Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу изготовления слоистого изделия.
Предшествующий уровень техники
[0002]
Слоистые изделия предлагаются в качестве материалов для таких изделий, как гигиенические изделия, например, подгузники и маски (см., например, патентные литературные источники 1 и 2).
[0003]
В последние годы нетканые материалы применяются для многих из слоистых изделий, подлежащих использованию в качестве гигиенических изделий (в частности, одноразовых подгузников, поддерживающих элементов, масок и тому подобного).
[0004]
Во время изготовления слоистых изделий, в которых используются нетканые материалы, этап получения сплавленной части (этап сплавления) иногда используется, например, для фиксации слоистой структуры.
[0005]
Однако применение этапа сплавления связано с проблемой, состоящей в том, что скорость изготовления слоистого изделия не увеличивается. Кроме того, иногда в сплавленной части, которая должна быть получена посредством этапа сплавления, имеет место изменчивость прочности, и данная изменчивость может создать проблему, заключающуюся в возникновении изменчивости качества изделия.
Перечень ссылок
Патентная литература
[0006]
[Патентный литературный источник 1] JP 2009-527315 А
[Патентный литературный источник 2] JP 2010-125337 А
Сущность изобретения
Техническая проблема
[0007]
Настоящее изобретение было сделано для решения типовых проблем, и задача настоящего изобретения состоит в том, чтобы предложить способ изготовления слоистого изделия, посредством которого может быть обеспечена достаточная производительность, и предпочтительно может быть подавлено изменение прочности сплавленной части, и, следовательно, изменчивость качества продукции может быть уменьшена.
Решение проблемы
[0008]
Способ изготовления слоистого изделия согласно одному варианту осуществления настоящего изобретения включает сплавление, по меньшей мере, части однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, посредством ультразвуковой сварки.
[0009]
В одном варианте осуществления способ включает сплавление, по меньшей мере, части ламината, включающего в себя два или три слоя, каждый из которых включает в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, посредством ультразвуковой сварки.
[0010]
В одном варианте осуществления ультразвуковая сварка включает непрерывную ультразвуковую сварку.
[0011]
В одном варианте осуществления ультразвуковую сварку выполняют посредством консоли и вращающейся опоры.
[0012]
В одном варианте осуществления вращающуюся опору нагревают.
[0013]
В одном варианте осуществления температура нагрева составляет от 30°С до 150°С.
[0014]
В одном варианте осуществления температура нагрева составляет от 40°С до 100°С.
[0015]
В одном варианте осуществления температура нагрева составляет от 60°С до 80°С.
[0016]
В одном варианте осуществления колебания температуры нагрева находятся в пределах±20°С.
[0017]
В одном варианте осуществления колебания температуры нагрева находятся в пределах±10°С.
[0018]
В одном варианте осуществления колебания температуры нагрева находятся в пределах±5°С.
[0019]
В одном варианте осуществления поверхность вращающейся опоры имеет выпуклый рельеф.
[0020]
В одном варианте осуществления выпуклый рельеф включает в себя прерывистый выпуклый рельеф.
[0021]
В одном варианте осуществления доля площади сплавленной части, полученной сплавлением посредством ультразвуковой сварки, по отношению к площади всей поверхности слоистого изделия, подлежащего изготовлению, составляет 50% или менее.
[0022]
В одном варианте осуществления доля площади сплавленной части составляет от 1% до 40%.
[0023]
В одном варианте осуществления доля площади сплавленной части составляет от 10% до 30%.
[0024]
В одном варианте осуществления сплавленная часть, полученная сплавлением, включает в себя сплавленную часть из кусков волокна.
[0025]
В одном варианте осуществления число отверстий, каждое из которых имеет диаметр, составляющий 100 мкм или более, и которые имеются в сплавленной части, полученной сплавлением, составляет 10 отверстий на 1 м2 или менее.
[0026]
В одном варианте осуществления число отверстий, каждое из которых имеет диаметр, составляющий 100 мкм или более, и которые имеются в сплавленной части, составляет 5 отверстий на 1 м2 или менее.
Предпочтительные эффекты от изобретения
[0027]
Согласно настоящему изобретению может быть предложен способ изготовления слоистого изделия, посредством которого может быть обеспечена достаточная производительность, и может быть предпочтительно подавлено изменение прочности сплавленной части, и, следовательно, изменчивость качества продукции может быть уменьшена.
Краткое описание чертежей
[0028]
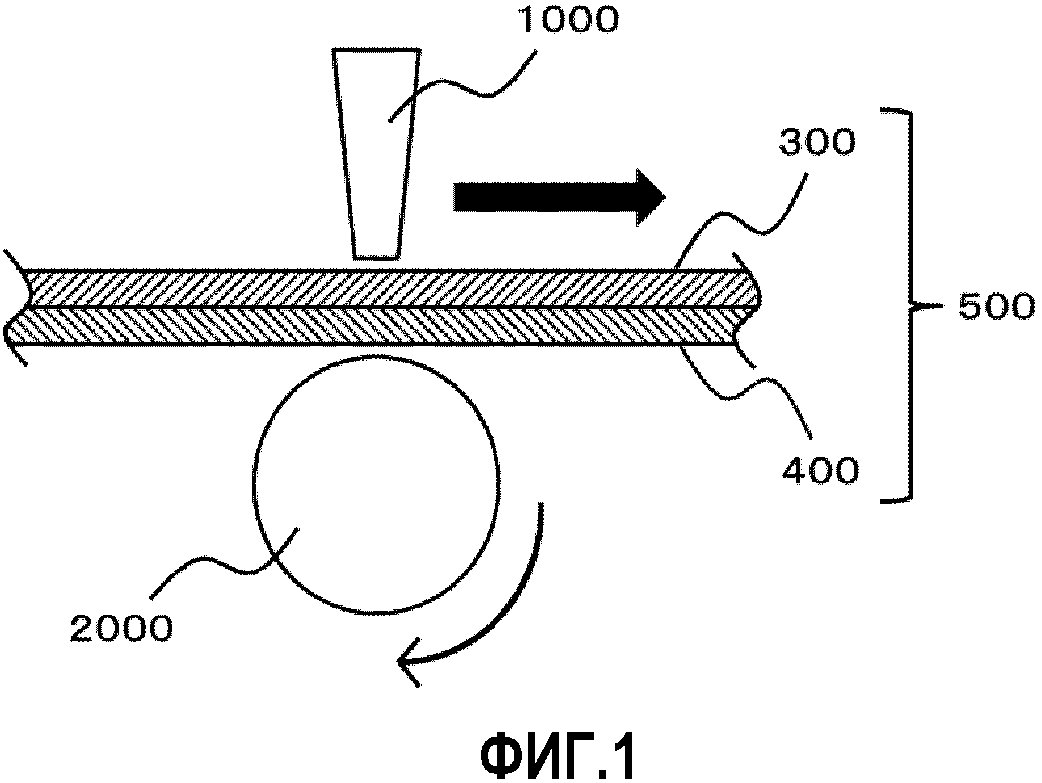
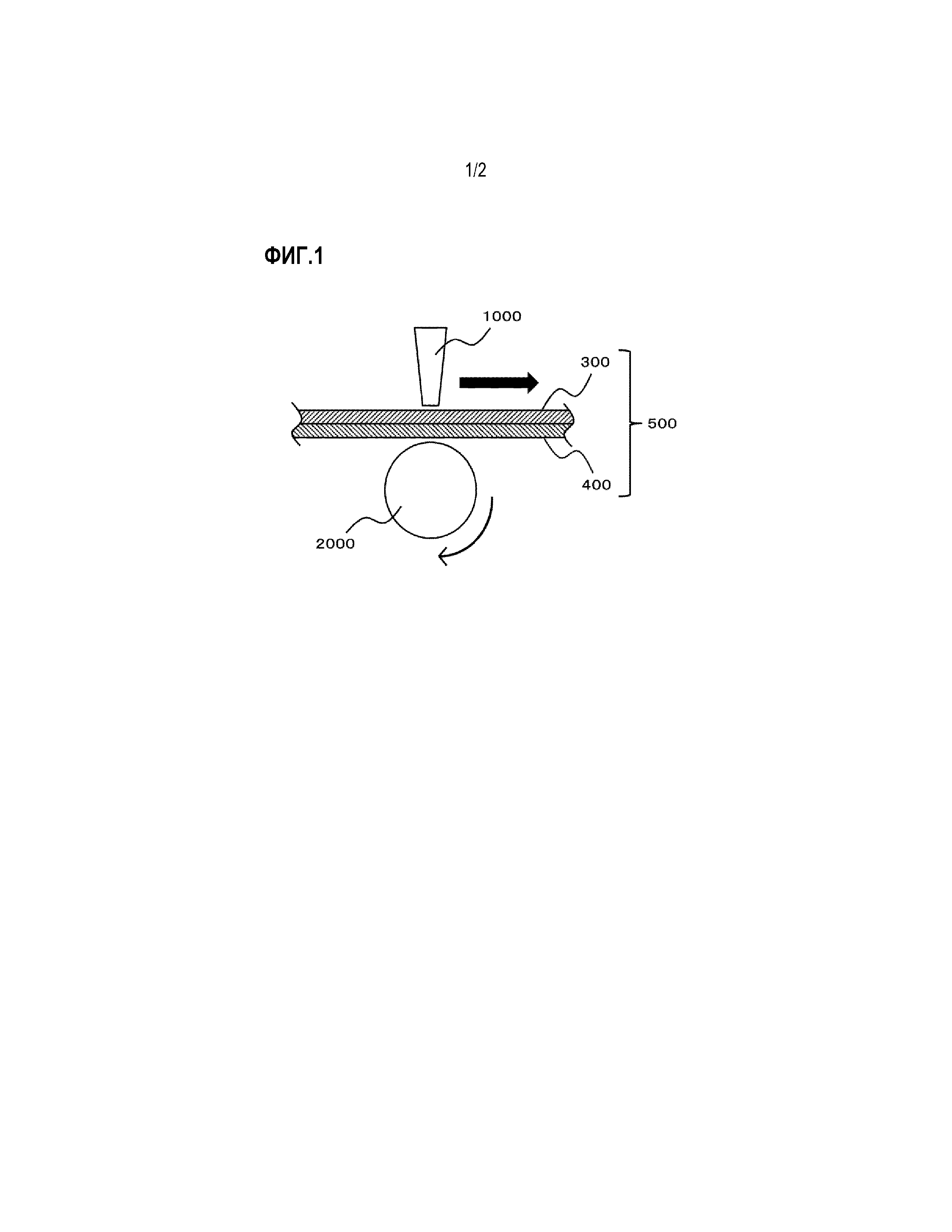
Фиг.1 представляет собой схематический вид в разрезе для иллюстрации примера предпочтительного способа изготовления по настоящему изобретению.
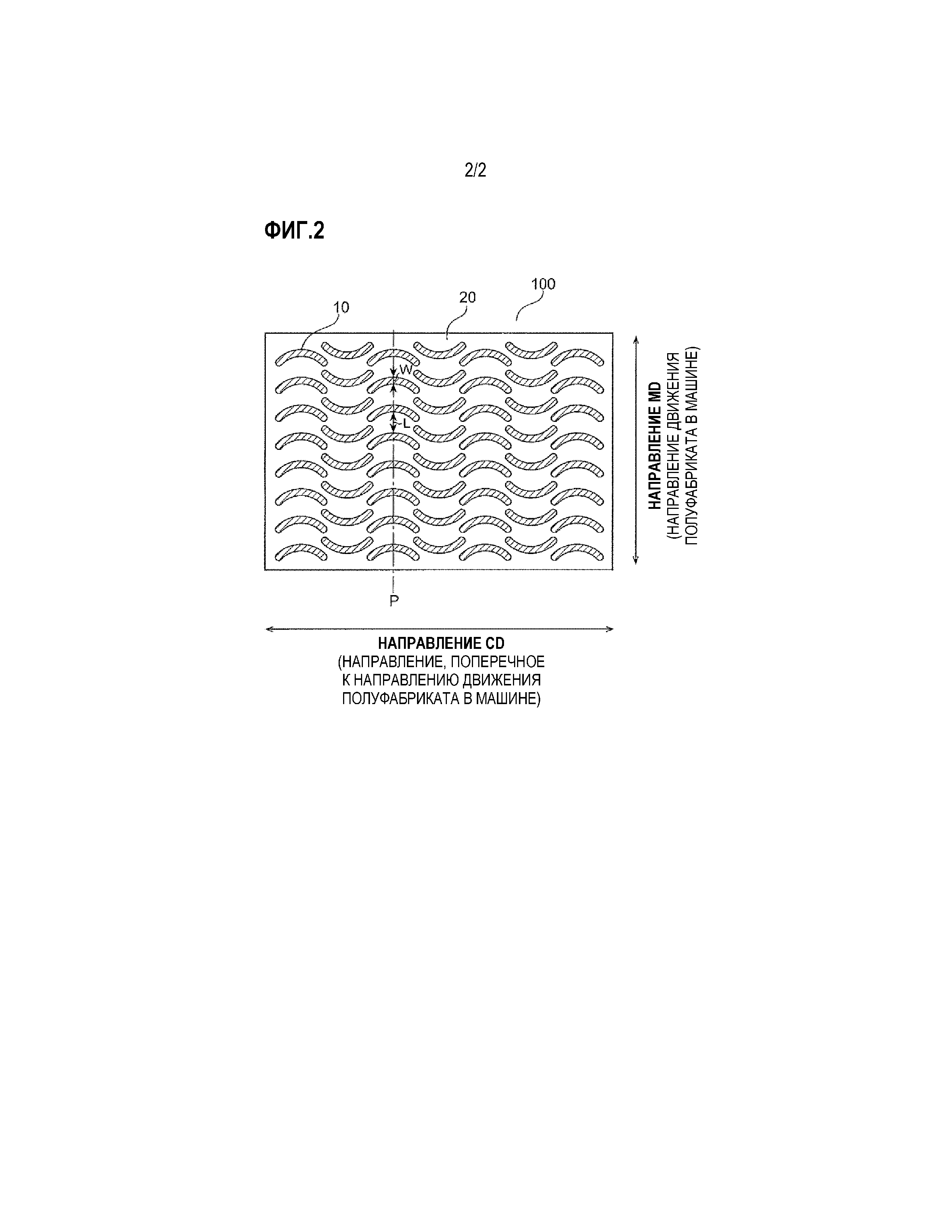
Фиг.2 представляет собой схематический вид в плане примера тисненого рисунка с дугообразной формой.
Описание вариантов осуществления
[0029]
<<1. Способ изготовления слоистого изделия по настоящему изобретению>>
Способ изготовления по настоящему изобретению включает способ изготовления слоистого изделия, включающий сплавление, по меньшей мере, части однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, посредством ультразвуковой сварки. В случае, когда, по меньшей мере, часть однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, сплавляют посредством ультразвуковой сварки, скорость изготовления слоистого изделия может быть увеличена, например, по сравнению со случаем, когда, по меньшей мере, часть однослойного элемента или ламината сплавляют посредством термосплавления. Кроме того, получаемое слоистое изделие имеет достаточную гибкость и может обеспечить удовлетворительное ощущение при восприятии на ощупь.
[0030]
Диаметр волокна для волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, предпочтительно составляет от 1 мкм до 100 мкм, более предпочтительно от 1 мкм до 80 мкм, еще более предпочтительно от 1 мкм до 60 мкм, особенно предпочтительно от 1 мкм до 40 мкм. В случае, когда, по меньшей мере, часть однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна в таком диапазоне, сплавляют посредством ультразвуковой сварки, производительность может быть дополнительно повышена, например, по сравнению со случаем, когда, по меньшей мере, часть однослойного элемента или ламината сплавляют посредством термосплавления. Кроме того, получаемое слоистое изделие имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0031]
Любая соответствующая ультразвуковая сварка может быть выбрана в качестве ультразвуковой сварки при условии, что эффект от настоящего изобретения не ухудшается.
[0032]
При ультразвуковой сварке элементы, подлежащие соединению, размещают между компонентом, обычно называемым «консолью», при этом данный компонент выполнен с возможностью подвода колебательной энергии посредством ультразвуковой волны, и компонентом с формой валика, обычно называемым «опорой» или «вращающейся опорой». Во многих случаях консоль расположена в вертикальном направлении над элементами, подлежащими соединению, и вращающейся опорой. Консоль, как правило, совершает колебания с частотой от 20000 Гц до 40000 Гц для передачи энергии, как правило, в виде теплоты трения элементам, подлежащим соединению под давлением. Часть, по меньшей мере, одного из элементов, подлежащих соединению, размягчают или расплавляют под действием теплоты трения и давления, и, следовательно, материалы соединяются друг с другом.
[0033]
Прижимающее усилие между консолью и вращающейся опорой при ультразвуковой сварке предпочтительно составляет от 100 Н до 1500 Н, более предпочтительно от 300 Н до 1300 Н, еще более предпочтительно от 500 Н до 1100 Н, особенно предпочтительно от 700 Н до 1000 Н. Когда прижимающее усилие между консолью и вращающейся опорой при ультразвуковой сварке находится в вышеуказанных пределах, получаемое слоистое изделие имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Кроме того, производительность в способе изготовления по настоящему изобретению может быть дополнительно увеличена.
[0034]
Один предпочтительный вид ультразвуковой сварки общеизвестен как «непрерывная ультразвуковая сварка». Непрерывную ультразвуковую сварку, как правило, используют для сварки элементов, подлежащих соединению, которые могут подаваться в устройство для соединения по существу непрерывно. При непрерывной ультразвуковой сварке консоль, как правило, зафиксирована, и элементы, подлежащие соединению, перемещаются непосредственно под консолью. В одном виде непрерывной ультразвуковой сварки используются неподвижная консоль и поверхность вращающейся опоры. Во время непрерывной ультразвуковой сварки элементы, подлежащие соединению, тянут между консолью и вращающейся опорой. Консоль, как правило, проходит в направлении ее длины к элементам, подлежащим соединению, и ее колебания передаются вдоль консоли в ее аксиальном направлении к материалам.
[0035]
В другом предпочтительном виде ультразвуковой сварки консоль представляет собой консоль вращающегося типа, имеет цилиндрическую форму и вращается вокруг ее оси, проходящей в продольном направлении. Вибрация на входе происходит в аксиальном направлении консоли, и вибрация на выходе происходит в радиальном направлении консоли. Консоль расположена рядом с вращающейся опорой, и опора, как правило, также может вращаться, так что элементы, подлежащие соединению, могут проходить через пространство между цилиндрическими поверхностями с линейной скоростью, по существу равной окружной скорости перемещения цилиндрических поверхностей.
[0036]
Ультразвуковая сварка описана, например, в JP 2008-526552 A, JP 2010-195044 A, JP 2013-231249 A, JP 2015-16294 A и US 5976316 A, и содержание раскрытия изобретений включено в данный документ путем ссылки.
[0037]
Одним предпочтительным вариантом осуществления способа изготовления по настоящему изобретению является способ изготовления слоистого изделия, при этом способ включает сплавление, по меньшей мере, части однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, посредством ультразвуковой сварки, и ультразвуковую сварку выполняют посредством нагретой вращающейся опоры. Когда ультразвуковую сварку выполняют при вращающейся опоре, которая не была нагрета, в случае, когда сплавление выполняется непрерывно, тепло аккумулируется в каждой из консоли и вращающейся опоры с течением времени. Соответственно, прочность сплавления изменяется в каждом из направления перемещения слоистого изделия в машине и его поперечного направления, и, следовательно, возникает изменчивость качества продукции. Когда ультразвуковую сварку выполняют при нагретой вращающейся опоре, аккумулирование тепла с течением времени в каждой из консоли и вращающейся опоры может быть уменьшено. Соответственно, может быть подавлено изменение прочности сплавления, и, следовательно, может быть уменьшена изменчивость качества продукции. Кроме того, при использовании нагретой вращающейся опоры тепло вращающейся опоры может быть использовано в качестве энергии, необходимой для сплавления, и, следовательно, большее количество энергии может быть использовано для сплавления. В результате производительность может быть увеличена.
[0038]
Когда ультразвуковую сварку выполняют при нагретой вращающейся опоре, температура ее нагрева предпочтительно составляет от 30°С до 150°С, более предпочтительно от 35°С до 120°С, еще более предпочтительно от 40°С до 100°С, особенно предпочтительно от 50°С до 90°С, наиболее предпочтительно от 60°С до 80°С. Когда температура нагрева вращающейся опоры находится в вышеуказанных пределах, может быть уменьшено аккумулирование тепла в каждой из консоли и вращающейся опоры с течением времени. Соответственно, может быть подавлено изменение прочности сплавления, и, следовательно, может быть уменьшена изменчивость качества продукции. Кроме того, тепло вращающейся опоры может быть использовано в качестве энергии, необходимой для сплавления, и, следовательно, большее количество энергии может быть использовано для сплавления. В результате производительность может быть увеличена. Кроме того, когда температура нагрева вращающейся опоры находится в вышеуказанных пределах, получаемое слоистое изделие имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0039]
Кроме того, когда ультразвуковую сварку выполняют при нагретой вращающейся опоре, колебания температуры вращающейся опоры предпочтительно находятся в пределах±20°С, более предпочтительно - в пределах±10°С, еще более предпочтительно - в пределах±8°С, особенно предпочтительно - в пределах±5°С, наиболее предпочтительно - в пределах±2°С. Когда колебания температуры вращающейся опоры находятся в вышеуказанных пределах, может быть дополнительно подавлено изменение прочности сплавления, и, следовательно, может быть дополнительно уменьшена изменчивость качества продукции. Кроме того, когда колебания температуры вращающейся опоры находятся в вышеуказанных пределах, получаемое слоистое изделие имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0040]
Любой подходящий способ может быть выбран в качестве способа нагрева вращающейся опоры при условии, что эффект от настоящего изобретения не ухудшается. К примерам такого способа относятся система обеспечения индукционного нагрева, электронагревательная система, система с циркуляцией теплоносителя и система нагрева паром.
[0041]
Фиг.1 представляет собой схематический вид в разрезе для иллюстрации примера предпочтительного способа изготовления по настоящему изобретению. На фиг.1 ссылочная позиция 1000 обозначает консоль, и ссылочная позиция 2000 обозначает вращающуюся опору. Ламинат 500 из сцепляющегося слоя 300 и слоя 400 с физическими свойствами проходит между консолью 1000 и вращающейся опорой 2000 в направлении, указанном стрелкой, и ультразвуковая сварка выполняется между консолью 1000 и вращающейся опорой 2000. Консоль 1000 и сцепляющийся слой 300 могут находиться в контакте друг с другом или могут не находиться в контакте друг с другом. Вращающаяся опора 2000 и слой 400 с физическими свойствами могут находиться в контакте друг с другом или могут не находиться в контакте друг с другом. Ламинат 500, который прошел через пространство между консолью 1000 и вращающейся опорой 2000, может представлять собой слоистое изделие, полученное способом изготовления по настоящему изобретению (например, охватывающий элемент застежки-«липучки»).
[0042]
В способе, включающем сплавление, по меньшей мере, части однослойного элемента или ламината, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее, посредством ультразвуковой сварки, доля площади сплавленной части, полученной сплавлением посредством ультразвуковой сварки, по отношению к площади всей поверхности слоистого изделия, подлежащего изготовлению, (в дальнейшем иногда называемая «долей сплавленной зоны») предпочтительно составляет 50% или менее, более предпочтительно от 1% до 40%, еще более предпочтительно от 5% до 35%, особенно предпочтительно от 10% до 30%, наиболее предпочтительно от 15% до 25%. Когда вышеупомянутая доля сплавленной зоны находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Кроме того, когда вышеупомянутая доля сплавленной зоны находится в вышеуказанных пределах, производительность может быть увеличена. Как описано позднее, когда выпуклый рельеф выполнен на поверхности вращающейся опоры, «долю сплавленной зоны» иногда иначе называют «долей тисненой сплавленной зоны».
[0043]
Поверхность вращающейся опоры предпочтительно имеет выпуклый рельеф. Конкретные примеры такого выпуклого рельефа включают форму непрерывной решетки, форму прерывистой решетки, форму непрерывной кривой, форму прерывистой кривой, форму непрерывного зигзага, форму прерывистого зигзага, форму непрерывной линии, форму прерывистой линии, форму круга, форму эллипса, форму кольца, форму полого эллипса, дугообразную форму и полую дугообразную форму.
[0044]
Выпуклый рельеф предпочтительно представляет собой прерывистый выпуклый рельеф, более предпочтительно - выпуклый рельеф с дугообразной формой, поскольку эффект от настоящего изобретения может проявляться более действенно. Примером выпуклого рельефа с дугообразной формой, который может иметь поверхность вращающейся опоры, является выпуклый рельеф, который может придать тисненый рисунок с дугообразной формой, проиллюстрированный на фиг.2, слоистому изделию, которое должно быть изготовлено.
[0045]
Фиг.2 представляет собой схематический вид в плане для иллюстрации примера тисненого рисунка, который может быть образован на поверхности слоистого изделия, получаемого способом изготовления по настоящему изобретению, и тисненый рисунок имеет множество тиснений 10, служащих в качестве вогнутых участков. Выпуклый рельеф, имеющий рельефные элементы, служащие в качестве выпуклых участков, которые могут формировать тиснения 10, может быть выполнен на поверхности вращающейся опоры. Отдельные рельефные элементы, служащие в качестве выпуклых участков, представляют собой рельефные элементы, не имеющие «углов».
[0046]
Ширина рельефного элемента для каждого из множества рельефных элементов, служащих в качестве выпуклых участков, формирующих выпуклый рельеф, предпочтительно составляет от 0,1 мм до 0,3 мм, более предпочтительно от 0,3 мм до 2,0 мм, еще более предпочтительно от 0,3 мм до 1,5 мм, особенно предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно от 0,5 мм до 1,0 мм. Когда ширина рельефного элемента находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Ширина рельефного элемента соответствует, например, ширине W каждого из тиснений 10 в направлении MD, как проиллюстрировано на фиг.2.
[0047]
Расстояние между двумя соседними рельефными элементами из множества рельефных элементов, образующих выпуклый рельеф, на любой линии в направлении MD предпочтительно составляет 10 мм или менее, более предпочтительно от 1 мм до 10 мм, еще более предпочтительно от 1,5 мм до 9 мм, особенно предпочтительно от 2 мм до 8 мм, наиболее предпочтительно от 2,5 мм до 7 мм. Когда расстояние между двумя соседними рельефными элементами из множества рельефных элементов, образующих выпуклый рельеф, на любой линии в направлении MD находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Расстояние между двумя соседними рельефными элементами из множества рельефных элементов, образующих выпуклый рельеф, на линии в направлении MD соответствует, например, расстоянию L между двумя соседними тиснениями на линии Р в направлении MD, проиллюстрированной на фиг.2 (которая может представлять собой линию в направлении MD в любом месте в направлении CD).
[0048]
Высота каждого из рельефных элементов, служащих в качестве выпуклых участков, предпочтительно составляет от 0,1 мм до 2,0 мм, более предпочтительно от 0,2 мм до 1,8 мм, еще более предпочтительно от 0,3 мм до 1,5 мм, особенно предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно от 0,7 мм до 1,2 мм. Когда высота каждого из рельефных элементов, служащих в качестве выпуклых участков, находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0049]
<<2. Слоистое изделие, полученное способом изготовления по настоящему изобретению>>
Слоистое изделие, полученное способом изготовления по настоящему изобретению, представляет собой слоистое изделие, включающее в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, имеющего диаметр волокна, составляющий 100 мкм или менее. Число слоев, каждый из которых включает в себя нетканый материал из волокна, в слоистом изделии, полученном способом изготовления по настоящему изобретению, предпочтительно составляет от 1 до 10, более предпочтительно от 1 до 7, еще более предпочтительно от 1 до 5, особенно предпочтительно от 1 до 3, наиболее предпочтительно 2 или 3. Когда число слоев, каждый из которых включает в себя нетканый материал из волокна, в слоистом изделии, полученном способом изготовления по настоящему изобретению, находится в вышеуказанных пределах, слоистое изделие имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0050]
Слоистое изделие, получаемое способом изготовления по настоящему изобретению, может включать в себя любой соответствующий другой слой при условии, что слоистое изделие включает в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, и эффект от настоящего изобретения не ухудшается.
[0051]
Слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет сплавленную часть. Когда слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет сплавленную часть, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0052]
Сплавленная часть предпочтительно включает в себя сплавленную часть из кусков волокна слоя, включающего в себя нетканый материал из волокна.
[0053]
В сплавленной части число отверстий, каждое из которых имеет диаметр, составляющий 100 мкм или более, и которые имеются в сплавленной части, предпочтительно составляет 10 отверстий на 1 м2 или менее, более предпочтительно 5 отверстий на 1 м2 или менее, еще более предпочтительно 3 отверстия на 1 м2 или менее, особенно предпочтительно 0 отверстий на 1 м2. Когда число отверстий, каждое из которых имеет диаметр, составляющий 100 мкм или более, и которые имеются в сплавленной части, находится в вышеуказанных пределах, внешний вид слоистого изделия улучшается, и его разрыв, начинающийся с отверстий, почти не происходит.
[0054]
Сплавленная часть предпочтительно имеет тисненый рисунок. Такой тисненый рисунок предпочтительно сформирован тиснением. Конкретные примеры тисненого рисунка включают форму непрерывной решетки, форму прерывистой решетки, форму непрерывной кривой, форму прерывистой кривой, форму непрерывного зигзага, форму прерывистого зигзага, форму непрерывной линии, форму прерывистой линии, форму круга, форму эллипса, форму кольца, форму полого эллипса, дугообразную форму и полую дугообразную форму.
[0055]
Тисненый рисунок предпочтительно представляет собой прерывистый тисненый рисунок, более предпочтительно тисненый рисунок с дугообразной формой, поскольку эффект от настоящего изобретения может быть выражен более действенно. Схематический вид в плане примера тисненого рисунка с дугообразной формой проиллюстрирован на фиг.2. На фиг.2 сплавленная часть 100 имеет множество тиснений 10, образующих тисненый рисунок с дугообразной формой. На фиг.2 сплавленная часть 100 имеет зону 20, свободную от тисненого рисунка. Предпочтительно, чтобы в тисненом рисунке с дугообразной формой отдельные тиснения представляли собой тиснения, не имеющие «углов».
[0056]
Ширина тиснения для каждого из множества тиснений, образующих тисненый рисунок, предпочтительно составляет от 0,1 мм до 0,3 мм, более предпочтительно от 0,3 мм до 2,0 мм, еще более предпочтительно от 0,3 мм до 1,5 мм, особенно предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно от 0,5 мм до 1,0 мм. Когда ширина тиснения находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Ширина тиснения относится, например, к ширине W каждого из тиснений 10 в направлении MD, как проиллюстрировано на фиг.2.
[0057]
Расстояние между двумя соседними тиснениями из множества тиснений, образующих тисненый рисунок, на любой линии в направлении MD предпочтительно составляет 10 мм или менее, более предпочтительно от 1 мм до 10 мм, еще более предпочтительно от 1,5 мм до 9 мм, особенно предпочтительно от 2 мм до 8 мм, наиболее предпочтительно от 2,5 мм до 7 мм. Когда расстояние между двумя соседними тиснениями из множества тиснений, образующих тисненый рисунок, на любой линии в направлении MD находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь. Расстояние между двумя соседними тиснениями из множества тиснений, образующих тисненый рисунок, на линии в направлении MD представляет собой, например, расстояние L между двумя соседними тиснениями на линии Р в направлении MD, проиллюстрированной на фиг.2 (которая может представлять собой линию в направлении MD в любом месте в направлении CD).
[0058]
Глубина каждого из тиснений предпочтительно составляет от 0,1 мм до 2,0 мм, более предпочтительно от 0,2 мм до 1,8 мм, еще более предпочтительно от 0,3 мм до 1,5 мм, особенно предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно от 0,7 мм до 1,2 мм. Когда глубина каждого из тиснений находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0059]
Доля площади сплавленной части, образованной тисненым рисунком, по отношению к площади всей поверхности слоистого изделия, полученного способом изготовления по настоящему изобретению, (в дальнейшем иногда называемая «долей тисненой сплавленной зоны») предпочтительно составляет 50% или менее, более предпочтительно от 1% до 40%, еще более предпочтительно от 5% до 35%, особенно предпочтительно от 10% до 30%, наиболее предпочтительно от 15% до 25%. Когда вышеупомянутая доля тисненой сплавленной зоны находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0060]
Слоистое изделие, полученное способом изготовления по настоящему изобретению, предпочтительно имеет показатель А, определяемый согласно уравнению (1) и составляющий 0,90×10-6 м3/г или менее.
А=Т/G (1)
[0061]
В уравнении (1) Т представляет собой толщину (единица измерения: м) сплавленной части и G представляет собой поверхностную плотность (единица измерения: г/м2). Поверхностная плотность означает суммарную поверхностную плотность всего слоистого изделия, полученного способом изготовления по настоящему изобретению.
[0062]
Показатель А предпочтительно составляет 0,75×10-6 м3/г или менее, более предпочтительно от 0,20×10-6 м3/г до 0,72×10-6 м3/г, еще более предпочтительно от 0,30×10-6 м3/г до 0,70×10-6 м3/г, особенно предпочтительно от 0,40×10-6 м3/г до 0,65×10-6 м3/г, наиболее предпочтительно от 0,50×10-6 м3/г до 0,60×10-6 м3/г.
[0063]
Когда показатель А находится в вышеуказанных пределах, слоистое изделие, полученное способом изготовления по настоящему изобретению, имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0064]
Показатель А представляет собой показатель, соответствующим образом отражающий гибкость слоистого изделия, включающего в себя, по меньшей мере, один слой, включающий в себя нетканый материал из волокна, и имеющего сплавленную часть подобно слоистому изделию, полученному способом изготовления по настоящему изобретению. Состояние, при котором показатель А меньше, отражает состояние, в котором количество материала слоистого изделия в сплавленной части в направлении ее толщины меньше количества материала слоистого изделия в несплавленной части в направлении ее толщины. Такая часть, имеющая меньшее количество материала слоистого изделия, служит в качестве точки начала изгиба, и, следовательно, гибкость повышается. Можно утверждать, что для слоистого изделия по настоящему изобретению показатель А на уровне 0,90 × 10-6 м3/г или менее отражает состояние, при котором слоистое изделие имеет особенно хорошую гибкость в качестве практического результата. Несмотря на то, что желательно, чтобы показатель А был как можно меньшим, нижнее предельное значение для показателя А предпочтительно составляет 0,50×10-6 м3/г, как описано выше, поскольку при чрезмерно малом показателе может возникать проблема, заключающаяся в том, что слоистое изделие разрывается во время его изгибания.
[0065]
Величина Т, представляющая собой толщину (единица измерения: м) сплавленной части, предпочтительно составляет 35×10-6 м или менее, более предпочтительно от 1×10-6 м до 30×10-6 м, еще более предпочтительно от 5×10-6 м до 28×10-6 м, особенно предпочтительно от 10×10-6 м до 25×10-6 м, наиболее предпочтительно от 15×10-6 м до 22×10-6 м. Когда Т находится в вышеуказанных пределах, слоистое изделие по настоящему изобретению имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0066]
Величина G, представляющая собой поверхностную плотность (единица измерения: г/м2), предпочтительно составляет 50 г/м2 или менее, более предпочтительно от 1 г/м2 до 48 г/м2, еще более предпочтительно от 10 г/м2 до 46 г/м2, особенно предпочтительно от 20 г/м2 до 43 г/м2, наиболее предпочтительно от 30 г/м2 до 40 г/м2. Когда G находится в вышеуказанных пределах, слоистое изделие по настоящему изобретению имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь.
[0067]
Одним вариантом осуществления слоистого изделия, полученного способом изготовления по настоящему изобретению, является охватывающий элемент застежки-«липучки». Охватывающий элемент застежки-«липучки» включает в себя сцепляющийся слой, выполненный с возможностью сцепления с охватываемым элементом (иногда называемым «механическим элементом с крючками»). Сцепляющийся слой охватывающего элемента застежки-«липучки» представляет собой, в частности, слой, с которым может сцепляться сцепляющийся крючок (или иногда элемент, имеющий свойства, эквивалентные свойствам сцепляющегося крючка) охватываемого элемента застежки-«липучки». Изделие, включающее в себя охватывающий элемент застежки-«липучки» и охватываемый элемент застежки-«липучки», выполненный с возможностью сцепления с охватывающим элементом застежки-«липучки», служит в качестве застежки-«липучки».
[0068]
Охватывающий элемент застежки-«липучки» предпочтительно включает в себя сцепляющийся слой, выполненный с возможностью сцепления с охватываемым элементом застежки-«липучки», и слой с физическими свойствами, обеспечивающими возможность удерживания сцепляющегося слоя. Охватывающий элемент застежки-«липучки» может включать в себя любой соответствующий другой элемент помимо подобного сцепляющегося слоя и слоя с физическими свойствами при условии, что эффект от настоящего изобретения не ухудшается. Охватывающий элемент застежки-«липучки» предпочтительно сформирован из сцепляющегося слоя, выполненного с возможностью сцепления с охватываемым элементом застежки-«липучки», и слоя с физическими свойствами, обеспечивающими возможность удерживания сцепляющегося слоя.
[0069]
Толщина охватывающего элемента застежки-«липучки» может быть задана равной любой соответствующей толщине в зависимости от назначения. Как правило, толщина охватывающего элемента застежки-«липучки» предпочтительно составляет от 0,2 мм до 5,0 мм, более предпочтительно от 0,3 мм до 4,0 мм, еще более предпочтительно от 0,5 мм до 3,0 мм, особенно предпочтительно от 0,5 мм до 2,0 мм.
[0070]
Сцепляющийся слой включает в себя нетканый материал из волокна. Число слоев в сцепляющемся слое может составлять только единицу или может составлять два или более. Сцепляющийся слой предпочтительно образован только из нетканого материала из волокна.
[0071]
Число видов нетканого материала из волокна, включенного в сцепляющийся слой, может составлять только единицу или может составлять два или более.
[0072]
Примеры нетканого материала из волокна, включенного в сцепляющийся слой, включают нетканый материал фильерного способа производства, термоскрепленный нетканый материал, скрепленный и соединенный нетканый материал, нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, несоединенный нетканый материал, нетканый материал, полученный электропрядением, нетканый материал, полученный образованием тонких волокон из пленки за счет быстрого испарения растворителя и последующим скреплением во время экструзии (flashspun) (например, TYVEK™ от DuPont), и нетканый материал, полученный кардочесанием. Из вышеупомянутых нетканых материалов нетканый материал фильерного способа производства, термоскрепленный нетканый материал, скрепленный и соединенный нетканый материал, нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, или нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, является предпочтительным, нетканый материал фильерного способа производства или нетканый материал, скрепленный пропусканием воздуха насквозь, является более предпочтительным, и нетканый материал фильерного способа производства является еще более предпочтительным. Когда, например, точечно термоскрепленный нетканый материал фильерного способа производства или нетканый материал, скрепленный пропусканием воздуха насквозь, используется в качестве нетканого материала из волокна, включенного в сцепляющийся слой, куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, могут иметь точки взаимного соединения. Когда при этом охватывающий элемент застежки-«липучки» имеет тисненый рисунок, не только куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, имеют точки прочного взаимного соединения в частях с тисненым рисунком в результате тиснения, но и куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, также имеют точки взаимного соединения в зоне, свободной от тисненого рисунка. Когда такая структура может быть обеспечена, охватывающий элемент застежки-«липучки» имеет более подходящую гибкость, может обеспечить более удовлетворительное ощущение при восприятии на ощупь и создает очень хорошую силу сцепления с охватываемым элементом застежки-«липучки».
[0073]
В случае, когда нетканый материал из волокна, включенный в сцепляющийся слой, представляет собой нетканый материал фильерного способа производства, число точек соединения на единицу площади, подлежащих распознанию в зоне, свободной от тисненого рисунка, при осмотре нетканого материала из волокна, включенного в сцепляющийся слой, посредством оптического микроскопа в поле зрения 17 мм × 13 мм (при 7,5-кратном увеличении), предпочтительно составляет от 10 до 200, более предпочтительно от 30 от 150, еще более предпочтительно от 50 до 100. В случае, когда нетканый материал из волокна, включенный в сцепляющийся слой, представляет собой нетканый материал фильерного способа производства и число точек соединения на единицу площади, подлежащих распознанию при осмотре нетканого материала из волокна, включенного в сцепляющийся слой, посредством оптического микроскопа, находится в вышеуказанных пределах, охватывающий элемент застежки-«липучки» имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь, и вспушивание сцепляющегося слоя после расслаивания после сцепления с охватываемым элементом застежки-«липучки» может быть более эффективно подавлено.
[0074]
В случае, когда нетканый материал из волокна, включенный в сцепляющийся слой, представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, число точек соединения на единицу площади, подлежащих распознанию в зоне, свободной от тисненого рисунка, при осмотре нетканого материала из волокна, включенного в сцепляющийся слой, посредством растрового электронного микроскопа (РЭМ) в поле зрения 1,3 мм × 1,0 мм (при 100-кратном увеличении), предпочтительно составляет 1 или более, более предпочтительно от 2 до 100, еще более предпочтительно от 5 до 50. В случае, когда нетканый материал из волокна, включенный в сцепляющийся слой, представляет собой нетканый материал, скрепленный пропусканием воздуха насквозь, и число точек соединения на единицу площади, подлежащих распознанию при осмотре нетканого материала из волокна, включенного в сцепляющийся слой, посредством РЭМ, находится в вышеуказанных пределах, охватывающий элемент застежки-«липучки» имеет более подходящую гибкость и может обеспечить более удовлетворительное ощущение при восприятии на ощупь, и вспушивание сцепляющегося слоя после расслаивания после сцепления с охватываемым элементом застежки-«липучки» может быть более эффективно подавлено.
[0075]
Нетканый материал из волокна, включенный в сцепляющийся слой, может содержать волокно, которое представляет собой элемент с однородной структурой, или может содержать композиционное волокно, которое представляет собой элемент с двухкомпонентной структурой, такой как структура с ядром и оболочкой, структура с расположением компонентов бок о бок, структура sea-island («остров в море») или любая другая двухкомпонентная структура. Подробные описания нетканых материалов можно найти, например, в ʺNonwoven Fabric Primer and Reference Samplerʺ, E.A. Vaughn, Association of Nonwoven Fabrics Industry, третье издание (1992).
[0076]
Любое соответствующее волокно может быть выбрано в качестве волокна, образующего нетканый материал, включенный в сцепляющийся слой, при условии, что эффект от настоящего изобретения не ухудшается. Например, такое волокно содержит полиолефин (такой как полипропилен или полиэтилен), сложный полиэфир, полиамид, полиуретан, эластомер, вискозу, целлюлозу, акриловый полимер, их сополимер или их комбинацию, или их смесь. Подобное волокно предпочтительно включает в себя, по меньшей мере, один вид, выбранный из волокна из полиолефина (полиолефинового волокна), волокна из сложного полиэфира (полиэфирного волокна) и композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0077]
Примеры полиолефинового волокна включают полипропиленовое волокно, полиэтиленовое волокно и волокно из сополимера α-олефина. Полиолефиновое волокно предпочтительно представляет собой полипропиленовое волокно или полиэтиленовое волокно, более предпочтительно полипропиленовое волокно, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0078]
Примеры полиэфирного волокна включают полиэтилентерефталатное (ПЭТ) волокно, волокно из полимера молочной кислоты и волокно из полигликолевой кислоты. Полиэфирное волокно предпочтительно представляет собой полиэтилентерефталатное (ПЭТ) волокно, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0079]
Примеры композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, включают волокно, имеющее структуру с ядром и оболочкой, волокно, имеющее структуру с расположением компонентов бок о бок, и полое волокно. В используемом в данном документе смысле выражение «композиционное волокно из двух или более видов смол, выбранных из полиолефина и сложного полиэфира» означает композиционное волокно из смол, которые представляют собой два или более видов полиолефина, композиционное волокно из смол, которые представляют собой два или более видов сложного полиэфира, или композиционное волокно из смол, которые представляют собой один или более видов полиолефина и один или более видов сложного полиэфира.
[0080]
Конкретные примеры композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, включают: волокно, имеющее структуру с ядром и оболочкой, в котором его ядро содержит один из двух видов полиолефина и его оболочковая часть содержит другой, волокно, имеющее структуру с ядром и оболочкой, в котором его ядро содержит сложный полиэфир и его оболочковая часть содержит полиолефин, и волокно, в котором полиолефин и сложный полиэфир образуют структуру с расположением компонентов бок о бок.
[0081]
Волокно, образующее нетканый материал, включенный в сцепляющийся слой, может представлять собой волокно, поддающееся извиву. Примером волокна, поддающегося извиву, является волокно, содержащее два компонента, имеющие разные температуры затвердевания, волокно, имеющее структуру с расположением компонентов бок о бок или структуру с неравномерным распределением ядра и оболочки, при этом волокно имеет мелкие спиральные извивы, каждый из которых имеет сравнительно малый радиус, поскольку компонент, имеющий более высокую температуру затвердевания, затвердевает первым и подвергается усадке во время фазового перехода из расплавленного состояния в твердое состояние.
[0082]
Волокно, образующее нетканый материал, включенный в сцепляющийся слой, может содержать любой соответствующий другой компонент при условии, что эффект от настоящего изобретения не ухудшается. К примерам подобного другого компонента относятся другие полимеры, вещество, повышающее клейкость, пластификатор, стабилизатор, пигмент, краситель, антиоксидант, антистатическое средство, смазывающий материал, вспениватель, термостабилизатор, светостабилизатор, неорганический наполнитель и органический наполнитель. Данные компоненты могут быть использованы по отдельности или в комбинации. Содержание другого компонента в волокне, образующем нетканый материал, включенный в сцепляющийся слой, предпочтительно составляет 10% масс. или менее, более предпочтительно 7% масс. или менее, еще более предпочтительно 5% масс. или менее, особенно предпочтительно 2% масс. или менее, наиболее предпочтительно 1% масс. или менее.
[0083]
В охватывающем элементе застежки-«липучки» плотность нетканого материала в сцепляющемся слое предпочтительно составляет от 5 кг/м3 до 100 кг/м3, более предпочтительно от 10 кг/м3 до 100 кг/м3, еще более предпочтительно от 10 кг/м3 до 80 кг/м3, еще более предпочтительно от 10 кг/м3 до 70 кг/м3, особенно предпочтительно от 10 кг/м3 до 60 кг/м3, наиболее предпочтительно от 20 кг/м3 до 50 кг/м3, поскольку эффект от настоящего изобретения может быть выражен более действенно. Когда в охватывающем элементе застежки-«липучки» плотность нетканого материала в сцепляющемся слое находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, и сила сцепления с охватываемым элементом застежки-«липучки» является более хорошей, и, следовательно, в одноразовом подгузнике или тому подобном проблема соскальзывания, например, во время ношения или после выделений может быть эффективно устранена. Когда в охватывающем элементе застежки-«липучки» плотность нетканого материала в сцепляющемся слое составляет менее 5 кг/м3, существует опасность того, что охватываемый элемент застежки-«липучки» сможет с трудом сцепляться, или производительность может быть низкой, что приводит к повышенным затратам. Когда плотность нетканого материала в сцепляющемся слое превышает 100 кг/м3, создается состояние, при котором волокна нетканого материала охватывающего элемента застежки-«липучки» плотно уплотняются, и, следовательно, существует опасность того, что может быть затруднена вставка сцепляющейся части охватываемого элемента застежки-«липучки» в охватывающий элемент застежки-«липучки», и невозможно будет обеспечить очень хорошую силу сцепления. Плотность (кг/м3) нетканого материала в сцепляющемся слое представляет собой величину, рассчитанную исходя из поверхностной плотности (X г/м2) нетканого материала и толщины (Y мм) нетканого материала. Более конкретно, плотность (кг/м3) нетканого материала в сцепляющемся слое рассчитывается как X/Y (кг/м3).
[0084]
В охватывающем элементе застежки-«липучки» диаметр волокна (в дальнейшем иногда называемый просто «диаметром волокна») нетканого материала в сцепляющемся слое предпочтительно составляет от 5 мкм до 60 мкм, более предпочтительно от 10 мкм до 60 мкм, еще более предпочтительно от 10 мкм до 50 мкм, еще более предпочтительно от 10 мкм до 40 мкм, особенно предпочтительно от 15 мкм до 40 мкм, наиболее предпочтительно от 20 мкм до 40 мкм, поскольку эффект от настоящего изобретения может быть выражен более действенно. Когда в охватывающем элементе застежки-«липучки» диаметр волокна нетканого материала в сцепляющемся слое находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, и сила сцепления с охватываемым элементом застежки-«липучки» является более хорошей, и, следовательно, в одноразовом подгузнике или тому подобном проблема соскальзывания, например, во время ношения или после выделений может быть эффективно устранена. Когда в охватывающем элементе застежки-«липучки» диаметр волокна нетканого материала в сцепляющемся слое составляет менее 5 мкм, существует опасность того, что может уменьшаться сила сцепления с охватываемым элементом застежки-«липучки». Когда диаметр волокна нетканого материала в сцепляющемся слое превышает 60 мкм, существует опасность того, что сцепление с охватываемым элементом застежки-«липучки» может быть затруднено или производительность может снизиться, что приводит к увеличенным затратам.
[0085]
В охватывающем элементе застежки-«липучки» поверхностная плотность нетканого материала в сцепляющемся слое предпочтительно составляет от 10 г/м2 до 60 г/м2, более предпочтительно от 12 г/м2 до 50 г/м2, еще более предпочтительно от 15 г/м2 до 40 г/м2, особенно предпочтительно от 15 г/м2 до 30 г/м2, наиболее предпочтительно от 15 г/м2 до 25 г/м2. Когда в охватывающем элементе застежки-«липучки» поверхностная плотность нетканого материала в сцепляющемся слое находится в вышеуказанных пределах, может быть получен охватывающий элемент застежки-«липучки», который имеет более подходящую гибкость, может обеспечить более удовлетворительное ощущение при восприятии на ощупь и создает более хорошую силу сцепления с охватываемым элементом застежки-«липучки».
[0086]
Любой соответствующий материал может быть выбран в качестве материала для слоя с физическими свойствами при условии, что эффект от настоящего изобретения не ухудшается. Примеры материала для слоя с физическими свойствами включают нетканый материал из волокна и пленку, которые предпочтительны, поскольку эффект от настоящего изобретения может быть более выражен. Из них нетканый материал из волокна более предпочтителен, поскольку эффект от настоящего изобретения может быть выражен более действенно. То есть, охватывающий элемент застежки-«липучки» предпочтительно образован только из нетканых материалов, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0087]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, число видов нетканого материала может составлять только единицу или может составлять два или более.
[0088]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, примеры нетканого материала включают нетканый материал фильерного способа производства, термоскрепленный нетканый материал, скрепленный и соединенный нетканый материал, нетканый материал, скрепленный пропусканием воздуха насквозь, нетканый материал, полученный аэродинамическим способом из расплава, нетканый материал, полученный гидроперепутыванием, нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, нетканый материал со структурой: слой, полученный фильерным способом производства, - слой, полученный аэродинамическим способом из расплава, - - слой, полученный аэродинамическим способом из расплава, - слой, полученный фильерным способом производства, несоединенный нетканый материал, нетканый материал, полученный электропрядением, нетканый материал, полученный образованием тонких волокон из пленки за счет быстрого испарения растворителя и последующим скреплением во время экструзии (flashspun) (такой как TYVEK™ от DuPont), и нетканый материал, полученный кардочесанием.
[0089]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, нетканый материал может содержать волокно, которое представляет собой элемент с однородной структурой, или может содержать композиционное волокно, которое представляет собой элемент с двухкомпонентной структурой, такой как структура с ядром и оболочкой, структура с расположением компонентов бок о бок, структура sea-island («остров в море») или любая другая двухкомпонентная структура. Подробные описания нетканого материала можно найти, например, в ʺNonwoven Fabric Primer and Reference Samplerʺ, E.A. Vaughn, Association of Nonwoven Fabrics Industry, третье издание (1992).
[0090]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, любое соответствующее волокно может быть выбрано в качестве волокна при условии, что эффект от настоящего изобретения не ухудшается. Например, такое волокно содержит полиолефин (такой как полипропилен или полиэтилен), сложный полиэфир, полиамид, полиуретан, эластомер, вискозу, целлюлозу, акриловый полимер, их сополимер или их комбинацию, или их смесь. Подобное волокно предпочтительно включает в себя, по меньшей мере, один вид, выбранный из волокна из полиолефина (полиолефинового волокна), волокна из сложного полиэфира (полиэфирного волокна) и композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0091]
Примеры полиолефинового волокна включают полипропиленовое волокно, полиэтиленовое волокно и волокно из сополимера α-олефина. Полиолефиновое волокно предпочтительно представляет собой полипропиленовое волокно или полиэтиленовое волокно, более предпочтительно полипропиленовое волокно, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0092]
Примеры полиэфирного волокна включают полиэтилентерефталатное (ПЭТ) волокно, волокно из полимера молочной кислоты и волокно из полигликолевой кислоты. Полиэфирное волокно предпочтительно представляет собой полиэтилентерефталатное (ПЭТ) волокно, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0093]
Примеры композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, включают волокно, имеющее структуру с ядром и оболочкой, волокно, имеющее структуру с расположением компонентов бок о бок, и полое волокно. В используемом в данном документе смысле выражение «композиционное волокно из двух или более видов смол, выбранных из полиолефина и сложного полиэфира» означает композиционное волокно из смол, которые представляют собой два или более видов полиолефина, композиционное волокно из смол, которые представляют собой два или более видов сложного полиэфира, или композиционное волокно из смол, которые представляют собой один или более видов полиолефина и один или более видов сложного полиэфира.
[0094]
Конкретные примеры композиционного волокна из двух или более видов смол, выбранных из полиолефина и сложного полиэфира, включают: волокно, имеющее структуру с ядром и оболочкой, в котором его ядро содержит один из двух видов полиолефина и его оболочковая часть содержит другой, волокно, имеющее структуру с ядром и оболочкой, в котором его ядро содержит сложный полиэфир и его оболочковая часть содержит полиолефин, и волокно, в котором полиолефин и сложный полиэфир образуют структуру с расположением компонентов бок о бок.
[0095]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, волокно, образующее нетканый материал, может представлять собой волокно, поддающееся извиву. Примером волокна, поддающегося извиву, является волокно, содержащее два компонента, имеющие разные температуры затвердевания, волокно, имеющее структуру с расположением компонентов бок о бок или структуру с неравномерным распределением ядра и оболочки, при этом волокно имеет мелкие спиральные извивы, каждый из которых имеет сравнительно малый радиус, поскольку компонент, имеющий более высокую температуру затвердевания, затвердевает первым и подвергается усадке во время фазового перехода из расплавленного состояния в твердое состояние.
[0096]
Когда материал для слоя с физическими свойствами представляет собой нетканый материал из волокна, волокно, образующее нетканый материал, может содержать любой соответствующий другой компонент при условии, что эффект от настоящего изобретения не ухудшается. К примерам подобного другого компонента относятся другие полимеры, вещество, повышающее клейкость, пластификатор, стабилизатор, пигмент, краситель, антиоксидант, антистатическое средство, смазывающий материал, вспениватель, термостабилизатор, светостабилизатор, неорганический наполнитель и органический наполнитель. Данные компоненты могут быть использованы по отдельности или в комбинации. Содержание другого компонента в волокне, образующем нетканый материал, включенный в сцепляющийся слой, предпочтительно составляет 10% масс. или менее, более предпочтительно 7% масс. или менее, еще более предпочтительно 5% масс. или менее, особенно предпочтительно 2% масс. или менее, наиболее предпочтительно 1% масс. или менее.
[0097]
Когда материал для слоя с физическими свойствами представляет собой пленку, любой соответствующий материал может быть выбран в качестве материала для пленки при условии, что эффект от настоящего изобретения не ухудшается. К примерам такого материала относятся нерастянутая полипропиленовая пленка, растянутая полипропиленовая пленка и полиэтиленовая пленка, каждая из которых имеет толщину от 10 мкм до 60 мкм, что предпочтительно, поскольку эффект от настоящего изобретения может быть выражен более действенно.
[0098]
Когда слой с физическими свойствами представляет собой нетканый материал из волокна, нетканый материал в слое с физическими свойствами имеет поверхностную плотность, предпочтительно составляющую от 10 г/м2 до 40 г/м2, более предпочтительно от 10 г/м2 до 30 г/м2, еще более предпочтительно от 10 г/м2 до 25 г/м2, особенно предпочтительно от 10 г/м2 до 20 г/м2. В случае, когда слой с физическими свойствами представляет собой нетканый материал из волокна и поверхностная плотность нетканого материала в слое с физическими свойствами находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, деформация усадки в направлении ширины почти не возникает во время манипулирования холстом, стоимостная конкурентоспособность является отличной, пригодность для печатания является удовлетворительной, видимость печати является удовлетворительной, адгезив, склеивающий при надавливании, легко наносится, и нанесенный адгезив, склеивающий при надавливании, почти не просачивается к сцепляющейся поверхности.
[0099]
Когда слой с физическими свойствами представляет собой нетканый материал из волокна, диаметр волокна предпочтительно составляет 40 мкм или менее, более предпочтительно от 1 мкм до 40 мкм, еще более предпочтительно от 1 мкм до 30 мкм, особенно предпочтительно от 1 мкм до 25 мкм, наиболее предпочтительно от 1 мкм до 20 мкм. В случае, когда слой с физическими свойствами представляет собой нетканый материал из волокна и диаметр волокна находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, деформация усадки в направлении ширины почти не возникает во время манипулирования холстом, стоимостная конкурентоспособность является отличной, пригодность для печатания является удовлетворительной, видимость печати является удовлетворительной, адгезив, склеивающий при надавливании, легко наносится, и нанесенный адгезив, склеивающий при надавливании, почти не просачивается к сцепляющейся поверхности. В случае, когда слой с физическими свойствами представляет собой нетканый материал из волокна и диаметр волокна превышает 40 мкм, существует опасность того, что может иметь место подверженность возникновению деформации усадки в направлении ширины во время манипулирования холстом, стоимостная конкурентоспособность может быть снижена, пригодность для печати может быть низкой, нанесение адгезива, склеивающего при надавливании, может быть затруднено, и может существовать риск просачивания нанесенного адгезива, склеивающего при надавливании, к сцепляющейся поверхности.
[0100]
Когда слой с физическими свойствами представляет собой нетканый материал из волокна, в охватывающем элементе застежки-«липучки» плотность нетканого материала предпочтительно составляет от 5 кг/м3 до 200 кг/м3, более предпочтительно от 20 кг/м3 до 150 кг/м3, еще более предпочтительно от 50 кг/м3 до 150 кг/м3, еще более предпочтительно от 50 кг/м3 до 120 кг/м3, особенно предпочтительно от 60 кг/м3 до 120 кг/м3, наиболее предпочтительно от 70 кг/м3 до 120 кг/м3, поскольку эффект от настоящего изобретения может быть выражен более действенно. Плотность (кг/м3) нетканого материала в слое с физическими свойствами представляет собой величину, рассчитанную исходя из поверхностной плотности (X г/м2) нетканого материала и толщины (Y мм) нетканого материала. Более конкретно, плотность (кг/м3) нетканого материала в слое с физическими свойствами рассчитывается как X/Y (кг/м3).
[0101]
Когда слой с физическими свойствами представляет собой нетканый материал из волокна, может быть выбран ламинат из различных видов нетканых материалов из волокна (например, ламинат из нетканого материала фильерного способа производства/нетканого материала, полученного аэродинамическим способом из расплава/нетканого материала фильерного способа производства).
[0102]
Когда диаметр волокна существенно изменялся в направлении толщины (например, в структуре SMS или SSMMS), одинаковое число диаметров волокна было измерено для N=5 или более в каждом куске волокна, и среднее значение измеренных диаметров было определено как диаметр волокна. Часть, имеющая локально малую толщину вследствие термосплавления или тому подобного, как в материале фильерного способа производства, материале, полученном прядением из расплава, или тому подобном, не была включена.
[0103]
Когда слой с физическими свойствами представляет собой пленку, его толщина предпочтительно составляет 60 мкм или менее, более предпочтительно от 10 мкм до 50 мкм, еще более предпочтительно от 10 мкм до 40 мкм, особенно предпочтительно от 10 мкм до 30 мкм, наиболее предпочтительно от 15 мкм до 25 мкм. В случае, когда слой с физическими свойствами представляет собой пленку и его толщина находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, деформация усадки в направлении ширины почти не возникает во время манипулирования холстом, стоимостная конкурентоспособность является отличной, видимость печати является удовлетворительной, и адгезив, склеивающий при надавливании, легко наносится. В случае, когда слой с физическими свойствами представляет собой пленку и его толщина превышает 60 мкм, существует опасность того, что стоимостная конкурентоспособность может быть снижена и видимость печати может ухудшиться.
[0104]
В охватывающем элементе застежки-«липучки» суммарная поверхностная плотность, которая представляет собой сумму поверхностной плотности нетканого материала в сцепляющемся слое и поверхностной плотности нетканого материала в слое с физическими свойствами, предпочтительно составляет 60 г/м2 или менее, более предпочтительно от 10 г/м2 до 57 г/м2, еще более предпочтительно от 15 г/м2 до 53 г/м2, особенно предпочтительно от 20 г/м2 до 50 г/м2, наиболее предпочтительно от 30 г/м2 до 47 г/м2. Когда в охватывающем элементе застежки-«липучки» суммарная поверхностная плотность, которая представляет собой сумму поверхностной плотности нетканого материала в сцепляющемся слое и поверхностной плотности нетканого материала в слое с физическими свойствами, находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, и сила сцепления с охватываемым элементом застежки-«липучки» является более хорошей. Кроме того, когда в охватывающем элементе застежки-«липучки» суммарная поверхностная плотность, которая представляет собой сумму поверхностной плотности нетканого материала в сцепляющемся слое и поверхностной плотности нетканого материала в слое с физическими свойствами, находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, еще в большей степени уменьшается подверженность возникновению деформации усадки в направлении ширины во время манипулирования холстом, стоимостная конкурентоспособность повышается, пригодность для печати более удовлетворительна, видимость печати более удовлетворительна, нанесение адгезива, склеивающего при надавливании, облегчается, и еще в большей степени уменьшается подверженность просачиванию нанесенного адгезива, склеивающего при надавливании, к сцепляющейся поверхности.
[0105]
Плотность охватывающего элемента застежки-«липучки» предпочтительно составляет 110 кг/м3 или менее, более предпочтительно от 5 кг/м3 до 110 кг/м3, еще более предпочтительно от 10 кг/м3 до 110 кг/м3, еще более предпочтительно от 10 кг/м3 до 80 кг/м3, еще более предпочтительно от 10 кг/м3 до 70 кг/м3, особенно предпочтительно от 10 кг/м3 до 60 кг/м3, наиболее предпочтительно от 20 кг/м3 до 50 кг/м3. Когда плотность охватывающего элемента застежки-«липучки» находится в вышеуказанных пределах, гибкость становится более подходящей, может быть обеспечено более удовлетворительное ощущение при восприятии на ощупь, и сила сцепления с охватываемым элементом застежки-«липучки» является более хорошей, и, следовательно, в одноразовом подгузнике или тому подобном проблема соскальзывания, например, во время ношения или после выделений может быть эффективно устранена. Когда плотность охватывающего элемента застежки-«липучки» составляет более 100 кг/м3, создается состояние, при котором волокна нетканого материала охватывающего элемента застежки-«липучки» плотно уплотняются, и, следовательно, существует опасность того, что может быть затруднена вставка сцепляющейся части охватываемого элемента застежки-«липучки» в охватывающий элемент застежки-«липучки», и невозможно будет обеспечить очень хорошую силу сцепления. Плотность (кг/м3) охватывающего элемента застежки-«липучки» представляет собой величину, рассчитанную исходя из поверхностной плотности (X г/м2) нетканого материала в охватывающем элементе застежки-«липучки» и толщины (Y мм) нетканого материала в охватывающем элементе застежки-«липучки». Более конкретно, плотность (кг/м3) охватывающего элемента застежки-«липучки» рассчитывается как X/Y (кг/м3).
[0106]
Предпочтительно, чтобы в охватывающем элементе застежки-«липучки» поверхность волокна, образующего нетканый материал, включенный в сцепляющийся слой, и поверхность слоя с физическими свойствами со стороны сцепляющегося слоя содержали полимер одного и того же вида. Когда поверхность волокна, образующего нетканый материал, включенный в сцепляющийся слой, и поверхность слоя с физическими свойствами со стороны сцепляющегося слоя содержат полимер одного и того же вида, может быть получен охватывающий элемент застежки-«липучки», который имеет более подходящую гибкость, может обеспечить более удовлетворительное ощущение при восприятии на ощупь и создает более хорошую силу сцепления с охватываемым элементом застежки-«липучки». В этом случае «поверхность волокна, образующего нетканый материал, включенный в сцепляющийся слой» может представлять собой любую поверхность волокна и охватывает, например, оболочковую часть в волокне, имеющем структуру с ядром и оболочкой.
[0107]
Когда поверхность волокна, образующего нетканый материал, включенный в сцепляющийся слой, и поверхность слоя с физическими свойствами со стороны сцепляющегося слоя содержат полимер одного и того же вида, любой соответствующий полимер может быть выбран в качестве полимера при условии, что эффект от настоящего изобретения не ухудшается. Такой полимер предпочтительно представляет собой полиолефин. Когда поверхность волокна, образующего нетканый материал, включенный в сцепляющийся слой, и поверхность слоя с физическими свойствами со стороны сцепляющегося слоя содержат полиолефин одного и того же вида, может быть получен охватывающий элемент застежки-«липучки», который имеет более подходящую гибкость, может обеспечить более удовлетворительное ощущение при восприятии на ощупь и создает более хорошую силу сцепления с охватываемым элементом застежки-«липучки».
[0108]
Когда, например, в охватывающем элементе застежки-«липучки» нетканый материал фильерного способа производства или нетканый материал, скрепленный пропусканием воздуха насквозь, используется в качестве нетканого материала из волокна, включенного в сцепляющийся слой, куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, могут иметь точки взаимного соединения. Когда при этом охватывающий элемент застежки-«липучки» имеет тисненый рисунок, не только куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, имеют точки прочного взаимного соединения в частях с тисненым рисунком (частях с множеством тиснений 10 на фиг.1) в результате тиснения, но и куски волокна, образующего нетканый материал, включенный в сцепляющийся слой, также имеют точки взаимного соединения в зоне, свободной от тисненого рисунка (зоне 20, свободной от тисненого рисунка, на фиг.1). Когда такая структура может быть обеспечена, охватывающий элемент застежки-«липучки» имеет более подходящую гибкость, может обеспечить более удовлетворительное ощущение при восприятии на ощупь и создает более хорошую силу сцепления с охватываемым элементом застежки-«липучки».
[0109]
<<3. Применение слоистого изделия, полученного способом изготовления по настоящему изобретению>>
Слоистое изделие, полученное способом изготовления по настоящему изобретению, может образовывать застежку-«липучку» при его соединении с охватываемым элементом застежки-«липучки», выполненным с возможностью сцепления со слоистым изделием. То есть, такая застежка-«липучка» включает в себя слоистое изделие, полученное способом изготовления по настоящему изобретению, и охватываемый элемент застежки-«липучки», выполненный с возможностью сцепления со слоистым изделием. Кроме того, слоистое изделие, полученное способом изготовления по настоящему изобретению, может быть использовано для любого соответствующего изделия, в котором эффект от настоящего изобретения может быть действенно использован. Типовым примером такого изделия является гигиеническое изделие. То есть, такое гигиеническое изделие включает в себя слоистое изделие, полученное способом изготовления по настоящему изобретению. К примерам такого гигиенического изделия относятся подгузник (в частности, одноразовый подгузник), поддерживающий элемент и маска.
Примеры
[0110]
В дальнейшем настоящее изобретение описано конкретно посредством Примеров. Однако настоящее изобретение никоим образом не ограничено данными Примерами. В Примерах и тому подобном методы испытаний и оценки такие, как описанные ниже. Кроме того, «доля (-и)» означает «массовую (-ые) долю (-и)» и «%» означает «% масс.», если не указано иное.
[0111]
<Измерение диаметра волокна>
Посредством использования цифрового микроскопа ʺVHX-1000ʺ, изготавливаемого Keyence Corporation, поверхность нетканого материала была сфотографирована с 500-кратным увеличением, и диаметры волокон были измерены для N=5 или более посредством предназначенного для анализа изображений, программного обеспечения цифрового микроскопа. Среднее значение измеренных диаметров волокон было определено в качестве диаметра волокна.
[0112]
<Число отверстий>
Из полученного слоистого изделия была вырезана часть с размерами 30 см (в направлении MD) на 20 см (в направлении TD), и было подсчитано число отверстий, каждое из которых имело диаметр, составляющий 300 мкм или более, и которые имелись в сплавленной части.
[0113]
<Прочность сцепления>
Из полученного слоистого изделия вырезали часть с размером 2,5 см (в направлении MD) на 10 см (в направлении TD), и определяли прочность сцепления между двумя ламинированными слоями в направлении TD. Измерение выполняли посредством: прикрепления одной стороны каждого из слоев к верхнему зажиму, прикрепления его другой стороны к нижнему зажиму и приложения тянущего усилия к слоям со скоростью 300 мм/мин (расслаивание Т-типа). В качестве измерительной машины использовали машину AG-20 kNG, изготавливаемую Shimadzu Corporation, и расстояние между зажимами было задано равным 60 мм.
Разрыв нетканого материала: Состояние, при котором во время каждого этапа из измерения и подготовки к измерению два слоя не отслаивались друг от друга и, по меньшей мере, один из слоев нетканых материалов разрывался, оценивали как «разрыв нетканого материала».
[0114]
<Производительность>
В способе определения прочности сцепления максимальная скорость ультразвукового устройства для непрерывного сплавления, необходимая для получения прочности сцепления, достаточной, чтобы вызвать «разрыв нетканого материала», была определена в качестве производительности/скорости изготовления.
οο: Скорость изготовления, при которой обеспечивается достаточная прочность сцепления, составляет 100 м/мин или более.
ο: Скорость изготовления, при которой обеспечивается достаточная прочность сцепления, составляет 40 м/мин или более и менее 100 м/мин.
×: Скорость изготовления, при которой обеспечивается достаточная прочность сцепления, составляет менее 40 м/мин.
[0115]
[Примеры 1-7]
Исходные нетканые материалы, показанные в Таблице 1, были соединены ламинированием и были подвергнуты тиснению посредством валика с выпуклым рельефом при температуре, показанной в Таблице 1, и ультразвукового устройства для непрерывного сплавления, изготавливаемого Herrmann Ultrasonics (частота: 20 кГц, прижимающее усилие: 900 Н) для получения слоистых изделий.
Используемый тисненый рисунок представлял собой тисненый рисунок с дугообразной формой, проиллюстрированный на фиг.2, и ширина тиснения составляла 0,8 мм, максимальная величина расстояния между двумя соседними тиснениями на линии в направлении MD (максимальное расстояние от тиснения до тиснения) составляло 3,2 мм, и доля тисненой сплавленной зоны составляла 23%.
Результаты показаны в Таблице 1.
[0116]
[Пример 8]
Изготовление слоистого изделия осуществляли так же, как в Примере 6, за исключением того, что в Примере 6 температура валика с выпуклым рельефом была задана равной 70°С, прижимающее усилие было задано равным 850 Н, и скорость была задана равной 100 м/мин.
Результаты показаны в Таблице 1.
[0117]
[Примеры 9-11]
Изготовление слоистых изделий осуществляли так же, как в Примере 8, за исключением того, что в Примере 8 исходные нетканые материалы были изменены, как показано в Таблице 1.
Результаты показаны в Таблице 1.
[0118]
[Пример 12]
Изготовление слоистого изделия осуществляли так же, как в Примере 6, за исключением того, что в Примере 6 температура валика с выпуклым рельефом была задана равной 80°С, прижимающее усилие было задано равным 830 Н, и скорость была задана равной 100 м/мин.
Результаты показаны в Таблице 1.
[0119]
[Сравнительные Примеры 1-3]
Исходные нетканые материалы, показанные в Таблице 1, были соединены ламинированием и были подвергнуты тиснению посредством валика с выпуклым рельефом при температуре, показанной в Таблице 1, и обрезиненного валика с температурой внутри помещения (прижимающее усилие: 5000 Н) для получения слоистых изделий.
Используемый тисненый рисунок представлял собой тисненый рисунок с дугообразной формой, проиллюстрированный на фиг.2, и ширина тиснения составляла 0,8 мм, максимальная величина расстояния между двумя соседними тиснениями на линии в направлении MD (максимальное расстояние от тиснения до тиснения) составляло 3,2 мм, и доля тисненой сплавленной зоны составляла 23%.
Результаты показаны в Таблице 1.
[0120]
Таблица 1
|
Промышленная применимость
[0121]
Слоистое изделие, полученное способом изготовления по настоящему изобретению, может быть использовано для любого соответствующего изделия, в котором эффект от настоящего изобретения может быть действенно использован. Типовым примером такого изделия является гигиеническое изделие. К примерам такого гигиенического изделия относятся подгузник (в частности, одноразовый подгузник), поддерживающий элемент и маска.
Перечень ссылочных позиций
[0122]
|
Содержащий донепезил адгезивный препарат и упаковка для него
Чрескожно абсорбируемый препарат
Пероральная основа в виде пленки
Адгезионная накладка
Носители лекарственных средств
Фармацевтическая композиция, содержащая микрочастицы с поверхностным покрытием
Адгезивный пластырь, содержащий бисопролол
Медицинский приклеиваемый при надавливании лейкопластырь
Терапевтический агент, применяемый при пневмофиброзе
Средство для лечения миелофиброза
Охватывающий элемент для застежки-"липучки"
Охватывающий элемент застежки крючки-петли
Охватывающий элемент для застежки-липучки

