Результат интеллектуальной деятельности: Способ подготовки извести к выплавке стали в сталеплавильном агрегате
Вид РИД
Изобретение
Изобретение относится к металлургии, конкретнее, к подготовке шихтовых материалов к выплавке стали в конвертере.
При производстве стали особенно остро встает вопрос снижения себестоимости. Весомый вклад в себестоимость вносят материалы для легирования стали (ферросплавы). Одним из перспективных путей снижения расхода марганецсодержащих ферросплавов является использование их заменителей, в частности марганец содержащей извести.
Известен способ подготовки извести к выплавке стали в конвертере, включающий обжиг известняка в трубчатых вращающихся печах при температуре 1000-1100°С с контролем ее химического состава и дальнейшем применением в конвертерной плавке [см. Справочник конвертерщика. A.M. Якушев. Челябинск: Металлургия, Челябинское отделение, 1990, с. 212-214].
Недостатком данного способа является неудовлетворительное качество получаемой извести, что приводит к нарушению шлакового режима конвертерной плавки, вследствии чего разливаемая сталь содержит повышенное количество неметаллических включений. Также может снижаться стойкость футеровки конвертера.
Наиболее близким к предложенному является способ подготовки извести к выплавке стали в конвертере включает нагрев и обжиг известняка в трубчатых вращающихся печах при помощи факела природного газа, охлаждение получаемой извести и ее подачу в конвертер. Перед подготовкой извести известняк смешивают с доломитом. Массовое соотношение доломита и известняка устанавливают в пределах 0,1-1,0, а отношение величин фракций соответственно в пределах 0,4-1,0. Смесь известняка и доломита обжигают при температуре факела природного газа в пределах 1200-1600°С в течение 2,0-3,5 ч с удельным расходом природного газа в пределах 100-300 м3 смеси при вращении печи со скоростью 0,6-1,0 об/мин, после чего полученную известь охлаждают до температуры 80-120°С в течение 0,5-1,0 ч. Известь подают в конвертер через 1-24 ч после ее выхода из печи [Патент RU 2127767, МПК С21С 5/28, С04В 2/02, 1999].
Недостаток этого способа заключается в том, что после обжига не обеспечивается получение значимого содержания марганца в извести. В результате этого при последующем использовании извести в сталеплавильном производстве исключается возможность снижения расхода марганецсодержащих ферросплавов для достижения заданного химического состава.
Технический результат изобретения - получение кондиционной высокореакционной извести с повышенным содержанием марганца для последующего использования при внепечной обработке в сталеплавильном производстве.
Указанный технический результат достигается тем, что в способе подготовки извести к выплавке стали в сталеплавильном агрегате, включающем нагрев и обжиг известняка во вращающейся трубной печи, охлаждение получаемой извести, и ее подачу в сталеплавильный агрегат, согласно изобретению для обжига используют известняк с общим содержанием марганца не менее 5%, обжиг которого осуществляют коксовым газом с теплотой сгорания не менее 3000 ккал/м3, с расходом 3500-5000 м3/час, в течение не менее 1,5 часов, при этом обжиг осуществляют при температурах 650-700°С в горячей головке печи и 550-650°С в холодной головке печи, полученную известь охлаждают до температуры не более 100°С в течение не более 60 мин.
Скорость вращения трубной печи во время обжига известняка составляет 1-1,5 об/мин. Для обжига используют известняк фракционным составом 40-80 мм.
Сущность предложенного способа заключается в следующем.
Общее содержание марганца в известняке перед обжигом должно составлять не менее 5%. Применение извести во время внепечной обработки, полученной из известняка с меньшим содержанием марганца, не приведет к значительному повышению содержания марганца в стали, что экономически нецелесообразно.
Используемый горючий (коксовый) газ имеет теплоту сгорания не менее 3000 ккал/м3. Применение газа с меньшей теплотой сгорания, при заданном расходе, не позволяет внести в рабочее пространство вращающейся печи достаточно тепла, что приводит к «недожогу» материала, увеличению потерь при прокаливании готовой извести и, соответственно, снижению массовой доли общего марганца в готовой продукции.
Расход коксовгово газа должен составляет 3500-5000 м3/час. При меньшем расходе коксового газа снижается количество тепла, внесенное в рабочее пространство вращающейся печи, что приводит к недожогу материала, увеличению потерь при прокаливании готовой извести и, соответственно, снижению массовой доли общего марганца в готовой продукции. При большем расходе коксового газа количество тепла, внесенное в рабочее пространство вращающейся печи избыточно, материал становится «пережженным», начинает спекаться и оплавляться, увеличиваются удельные показатели на производство тонны продукции, появляются «навары» на огнеупорной футеровке печи.
Продолжительность отжига должна составлять не менее 1,5 часов. При меньшем времени нахождении материала в рабочем пространстве печи не успевают полностью пройти процессы обжига, что приводит к увеличению потерь при прокаливании и, соответственно, снижению массовой доли общего марганца в готовой продукции.
Температура рабочего пространства печи должна составлять 550-650°С в холодной головке печи и 650-700°С в горячей головке. При температурах ниже нижней границы материал не успевает полностью обжечься, что приводит к увеличению потерь при прокаливании и, соответственно, снижению массовой доли общего марганца в готовой продукции. При температурах выше верхней границы материал становится пережженным, начинает спекаться и оплавляться, увеличиваются удельные показатели на производство тонны продукции, появляются навары на огнеупорной футеровке печи.
Скорость вращения трубной печи во время обжига известняка должна составлять 1-1,5 об/мин. При скорости вращения меньше 1 об/мин время нахождения материала в рабочем пространстве печи увеличивается, при этом падает производительность печи. При скорости вращения больше 1,5 об/мин время нахождения материала в печи недостаточно для полного обжига известняка, это приводит к увеличению потерь при прокаливании и, соответственно, снижению массовой доли общего марганца в готовой продукции.
Известняк имеет лещадный характер. Фракция менее 40 мм имеет значительное измельчение, поэтому использование для обжига известняка фракционным составом менее 40 мм приводит к дальнейшим затруднениям при перемищении извести по тракту сыпучих материалов во время внепечной обработки стали. При использовании известняка фракции более 80 мм крупные куски остаются недообожжены, вследствии чего уменьшается их прочность. В совокупности, все вышесказанное, ухудшает качество готового продукта и увеличивает потери.
Полученную известь охлаждают до температуры не более 100°С в течение не более 60 мин. Превышение указанной температуры обожженной извести приводит к выводу из строя ленточных конвейеров. При охлаждении более 60 мин происходит снижение прочности обожженной извести и увеличивается доля мелкой фракции.
Пример реализации способа.
Предложенный способ был реализован в известково-доломитном цехе. Во вращающуюся печь загружался марганецсодержащий известняк, после обжига и последующего охлаждения, полученная известь отправлялась в сталеплавильный цех.
Было произведено 5 опытных обжигов марганецсодержащего известняка.
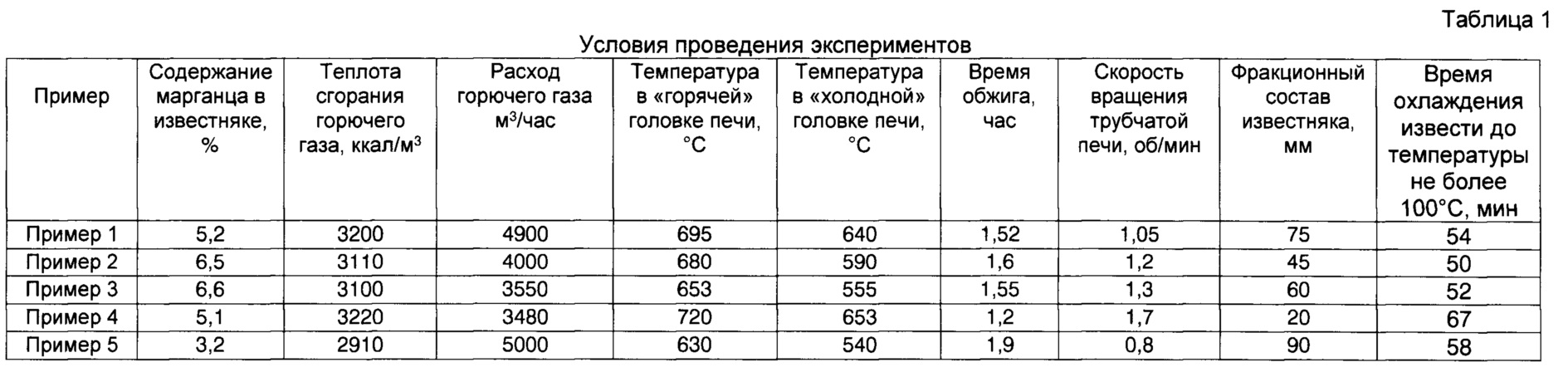
Условия проведения экспериментов приведены в таблице 1. Примеры 1-3 с соблюдением предложенных технических параметров, примеры 4 - 5 с не соблюдением ряда параметров.
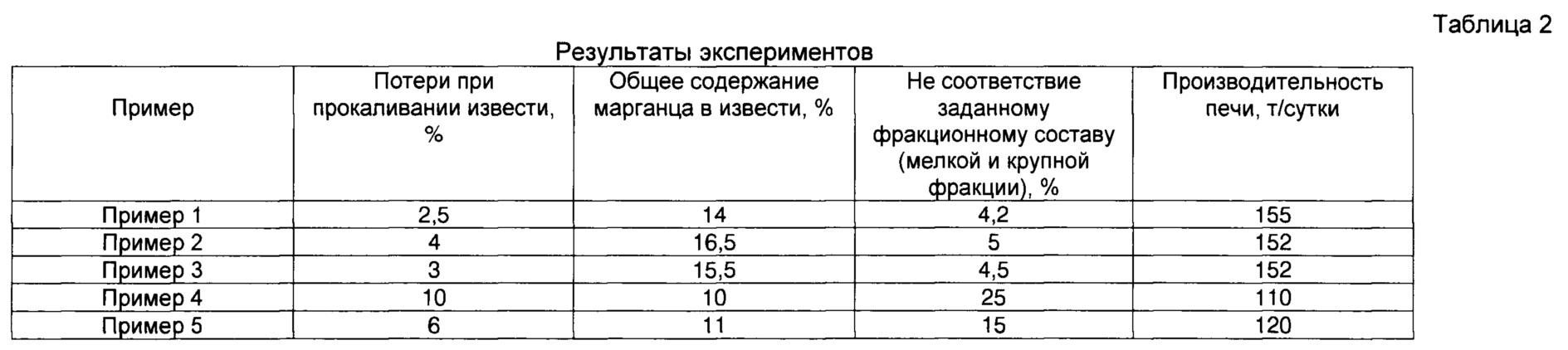
Результаты экспериментов представлены в таблице 2. Из представленных результатов видно, что при выполнении всех предложенных технических решений (примеры 1-3) известь имеет максимальное содержание общего марганца (что повышает ее ценность с точки зрения экономии марганец содержащих ферросплавов), минимальные потери при прокаливаемости и минимальное содержание мелкой и крупной фракции, при максимальной производительности вращающейся печи для обжига. Напротив, при не выполнении предложенных технических решений (примеры 4-5) в извести снижается содержание общего марганца, увеличиваются потери при прокаливании, увеличивается доля мелкой и крупной фракции извести, снижается производительность печи для обжига.
Таким образом, предложенный способ позволяет получать известь с повышенным содержанием марганца, удовлетворительными механическими свойствами, а ее дальнейшее применение в сталеплавильном производстве позволяет снизить расход марганецсодержащих ферросплавов на 0,4-2,2 кг/т выплавляемой стали.
Конструкционная криогенная сталь и способ ее получения
Способ установки теплоизолирующей вставки в дутьевой канал воздушной фурмы доменной печи
Стальной прокат повышенной коррозионной стойкости и изделие, выполненное из него
Способ производства горячекатаного проката повышенной прочности
Способ производства тонких холоднокатаных полос для нанесения полимерного покрытия
Способ производства толстолистового высокопрочного износостойкого проката (варианты)
Холоднокатаный прокат
Способ проведения испытаний проката для нефтепромысловых труб на коррозионно-абразивный износ
Способ производства трубного проката повышенной коррозионной стойкости на реверсивном стане
Способ производства холоднокатаного проката
Способ производства низкоуглеродистой стали с повышенной коррозионной стойкостью
Конструкционная криогенная сталь и способ ее получения
Способ выплавки стали в конвертере
Способ переработки пиритных огарков

