Результат интеллектуальной деятельности: Способ изготовления волокнистых заготовок плоской формы
Вид РИД
Изобретение
Изобретение относится к области изготовления преформ изделий из полимерных композиционных материалов (ПКМ) - заготовок на основе армирующих волокон. Изобретение может быть использовано в базовых отраслях промышленности, таких как авиастроение, космическая отрасль, энергетика, судо- и автомобилестроение для производства деталей и их компонентов из ПКМ, которые могут выдерживать экстремальные механические нагрузки.
Усиленные изделия из ПКМ изготавливаются на основе заготовки-преформы после укладки необходимого количества слоев армирующих волокон, помещения заготовки в оснастку, пропитки связующим материалом на основе полимеров и/или смол и последующего отверждения. При этом зафиксированная направленность армирующих волокон имеет решающее влияние на жесткость и прочность целевого изделия.
Одним из возможных путей обеспечения предъявляемым требованиям к ориентации волокон в соответствии с силовой нагрузкой на изделия в целом и их конструктивные элементы является TFP-технология (Tailored Fiber Placement - направленная укладка волокна). TFP-технология включает в себя укладку волокнистых слоев-прядей («пучки» или «жгуты» волокон), которые, в свою очередь, формируются из множества отдельных армирующих волокон, проходящих параллельно друг другу по требуемой, как правило криволинейной, траектории, и их крепление с помощью фиксирующей нити на несущем слое основания заготовки. Обычно TFP-технология реализуется с помощью универсальных швейных или вышивальных машин с числовым программным управлением (ЧПУ). Следствием обозначенного механического армирования является направленная ориентация отдельных волокнистых прядей, которая оптимальным образом соответствует направлению нагрузки, действующей на изделие в рабочем состоянии.
В патенте RU 2401740 описан способ изготовления одно- или многослойной волокнистой заготовки согласно TFP-технологии. Способ формирования волокнистой заготовки-преформы включает в себя следующие операции: укладку и закрепление волокнистых прядей на гибком и эластичном основании посредством фиксирующей нити, пропущенной через швейную головку швейной или вышивальной машины с ЧПУ; введение фиксирующей нити в основание посредством иглы, установленной на швейной головке, причем в результате введения фиксирующей нити в основание образуемые петли фиксирующих нитей плотно удерживаются в основании; снятие сформированной волокнистой заготовки с основания.
Для того чтобы сформировать законченный композитный компонент, после отделения от основания волокнистая заготовка отверждается посредством известной RTM-технологии ("Resin Transfer Molding" - "Трансферного Формования Пластмасс"). С этой целью волокнистая заготовка насыщается или пропитывается отверждаемым полимерным материалом, например полиэфирной смолой, эпоксидной смолой или им подобной.
В патенте RU 2388599 описано устройство, посредством которого по TFP - технологии можно изготавливать волокнистую заготовку, которая имеет по существу любую заданную геометрию поверхности, в частности, отличающуюся от плоской формы. При этом в заготовке армирующие волокна по существу ориентированы в соответствии с действием нагрузки благодаря тому, что швейная головка и/или направляющие средства могут быть позиционированы в пространственном направлении z.
В патенте US 7942993 предложен способ, с помощью которого можно по TFP-технологии изготавливать заготовки из многослойного адаптированного волокна любой толщины. Для этого армирующие волокна пришивают к опоре фиксирующими нитями, в результате чего образуется заданная структура преформы из армирующего волокна. Затем фиксирующие нити в волокнистой заготовке химически растворяют или термически расплавляют и тем самым происходит отделение преформы от несущей тканой основы.
В заявках US 2010/0126652 А1 и US 2009/0229761 А1 описывается способ и соответственно устройство для изготовления волокнистых заготовок, посредством которых можно выполнять требование ориентации волокон в изготавливаемом конструктивном элементе в соответствии с нагрузкой. При этом применяется TFP-технология, по которой нити или жгуты волокон выкладываются в направлении вдоль произвольного, воздействующего на готовый конструктивный элемент, силового потока, и посредством фиксирующих ниток предварительно фиксируются. Для этого применяются швейно-вязальные автоматы с ЧПУ, которые используются в текстильной промышленности.
Необходимо отметить, что известные способы изготовления волокнистых заготовок-преформ с комплексными трехмерными структурами, являются всегда технически трудоемкими и дорогостоящими.
В патенте RU 2583017 описан один из возможных путей изготовления волокнистых заготовок, который связан с применением так называемых нетканых материалов с многоосным расположением волокон. Под указанными материалами понимаются конструкции из нескольких расположенных друг на друге нитяных пластов, причем эти пласты состоят из множества расположенных параллельно друг другу армирующих ниток. Расположенные друг на друге пласты ниток могут соединяться друг с другом и фиксироваться друг относительно друга посредством множества расположенных рядом и проходящих параллельно друг другу и образующих петли швейных или трикотажных ниток, так что нетканый материал с многоосным расположением волокон таким образом стабилизируется.
Пласты ниток уложены друг на друга так, что армирующие волокна этих пластов ориентированы параллельно друг другу или попеременно перекрещиваясь (например, -45°; 0°; +45°).
В многослойном нетканом полотне по данному изобретению можно применять в качестве армирующих волокон обычно используемые для получения усиленных композиционных материалов армирующие волокна или нити. Предпочтительно в случае комплексной армирующей нити речь идет о нити из углеродного волокна, а также стекловолокна или арамидной нити, или о вытянутой UHMW-полиэтиленовой нити. Принимая во внимание высокий уровень механических свойств получаемого конструктивного элемента предпочтительно, чтобы армирующие нити внутри слоя из комплексных армирующих нитей располагались параллельно друг другу и лежали друг около друга. Этим можно достичь высокой объемной доли волокон и избежать наличия в конструктивном элементе зон с низким содержанием волокон.
Для того чтобы у многослойного нетканого полотна по патенту RU 2583017, в частности, при впрыскивании пропитывающей смолы, получить высокую стабильность и избежать нежелательного смещения усиленных слоев, в предпочтительном варианте осуществления данного изобретения слои из комплексных армирующих нитей и по меньшей мере один слой нетканого материала соединены друг с другом с помощью расположенных параллельно друг к другу и отстоящих друг от друга на ширину стежка, образующих петли швейных нитей или трикотажных нитей, и фиксированы относительно друг друга. При этом авторами было установлено, что особенно хорошего уровня прочности конструктивного элемента из композиционного материала достигают, если длина стежка s образованных швейной нитью петель в зависимости от ширины стежка w, а также от угла α1 армирующих нитей в мультиаксиальном многослойном нетканом полотне удовлетворяет следующим соотношениям (I) и (II):

При этом множитель В может принимать значение в области 0,9≤В≤1,1, и n значение 0,5, 1, 1,5, 2, 3 или 4, при этом также для маленьких значений  ширина стежка s находится в требуемой для уравнения (I) области. Ширина стежка w, то есть расстояние между швейными нитями, при этом указана в мм.
ширина стежка s находится в требуемой для уравнения (I) области. Ширина стежка w, то есть расстояние между швейными нитями, при этом указана в мм.
По изобретению длина стежка может находиться в диапазоне от 2 мм до 4 мм. При длине стежка выше 4 мм не обеспечивается достаточная стабильность многослойного нетканого полотна, ниже 2 мм могут встречаться большое число пустых участков в материале.
Нетканые материалы с многоосным расположением волокон являются трудоемкими в изготовлении и, в общем случае, изготавливаются со стандартными значениями ширины, которые редко соответствуют размерам получаемого позднее конструктивного элемента. В результате этого возникает значительная доля обрезков. Кроме того, они только ограниченно применимы, в частности, при изготовлении конструктивных элементов с небольшими радиусами кривизны, так как нетканые материалы с многоосным расположением волокон не могут драпироваться произвольным образом. Кроме того, наблюдалось, что швейные или соответственно трикотажные нитки часто могут приводить к уменьшению ударной вязкости получающегося в результате композитного материала.
В патенте RU 2562490 отмечается, что недостатком структур заготовок, подобным описанных выше, является относительно высокая доля материала, который не состоит из армирующих волокон и тем самым не способствует прочности получаемого в итоге конструктивного элемента. Матричный материал относится к общему количеству армирующих волокон и нетканого материала, так что относительно объема конструктивного элемента получается меньшее содержание армирующих волокон в конструктивном элементе и соответственно меньшая прочность конечного изделия.
В патенте РФ №2609168, выбранном в качестве прототипа, описан способ изготовления преформы, пропитанной термопластичным полимером, которая содержит основу и чередование слоев волоконных прядей и термопластичных нитей. Согласно изобретению однонаправленное волокно по TFP-технологии пришивают зигзагообразной фиксирующей нитью на основу. Затем, на слой волокон укладывают слой термопластичного полимера, представляющего собой термопластичные нити. Затем снова укладывают и пришивают слой однонаправленных волокон, причем фиксирующими нитями снова прошивают совокупность всех слоев вплоть до основы. Таким образом поочередно укладывают слои полимерных нитей и волокна до получения требуемого количества слоев, при этом предпочтительно позиционируя термопластичные нити в одном направлении с армирующими волокнами. В соответствии с вариантами изобретения армирующие волокна могут представлять собой, например, углеродные волокна или пряди углеродных волокон, а фиксирующие нити представляют стеклянные, углеродные, арамидные (марки Kevlar) или базальтовые нити. При этом ориентация армирующих волокон и свойства могут меняться от слоя к слою.
К преимуществам предлагаемого технического решения авторы относят то, что его производительность выше производительности известного способа пропитки и сшивания по RTM-технологии, поскольку предлагаемый способ имеет меньшее время рабочего цикла.
Во всех представленных в разделе «уровень техники», включая прототип, нашивных материалах для каждой схемы армирования заготовки существует свой оптимум шага и плотности нашивки слоев волокон и их ориентации в зависимости от задаваемых прочностных свойств и тем самым назначения целевого изделия из ПКМ. Одним из критериев технологичности процесса изготовления подобных изделий является его производительность, связанная в том числе со временем или скоростью пропитки преформ связующим, а также качество пропитки.
Технической задачей изобретения является подбор оптимальных параметров этапов формирования многослойных заготовок плоской формы путем нашивки, снятие преформ с подложки и их пропитки связующим.
Технический результат в виде оптимизации технологического процесса достигается тем, что при изготовлении преформ изделий из ПКМ используют заявляемые параметры операции нашивки слоев заготовки: плотности укладки и длины зигзагообразного стежка при упрощенной схеме ориентации слоев, которые в результате обеспечивают наибольшую скорость пропитки структурного каркаса и качество образовавшегося композита.
Сущность изобретения состоит в следующем.
В заявке на патент РФ №2018142608 подробно описан способ изготовления преформ для лопаток компрессора газотурбинного двигателя из ПКМ, состоящий в создании трехмерной структуры из слоев армирующих волокон путем автоматизированной направленной нашивки по TFP-технологии первого слоя к подложке, скрепленным с последующими слоями фиксирующими нитями зигзагообразной строчки, реализованной на вышивальном оборудовании с ЧПУ. Заявлено, что плотность укладки слоев армирующих волокон, характеризующая расстояние между слоями, составляет 2,85-3,00 мм или для управляющей программы: 57-60 условных единиц, при 1 у.е. = 0,05 мм, а длина зигзагообразного стежка- шага прошивки фиксирующей нити составляет 7-10 мм при постоянной ширине стежка равной 5 мм.
Авторами предлагаемого технического решения продолжено исследование параметров нашивки материала и структуры преформ, в том числе с учетом конкретной ориентации армирующих слоев, для более общего случая: образца волокнистой заготовки плоской формы, при этом авторами исследованы характеристики технологических действий в совокупности влияющих на качество пропитки преформ связующей полимерной массой и, как следствие, определяющих прочностные свойства целевого изделия.
При изготовлении преформ изделий из ПКМ способом автоматизированной нашивки углеродного ровинга на подложку на конечные прочностные и весовые характеристики готовых изделий или их компонентов влияют как схема укладки и свойства применяемых при изготовлении преформы материалов (углеродные и арамидные волокна, водорастворимая подложка), так и параметры самой операции нашивки слоев преформ на вышивальном оборудовании.
К таким параметрам относятся плотность укладки ровинга и длина стежка арамидной нити (шаг прошивки), задаваемые при разработке управляющей программы вышивального оборудования. Плотность укладки характеризуется расстоянием между углеродными волокнами: чем оно меньше, тем укладка плотнее, а значение плотности укладки, выставляемое в обычно используемой для этого программе GIS BasePac, меньше. Чем больше расстояние между углеродными волокнами, тем выше значение плотности укладки, и укладка считается менее плотной. Данная величина в программе GIS BasePac не имеет размерности и обозначается через условные единицы (у.е.).
Заявляемые для решения поставленной технической задачи параметры операции нашивки слоев при изготовлении преформ образца плоской формы, которые составляют 2,75-2,90 мм для плотности укладки или для управляющей программы вышивальным оборудованием - 55-58 условных единиц, при 1 у.е. = 0,05 мм, а длина зигзагообразного стежка - шага прошивки фиксирующей нити составляет 5-7 мм при ширине стежка равной 5 мм, с формированием слоев с ориентацией укладки армирующих волокон по упрощенной схеме[0°, 90°], были выбраны авторами в результате проведенных экспериментальных исследований параметров нашивки и прошивки ее слоев и их отработки на опытных образцах изделий.
Предлагаемый способ изготовления преформ состоит из следующих операций:
1) виртуальный раскрой модели изделия на слои;
2) написание управляющей программы нашивки каждого слоя в специализированной программе GIS BasePac 8;
3) изготовление преформы на вышивальной машине;
4) отделение подложки от преформы вымыванием;
5) сушка преформы;
6) контроль размеров и массы преформы.
7) пропитка под давлением преформы полимерным связующим в жесткой оснастке;
8) полимеризация образца.
Графические материалы, иллюстрирующие изобретение:
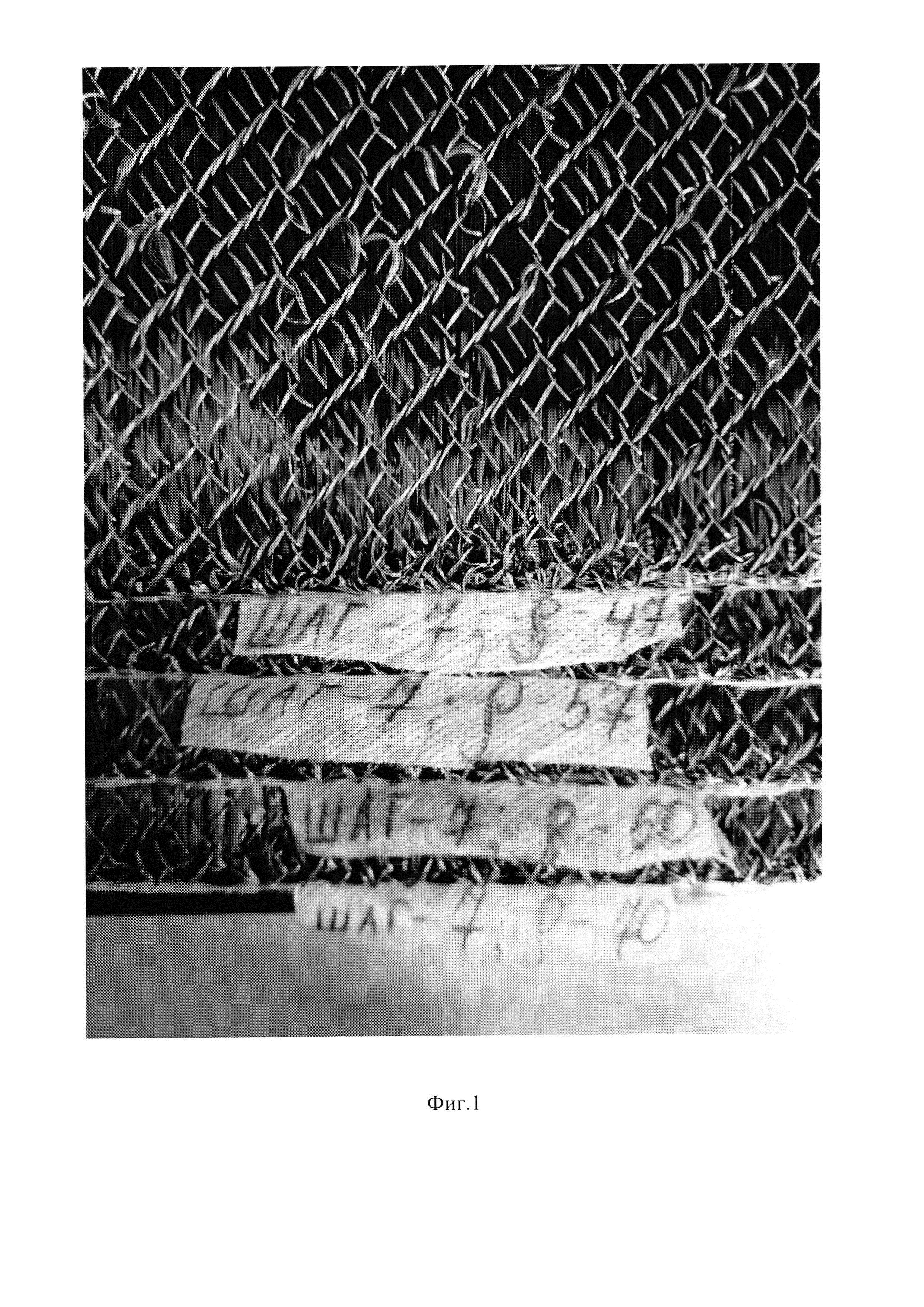
На фигуре 1 изображены преформы образцов плоской формы, изготовленные методом нашивки из углеродной и арамидной нити.
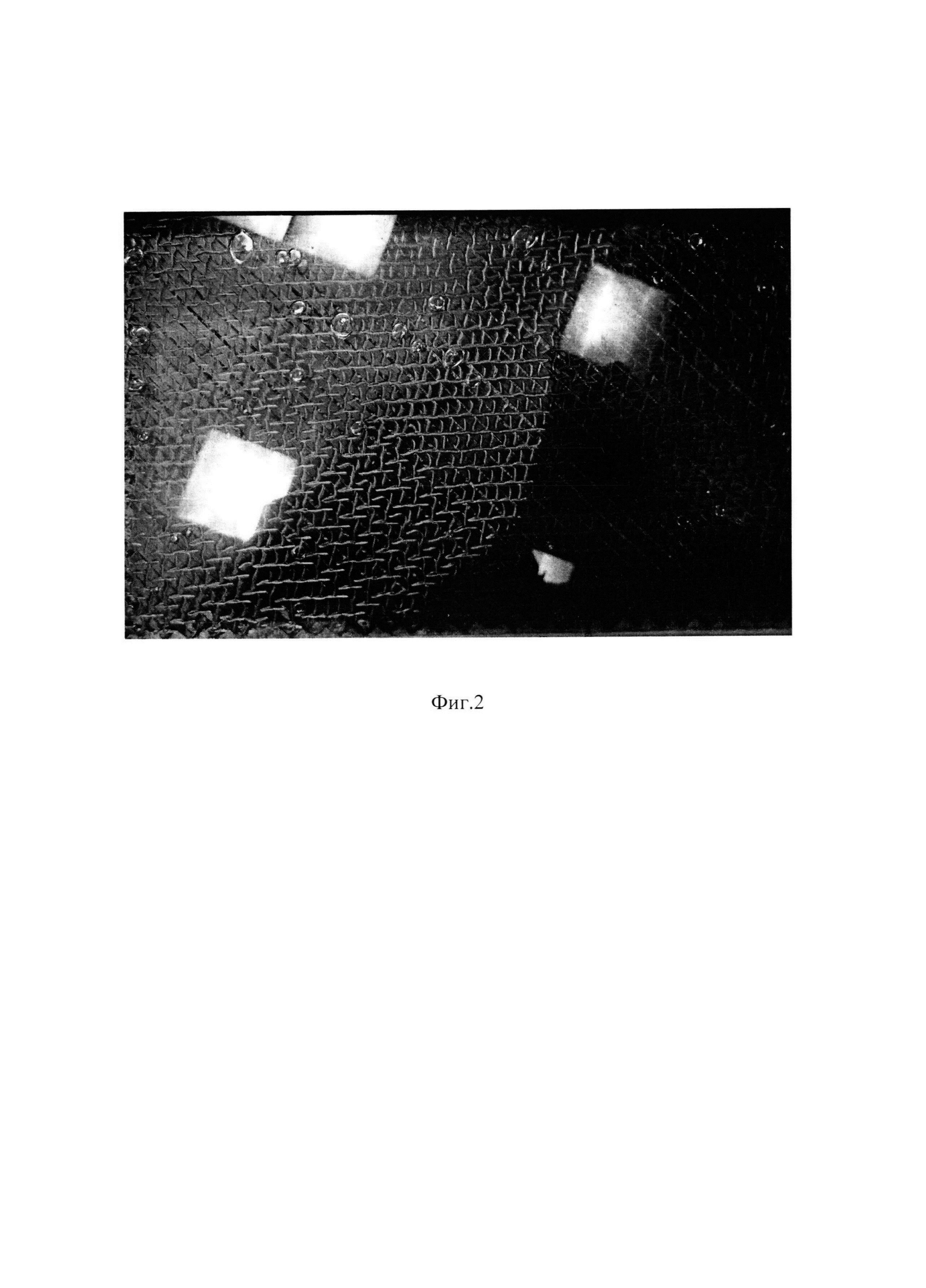
На фигуре 2 показан фронт пропитки образца с плотностью укладки 58 у.е. и шагом прошивки 7 мм и ориентационной схемой укладки слоев [0°, 90°] полимерным связующим.
Инициирующей операцией нашивки является разработка управляющей программы нашивки каждого слоя преформы для вышивального оборудования в специализированном программном модуле GIS BasePac 8, предназначенном для автоматизированного создания дизайнов машинной вышивки, и используется для создания моделей композитных образцов и управления вышивальной машиной с ЧПУ. Файлы с разработанными управляющими программами сохраняются на съемном носителе.
Затем происходит изготовление преформы автоматизированной направленной нашивкой углеродного ровинга на водорастворимую подложку с помощью вышивальной машины с ЧПУ JCW 0100-500, ZSK Stickmaschinen. В качестве подложки для нашивки преформ используется водорастворимый материал - флизелин на основе 100% поливинилового спирта. В случае данного изобретения флизелин это бумагоподобный нетканый материал на основе модифицированных целлюлозных волокон, пропитанных 100% поливиниловым спиртом (PVA) с поверхностной плотностью порядка 40 г/м2.
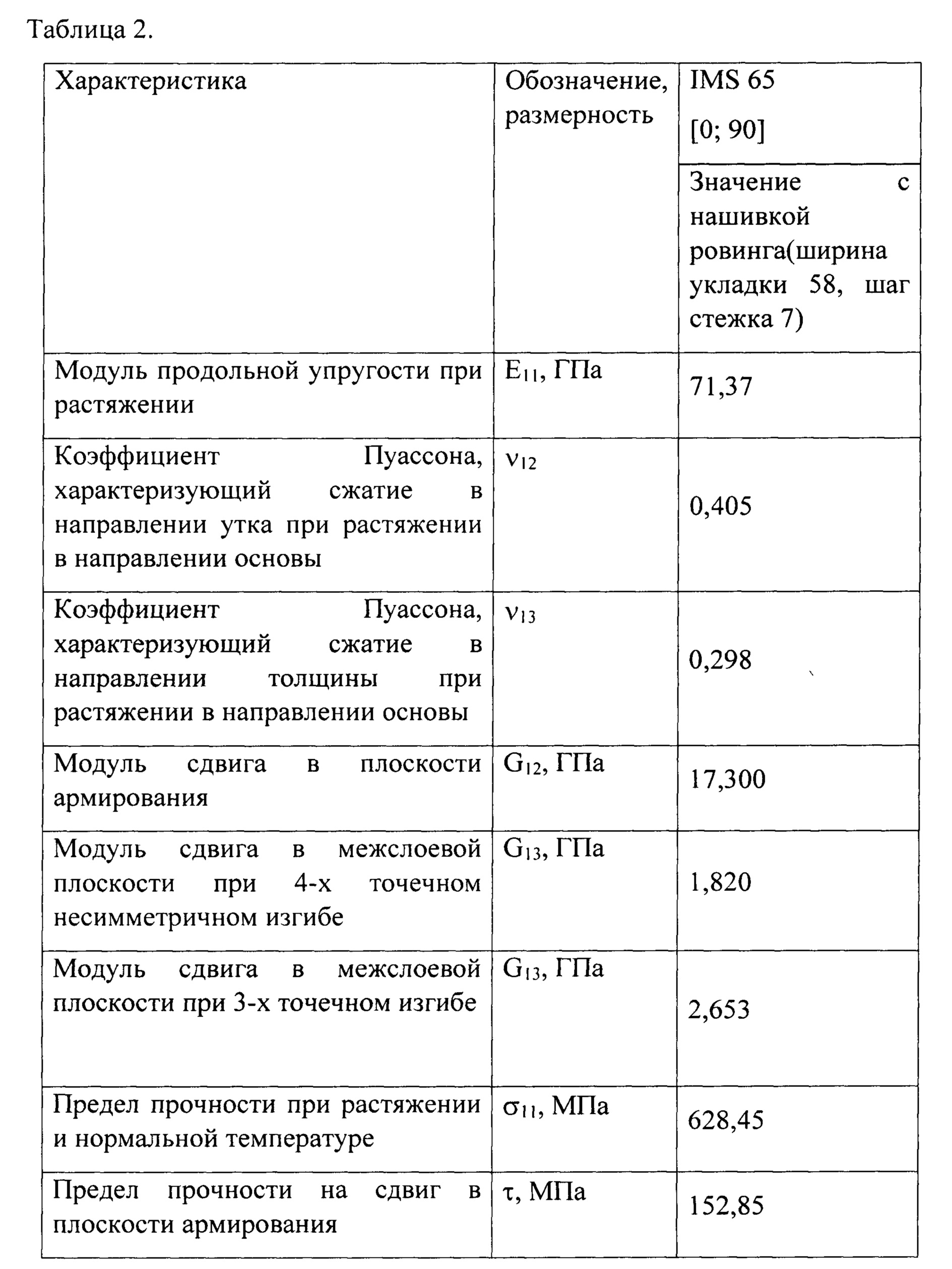
Трехмерная структура предварительных заготовок-преформ достигается за счет введения третьего Z-направления армирования. В качестве нитей основы при нашивке в Z-направлении используется высокопрочная арамидная нить Русар-С. В качестве нитей утка в плоскости [х; у] применяется высокомодульное углеродное волокно IMS 65. Создание преформ на вышивальной машине с ЧПУ в автоматизированном режиме предполагает участие оператора только для загрузки управляющей программы, запуска/остановки операции нашивки и контроля процесса создания преформ.
Пример изготовления заготовок-преформ по изобретению реализован следующим образом.
Запускают вышивальную машину, вставляют флэшку с файлом разработанной управляющей программы в USB-разъем оборудования и сохраняют его в памяти машины. Закрепляют водорастворимую подложку на пантограф вышивальной машины с помощью бордюрных рам. Выбирают на управляющем экране машины нужный образец из списка загруженных файлов с программами нашивки. Центрируют образец в плоскости пантографа. Запускают программу нашивки слоев и изготавливают образец заготовки плоской формы (200×300 мм при толщине 4 мм). После заполнения всей рабочей поверхности подложки нашитыми образцами преформ, ее снимают с пантографа вышивального оборудования и вырезают ножницами каждые преформы по отдельности.
Помещают образцы в герметичную емкость для вымывания, заливают водой, нагретой до температуры 80°С до полного заполнения. Выдерживают образцы в течение 3 минут для полного растворения подложки, затем извлекают преформы щипцами и промывают под проточной водой. После этого помещают вымытые образцы преформ в сушильный шкаф, где они при температуре 80°С должны полностью высохнуть. Во избежание деформации образцы преформ должны быть выложены в сушильном шкафу на плоскую решетку.
По окончании сушки образцы помещаются в жесткую формообразующую оснастку и пропитываются под давлением по отобранным группам обычно применяемым в практике изготовления изделий из ПКМ полимерным связующим на основе эпоксидных смол (их двух- компонентных систем) под торговыми марками Araldite 8615, SR8100 и ЭД-20 при помощи установки RTM Radius.
По окончании пропитки оснастка разогревается до 180 градусов и выдерживается в течение 8 часов, до полной полимеризации связующего. После этого этапа проводят физико-механические испытания изготовленных образцов композитов.
В заявке на патент РФ №2018142608 подробно описан методика исследования показателей растворения подложки на основе поливинилового спирта (флизелин -40 (г/м2, фирма-изготовитель Aurora, Китай), которыми являлись время растворения, качество растворения и качество вымывания. Время растворения подложки измерялось с момента контакта преформы с водой до полного растворения подложки. Качество растворения подложки определялось визуальным способом: процесс считался качественным, если подложка растворилась полностью, без следов, без изменения цвета воды, образования каких-либо комков и т.д.
Критериями оценки качества вымывания являлись наличие/отсутствие визуально-диагностируемых дефектов преформы после вымывания (повреждения волокон и их рассыпание, мягкость/жесткость преформы), а также контроль массы преформы. Жесткость образцов преформ свидетельствует о неподходящих параметрах растворения и недостаточно тщательном вымывании. Растворившиеся частицы подложки при некачественном вымывании въедаются в текстильную структуру преформы и «склеивают» ее (делают жесткой) при высыхании.
Анализ полученных данных показывает, что оптимальными параметрами процесса растворения подложки из преформы являются: первоначальная температура воды - 80°С, при этом время растворения подложки составляет не более 20-30 сек, а время выдержки преформ до окончательного вымывания частиц подложки - 3 минуты.
При изготовлении серий изделий с идентичными параметрами необходимо контролировать их геометрические размеры и массу. Для этого каждую из предварительных заготовок измеряют, а затем взвешивают на весах. Геометрические размеры образцов заготовок составляли 200×300 мм при толщине 4 мм, т.о. все образцы имели плоскую форму. Средняя толщина слоя составляла 0,5 мм, количество слоев -n, всегда четное число, равнялось в данном случае 8. Отклонение массы преформы от номинальной не превышало во всех случаях 1%. Это незначительное отклонение связано с практически постоянной линейной плотностью углеродного ровинга по его длине, что в свою очередь свидетельствует об отсутствии смещения слоев преформ и идентичности с конечной геометрией будущего изделия.
Армирующие волокна внутри каждого слоя могут быть ориентированы в различных направлениях, причем ориентация и соответственно свойства слоев армирующих волокон отличаются от слоя к слою. В данном случае формирование слоев проводили поочередно с ориентацией укладки армирующих волокон типа «крест на крест» [0°, 90°], где первый слой состоит из армирующих волокон уложенных под 0°, а каждый последующий перпендикулярно предыдущему. Слои попарно чередуются столько раз, сколько необходимо для набора заданной толщины преформы, что можно описать как N=n/2, где N - количество повторений пластов из 2-х слоев (соответствует целым числам 1,2 … и т.д.). В представленном примере N равнялось 4. Геометрические размеры образцов заготовок плоской формы выбраны авторами не случайно поскольку представляют собой удобный для исследования своего рода стандартный «кирпич», который в свою очередь может быть применим для построения на его основе сложного многослойного каркаса. В этом случае толщина преформы зависит от размеров целевого изделия и в зависимости от назначения может иметь значение N до несколько десятков, определяющим здесь является условие ненарушения заданной формы каркаса под весом, т.е. отсутствие деформации конструкции, а также возможности конкретной вышивальной машины.
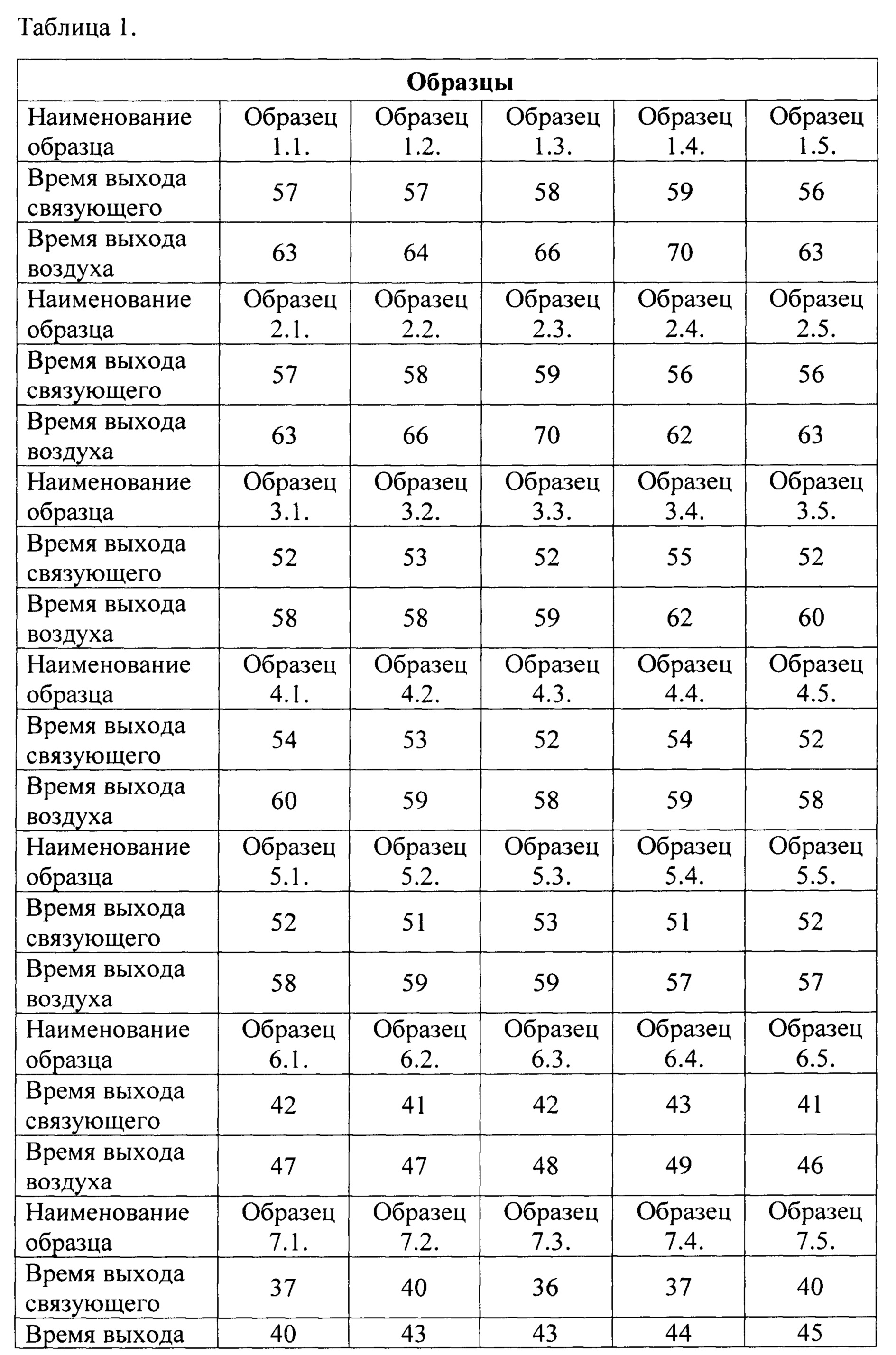
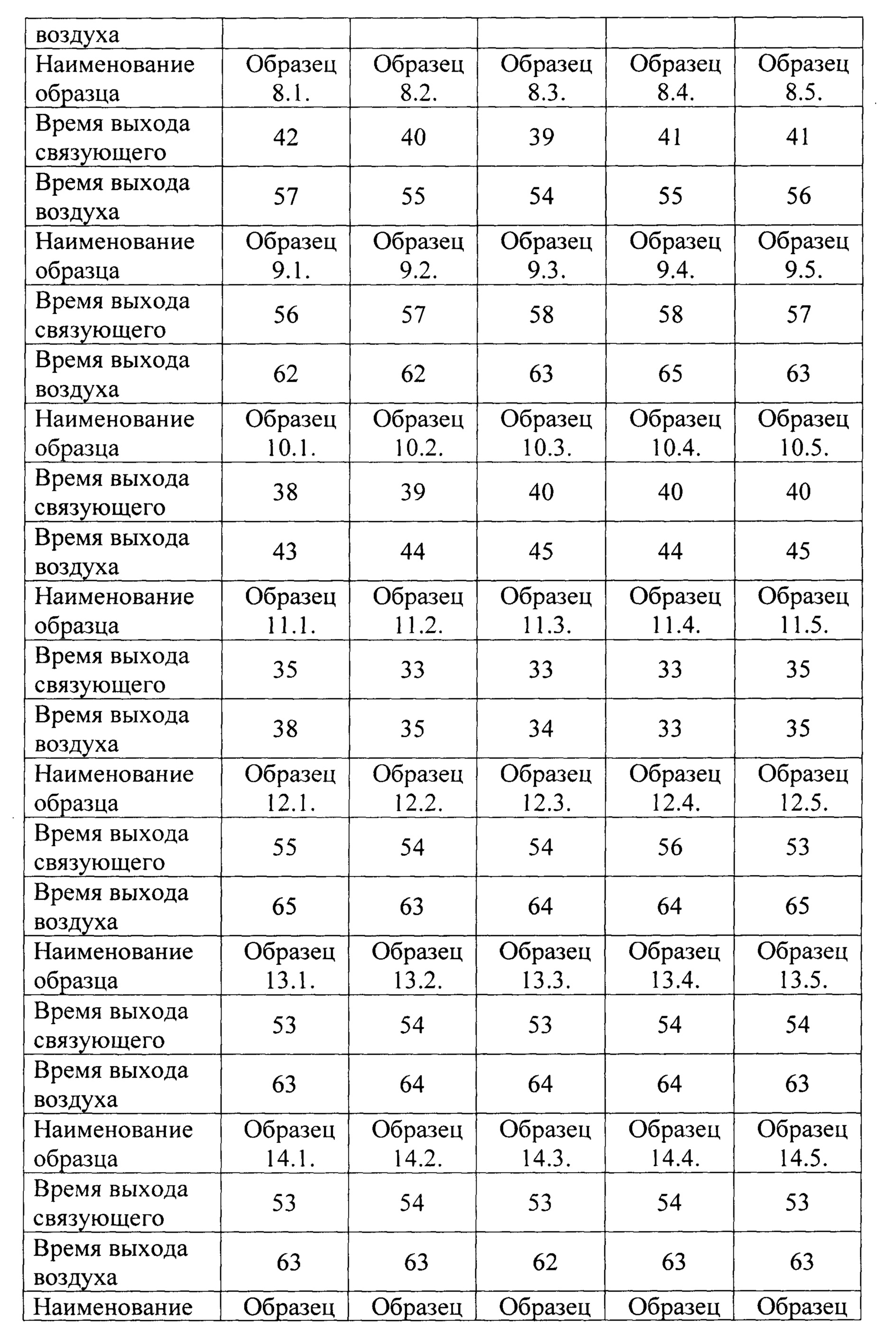
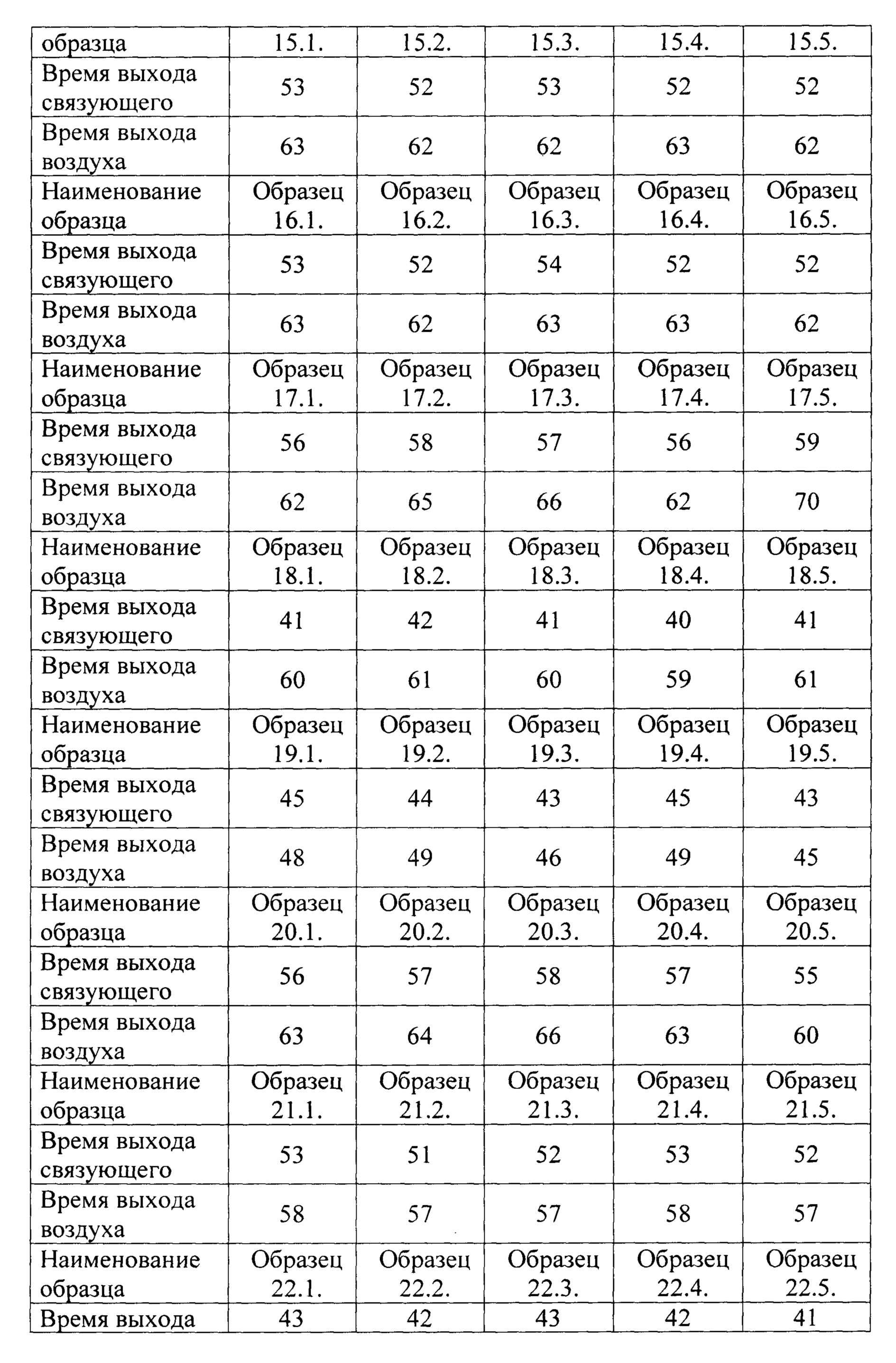
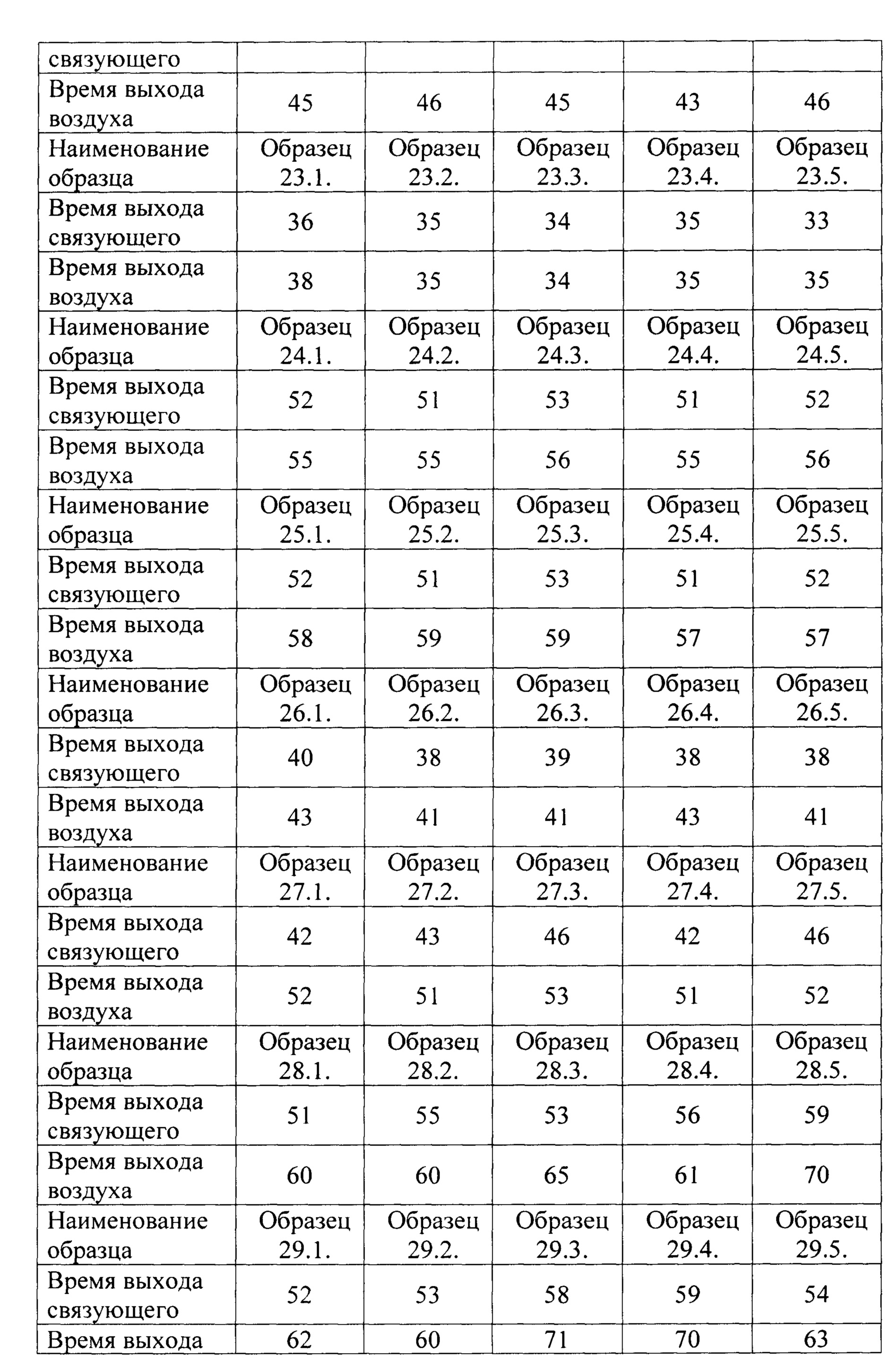
Для исследований влияния параметров нашивки (плотность укладки и шаг стежка) на скорость и качество пропитки, были изготовлены по TFP-технологии опытные образцы преформ с подложкой из флизелина в количестве 180 шт: по 5 шт преформ с различной плотностью укладки и шагом стежка. Изготовленные преформы имели плотность укладки 50, 55, 58 или 60 у.е., шаг стежка 4, 5 или 7 мм. Опытные образцы преформ имели различные характеристики и параметры армирования при постоянной схеме укладки волокон, а именно с ориентировкой [0°, 90°]N, где N=4.
Для верификации результатов пропитки и подтверждения того, что именно параметры нашивки (плотность, шаг) влияют на скорость и качество пропитки, а не характеристики связующего, было изготовлено три партии вышеуказанных образцов 1-12, 13-24, 25-36, каждая из которых пропитывалась различным связующим (соответственно Araldite 8615, SR8100 и ЭД-20) при условиях (температура, давление), когда полимерное связующее обладает минимальной вязкостью.
Определяемыми показателями в исследованиях являлись время пропитки образца тремя различными связующими и последующие физико-механические характеристики образцов, в том числе - прочность при трехточечном изгибе, энергия разрушения, модуль упругости и модуль сдвига. Время пропитки измерялось с момента контакта преформы со связующим до выхода связующего из формы, а также окончания выхода воздуха из формы, что является показателем полной пропитки образца. Время пропитки указанно в минутах. Показателем качества пропитки является минимальное время выхода воздуха из образца, что свидетельствует об отсутствии пор и других внутренних дефектов в образце. Полученные данные отражены в таблице 1.

где
Образцы 1.1-1.5
Параметры нашивки:
- шаг стежка - 4 мм;
- плотность укладки - 50;
Образцы 2.1-2.5
Параметры нашивки:
- шаг стежка - 4 мм;
- плотность укладки - 55;
Образцы 3.1-3.5 Параметры нашивки:
- шаг стежка - 4 мм;
- плотность укладки - 58;
Образцы 4.1-4.5
Параметры нашивки:
- шаг стежка - 4 мм;
- плотность укладки - 60;
Образцы 5.1-5.5
Параметры нашивки:
- шаг стежка - 5 мм;
- плотность укладки - 50;
Образцы 6.1-6.5
Параметры нашивки:
- шаг стежка - 5 мм;
- плотность укладки - 55;
Образцы 7.1-7.5.
Параметры нашивки:
- шаг стежка - 5 мм;
- плотность укладки - 58;
Образцы 8.1-8.5
Параметры нашивки:
- шаг стежка - 5 мм;
- плотность укладки - 60;
Образцы 9.1-9.5
Параметры нашивки:
- шаг стежка - 7 мм;
- плотность укладки - 50;
Образцы 10.1-10.5
Параметры нашивки:
- шаг стежка - 7 мм;
- плотность укладки - 55;
Образцы 11.1-11.5
Параметры нашивки:
- шаг стежка - 7 мм;
- плотность укладки - 58;
Образцы 12.1-12.5
Параметры нашивки:
- шаг стежка - 7 мм;
- плотность укладки - 60;
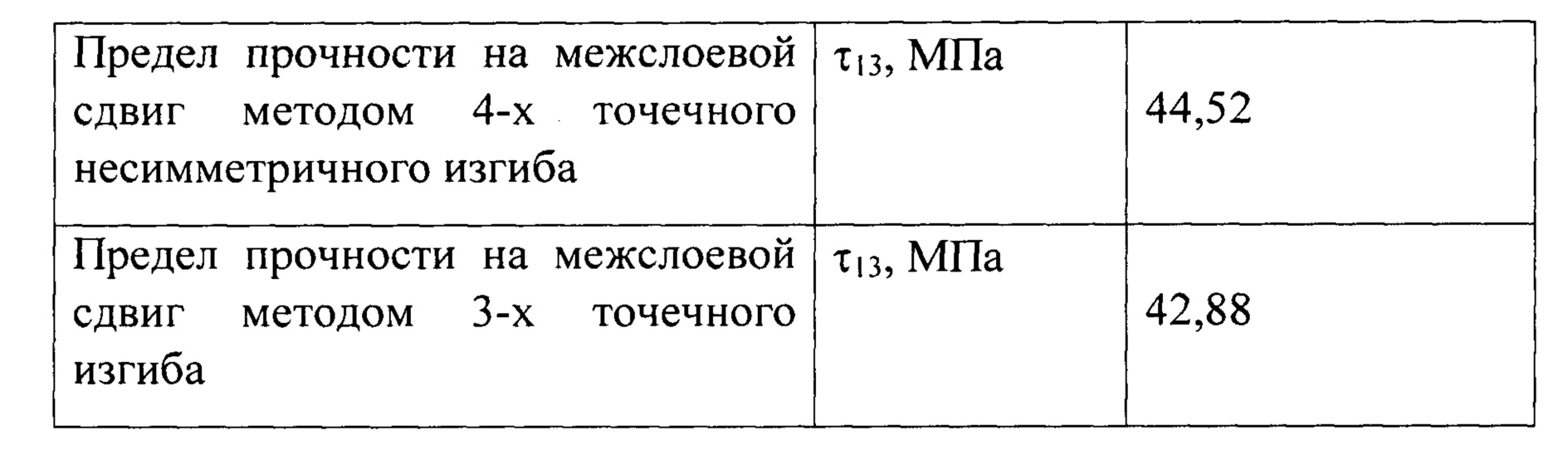
Результаты испытаний преформ, изготовленных с разной плотностью укладки волокон и шагом прошивки и одинаковой ориентировкой слоев (образцы 1-36), показали, что наивысшую скорость и качество пропитки показывают образцы 6, 7, 10, 11 с пропиткой Araldite 8615 со временами выхода связующего в интервале 35-42 мин и выхода воздуха 38-47 мин, образцы 18, 19, 22, 23 с пропиткой SR8100 и временами выхода связующего 36-45 мин и выхода воздуха 45-60 мин и образцы 30, 31, 34, 35 с пропиткой ЭД-20 и временами выхода связующего 33-48 мин и выхода воздуха 35-57 мин. Отсюда следует вывод, что наиболее предпочтительными параметрами заявляемой технологии нашивки являются плотность укладки ровинга 55-58 у.е. или 2,75-2,90 мм с шагом прошивки 5-7 мм при ориентации укладки пластов из чередующихся слоев-компактов армирующих волокон [0°, 90°]. В таблице 2 приводятся показатели ряда прочностных свойств готового изделия из ПКМ при его изготовлении предложенным способом направленной нашивки углеродного ровинга IMS 65 с заявленными параметрами.
Необходимо отметить, что в обозначенном диапазоне параметров нашивки прочностные свойства изделий из образцов примерно одинаковы в сравнении с лучшим образцом с плотностью 58 у.е. и шагом 7 мм и отличаются лишь временем пропитки. Однако экономия в 5-8 мин на каждую заготовку делает указанные параметры наиболее подходящими (оптимальными) для заявленной технологии нашивки и дает существенную экономию времени на стадии изготовления и пропитки волокнистых заготовок при конвейерном производстве изделий из ПКМ. При выходе за заявленные диапазоны параметров нашивки качество пропитки хуже и прочностные характеристики ниже.
Учебно-практический подкалиберный снаряд
Монокристаллические пленки металлов
Способ получения тонких слоёв оксида графена с формированием подслоя из углеродных нанотрубок
Способ локального контролируемого восстановления оксида графена для сенсорных применений
Способ изготовления биологического сенсора на основе оксида графена и биологический сенсор на гибкой подложке
Устройство для измерения силы трения
Способ изготовления преформы на основе водорастворимой подложки для лопаток компрессора
Дистанционный способ выделения участков леса с преобладанием хвойных или лиственных пород деревьев в летнее время с авиационного носителя
Цилиндр двухтактного двс с встречным способом организации продувки
Способ изготовления стеновой конструкции n 1
Способ приготовления наносуспензии для изготовления полимерного нанокомпозита
Устройство для изготовления образцов из литьевых отверждающихся смол
Устройство оптической идентификации измерительных каналов системы встроенного неразрушающего контроля на основе волоконно-оптических брэгговских датчиков
Способ азотирования деталей машин с получением наноструктурированного приповерхностного слоя и состав слоя
Способ получения наномодифицированного связующего
Способ изготовления деталей машин с получением субмикро- и наноструктурированного состояния диффузионного приповерхностного слоя при азотировании
Эпоксидное связующее для полимерных композиционных материалов
Длинномерный силовой конструкционный элемент типа вертикальной колонны из полимерного композиционного материала
Установка для исследования кинетики пропитки волокнистых наполнителей полимерными связующими
Многослойное покрытие тонкостенной оболочки из полимерного композиционного материала космического антенного рефлектора

