Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ВЕЛИЧИНЫ ОТКЛОНЕНИЯ ПОЛОСЫ И СПОСОБ И УСТРОЙСТВО ДЛЯ ДЕТЕКТИРОВАНИЯ АНОМАЛЬНОГО ОТКЛОНЕНИЯ ПОЛОСЫ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для определения величины отклонения полосы по ширине в процессе её транспортирования и, кроме того, к способу и устройству для детектирования аномального отклонения полосы на основании результатов измерений.
Уровень техники
При производстве стального листа в виде полосы этот стальной лист может быть транспортирован на большое расстояние. В качестве примера можно привести печь для отжига стального листа, входящую в состав оборудования непрерывного отжига для отжига стального листа, подвергаемого прокатке или подобному технологическому процессу, и зону нагревания, зону выдержки, зону охлаждения и так далее, расположенные последовательно в этой печи от стороны входа в направлении транспортирования стального листа. В случае проведения отжига в вертикальной печи с последовательным изгибанием стального листа вверх и вниз центральное положение стального листа можно регулировать во время транспортирования с помощью направляющих роликов, центрирующих роликов и тому подобных средств. С другой стороны, в случае проведения отжига в горизонтальной печи, как показано на фиг.1, при транспортировании стального листа по прямой, без изгиба, существует вероятность отклонения стального листа по ширине (с образованием кромки, извилистой) из-за отсутствия направляющих роликов или центрирующих роликов. Если отклонение по ширине становится чрезмерным, существуют опасения, что стальной лист с извилистой кромкой будет контактировать с используемым оборудованием, таким как детали крепления, стойка и тому подобный элемент, установленный в непосредственной близости от линии прокатки, что приведет к серьёзным нарушениям технологического процесса, таким как разрывы листа и тому подобное, и поэтому важно детектировать (выявлять) аномальное отклонение стального листа, чтобы предотвратить указанные нарушения технологического процесса.
В настоящее время известен способ детектирования отклонения стального листа во время транспортирования, в котором производят съемку стального листа с помощью средства формирования изображения, в частности, полупроводниковой камеры на приборах с зарядовой связью (ПЗС-камера) или подобного средства, и положение кромки стального листа автоматически детектируют путем обработки снятого изображения с получением величины смещения положения кромки относительно нормального положения, которая представляет собой величину отклонения.
В качестве такой технологии в патентном документе D1 предложен способ, в котором над обеими кромками стального листа размещены ПЗС-камеры, с задней стороны стального листа в соответствии с расположением ПЗС-камер размещены источники света, и свет распространяется от светового источника в направлении ПЗС- камеры для детектирования кромки стального листа.
Цитируемый патентный документ
D1 - JP-A-H04-225107
Сущность изобретения
Техническая проблема
Однако в способе в соответствии с патентным документом D1 ПЗС-камера размещена непосредственно над стальным листом, а световой источник расположен непосредственно ниже стального листа, и в результате мелкие твердые частицы, например, металлический порошок и подобные частицы, рассеиваемые при транспортировании стального листа, имеют тенденцию к налипанию на линзы ПЗС-камеры и световой источник, что приводит к нарушению их нормальной работы, ошибочному детектированию или тому подобному. Чтобы устранить эту проблему, предусматривается размещение ПЗС-камеры и тому подобного на транспортной тележке, которая может перемещаться с удалением от линии транспортирования стального листа, при этом твердые пылевидные частицы, прилипшие к ПЗС-камере, или подобные частицы, можно периодически удалять даже в процессе функционирования линии. Однако недостаток таких контрмер заключается в необходимости транспортной тележки, находящейся на рельсах, направляющих движение тележки, крепления настила для размещения транспортной тележки, усовершенствования траверс и, если необходимо, замены существующей линии прокатки, что обуславливает чрезмерные капитальные затраты. Кроме того, ПЗС-камера и световой источник, находящиеся в местах, несомненно подвергаемых воздействию тепла, исходящего от стального листа, могут быть преждевременно повреждены за счет воздействия этого тепла. Следовательно, необходимо, кроме того, установить оборудование с охлаждающей водой для защиты ПЗС-камеры или подобной аппаратуры посредством охлаждения.
Задача настоящего изобретения заключается в устранении указанных проблем рассмотренной выше традиционной технологии и обеспечении способа и устройства для определения величины отклонения полосы, а также способа и устройства для детектирования аномального отклонения полосы по ширине, которые способны уменьшить такие проблемы, как нарушение нормальной работы аппаратуры и ошибочное детектирование, за счет устранения налипания пылевидных частиц на средства формирования изображения и средства освещения и могут уменьшить количество теплоты, подводимой к средствам формирования изображения и средствам освещения, чтобы предотвратить увеличение расходов.
Решение проблемы
Способ определения величины отклонения в соответствии с изобретением, обеспечивающий решение поставленной задачи, представляет собой способ определения величины отклонения полосы в процессе её транспортирования, в котором средство формирования изображения размещено с одной стороны полосы в положении наклона оптической оси относительно плоскости линии транспортирования полосы, а осветительный прибор размещен с другой стороны полосы так, чтобы излучать свет на полосу с задней стороны полосы, видимой из средства формирования изображения, и съемка полосы производится с помощью средства формирования изображения сбоку под наклоном так, чтобы захватить в изображение обе кромки полосы, при этом кромку полосы детектируют с помощью изображения, снятого средством формирования изображений, и величину отклонения полосы от нормального положения вычисляют на основе информации о положении детектируемой кромки полосы.
В способе определения величины отклонения в соответствии с изобретением, предпочтительно, чтобы осветительный прибор и средство формирования изображения были размещены в одинаковой позиции в направлении движения полосы, и оптическая ось осветительного прибора была смещена относительно оптической оси средства формирования изображения в направлении стороны входа или стороны выхода по отношению к направлению движения полосы.
В способе определения величины отклонения в соответствии с изобретением предпочтительно определять величину отклонения полосы регрессивно по информации о положении детектированной кромки полосы.
Устройство для определения величины отклонения в соответствии с изобретением для решения вышеуказанной задачи представляет собой устройство для определения величины отклонения полосы по ширине в процессе её движения, содержащее
средство формирования изображения, размещенное с одной стороны полосы и имеющее оптическую ось, наклоненную относительно плоскости линии прокатки полосы для получения снимков полосы сбоку под наклоном так, чтобы захватить в изображение обе кромки,
осветительный прибор, излучающий свет на полосу с задней стороны полосы, видимой из средства формирования изображения, и
блок обработки изображения, предназначенный для обработки изображения, снятого средством формирования изображения, с целью детектирования кромки полосы и вычисления величины отклонения полосы от нормального положения на основании данных о положении детектируемой кромки полосы.
В устройстве для измерения величины отклонения в соответствии с изобретением предпочтительно, чтобы осветительный прибор и средства формирования изображения были размещены в одной позиции в направлении движения полосы, и оптическая ось осветительного прибора была смещена относительно оптической оси средства формирования изображения в направлении стороны входа или стороны выхода по отношению к направлению движения полосы.
В устройстве для измерения величины отклонения в соответствии с изобретением предпочтительно, чтобы блок обработки изображения был сконфигурирован с возможностью регрессивно определять величину отклонения полосы по информации о положении кромки, полученной в результате её детектировании.
Способ детектирования аномального отклонения в соответствии с изобретением, обеспечивающий решение поставленной задачи, заключается в том, что отклонение считается аномальным, если величина отклонения, полученная описанным выше способом определения величины отклонения, превышает предварительно заданную оценочную величину аномального отклонения.
Устройство для детектирования аномального отклонения в соответствии с изобретением, обеспечивающее решение поставленной задачи, содержит любое одно из вышеупомянутых устройств для определения величины отклонения и выполнено так, что блок обработки изображения определяет отклонение как аномальное, если полученная величина отклонения превышает предварительно заданную оценочную величину аномального отклонения.
Положительные эффекты изобретения
В способе и устройстве для измерения величины отклонения в соответствии с изобретением осветительный прибор излучает свет так, чтобы он отражался от кромки полосы, средство формирования изображения производит съемку полосы, включающую съемку кромки, и блок обработки изображения детектирует кромку с помощью снятого изображения и определяет величину отклонения кромки на основе информации о детектированном положении кромки. В способе и устройстве для измерения аномального отклонения в соответствии с изобретением наличие аномального отклонения устанавливают путем сравнения измеренной величины отклонения с предварительно заданной оценочной величиной аномального отклонения.
В способе и устройстве для определения величины отклонения, а также в способе и устройстве для детектирования аномального отклонения в соответствии с изобретением средство формирования изображения расположено с одной стороны полосы, а осветительный прибор размещен с другой стороны полосы, или средство формирования изображения и осветительный прибор не размещены непосредственно над полосой и ниже полосы, и поэтому при осуществлении действий по определению отклонения могут быть уменьшены нарушения вследствие налипания пылевидных твердых частиц и тому подобных, рассеиваемых при движении стального листа, на линзы средства формирования изображения и осветительного прибора. Соответственно, это может привести к отсутствию необходимости использования транспортной тележки и рельс для перемещения средства формирования изображения и осветительного прибора с удалением от линии транспортирования, и переделки взаимосвязанного с ними оборудования, и могут быть уменьшены затраты, необходимые для включения в состав устройства упомянутых транспортной тележки и рельс. Следует отметить, что даже в случае высокой температуры полосы та сторона полосы, на которой размещены средство формирования изображения и осветительный прибор, имеет низкую температуру по сравнению с позициями, находящимися непосредственно над полосой и ниже полосы. В связи с этим может отсутствовать необходимость использования устройства водяного охлаждения для средства формирования изображения и осветительного прибора. Кроме того, средство формирования изображения и осветительный прибор размещены вне линии транспортирования так, что существует возможность их ремонта и настройки в процессе работы линии, не предполагая прекращение работы, и их техническое обслуживание может быть произведено без затруднений.
В соответствии с изобретением можно, таким образом, решить проблемы, присущие традиционным методам, и обеспечить способ и устройство для определения величины отклонения полосы, и способ и устройство для детектирования аномального отклонения полосы, которые способны предотвратить налипание твердых пылевидных частиц на средство формирования изображения и осветительный прибор и уменьшить тем самым такие проблемы, как нарушение нормальной работы аппаратуры и ошибочное детектирование, а также уменьшить тепловую нагрузку средства формирования изображения и осветительного прибора, что позволяет сдерживать увеличение расходов.
Краткое описание чертежей
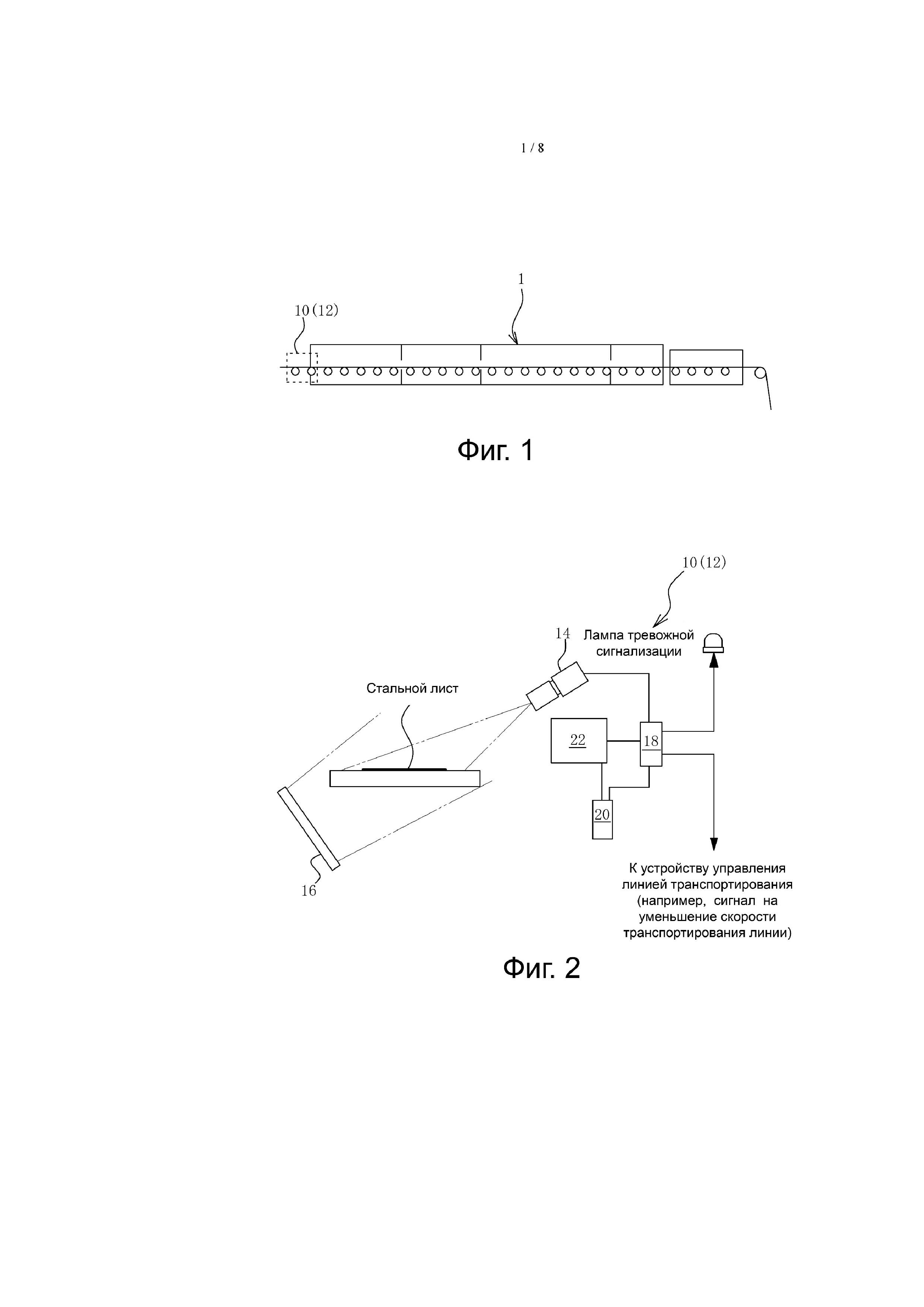
Фиг.1 - схематическое изображение, иллюстрирующее корпус горизонтальной печи в составе оборудования для непрерывного отжига, использующего устройство для определения величины отклонения и устройство для детектирования аномального отклонения в соответствии с воплощением изобретения.
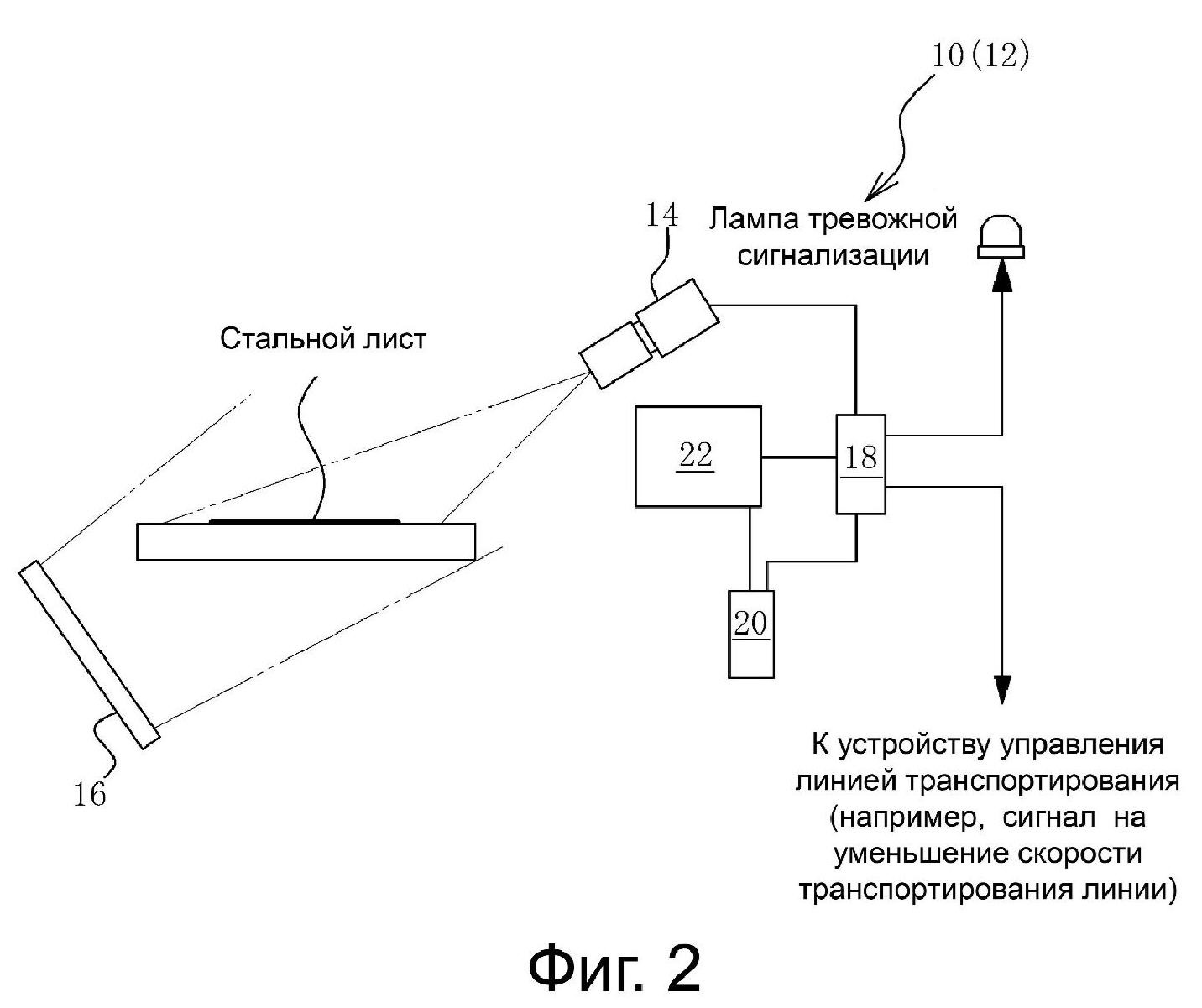
Фиг.2 - схематическое изображение, иллюстрирующее конфигурацию устройства для детектирования аномального отклонения в соответствии с воплощением изобретения, в котором используется устройство для определения величины отклонения, соответствующее другому воплощению изобретения.
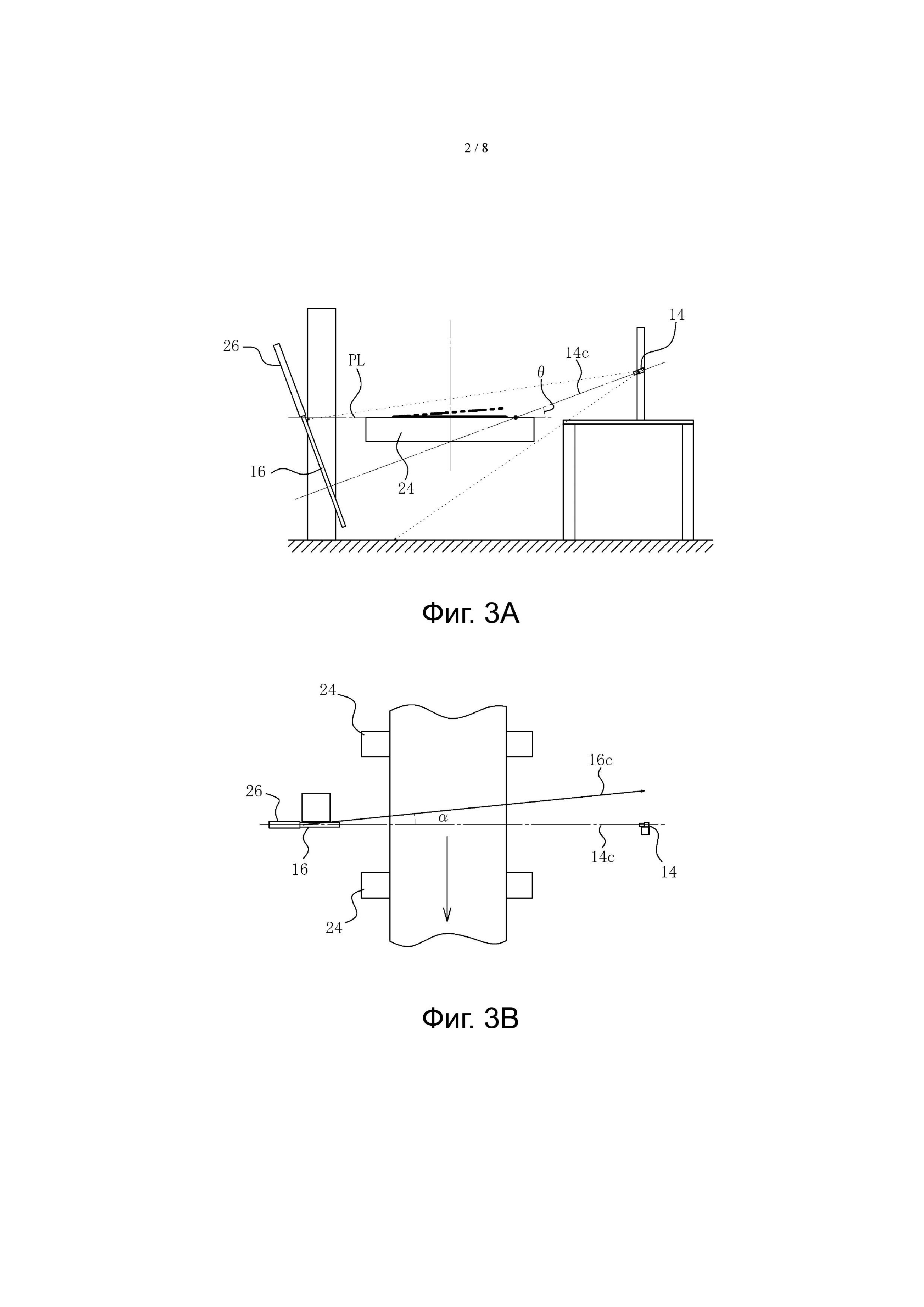
Фиг.3 - линия транспортирования, оборудованная устройством для детектирования аномального отклонения, представленным на фиг.2, при этом (а) – вид со стороны, противоположной направлению транспортирования, и (b) - вид сверху.
Фиг.4 - технологическая блок-схема, отображающая каждую операцию и обработку в способе детектирования аномального отклонения в соответствии с воплощением настоящего изобретения.
Фиг.5 - вид, иллюстрирующий соответствующую взаимосвязь между положением кромки полосы, транспортируемой в текущее время, и числом пикселей положения кромки полосы на формирователе сигнала изображения, используемом в средстве формирования изображения.
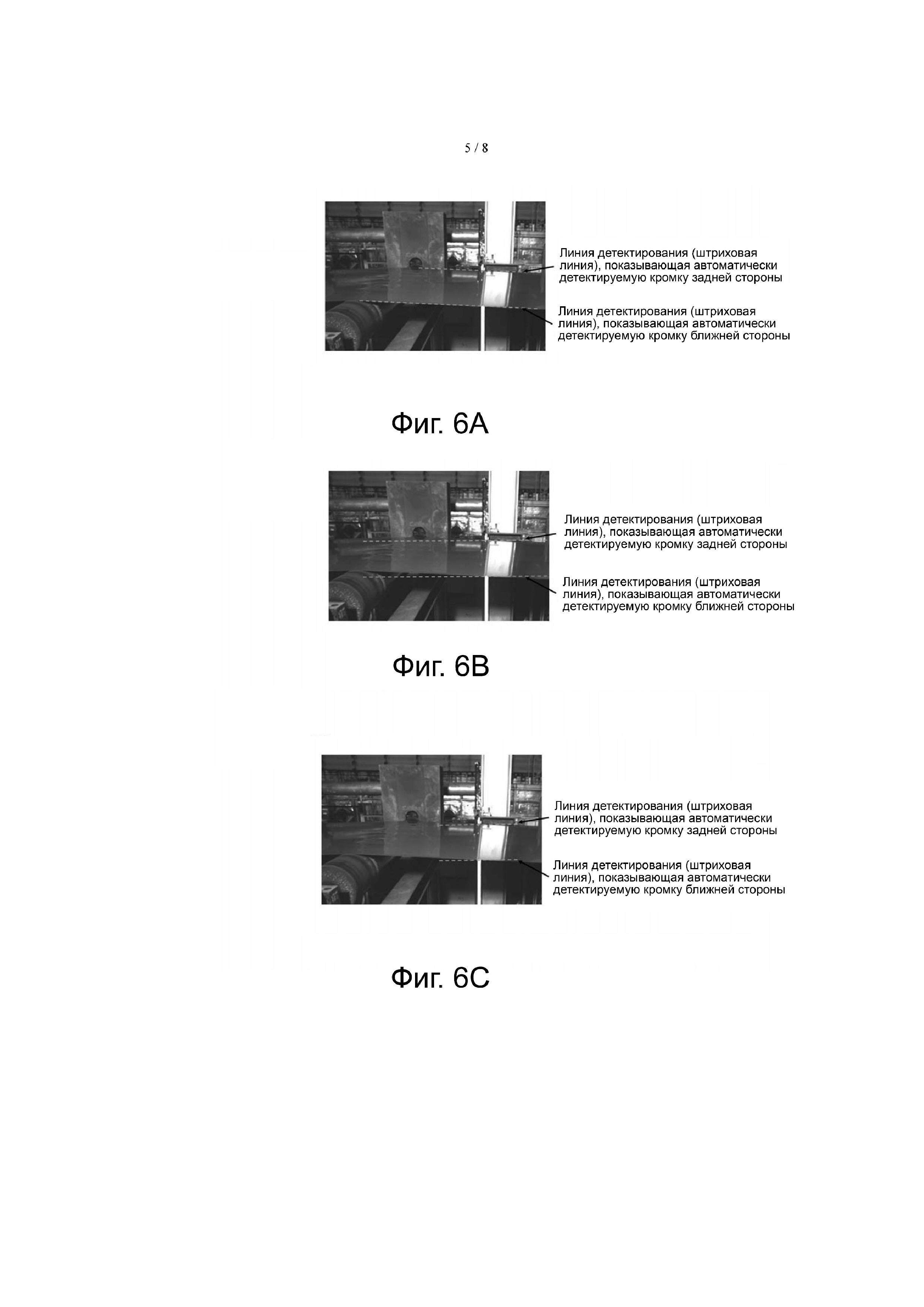
Фиг.6 - пример изображения на экране снимка, полученного средством формирования изображения, и линии детектирования, проходящей через положение автоматически детектируемой кромки, на мониторе в устройстве для детектирования аномального отклонения в соответствии с воплощением изобретения.
Фиг.7 - схематический вид, иллюстрирующий способ получения уравнения регрессии на основе экспериментальных данных, которое используется, если величину отклонения определяют регрессивно в зависимости от числа пикселей положения кромки полосы (положения пикселей), детектируемого средством формирования изображения, в способе и устройстве для определения величины отклонения, и способе и устройстве для детектирования аномального отклонения в соответствии с другим воплощением изобретения.
Фиг.8 - графическая зависимость, отображающая пример экспериментальных данных, позволяющих получить уравнение регрессии.
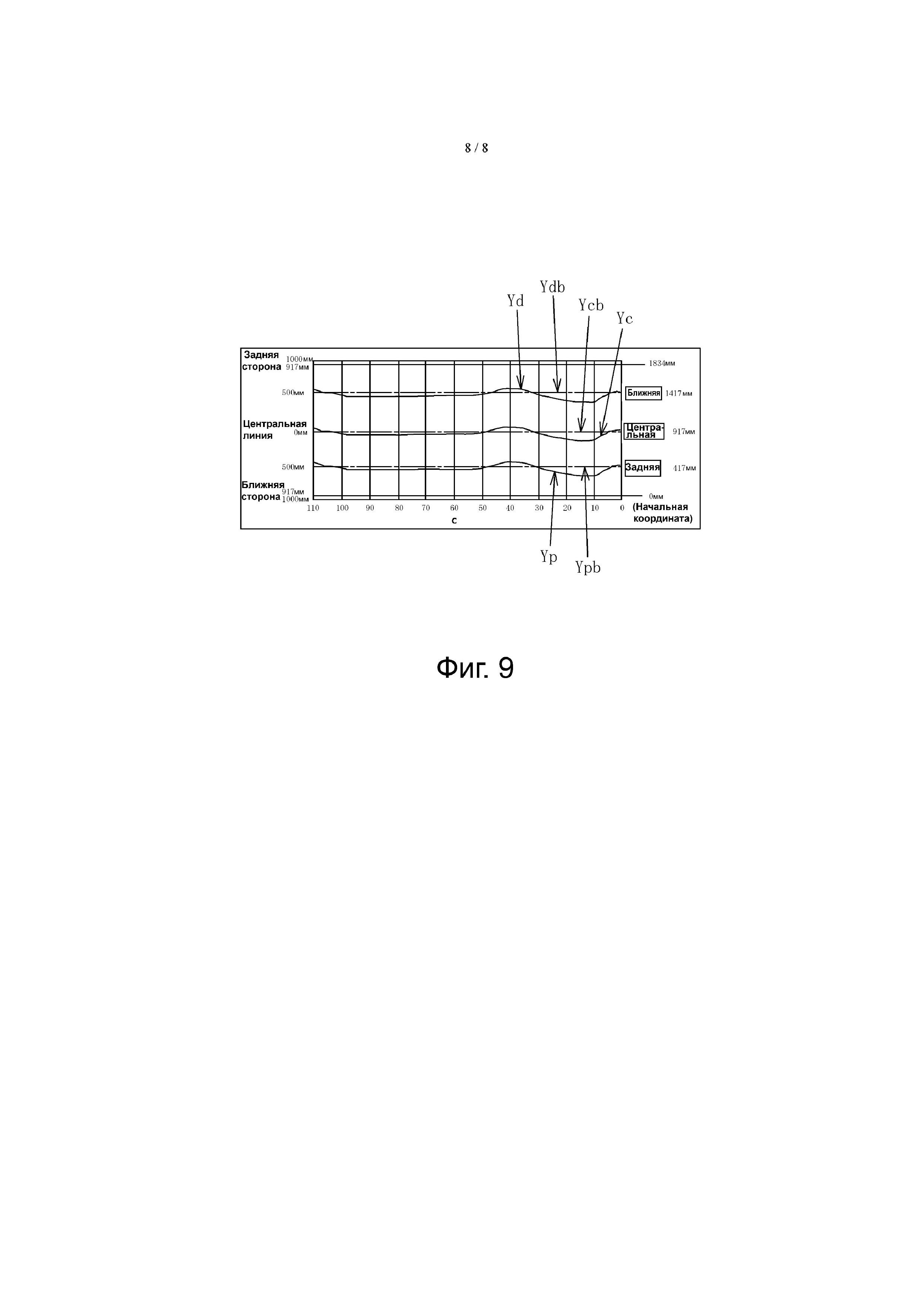
Фиг.9 - графическое изображение тенденций, показывающее хронологическое изменение величины отклонения, детектируемого устройством для детектирования аномального отклонения в соответствии с воплощением изобретения.
Описание воплощений изобретения
Воплощение изобретения будет раскрыто ниже более подробно со ссылками на чертежи. На фиг.1 представлен вид, иллюстрирующий корпус горизонтальной печи, входящей в состав оборудования для непрерывного отжига, использующего устройство для определения величины отклонения и устройство для детектирования аномального отклонения в соответствии с воплощением изобретения.
В оборудовании для непрерывного отжига корпус 1 печи, как показано на фиг.1, расположен между устройством входной стороны, которое не показано, содержащим разматывающую катушку и тому подобное, и устройством стороны выхода, которое также не показано, имеющим наматывающую катушку и тому подобное. На фигуре показан корпус печи горизонтального типа для проведения отжига при транспортировании стального листа по прямой линии, при котором, вполне вероятно, происходит отклонение, поскольку отсутствуют направляющие и центрирующие ролики. В данном воплощении устройство 10 для детектирования аномального отклонения размещено впереди корпуса 1 печи и предназначено для определения величины отклонения стального листа и детектирования аномального отклонения перед транспортированием стального листа в корпус 1 печи.
Устройство 10 детектирования аномального отклонения по ширине в соответствии с этим воплощением выполняет функцию устройства 12 для определения величины отклонения. Устройство 10 определяет величину отклонения стального листа (как примера полосы), который перемещается с помощью транспортных валков, и детектирует аномальное отклонение, основанное на полученной величине отклонения. Пример конфигурации такого устройства показан на фиг.2. Устройство 10 содержит в качестве основных компонентов цифровую камеру 14, например, ПЗС – камеру, КМОП-камеру (камеру на фотоприемниках) или тому подобную камеру, способную производить непрерывную съемку стального листа, используемую как средство формирования изображения, осветительный прибор 16, блок 18 обработки изображения, источник 20 питания и монитор 22.
Камера 14 размещена с одной стороны стального листа (например, рабочая сторона) в положении наклона её оптической оси 14с к плоскости PL линии транспортирования стального листа. В качестве конкретного примера размещения, иллюстрируемого на фиг.3, камера 14 может быть прикреплена к вертикальному участку стойки-держателя, размещенной между находящихся вблизи транспортных валков 24, с помощью зажима или тому подобного средства. Здесь плоскость PL линии транспортирования означает верхнюю касательную плоскость среди касательных плоскостей общих, для транспортных валков 24, расположенных рядом в направлении движения стального листа, или означает касательную плоскость, через которую проходит нижняя поверхность транспортируемой полосы (стального листа).
Угол θ наклона оптической оси 14с камеры 14 относительно плоскости PL линии транспортирования предпочтительно составляет не менее 10 градусов, но не более 60 градусов. Если этот угол θ составляет менее 10 градусов, расстояние между обеими кромками стального листа в зоне захвата камеры 14 становится слишком малым, и при обработке изображения кромка стального листа не может быть точно детектирована. С другой стороны, если угол θ составляет более 60 градусов, камера 14 располагается выше, связанное с этим расстояние до стального листа увеличивается, и, следовательно, точность детектирования кромки может уменьшиться. Кроме того, может быть необходимым переделать стойку-держатель или тому подобное средство для размещения камеры 14 в верхнем положении, что приводит к увеличению затрат. Фиг.3 иллюстрирует пример, в котором оптическая ось 14с камеры 14 наклонена приблизительно на 20 градусов относительно плоскости PL линии транспортирования.
В качестве осветительного прибора 16 используется, например, светодиодная лампа в виде балки (пластины), образованной из множества последовательно размещенных светодиодов. Указанная светодиодная балка размещена с другой стороны стального листа (со стороны, противоположной стороне, на которой размещена камера, или рабочая сторона в этом примере) и излучает свет на стальной лист сзади этого листа, если смотреть со стороны камеры 14. Тип осветительного прибора 16 не ограничивается светодиодной лампой, и могут быть использованы люминесцентная лампа в виде пластины или тому подобный осветительный прибор. Осветительный прибор 16 может быть прикреплен к стойке-держателю или подобному средству, размещенному вблизи транспортных валков 24, расположенных рядом в направлении движения листа, с помощью зажимного приспособления или тому подобного приспособления, и предпочтительно размещен в положении с наклоном относительно плоскости PL линии транспортирования, так, что этот осветительный прибор обращен в сторону камеры 14, как это показано на виде спереди, представленном на фиг.3(а). Осветительный прибор 16 выполнен и размещен так, что часть света, излучаемого зоной излучения, превышающей ширину стального листа, проходит через внешнюю сторону кромки стального листа. Однако если длина осветительного прибора 16 слишком велика, его верхняя часть выступает вверх от плоскости PL линии транспортирования, и точное детектирование кромки не может быть произведено вследствие отражения света, излучаемого выступающей частью на верхнюю поверхность стального листа. В этой связи для экранирования света, излучаемого выступающей частью осветительного прибора 16, предпочтительно снабдить выступающую часть закрывающим элементом 26.
Как показано на фиг.3(b), отображающей вид сверху линии транспортирования стального листа, осветительный прибор 16 и камера 14 размещены в одинаковом позиции в направлении движения стального листа. В этом случае, если стальной лист по некоторым причинам приподнимается или наклоняется во время транспортирования, как показано на фиг.3(а) гипотетической толстой линией, свет от осветительного прибора 16 отражается на верхнюю поверхность стального листа, и отраженный свет падает на камеру 14 и объединяется со светом, который падает на кромку движущегося стального листа, что может привести к невозможности детектирования или ошибочному детектированию кромки стального листа. Поэтому в данном воплощении оптическая ось 16с осветительного прибора 16 смещена на угол α относительно оптической оси 14с камеры 14 в направлении стороны входа или стороны выхода по отношению к направлению транспортирования (сторона входа в иллюстрируемом примере). За счет смещения оптической оси 16с осветительного прибора 16 относительно оптической оси 14с камеры 14, даже если стальной лист оказался приподнятым или наклоненным во время транспортирования, и свет от осветительного прибора 16 отражается на верхнюю поверхность стального листа, падение отраженного света на камеру может быть предотвращено или затруднено так, что отношение S/N при детектировании кромки в стальном листе может быть увеличено. Угол α предпочтительно находится в интервале от 1 до 10 градусов и составляет 5 градусов в иллюстрируемом примере. Если угол α составляет менее 1 градуса, имеются опасения, что эффект предотвращения падения света, отраженного от верхней поверхности стального листа, на камеру 14, не может быть достигнут в достаточной степени, в то время как если этот угол α превышает 10 градусов, яркость света, излучаемого осветительным прибором 16 и проходящего через кромку стального листа, является недостаточной, и точность детектирования кромки может уменьшиться.
В состав блока 18 обработки изображения включен компьютер, содержащий память для хранения различных программ, процессор (CPU) для выполнения этих программ и т.д. и выполняющий функцию автоматического детектирования кромки путем обработки изображения, снятого с помощью камеры 14, функцию определения величины отклонения стального листа по результатам детектирования кромки и функцию вывода результатов измерений на монитор или тому подобное. Таким образом, блок 18 обработки изображения входит в состав устройства 12 для определения величины отклонения в соответствии с воплощением изобретения вместе с камерой 14 и осветительным прибором 16. Блок 18 обработки изображения, кроме того, выполняет функцию оценки аномального отклонения на основании полученной величины отклонения и функцией вывода сигнала уменьшения скорости транспортирующей линии на устройство регулирования линии, если по результатам оценки установлено аномальное отклонение. Таким образом, блок 18 для обработки изображения входит также в состав устройства детектирования аномального отклонения в соответствии с воплощением изобретения вместе с камерой 14 и осветительным прибором 16.
Монитор 22 показывает изображение, снятое камерой 14, и, кроме того, может отображать линию детектирования, проходящую через положение детектируемой кромки и продолжающуюся вдоль направления движения стального листа, совмещенную с изображением (см. фиг.6). Монитор 22 может также отображать линию, соответствующую величине «большого» отклонения, которая может быть установлена предварительно и произвольно, например, отображать желтой штриховой линией, или же монитор может отображать линию детектирования, соответствующую величине «аномального» отклонения, которая может быть установлена предварительно и произвольно, например, отображать с помощью красной штриховой линии. Кроме того, если линия детектирования кромки находится за пределами оценочной линии, обозначенной желтой штриховой линии или красной штриховой линии, цвет линии детектирования может быть изменен на желтый, красный или тому подобное так, что оператор может визуально определить величину «большого» и «аномального» отклонения. Кроме того, монитор 22 может всегда или избирательно отображать задающую таблицу различных констант, установленных при определении величины отклонения (см. Таблицу 1), или график тенденций, показывающий хронологическое изменение величины отклонения (см. фиг.9).
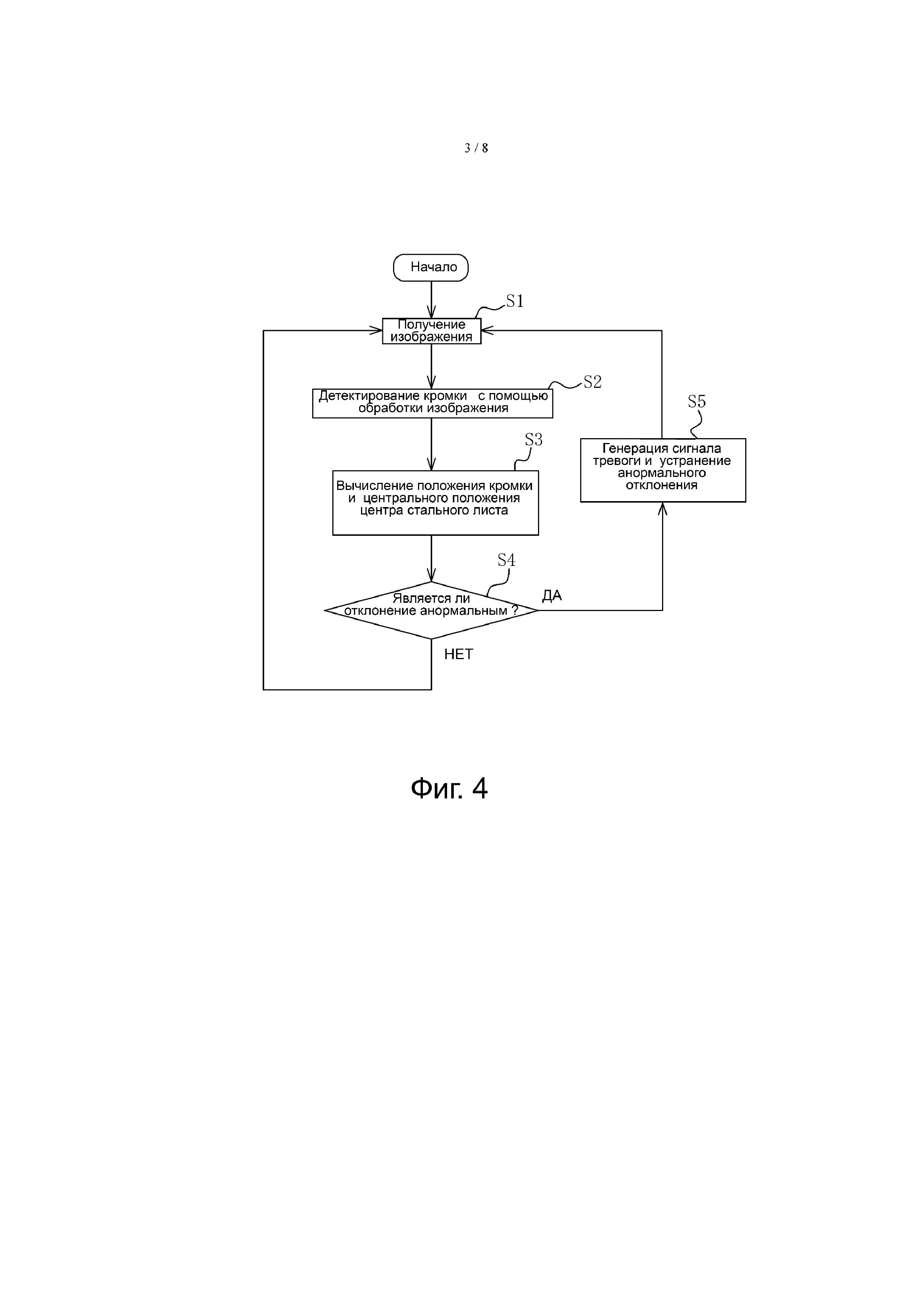
На фиг.4 представлена технологическая блок-схема, на которой указаны различные процедуры и методы обработки, осуществляемые в способе определения величины отклонения и способе детектирования аномального отклонения в соответствии с воплощением изобретения с использованием устройства 18 для обработки изображения.
На стадии S1 сначала получают изображение путем непрерывной съемки стального листа с помощью камеры 14, размещенной сбоку под наклоном так, чтобы захватить в изображение обе кромки стального листа.
На стадии S2 изображение, полученное на стадии S1, обрабатывают, чтобы детектировать обе кромки стального листа.
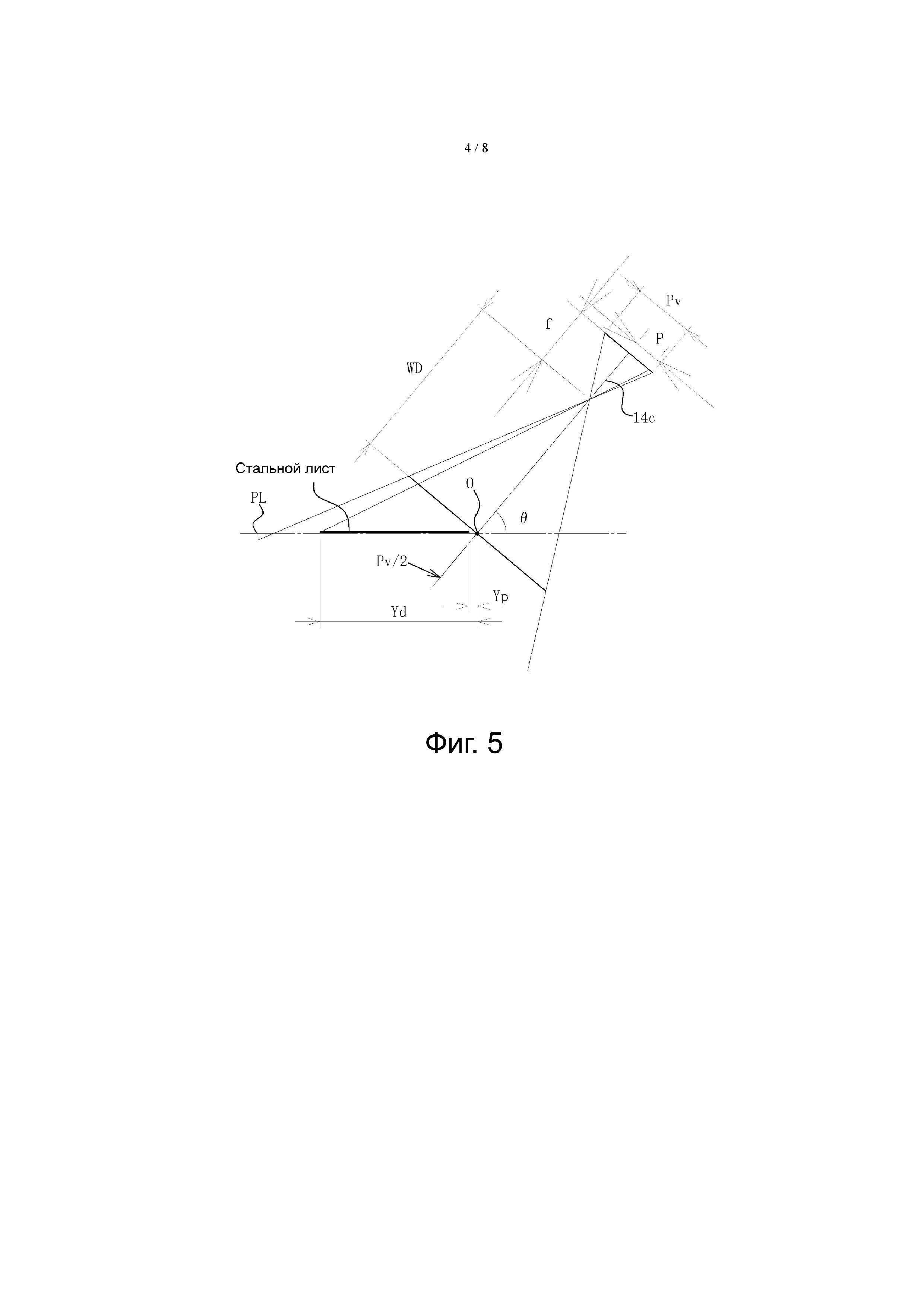
На стадии S3 вычисляют положения обеих кромок стального листа, детектированные на стадии S2, и положение центра стального листа. Положение обеих кромок и положение центра стального листа могут быть определены так, как описано ниже, предусматривая наклон оптической оси 14с камеры 14 относительно плоскости PL линии транспортирования. На фиг.5 представлено схематическое изображение, иллюстрирующее соотношение между числом Р пикселей, показывающим положение кромки в формирователе сигналов изображения камеры 14, и фактическим положением кромки в плоскости линии транспортирования.
Сначала определяют точку, в которой оптическая ось 14с камеры 14 пересекается с плоскостью PL линии транспортирования, в качестве начальной точки О. В рассматриваемом воплощении начальная точка О является также точкой, в которой положение кромки ближней стороны стального листа, видимой из камеры 14 (здесь и далее называемой просто кромкой ближней стороны), соответствует максимальному допустимому отклонению стального листа. Кроме того, начальная точка О не ограничивается изложенным выше и может быть, например, координатой центра полосы в направлении её ширины.
Если число пикселей формирователя сигналов изображения камеры 14 в вертикальном направлении (размер в продольном направлении формирователя сигналов изображения камеры) определяется как Pv , фокусное расстояние определяется как f, рабочее расстояние (минимальное расстояние фокусировки) определяется как WD, число пикселей положения кромки в формирователе сигналов изображения камеры определяется как Р, а угол между оптической осью 14с камеры 14 и плоскостью PL линии транспортирования определяется как θ, расстояния Yp и Yd от начальной точки О до положений кромки стального листа в направлении ширины вдоль плоскости PL линии прокатки вычисляют из приведенного ниже математического уравнения, в котором Yp – расстояние от начальной точки О до кромки ближней стороны вдоль плоскости PL линии прокатки, Yd - расстояние от начальной точки О до кромки задней стороны (здесь и далее называемая просто кромкой задней стороны) вдоль плоскости линии прокатки.
Уравнение 1:

Расстояние Yc от начальной точки О до центральной координаты по ширине стального листа, кроме того, может быть определено из уравнения: Yc = (Yp + Yd)/2.
Соответственно, величина отклонения Sp стального листа, полученная на основании данных о положении кромки ближней стороны, определяется из другого уравнения: Sp = Yp – Ypb, в котором Ypb - расстояние от начальной точки O до нормального положения кромки ближней стороны. Подобным образом, величина Sd отклонения стального листа, полученная из данных о положении кромки задней стороны, определяется из другого уравнения: Sd = Yd – Ydb, в котором Ydb - расстояние от начальной точки O до нормального положения кромки задней стороны. Величина отклонения Sc стального листа, полученная из данных о положении центральной координаты по ширине стального листа, определяется из другого уравнения: Sc = Yc – Ycb, в котором Ycb - расстояние от начальной точки O до нормального положения центра по ширине стального листа.
Линия детектирования, проходящая через положение детектируемой кромки (точка детектирования) и продолжающаяся в направлении транспортирования, может быть отображена на мониторе 22, например, с помощью зеленой прерывистой линии, как показано на фиг.6. Линия детектирования может быть отображена наклонно к поперечному направлению изображения, снятого вдоль кромки стального листа, как показано на фиг.6(а), или может быть отображена параллельно поперечному направлению изображения, как показано на фиг.6(b). Кроме того, линия детектирования может быть отображена с уменьшением её длины так, что центр каждой линии детектирования совпадает с точкой детектирования. Измеренная величина отклонения может быть отображена на мониторе.
На стадии S4 производится оценка наличия аномального отклонения исходя, по меньшей мере, из одной из величин отклонения, измеренных на стадии S3. Более конкретно, отклонение считается «большим» или «аномальным», если полученная величина отклонения превышает предварительно заданную оценочную величину отклонения при сравнении измеренной величины отклонения с предварительно заданной оценочной величиной. Если установлено аномальное отклонение («Да» на стадии S4), активируется передача сигнала тревоги, например, включается лампа аварийной сигнализации, и генерируются управляющие сигналы для устранения аномального отклонения, например, на стадии S5 подают на устройство управления транспортирующей линией сигнал на уменьшение скорости транспортирующей линии и сигнал остановки линии. Кроме того, если детектировано аномальное отклонение, зеленая линия детектирования, показывающая положение каждой кромки, может быть заменена на мониторе 22 на желтую или красную линию.
В том случае, если на стадии S4 («нет» на стадии S4) установлено, что величина отклонения не превышает предварительно заданную оценочную величину и находится в пределах допустимого интервала, вышеуказанную обработку продолжают после возврата на стадию S1.
С помощью вышеупомянутой обработки может быть определена величина отклонения стального листа и может быть детектировано аномальное отклонение.
В способе и устройстве для детектирования аномального отклонения в соответствии с рассматриваемым воплощением камера 14 и осветительный прибор 16 размещены с внешней стороны линии транспортирования (сбоку от стального листа) так, что может быть уменьшена вероятность того, что твердые пылевидные частицы и тому подобные, рассеиваемые в процессе транспортирования стального листа, прилипают к линзам камеры 14 и осветительному прибору 16, что приводит к нарушению функционирования устройства. Таким образом, в соответствии с рассматриваемым воплощением отсутствует необходимость в использовании транспортирующей тележки и рельсов для перемещения камеры 14 и осветительного прибора 16 с удалением от линии транспортирования и необходимость преобразования связанного с ними имеющегося оборудования, при этом затраты, связанные с включением этих средств в состав оборудования, могут быть исключены. Следует отметить, что даже при высокой температуре стального листа температура с боковой стороны стального листа, где размещены камера 14 и осветительный прибор 16, ниже, чем температура непосредственно выше и ниже стального листа, и поэтому устройство для водяного охлаждения камеры 14 и осветительного прибора 16 больше не является необходимым. Поскольку камера 14 и осветительный прибор 16 находятся вне линии транспортирования, устранение неисправностей и настройки камеры 14 и осветительного прибора 16 могут быть произведены во время проведения рабочего процесса без его прекращения, в результате чего достигнуто преимущество, которое заключается в возможности проведения технического обслуживания без затруднений.
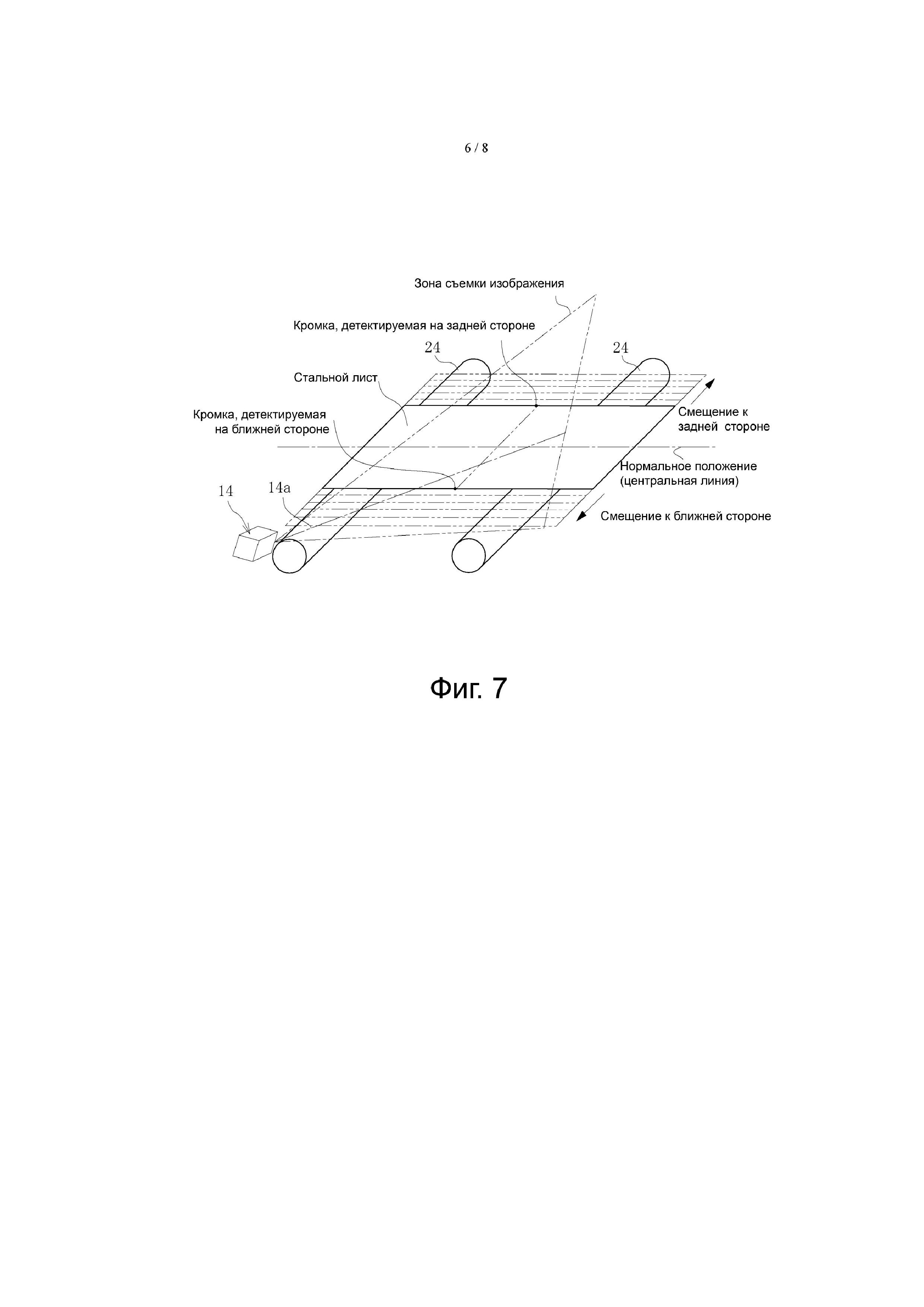
Фиг.7 поясняет способ получения уравнения регрессии, которое используется, если величину отклонения получают регрессивно из числа пикселей положения кромки стального листа (положения пикселей), детектируемое камерой 14 в соответствии со способом и устройством для определения величины отклонения и способом и устройством для детектирования аномального отклонения в соответствии с другим воплощением, исходя из результатов измерений. Фиг.8 иллюстрирует экспериментальные результаты. Следует отметить, что части и элементы, подобные используемым в предшествующим воплощением, показаны на фигуре такими же символами, и поэтому их описание исключено.
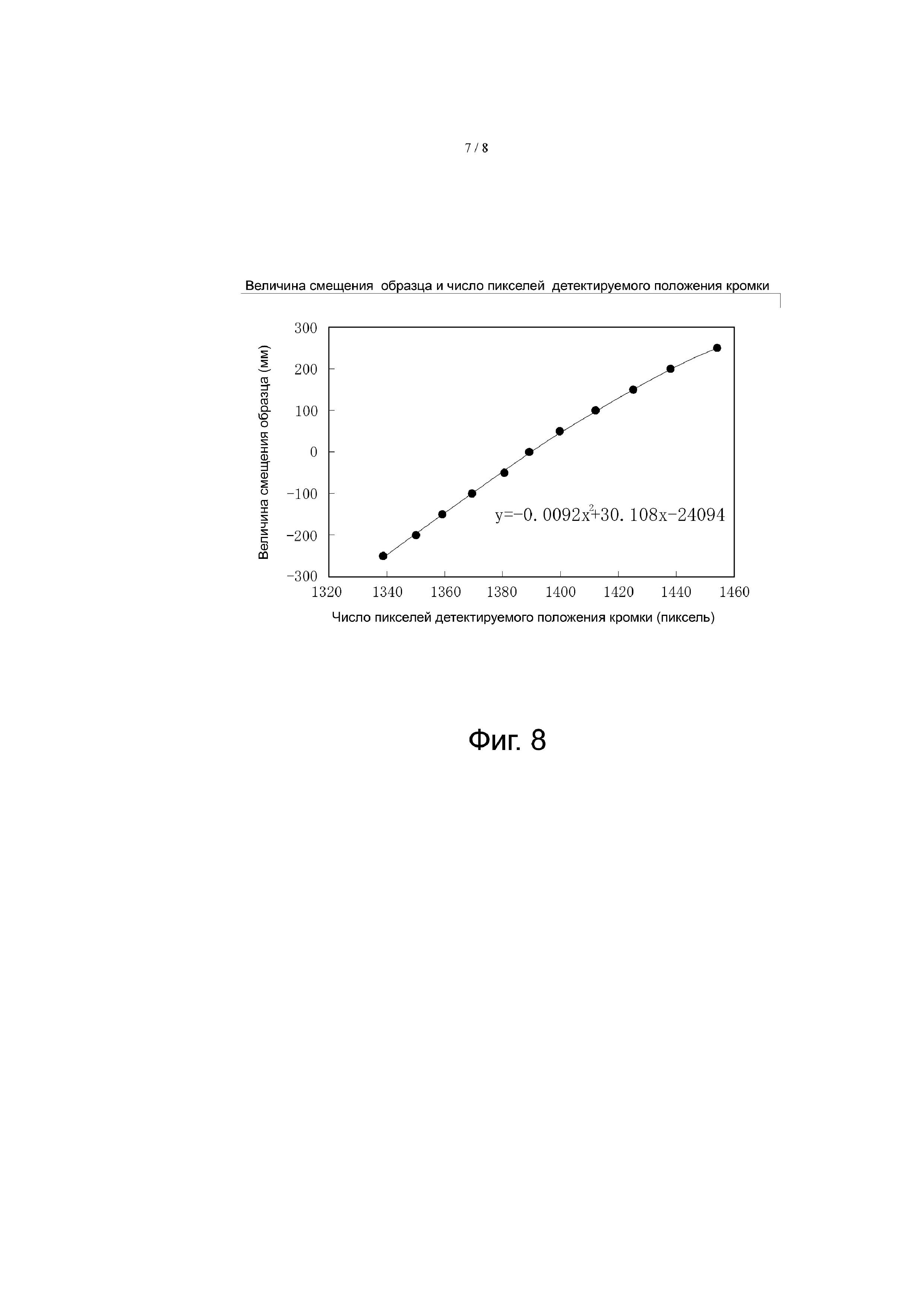
На стадии S3 в предшествующем воплощении величина отклонения стального листа определяется, исходя из геометрических параметров в соответствии с приведенным выше уравнением 1, принимая во внимание угол наклона θ оптической оси 14с камеры 14 относительно плоскости PL линии транспортирования. В способе и устройстве 12 для определения величины отклонения и способе и устройстве 10 для детектирования аномального отклонения в соответствии с рассматриваемым воплощением, величину отклонения определяют путем использования числа пикселей положения кромки стального листа (положение пикселей), детектируемой камерой 14, в уравнении регрессии. Как показано, например, на фиг.7, уравнение регрессии может быть получено путем размещения стального листа (или выбранного представительного образца) на транспортирующих валках 24 в действующем оборудовании так, чтобы согласовать положение (координату) центра образца по ширине с его нормальным положением, последующей съемки стального листа с помощью действующей камеры 14, используемой при измерении величины отклонения, для получения числа пикселей детектируемого положения кромки стального листа (положения пикселей), постепенного небольшого смещения стального листа с каждой стороны (например, на 50 мм) и получения числа пикселей для положения детектирования кромки стального листа при каждом смещении. На фиг.8 представлена графическая зависимость, отображающая результаты измерения числа пикселей для детектируемого положения кромки в случае, когда в качестве примера используется выбранный представительный образец стального листа, имеющий ширину 825 мм, и сдвигается на каждые 50 мм с каждой стороны на транспортирующих валиках 24, причем максимум до 250 мм с каждой стороны. На этом графике по вертикальной оси отложена величина сдвига представительного образца (величина отклонения), при этом отрицательная величина сдвига характеризует случай, в котором представительный образец сдвигают в направлении ближней стороны, видимой из камеры 14, а положительная величина – случай в котором представительный образец смещают в направлении задней стороны, видимой из камеры 14. По горизонтальной оси отложено число пикселей позиции детектирования кромки. По экспериментальным данным получают следующее уравнение: y = - 0,0092x2 + 30,108x – 24094, которое является уравнением регрессии. Поскольку каждый коэффициент уравнения регрессии имеет различную величину в соответствии с размером по ширине стального листа, даже, если используют одно и то же средство формирования изображения, предпочтительно, чтобы уравнение регрессии было получено экспериментальным путем - по результатам измерений для каждого типа стальных листов, введенных и хранимых в памяти блока 18 обработки изображений.
В способе и устройстве 12 для измерения величины отклонения и в способе и устройстве 10 для детектирования аномального отклонения в соответствии с настоящим воплощением изобретения блок 18 обработки изображения выполнен с возможностью получения числа пикселей положения детектирования кромки стального листа на стадии S2 на фиг.4 и вычисления величины отклонения путем замены числа пикселей на х в уравнении регрессии на стадии S3. В способе и устройстве 12 для определения величины отклонения и в способе и устройстве 10 для детектирования аномального отклонения в соответствии с настоящим воплощением изобретения, таким образом, определение минимального расстояния фокусировки (WD) и угла θ наклона камеры 14 (см. фиг.5), что является затруднительным для измерения в зависимости от используемого устройства, могут быть исключены для упрощения определения величины отклонения. В настоящем изобретении операции обработки, за исключением проводимых на стадии S3, являются такими же, что и в предшествующем воплощении, поэтому их описание здесь не приводится.
Если величина отклонения стального листа определяется регрессивно, исходя из числа пикселей детектируемого положения кромки стального листа, могут быть использованы количества пикселей положения детектирования кромки на участках обеих сторон стального листа, но может быть использовано число пикселей детектируемого положения кромки на участке одной стороны. В последнем случае использование числа пикселей детектируемого положения кромки с ближней стороны от камеры 14 (ближняя сторона, видимая из камеры 14) является предпочтительным ввиду малости ошибки.
Пример
В качестве примера изобретения определяется величина отклонения стального листа, имеющего ширину 1000 мм, толщину 0,5 мм и температуру поверхности 150ОС с помощью устройства для определения величины отклонения, имеющего конфигурацию, представленную на фиг.2, которая рассмотрена ниже.
В качестве средства формирования изображения используется ПЗС - камера (зональная камера) 14, в которой число пикселей в направлении вверх и вниз (по вертикали) составляет 4096 пикселей, а число пикселей в горизонтальном направлении (поперечном направлении) составляет 5104 пикселей. Угол θ наклона оптической оси 14с ПЗС-камеры 14 относительно плоскости PL линии транспортирования равен 20 градусов. В качестве осветительного прибора 16 используется светодиодная лампа типа балки (светодиодная балка) длиной 2000 мм, которая наклонена на 20 градусов относительно плоскости PL линии транспортирования так, что обращена в сторону ПЗС-камеры 14, и размещена так, что оптическая ось 16с осветительного прибора 16 смещена на 5 градусов в сторону входа относительно направления движения листа.
Нормальное положение Ypb кромки стального листа, расположенной с ближней стороны, находится на расстоянии 417 мм от начальной точки О, нормальное центральное положение Ycb стального листа находится на расстоянии 917 мм от начальной точки О, и нормальное положение Ydb кромки задней стороны стального листа находится на расстоянии 1417 мм от начальной точки О.
В рассматриваемом примере в Таблице 1 приведены различные заданные параметры (постоянные величины) при определении величины отклонения и детектировании аномального отклонения. Кроме того, каждая оценочная величина отклонения, приведенная в этой таблице, соответствует расстоянию от начальной точки О.
Таблица 1
|
Определение величины отклонения и детектирование аномального отклонения осуществляются с использованием устройства 10 для детектирования аномального отклонения с рассмотренной выше конфигурацией и предварительно установленными параметрами (настройками). Указанные кромки стального листа могут быть автоматически детектированы с точностью детектирования приблизительно 1,25 мм (разрешающая способность элементарных модулей изображения составляет приблизительно 1,25 мм) в положении кромки ближней стороны (приводная сторона) и с точностью детектирования приблизительно 5 мм (разрешающая способность элементарных модулей изображения составляет приблизительно 5 мм) в положении кромки задней стороны (рабочая сторона). Как видно из графического изображения тенденций на фиг.9, хронологическое изменение величины отклонения может быть установлено в положении каждой кромки и центральном положении стального листа.
Таким образом, отклонение стального листа может быть детектировано с помощью простого устройства с конфигурацией, использующей одну ПЗС-камеру 14 и один осветительный прибор 16. Поскольку ПЗС-камера 14 и осветительный прибор 16 размещены с боковой стороны стального листа, имеющей относительно низкую температуру, водяное охлаждение для ПЗС-камеры 14 и осветительного прибора 16 не является необходимым. Кроме того, налипание мелких пылевидных частиц и тому подобного на линзы ПЗС - камеры 14 и осветительного прибора 16 почти не обнаруживается. Поскольку оптическая ось 16с осветительного прибора 16 смещена на 5 градусов в направлении стороны входа относительно направления транспортирования, падение отраженного света осветительного прибора 16 на ПЗС - камеру 14 может быть предотвращено, и, следовательно, детектирование кромки может быть произведено успешно.
Промышленная применимость
В соответствии с изобретением средство формирования изображения и осветительный прибор для детектирования отклонения полосы размещены за пределами линии транспортирования (сбоку от полосы), и съемка полосы производится в положении наклона средства формирования изображения к плоскости линии транспортирования так, что становится возможным предотвратить налипание мелких пылевидных частиц на средство формирования изображения и осветительный прибор и, соответственно, уменьшить нарушения их нормальной работы, такие как повреждения и ошибочное детектирование, и, кроме того, можно уменьшить тепловую нагрузку средства формирования изображения и осветительного прибора и избежать увеличения затрат.
Перечень ссылочных номеров позиции
10 – устройство для детектирования аномального отклонения
12 – устройство для определения величины отклонения
14 – камера
16 – осветительный прибор
18 – блок обработки изображения
20 – источник питания
22 – монитор
24 – транспортирующие ролики
26 - закрывающий элемент
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Уплотнительная конструкция с демпфером крутильных колебаний и масляным уплотнением

