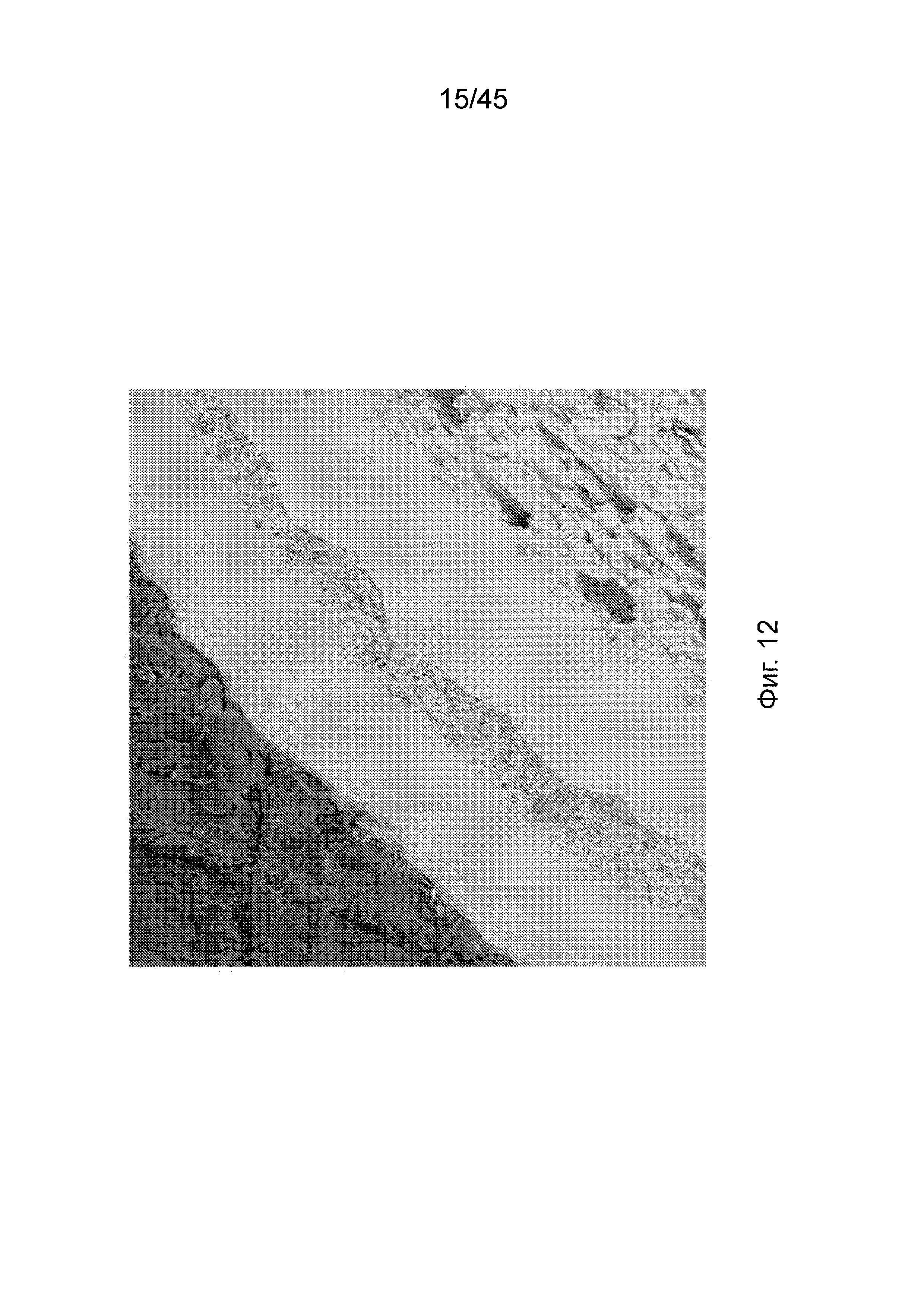
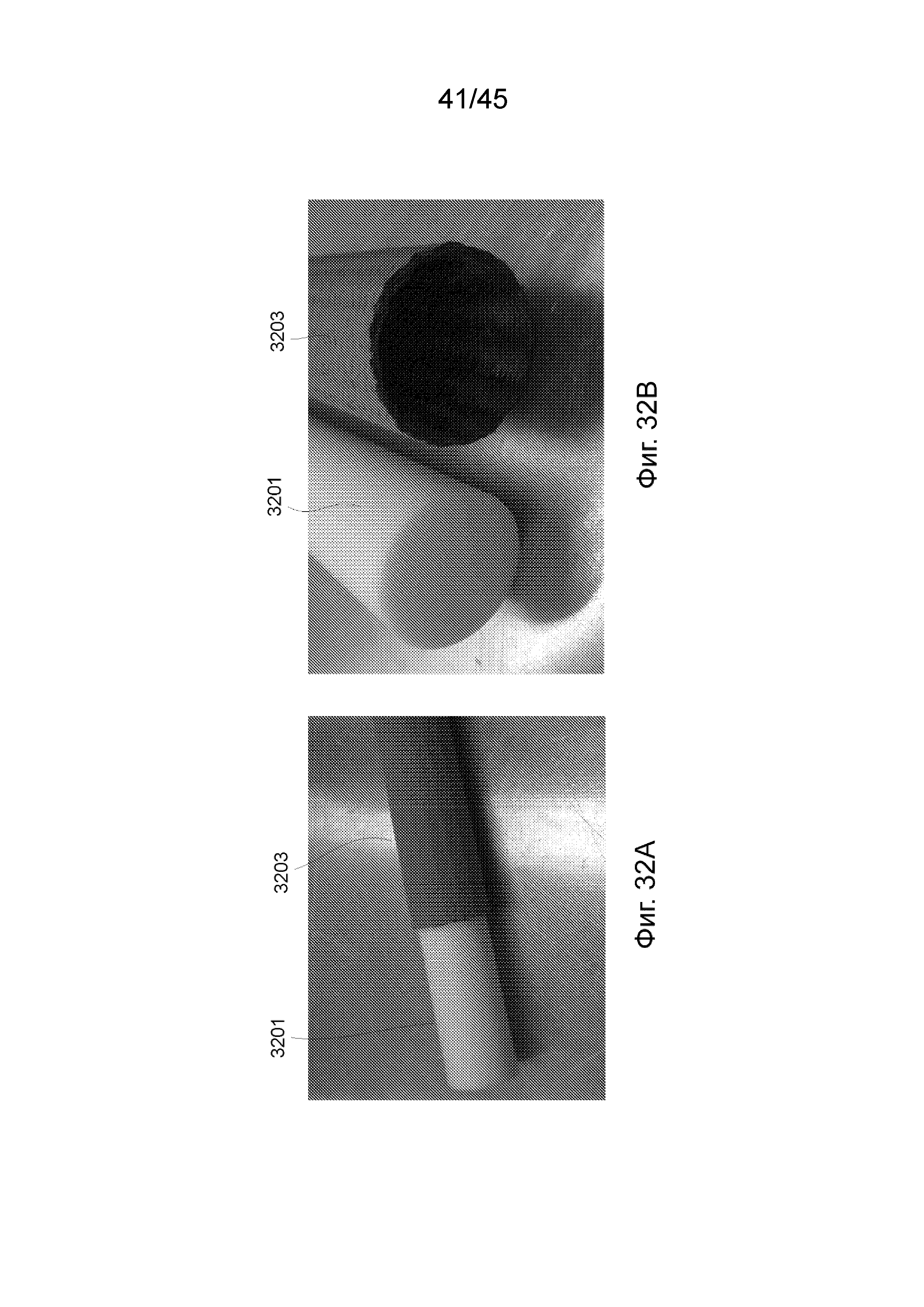
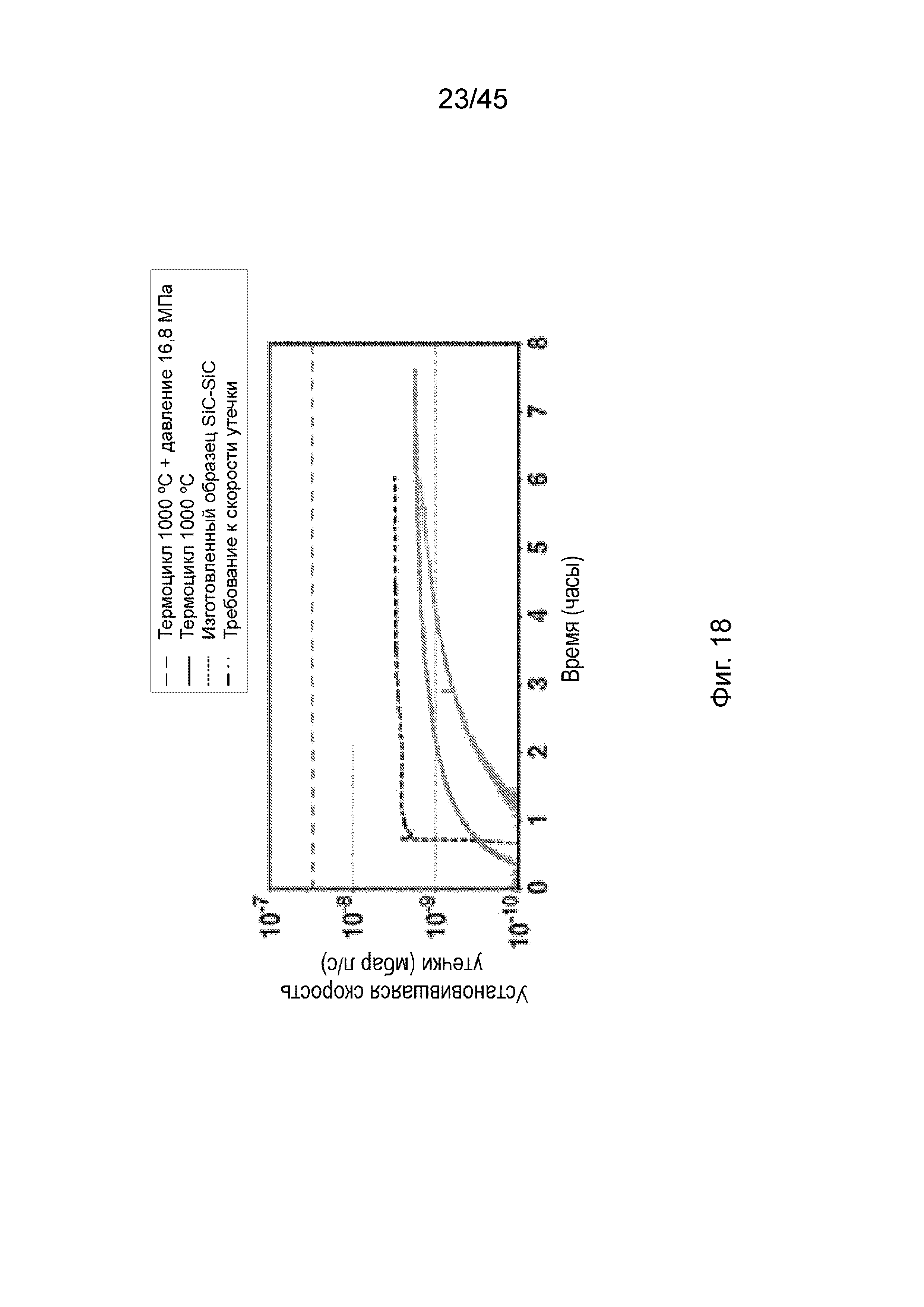
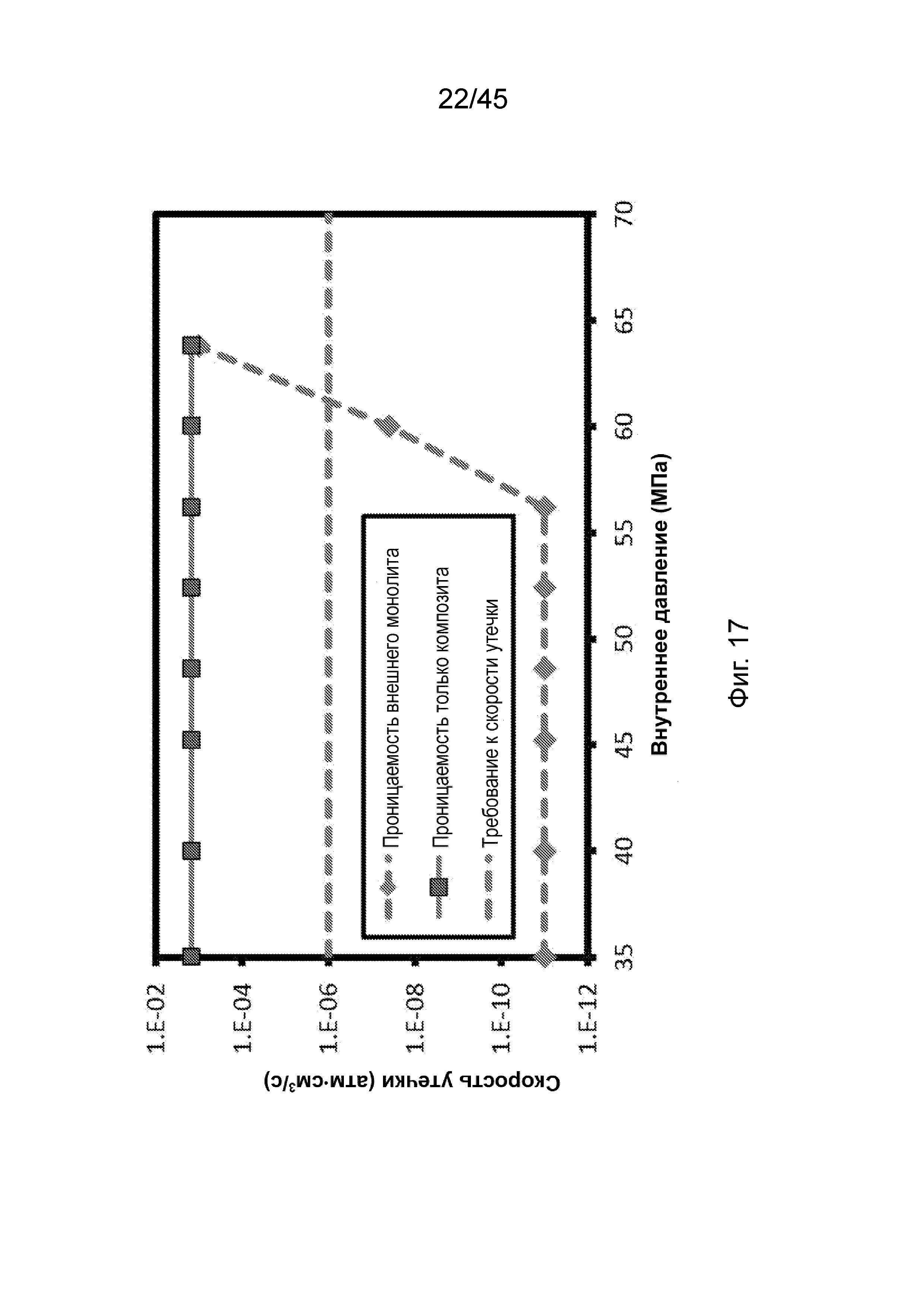
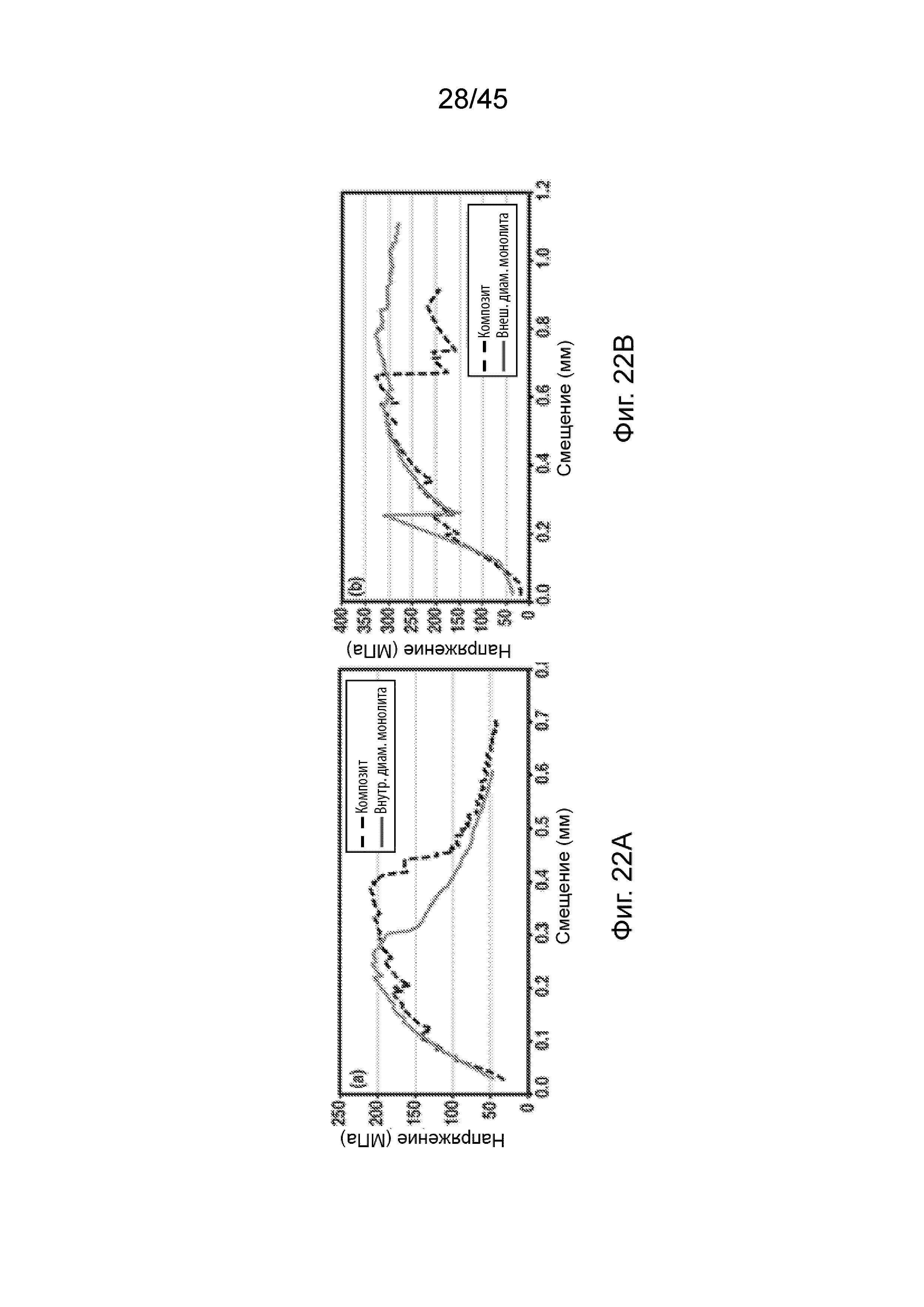
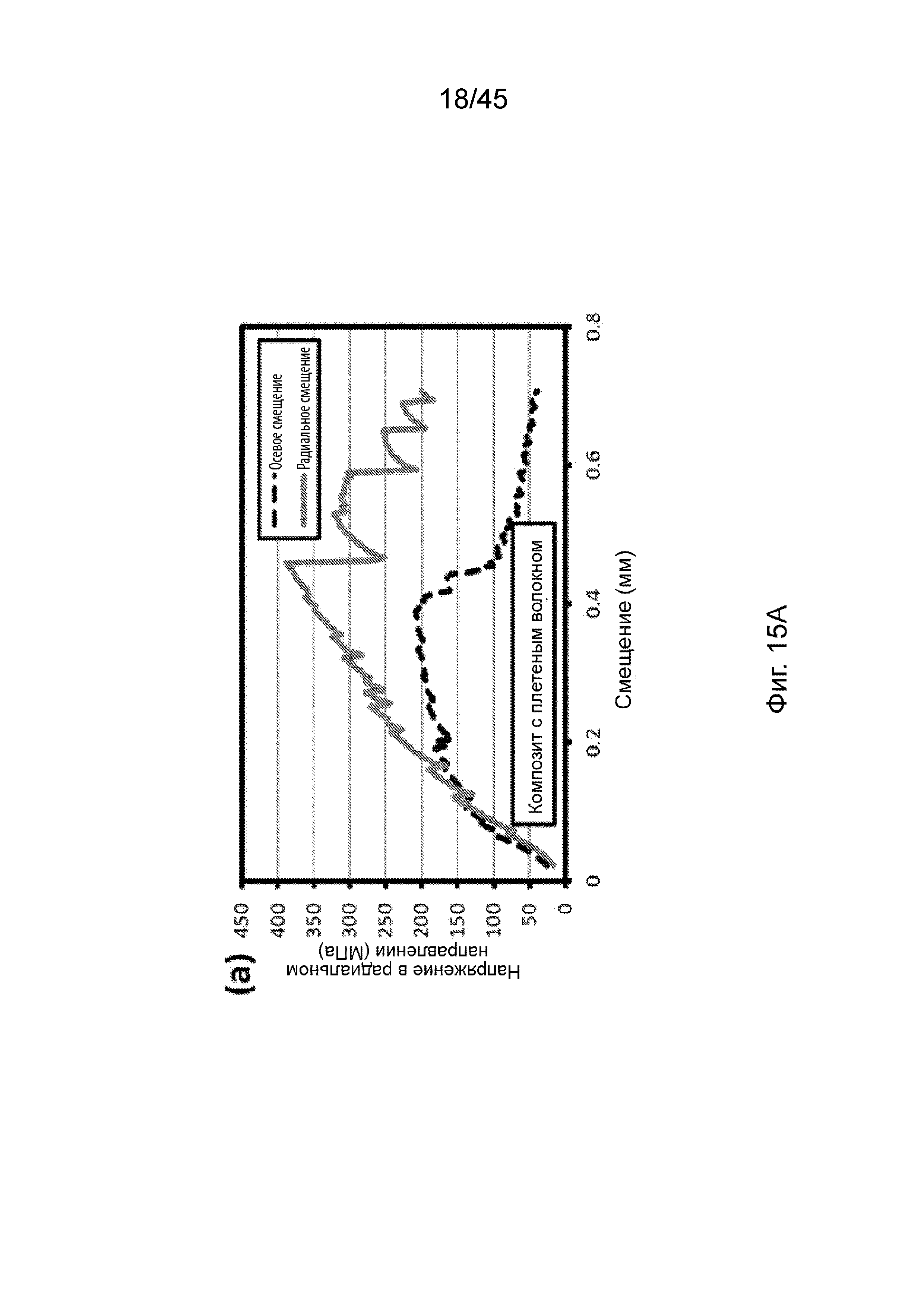
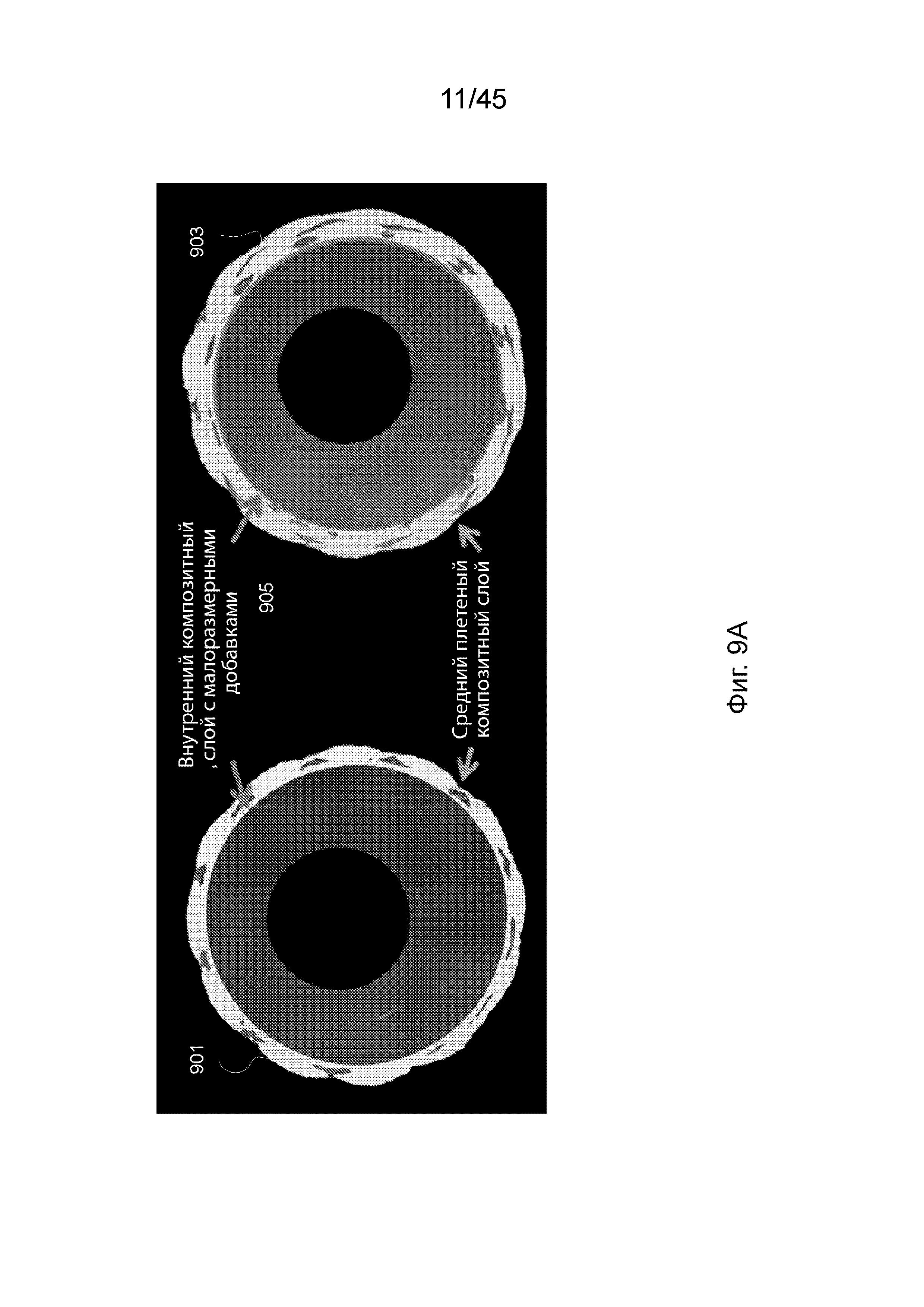
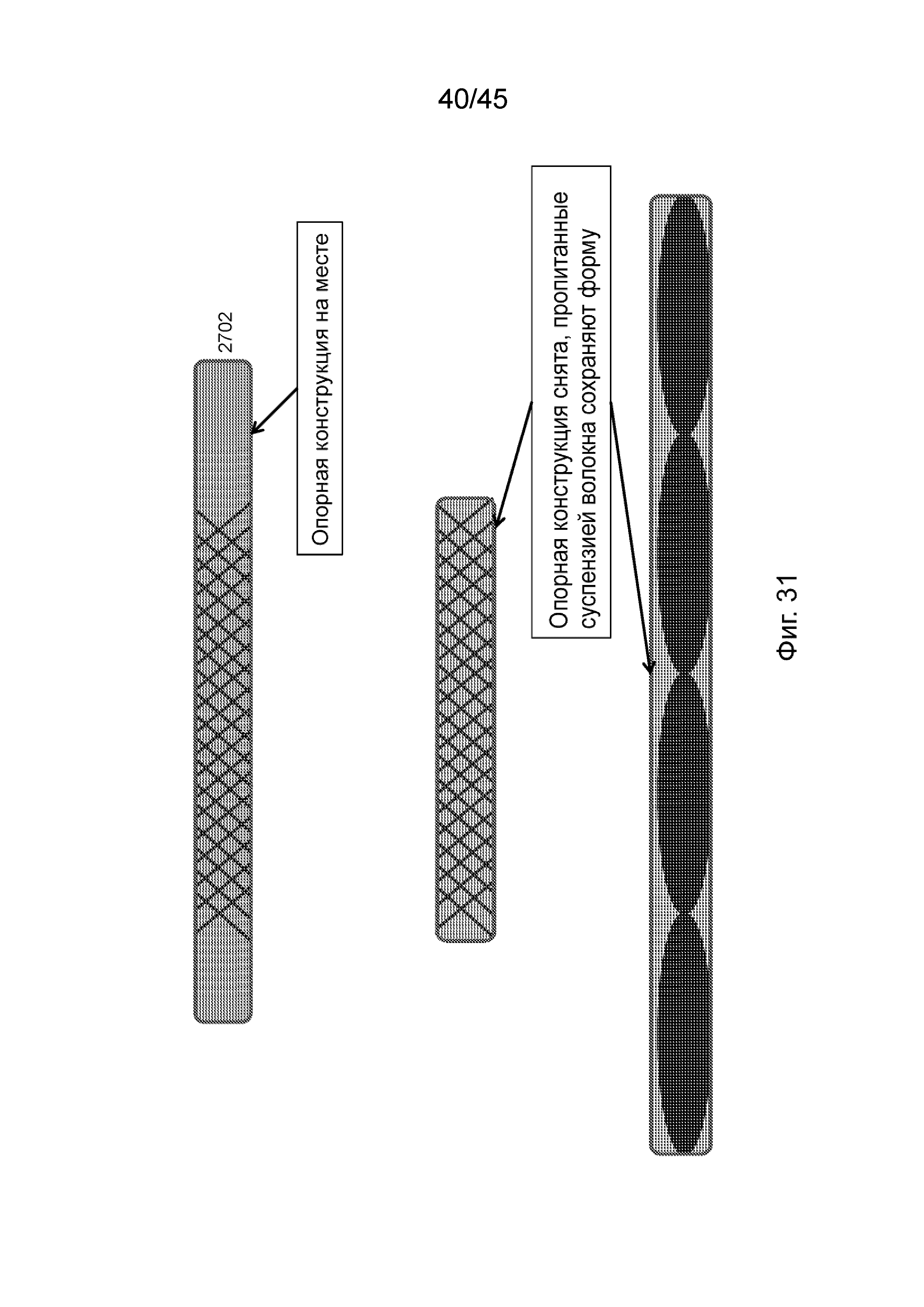
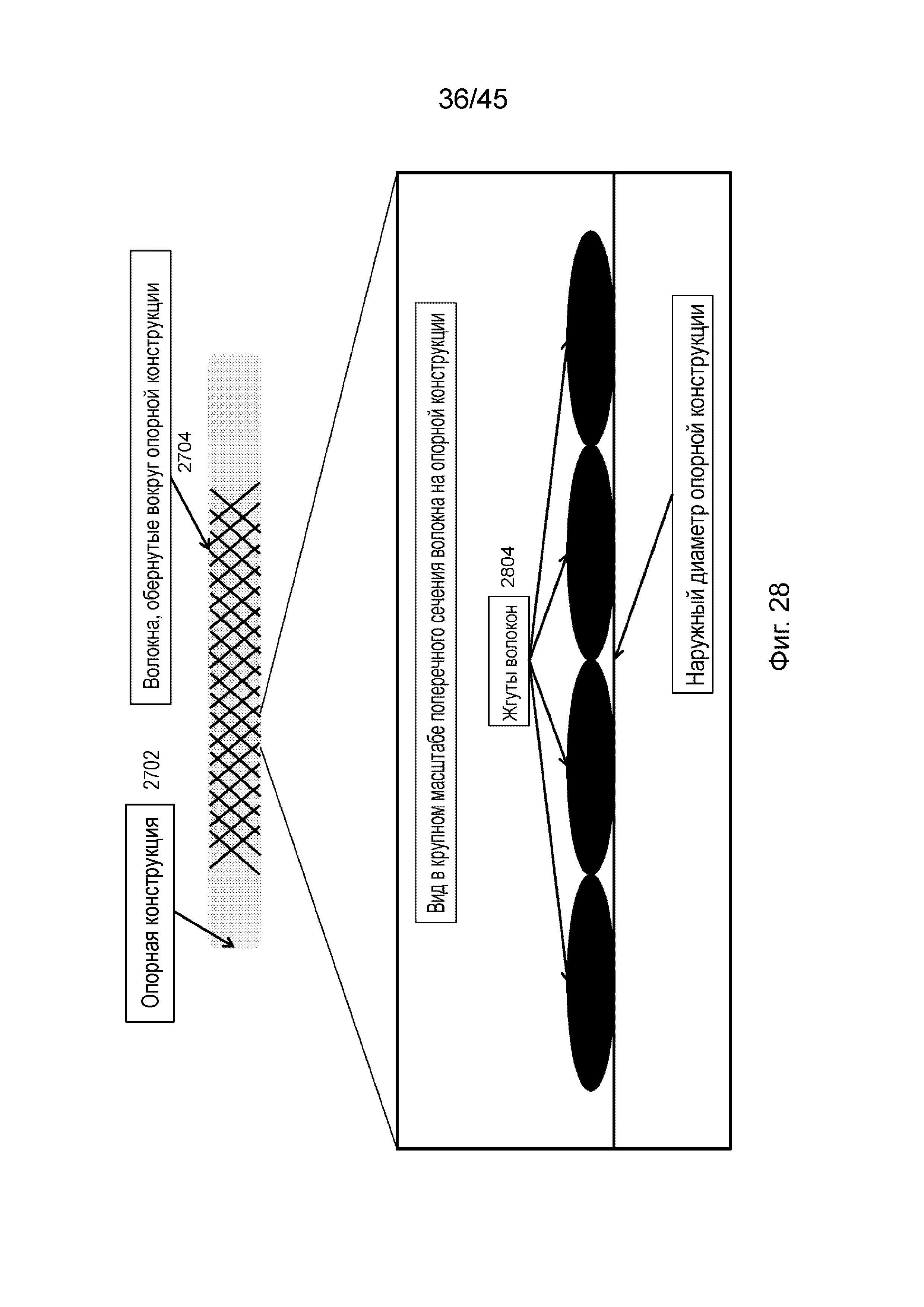
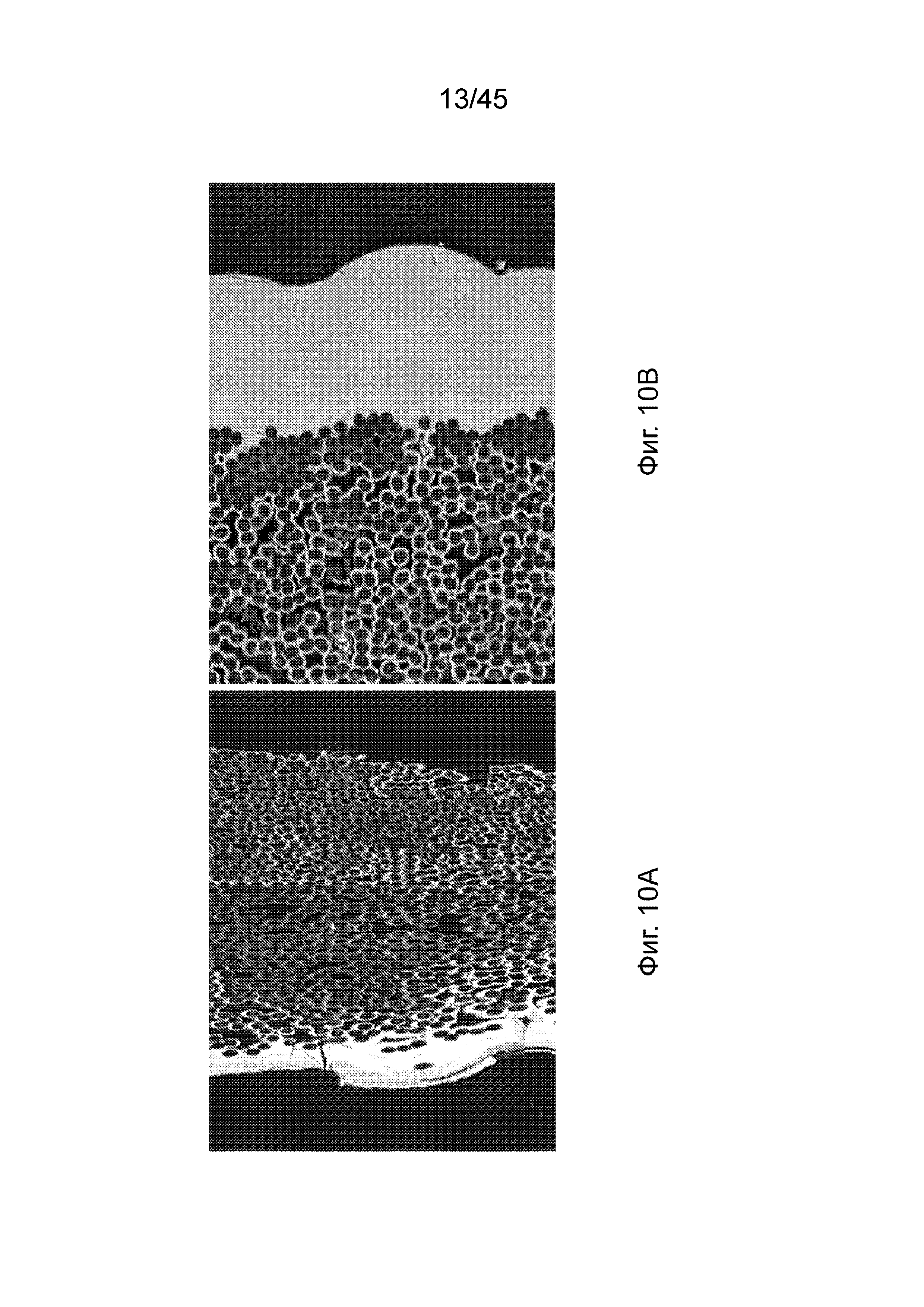
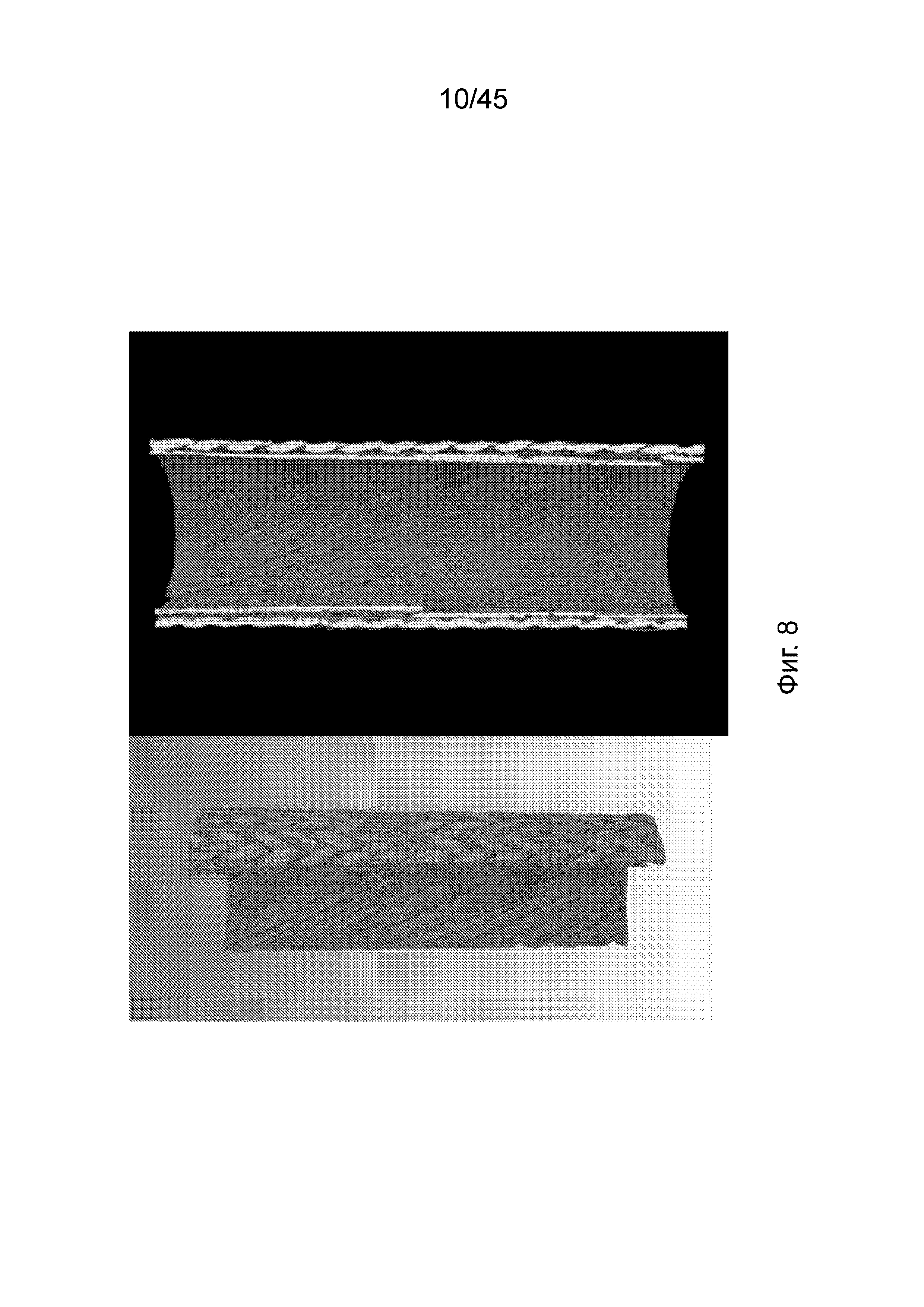
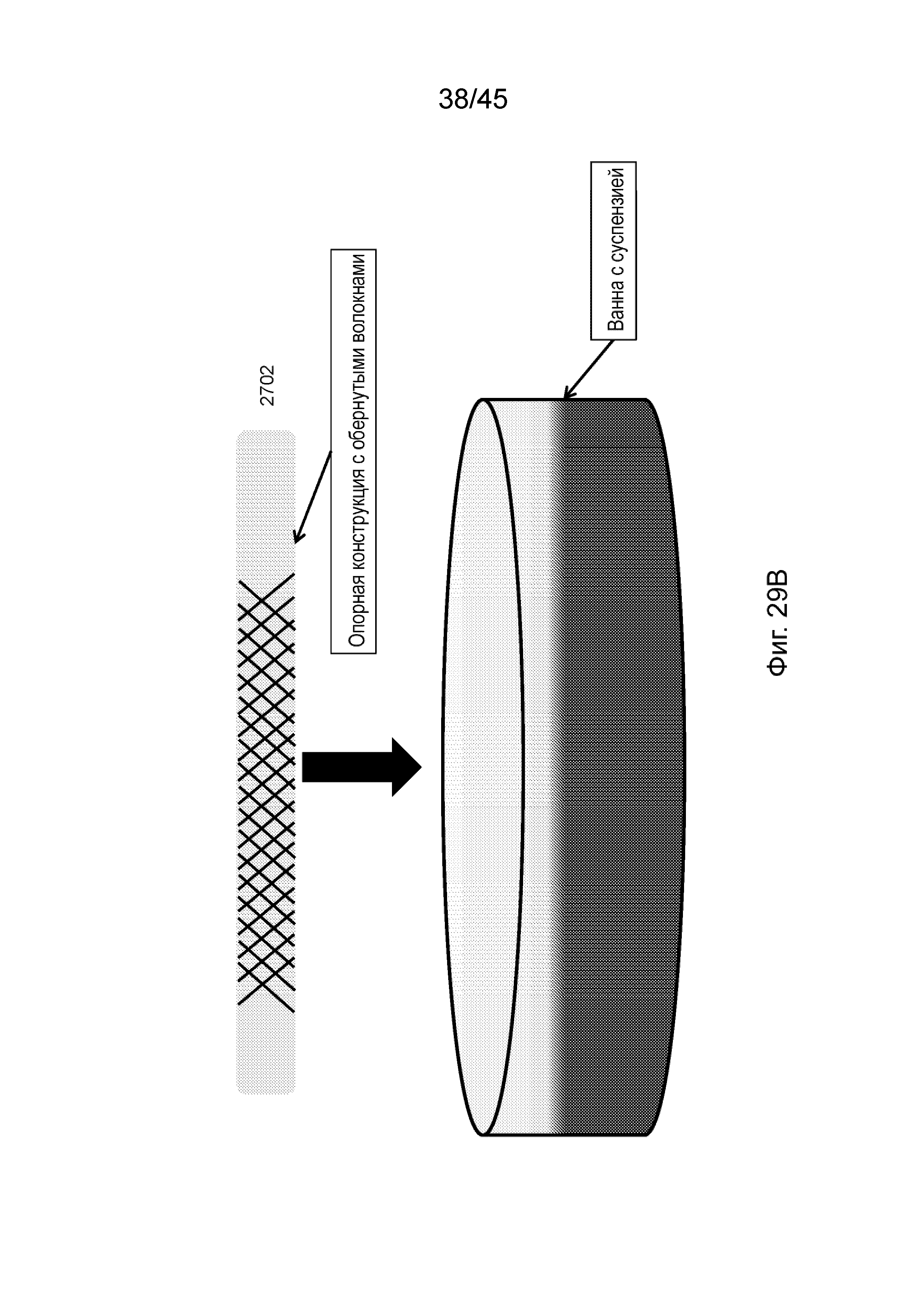
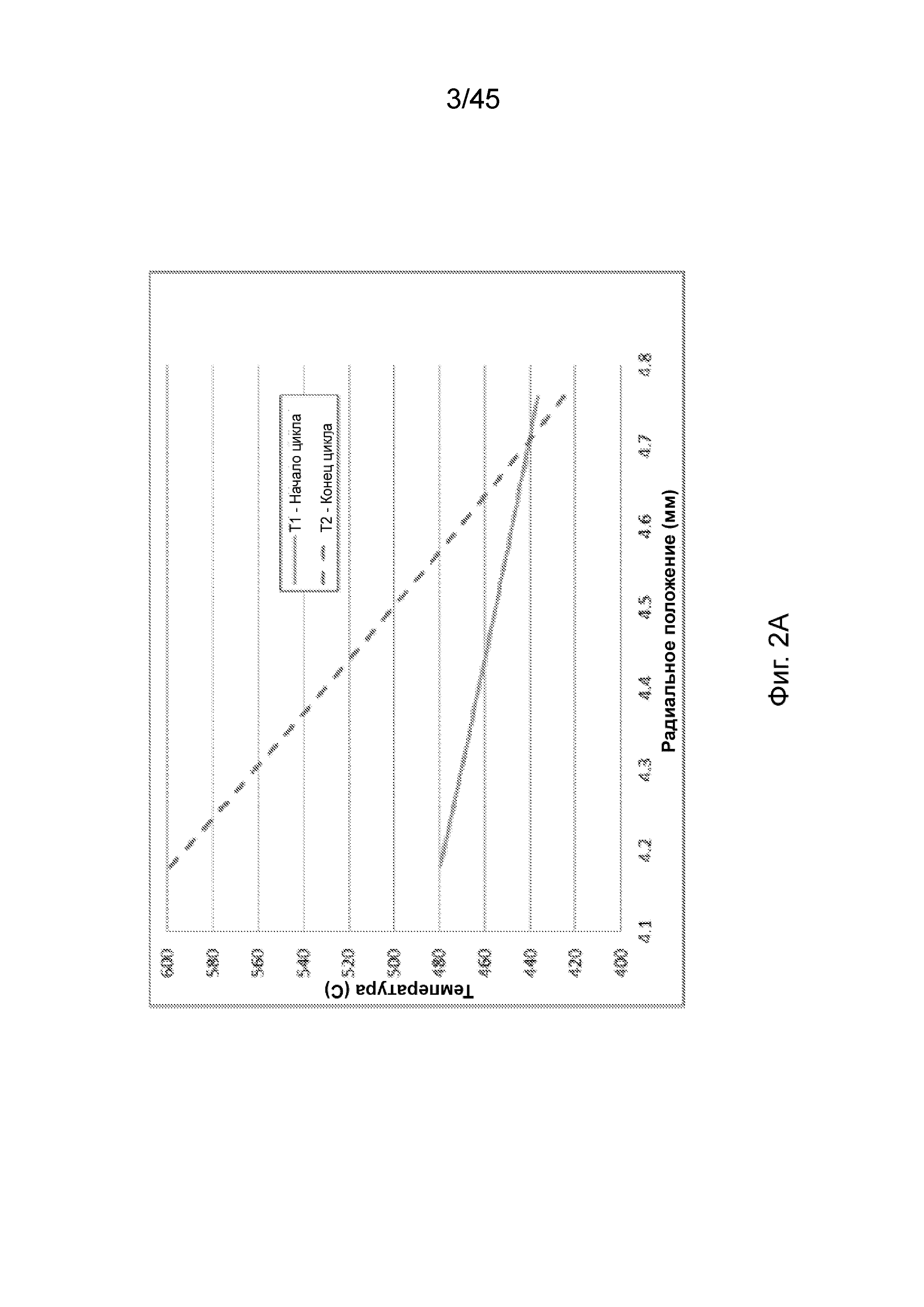
Модульный реактор, преобразующий отходы деления ядерных материалов
Способы и системы для применения в лазерной обработке
Ротор в сборе и способ изготовления
Многоуровневый высокоскоростной регулируемый привод

