Результат интеллектуальной деятельности: Способ заделки дефектов в литых деталях из магниевых сплавов
Вид РИД
Изобретение
Изобретение относится к области литейного производства, конкретно к способам устранения пористости в фасонных отливках из магниевых сплавов для восстановления их герметичности.
Магниевые сплавы обладают широким интервалом кристаллизации, что способствует формированию микропористости при затвердевании отливок. Наиболее широко магниевые сплавы используются в авиастроении. По этой причине к изделиям из магниевых сплавов предъявляются высокие требования, в том числе по герметичности изделий, где наличие микропористости недопустимо. Поэтому, поскольку микропористость в магниевых отливках присутствует практически всегда, существует много способов ее ликвидации, в основном основанные на заварке дефектных мест в отливке или заполнении микропор различными герметизирующими составами.
Известен способ заварки дефектов в магниевых сплавах с использованием расходуемых электродов описанный в патенте RU 2050234 С1 который заключается в разделке дефектного места с последующей заваркой с использованием электрода из того же сплава или схожего по составу сплава. Недостатком данного способа является сложность технологии, требующая высокой квалификации сварщиков из-за опасности возникновения горячих трещин в зоне сварного шва, что значительно снижает механические свойства изделий.
Известны способы пропитки изделий различными веществами (синтетические смолы, натриевые соли жирных кислот), а также способ пропитки отливок жидким стеклом (патент US 3214287). Недостатком данных методов является использование сложного оборудования для пропитки, а также недостаточная прочность изделий в связи с низкими прочностными свойствами материалов используемых для пропитки.
Наиболее близким к заявляемому способу исправления дефектов решением являются способ пропитки изделий герметизирующей композицией состоящей из анаэробного герметика, эпоксидной смолы, отвердителя и металлического порошка (патент RU 2084323). Недостатком метода является невысокая проникающая способность, а значит неэффективность при устранении глубоких или сквозных пор.
Технической задачей патентуемого изобретения является создание нового способа заделки микропористости в литых деталях из магниевых сплавов пропиткой легокоплавкими металлическими сплавами с последующей термообработкой литых деталей.
Поставленная задача решалась тем, что разработан способ нанесения пропитывающего металлического легкоплавкого сплава на основе галлия, жидкого при температуре нанесения на поверхность заделываемого места магниевой отливки, заключающийся в том, что поверхность заделываемого участка отливки зачищается абразивным материалом в случае, если поверхность в дальнейшем не подвергается механической обработке, или подвергается черновой механической обработке, для чего на поверхность наносится легкоплавкий сплав в количестве минимально необходимом для смачивания всей поверхности дефектного участка, в качестве легкоплавких сплавов для пропитки предлагаются сплавы на основе галлия, после чего нанесенный сплав необходимо распределить по поверхности отливки металлической щеткой или аналогичным инструментом, повреждающим в процессе нанесения легкоплавкого сплава оксидную плену на поверхности отливки, в результате чего на поверхности отливки остается тонкий слой легкоплавкого сплава, после чего отливка помещается в печь для термообработки по режиму, который используется для магниевого сплава, из которого отливка изготовлена, при этом часть галлия, находящегося на поверхности отливки, затекает в поры и смачивает материал отливки, после чего начинается процесс растворения и изотермической кристаллизации связанный с тем, что галлий будет диффундировать в объем магниевого сплава отливки, а магний в галлиевый сплав, в результате поры будут загерметизированы, а галлий растворится в магниевом сплаве.
Техническим результатом является повышение прочности отливок за счет обеспечения заделки дефектов (пористости) магниевых отливок.
Технический результат достигается следующим образом.
Способ заделки дефектов в литых деталях из магниевых сплавов включает нанесение жидкого легкоплавкого металлического сплава при комнатной температуре на поверхность заделываемой литой детали, последующее его распределение по поверхности литой детали инструментом, повреждающим поверхностную оксидную плену литой детали, проведение термической обработки при температуре 350-500°С и удаление с поверхности литой детали богатого галлием слоя путем ее зачистки абразивным материалом.
Кроме того жидкий легкоплавкий металлический сплав распределяют по поверхности литой детали металлической щеткой или аналогичным инструментом.
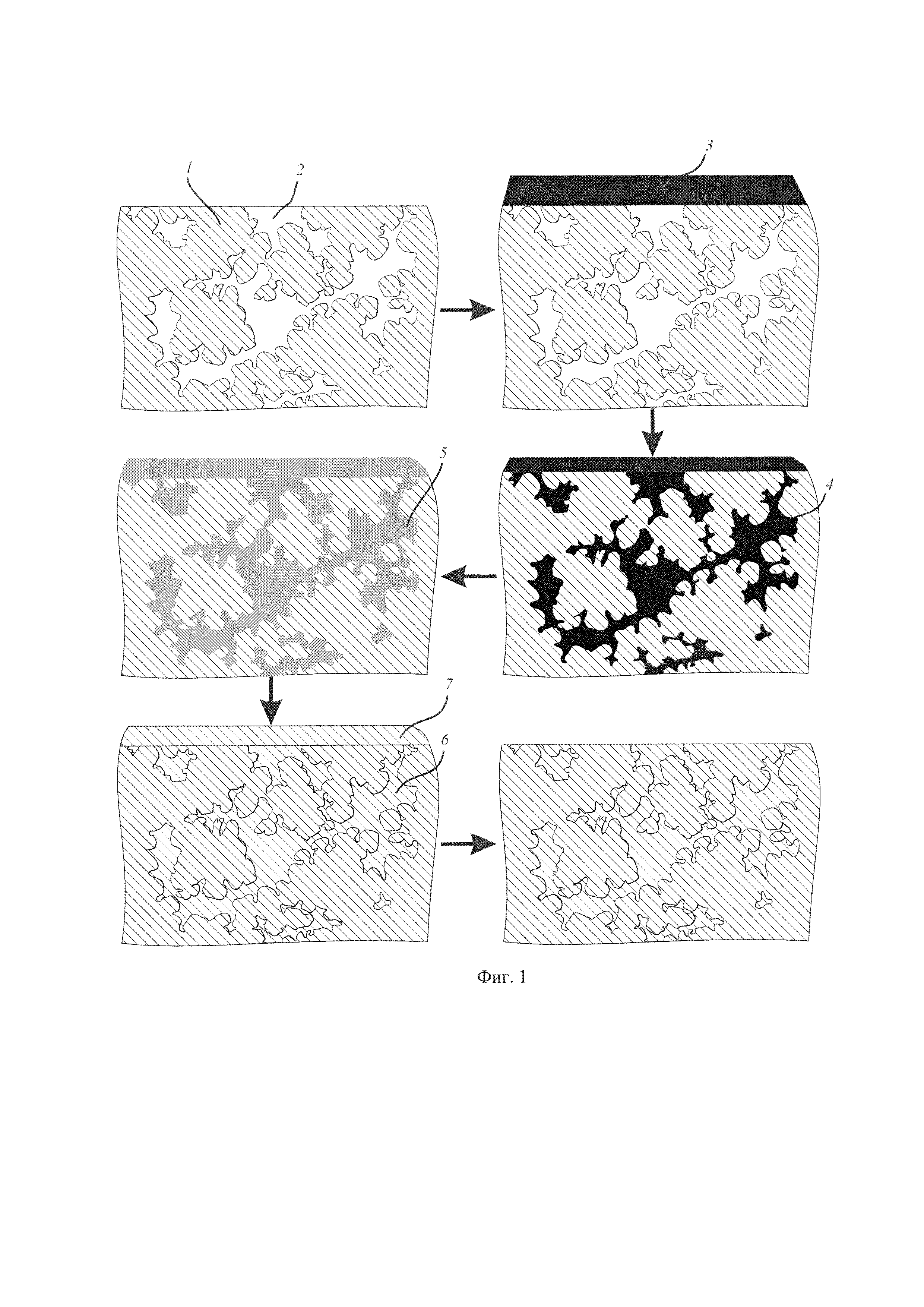
Изобретение поясняется чертежом, где Фиг. 1 схема процесса заделки дефектов, где отливка 1, дефекты (поры) в отливке 2, легкоплавкий сплав на поверхности отливки 3, легкоплавкий сплав в порах 4, легкоплавкий сплав в порах с растворенным магниевым сплавом 5, магниевый сплав в порах 6, богатый галлием поверхностный слой 7.
На поверхность заделываемой литой детали наносят жидкий легкоплавкий металлический сплав вариативного состава при комнатной температуре (например, 92% галлий +8% олово или 76% галлий +24% индий или 97% галлий +3% цинк или 82% галлий +12% олово +6% цинк или 67% галлий +29% индий +4% цинк или 67% галлий +20,5% индий +12,5% олово или 62% галлий +25% индий +13% олово или 61% галлий +25% индий +13% олово +1% цинк, возможен другой химический состав). Пропитка осуществляется металлическим легкоплавким сплавом, обладающего повышенной, по сравнению с другими способами силой сцепления легкоплавкого пропитывающего металлического легкоплавкого сплава с материалом отливки за счет растворения магниевого сплава в легкоплавкой композиции и смачивания магниевого сплава легкоплавкой композицией. Также использование металлических легкоплавких композиций обеспечивает высокую прочность. На поверхность заделываемой отливки его распределяют по поверхности отливки металлической щеткой или аналогичным инструментом, повреждающим поверхностную оксидную плену отливки, после чего проводится термическая обработка, соответствующая материалу отливки. Далее, в процессе выдержки при температуре термообработки отливки, жидкость в порах исчезает в процессе изотермической кристаллизации, заменяясь твердыми фазами на основе магния, а поры залечиваются. В результате герметичность отливки восстанавливается. Далее производится зачистка поверхности отливки абразивным материалом, чтобы убрать богатый галлием слой.
Поверхность заделываемого участка отливки (1), Фиг. 1 с дефектами (пористостью) (2) зачищается абразивными материалами, в случае если поверхность в дальнейшем не подвергается механообработке или подвергается черновой механической обработке. Далее на поверхность наносится легкоплавкий сплав. В качестве металлических легкоплавких сплавов могут быть использованы следующие сплавы на основе галлия:
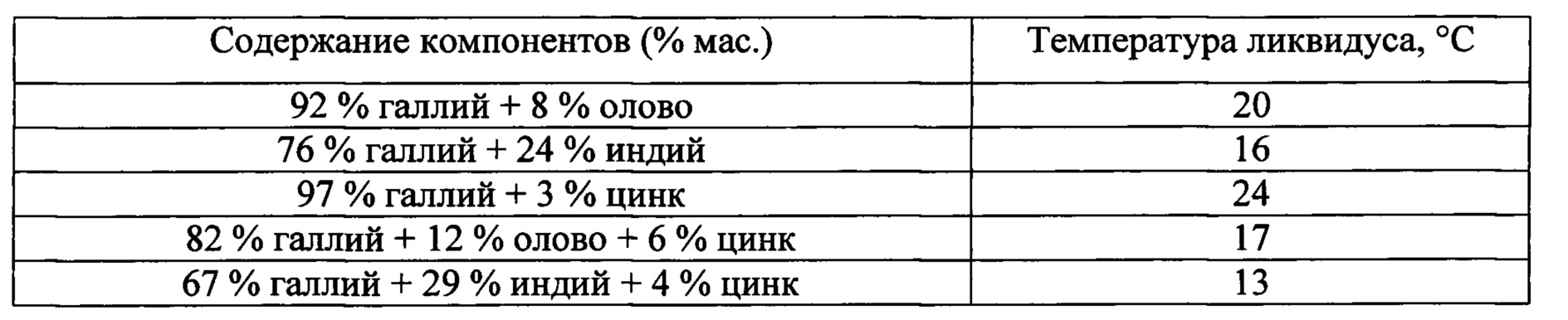

Данные составы металлических легкоплавких сплавов выбраны по причине того, что при комнатной температуре они находятся в жидком состоянии, что значительно упрощает работу с ними. После нанесения легкоплавкого сплава его необходимо распределить по поверхности отливки металлической щеткой или аналогичным инструментом, повреждающим поверхностную оксидную плену отливки. В месте нарушения оксидного слоя происходит смачивание поверхности отливки. В результате на поверхности отливки должен быть нанесен тонкий слой легкоплавкого сплава (3). Далее отливка помещается в печь для термообработки по режиму, который используется для магниевого сплава, из которого отливка изготовлена. При этом часть легкоплавкого сплава находящегося на поверхности отливки затекает в поры (4) и смачивает материал отливки. Например, температура нагрева магниевого сплава МЛ5 под закалку составляет примерно 420°С. В соответствии с диаграммой состояния Mg-Ga в галлии должно раствориться до 30% мас. магния. То есть объем легкоплавкой композиции (5) немного увеличится. После полного растворения, начинается процесс изотермической кристаллизации связанный с тем, что галлий будет диффундировать в объем магниевого сплава отливки. Это приведет к дальнейшему снижению содержания галлия и других легирующих элементов в легкоплавком сплаве и повышению содержания магния. Хорошей диффузии будет способствовать большая площадь поверхности контакта между магниевым сплавом отливки и легкоплавким сплавом, а также высокий коэффициент диффузии галлия. Сам галлий и сплавы на его основе являются достаточно хрупкими, но изотермическая кристаллизация и последующее распределение галлия в структуре магниевого сплава приведут к практически полному исчезновению фаз на основе галлия и переход его в магниевый твердый раствор, чему способствует высокая растворимость галлия в твердом магнии, до 12% мас.
После окончания термообработки отливки в порах должен находиться магниевый сплав (6) образовавшийся в результате изотермической кристаллизации и диффузии галлия в магниевый сплав отливки. Поверхность должна быть зачищена абразивными материалами, если не предполагается дальнейшая механическая обработка или проводится чистовая механическая обработка для удаления богатого галлием поверхностного слоя (7). Это необходимо, чтобы убрать с поверхности излишки галлия.
Положительным эффектом предлагаемого способа является:
- отсутствие горячих трещин в отливке, так как способ не предполагает плавления ремонтируемого участка отливки, как это происходит при заварке;
- высокая прочность материала отливки в месте исправления дефектов, так как в момент термообработки происходит смачивание материала отливки легкоплавким сплавом, что обеспечивает высокую силу сцепления между материалом отливки и легкоплавким сплавом. Также прочность обеспечивается за счет растворения галлия в магниевом сплаве отливки и сохранении исходной структуры сплава (отсутствие хрупких фаз на основе галлия).
Способ получения композиционного электроконтактного материала cu-sic
Способ комбинаторного получения новых композиций материалов в многокомпонентной системе
Способ получения монооксида углерода из лигнина гидролизного под действием co
Способ переработки минерального сырья, содержащего сульфиды металлов
Способ синтеза нанокомпозитов nicocu/c на основе полиакрилонитрила
Способ получения термостойкой проволоки из алюминиево-кальциевого сплава
Способ растворения сульфидов металлов с использованием озона и пероксида водорода
Способ получения поликристаллических алмазных пленок
Лазер с устройствами юстировки
Термостойкий электропроводный алюминиевый сплав (варианты)
Литейный магниевый сплав
Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов
Способ изготовления керамических форм для литья по выплавляемым моделям
Способ изготовления керамических плавильных тиглей
Магниевый сплав и способ получения заготовок для изготовления биорезорбируемых систем фиксации и остеосинтеза твердых тканей в медицине
Литейный алюминиевый сплав
Способ лечения дегенеративно-дистрофических заболеваний позвоночника
Способ изготовления заготовок из антифрикционной бронзы литьем с последующей экструзией
Способ изготовления литых заготовок из антифрикционной бронзы

