Результат интеллектуальной деятельности: ВПИТЫВАЮЩИЙ ПРОДУКТ, СОДЕРЖАЩИЙ ОКРАШЕННЫЕ УЧАСТКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к впитывающему продукту, такому как гигиеническая прокладка, содержащему проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист и впитывающую сердцевину, заключенную между ними, и к способу изготовления таких впитывающих продуктов.
Уровень техники
Для впитывающих продуктов, таких как гигиенические прокладки предъявляются высокие требования, чтобы они были незаметными, мягкими и удобными при носке и в то же время имели надежную защиту от протечек.
Для гигиенических прокладок, предназначенных для впитывания менструальной жидкости, которая более вязкая чем моча, телесной жидкости часто сложнее достичь впитывающей сердцевины под верхним листом. Менструальная жидкость может легко перемещаться по обращенной к пользователю стороне верхнего листа под действием силы тяжести, движения и давления пользователя. Миграция менструальной жидкости к краям продукта увеличивает вероятность протечек и дополнительно размазывает менструальную жидкость на коже пользователя, делая очистку сложнее. Является желательным, чтобы продукты, используемые для впитывания менструальных жидкостей, могли давать пользователю ощущение безопасности и визуальное впечатление, что менструальная жидкость впитывается впитывающей сердцевиной, и визуально подчеркивали функцию впитывающего продукта. Кроме того, является желательным свести к минимуму затраты на изготовление впитывающих продуктов.
Сущность изобретения
Настоящее изобретение относится к впитывающему продукту, содержащему проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист и впитывающую сердцевину, заключенную между верхним листом и нижним листом, указанная впитывающая сердцевина имеет длину, продолжающуюся в продольном направлении впитывающего продукта, между передним краем и задним краем, и имеет, продолжающиеся продольно боковые края. Впитывающий продукт содержит впитывающий волокнистый слой, расположенный на той стороне впитывающей сердцевины, которая находится ближе всего к непроницаемому для жидкости нижнему листу, входной слой для жидкости, расположенный на стороне впитывающей сердцевины, которая находится ближе всего к проницаемому для жидкости верхнему листу, и слой носителя, расположенный между входным слоем для жидкости и впитывающим волокнистым слоем. Центральная в поперечном направлении входная область для жидкости располагается во входом слое для жидкости, продолжается в продольном направлении впитывающей сердцевины и имеет продолжающиеся, по существу, продольно боковые края, в этой области входной слой для жидкости содержит множество входных отверстий, расположенных в виде структуры, которая покрывает входную область для жидкости. Слой носителя содержит один или несколько окрашенных участков, расположенных под входной областью для жидкости, и входной слой для жидкости изготавливают из материала, имеющего непрозрачность 5-60%, или 10-50%, или 10-40%, так что один или несколько окрашенных участков видны сквозь материал входного слоя для жидкости, и проницаемый для жидкости верхний лист содержит просматриваемый насквозь материал, сквозь который видны один или несколько окрашенных участков.
Множество входных отверстий во входном слое для жидкости могут формироваться из множества щелей, которые растягиваются в виде входных отверстий посредством поперечного растяжения полотна входного материала для жидкости, из которой изготавливают входной слой для жидкости, до включения в продукт.
Один или несколько окрашенных участков могут располагаться на поверхности слоя носителя, обращенной к входному слою для жидкости, или на поверхности, обращенной к впитывающему волокнистому слою. Впитывающая сердцевина может содержать переднюю часть и заднюю часть, и промежуточную часть, расположенную между передней и задней частями, в продольном направлении впитывающей сердцевины, и где слой носителя содержит один или несколько окрашенных участков, расположенных в одной, двух или во всех указанных частях.
Входная область для жидкости может простираться по всей продольной длине впитывающей сердцевины. Входной слой для жидкости содержит области боковых краев, расположенных по любую сторону входной области в поперечном направлении впитывающего продукта, между входной областью и продольными боковыми краями впитывающей сердцевины, и при этом входной материал для жидкости в каждой из указанных областей боковых краев не содержит отверстий. Слой носителя может содержать один или несколько окрашенных участков, расположенных под указанными областями боковых краев.
Один или несколько окрашенных участков могут наноситься на слой носителя посредством печати. Входной слой для жидкости можно изготавливать из материала полимерной пены для входа жидкости или материала ваты, имеющего толщину от 0,5 до 3 мм или от 1 до 2 мм. Входной материал для жидкости может, соответственно, представлять собой материал гидрофобной полимерной пены, имеющей открытые или закрытые ячейки. Один или несколько дополнительных окрашенных участков могут отпечатываться на поверхности верхнего листа. Один или несколько окрашенных участков, находящихся в слое носителя, могут иметь различные цвета или различную интенсивность цвета, и один или несколько дополнительных окрашенных участков, отпечатанных на поверхности верхнего листа, имеют различные цвета или различную интенсивность цветов.
Слой носителя может изготавливаться из нетканого материала или тканого материала, или из их сочетаний.
Кроме того, настоящее изобретение относится к способу изготовления впитывающего продукта, рассмотренного выше, включающему стадии вырезания множества щелей в центральной области непрерывного полотна входного материала для жидкости, указанные щели простираются продольно, в машинном направлении; поперечного растяжения полотна материала входного слоя для жидкости в направлении перпендикулярном машинному направлению, при этом щели растягиваются в виде отверстий; нанесения адгезива на непрерывное полотно материала носителя; объединения непрерывного полотна материала входного слоя для жидкости и полотна материала носителя в объединенную полотно; вырезания компонентов входного слоя для жидкости из объединенной полотна; получения впитывающих компонентов из непрерывного полотна волокнистого впитывающего материала; заключения компонента входного слоя для жидкости и впитывающего компонента между непрерывным полотном материала верхнего листа и непрерывным полотном материала нижнего листа; соединения, по меньшей мере, материала верхнего листа и материала нижнего листа вдоль наружных краев впитывающего продукта; вырезания объединенного материала в желаемой форме, с получением таким образом впитывающего продукта; где при поперечном растяжении полотна входного материала для жидкости в направлении перпендикулярном машинному направлению, указанное полотно входного материала для жидкости растягивается до заданной желаемой поперечной ширины M, при этом щели расширяются в виде отверстий; и один или несколько окрашенных участков присутствуют на полотне материала носителя перед нанесением на нее адгезива.
Окрашенные участки могут наноситься на полотно материала носителя посредством печати. Кроме того, способ может включать стадию нанесения одного или нескольких окрашенных участков на поверхность верхнего листа. Полотно входного материала для жидкости может представлять собой полотно полимерной пены, имеющей открытые или закрытые ячейки.
Краткое описание чертежей
Фигура 1A показывает схематический вид сверху впитывающего продукта по настоящему изобретению.
Фигура 1B представляет собой схематический вид сверху продукта сходного с тем, что показан на Фигуре 1A, иллюстрирующий как могут располагаться на продукте окрашенные участки.
Фигура 2A показывает схематический вид в поперечном сечении продукта на Фигуре 1 вдоль линии A-A на Фигуре 1.
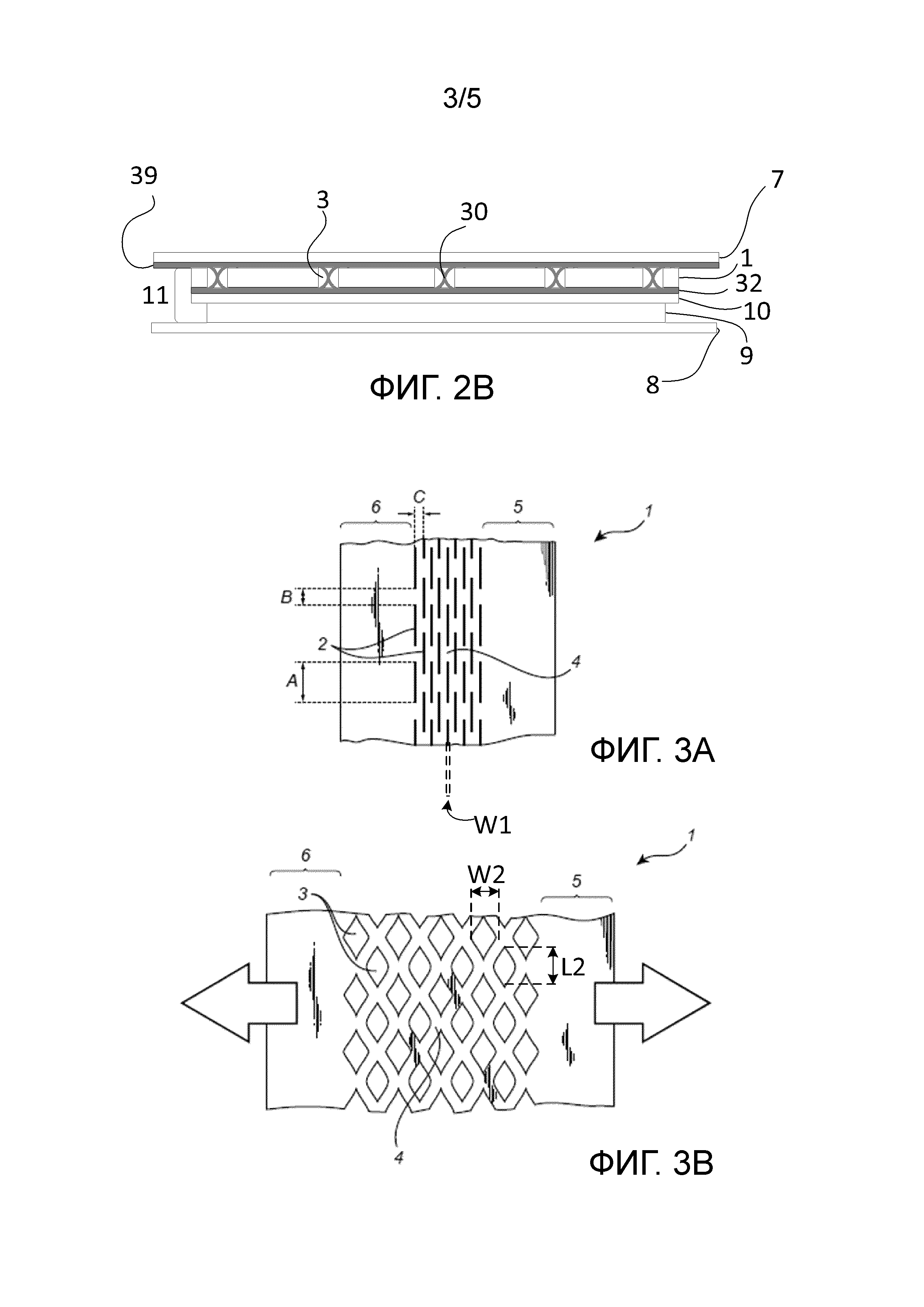
Фигура 2B показывает схематический вид в поперечном сечении, схематически показывающий, как верхний лист и слой носителя соединяются друг с другом через отверстия во входном слое для жидкости, вдоль линии A-A на Фигуре 1.
Фигура 3A показывает схематический вид сверху материала входной пены для жидкости до того, как он растягивается.
Фигура 3B показывает схематический вид сверху материала входной пены для жидкости на Фигуре 3A после его растяжения, то есть после того, как щели растягиваются с формированием отверстий.
Фигура 4 схематически показывает способ изготовления впитывающего продукта, содержащего растянутый входной слой для жидкости.
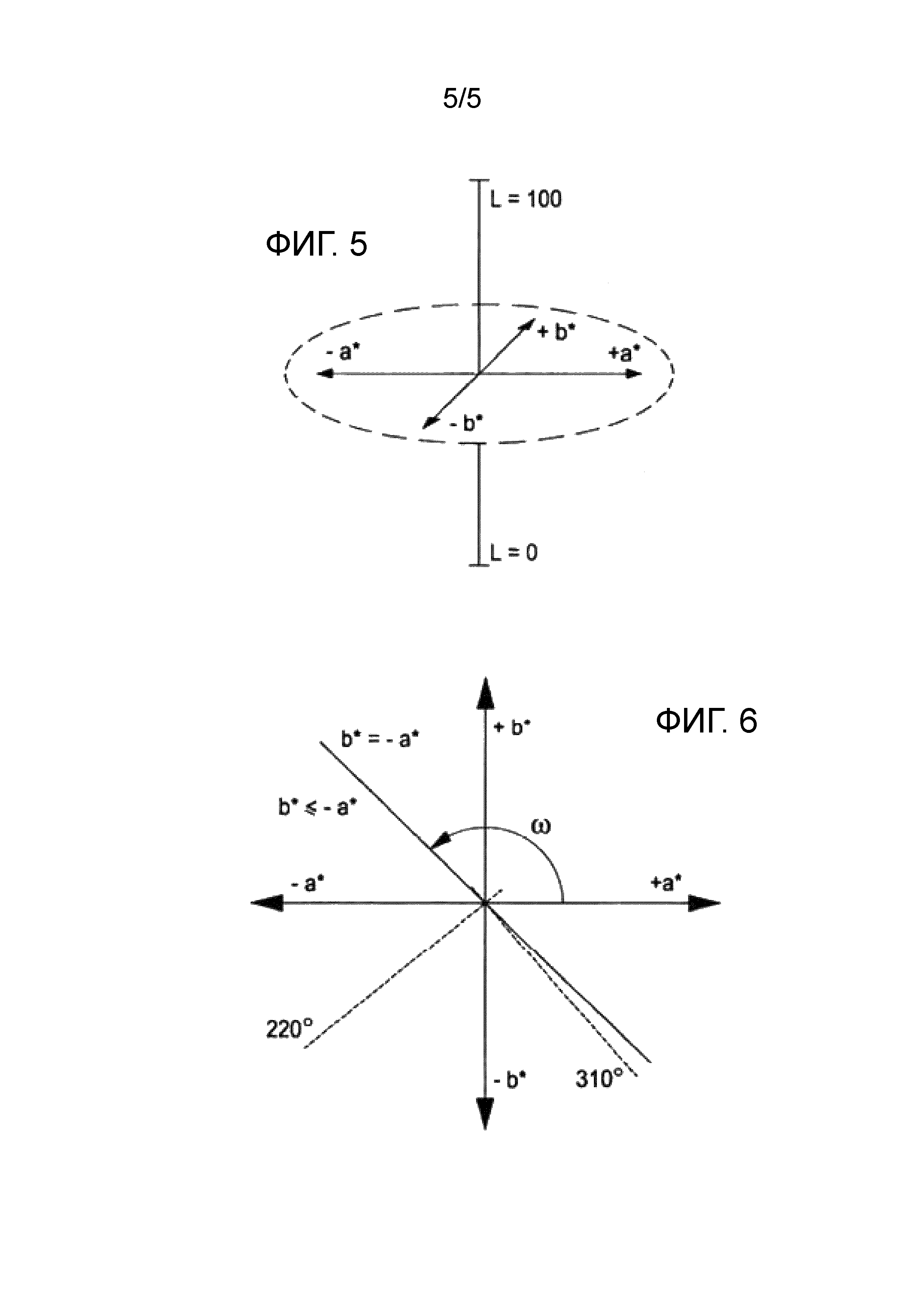
Фигура 5 показывает цветовую "сферу", используемую для представления цвета в системе CIELAB.
Фигура 6 показывает горизонтальную плоскость цветовой сферы для L=50.
Подробное описание
Настоящее изобретение относится к гигиеническому впитывающему продукту, такому как гигиеническая прокладка, прокладки на каждый день, прокладку для страдающих недержанием или подгузник. Впитывающий продукт содержит впитывающую сердцевину, расположенную между проницаемым для жидкости верхним листом и непроницаемым для жидкости нижним листом. Впитывающий продукт имеет поперечный задний конечный край, предназначенный для ориентации в направлении назад в ходе использования впитывающего изделия, и передний конечный край, предназначенный для направления вперед в направлении живота пользователя. Впитывающая сердцевина содержит впитывающий волокнистый слой, расположенный на стороне впитывающей сердцевины, который находится ближе всего к непроницаемому для жидкости нижнему листу, и входной слой для жидкости, расположенный на стороне впитывающей сердцевины, который находится ближе всего к проницаемому для жидкости верхнему листу, и слой носителя, расположенный между входным слоем для жидкости и впитывающим волокнистым слоем. Входной слой для жидкости может изготавливаться из материала пены или материала ваты. Впитывающий продукт, содержащий материал пены, ощущается как мягкий, а также является эстетически приятным для многих пользователей. Непрерывная структура многих материалов пен дает хорошую пластичность и способность пружинить и возвращаться, по существу, в свою исходную форму после экспонирования для внешней нагрузки, что вносит вклад в комфорт пользователя. Впитывающая сердцевина растягивается продольно между передним краем и задним краем, и имеет продолжающиеся, по существу, продольно боковые края, и содержит переднюю конечную часть, заднюю конечную часть и промежуточную часть, расположенную между передней и задней частями в продольном направлении впитывающей сердцевины. Вата представляет собой волокнистый и мягкий материал, который также может обеспечивать комфорт при носке для пользователя, когда используется во входном слое для жидкости. Входной слой для жидкости, как правило, будет покрывать весь впитывающий волокнистый слой.
Впитывающая сердцевина содержит центральную в поперечном направлении входную область для жидкости, которая продолжается в продольном направлении впитывающей сердцевины и имеет продолжающиеся, по существу, продольно боковые края. Центральная входная область для жидкости, предусмотренная во входном слое для жидкости, может располагаться, по существу, параллельно продольной центральной линии в продольном направлении впитывающего продукта, и не должна следовать наружному контуру впитывающей сердцевины или впитывающего продукта, и она может иметь, по существу, одинаковую ширину по всей длины. Во входной области для жидкости, предусматривается входной слой для жидкости со множеством входных отверстий, расположенных в виде структуры таким образом, что эта структура покрывает площадь входной области для жидкости.
Слой носителя, расположенный под входным слоем для жидкости, содержит один или несколько окрашенных участков, расположенных под входной областью для жидкости. Входной слой для жидкости изготавливают из материала, имеющего непрозрачность 5-60% или 10-50%, или 10-40% (согласно ISO 2471:2008 (E) - ISO 2471:2008 (E) - Paper and board - Determination of opacity (paper backing) -Diffuse reflectance method), что позволяет видеть окрашенные участки сквозь материал входного слоя для жидкости. Кроме того, проницаемый для жидкости верхний лист содержит просматриваемый насквозь материал, сквозь который видны окрашенные участки. Это означает, что окрашенные участки видны, или, по меньшей мере, могут различаться от стороны продукта, обращенной к телу. Окрашенный участок под входным слоем для жидкости визуализирует отверстия, создаваемые в нем более четко, так что они будут легче различаться пользователем. Окрашенные участки могут располагаться в различных положениях на слое носителя и могут служить, например, для подчеркивания функции конкретной части впитывающего продукта, чтобы облегчить ориентирование или позиционирование продукта в ходе использования. Окрашенный участок может иметь такую форму и размер, что он продолжается по площади центральной в поперечном направлении входной области для жидкости и вне ее. Материал входного слоя для жидкости предпочтительно не является полностью прозрачным, так что цвет окрашенного участка в участках, которые покрыты материалом входного слоя для жидкости слегка затемняется из-за непрозрачности материала при этом он выглядит более интенсивным на участках, где во входном слое для жидкости располагаются отверстия. Материалы пригодные для входного слоя для жидкости могут, как правило, иметь светлый или беловатый цвет, это означает, что падающий свет будет частично отражаться от материала и окрашенные участки, расположенные под материалом, будут иметь более светлый цвет. При этом окрашенные участки будут видны при двух цветовых интенсивностях, что вносит вклад в придание ощущения трехмерности продукта.
Окрашенные участки могут располагаться на поверхности слоя носителя, обращенного к входному слою для жидкости, или на поверхности, обращенной к впитывающему волокнистому слою. Когда окрашенные участки располагаются на поверхности, обращенной к впитывающему волокнистому слою, слой носителя должен иметь достаточно низкую непрозрачность, давая возможность увидеть окрашенные участки сквозь слой носителя. Когда окрашенные участки располагаются на поверхности, обращенной к входному слою для жидкости, слой носителя может изготавливаться из любого пригодного для использования материала без учета непрозрачности. Окрашенные участки могут наноситься на слой носителя посредством печати.
Впитывающая сердцевина может содержать переднюю часть и заднюю часть, и промежуточную часть, расположенную между передней и задней частями в продольном направлении впитывающей сердцевины, и при этом слой носителя может затем содержать окрашенные участки, расположенные на одной, двух или на всех этих частях. Например, центральная в поперечном направлении продольная входная область для жидкости может иметь главный входной участок для жидкости, расположенный в промежуточной части впитывающей сердцевины. Окрашенный участок, расположенный на слое носителя в промежуточной части впитывающей сердцевины, подчеркивает функцию входного участка и придает ему впечатление трехмерности.
Входная область для жидкости может простираться по всей продольной длине впитывающей сердцевины, и окрашенные участки могут располагаться вблизи переднего и/или заднего края сердцевины и могут служить для указания того, как предполагается ориентировать впитывающий продукт при использовании.
Множество входных отверстий во входном слое для жидкости может быть удобным формировать из множества продольно продолжающихся щелей, которые могут расширяться в виде отверстий посредством поперечного растяжения полотна входного материала для жидкости, из которого изготавливают входной слой для жидкости, до включения в продукт, или они могут быть получены посредством выштамповки/перфорации. Формирование множества щелей посредством прорезывания щелей и растяжения материала входного слоя имеет то преимущество, что материал не вырезается из полотна, что экономит деньги благодаря уменьшению отходов материала, а также улучшает манипуляции в производственном процессе, исключая наличие множества маленьких кусочков, вырезанных из материала, которые могут загрязнять как технологическое оборудование, так и конечный продукт. Как материалы ваты, так и материалы пен могут снабжаться отверстиями таким путем. Материалы пен имеют то преимущество, что их легко резать и растягивать с получением чистого и гладкого растянутого слоя, не создавая какого-либо значительного количества пыли.
Благодаря латеральному растяжению материала, отверстия, формируемые посредством вырезывания щелей и растяжения входного материала пены, будут самыми широкими в их центре в продольном направлении. Когда щель вырезают как прямую линию в продольном направлении продукта, отверстие будет иметь форму ромба. Отверстия могут также иметь другие формы, которые можно получать посредством вырезания щелей, имеющих изогнутую форму, например, волнообразную форму. Отверстия, формируемые посредством вырезывания щелей и растяжения материала входного слоя, могут иметь максимальную поперечную ширину отверстия 1,5-15 мм или 1,5-5,0 мм, для получения эффективного входа для жидкости на участке приема жидкости. Продольная длина щели может составлять 3,0-20,0 мм, 4,0-15,0 мм или 5,0-12,0 мм. В гигиенических прокладках, предназначенных для впитывания менструальной жидкости более вязкой, чем моча, телесной жидкости часто труднее достичь впитывающей сердцевины, чем во впитывающих продуктов, предназначенных для мочи. Менструальная жидкость может легко перемещаться по стороне верхнего листа, обращенной к пользователю, под действием силы тяжести, движения и давления пользователя. Миграция менструальной жидкости к краям продукта повышает вероятность протечки и дополнительно размазывает менструальную жидкость по коже пользователя, делая очистку сложнее. При наличии длины щели 5-12 мм, менструальной жидкости будет легче достигать впитывающей сердцевины. Продольная длина растянутых отверстий может отличаться от длины щели, из-за поперечного растяжения материала, которое может уменьшить продольную длину до некоторой степени, когда щели формируются в виде растянутых отверстий. Растянутые входные щелевые отверстия могут иметь ширину в поперечном направлении впитывающей сердцевины, которая составляет 30-100% от их длины в продольном направлении впитывающей сердцевины, чтобы они были достаточно большими для эффективного пропускания сквозь них жидкости во впитывающий слой.
Отверстия могут иметь больший размер в продольном направлении впитывающего продукта, чем в поперечном направлении, с получением таким образом отверстия овальной в целом формы в продольном направлении, что придает пользователю визуальное впечатление хорошей пропитки жидкостью в продольном направлении. Множество отверстий создает структуру из отверстий во входном материале для жидкости. Щели могут предусматриваться в виде рядов, продолжающихся в шахматном порядке в продольном направлении, где щели в каждом продольном ряду щелей имеют продольную длину, и щели располагаются при некотором расстоянии между соседними конечными точками двух последовательных щелей в ряду, и продольные ряды располагаются в шахматном порядке, так что соседние ряды сдвинуты на 50% в продольном направлении, относительно межрядного расстояния между двумя соседними рядами. Расстояние между соседними входными отверстиями во входной области для жидкости может составлять 1,0-9,0 мм. Малое расстояние между отверстиями улучшает скорость входа. Альтернативно, материал входного слоя для жидкости может содержать другие структуры из щелей или сочетания различных структура из щелей. Такие структуры из щелей и из отверстий могут формироваться посредством создания щелей с различной длиной, или создания щелей с различными расстояниями между щелями. Также, можно использовать нерегулярные структуры. Общая открытая площадь, формируемая щелевыми отверстиями в горизонтальной плоскости материала входного слоя для жидкости, в центральной области, может составлять 30-80% от общей площади горизонтальной плоскости материала входного слоя для жидкости в центральной области, чтобы эффективно пропускать жидкость и в то же время обеспечивать достаточную стабильность.
Кроме того, входной слой для жидкости может содержать области боковых краев, расположенных по любую сторону от центральной области в поперечном направлении впитывающего продукта, между центральной областью и продольными боковыми краями впитывающей сердцевины. В этих областях боковых краев входной материал для жидкости не содержит щелей, а также может обеспечивать смягчение краев впитывающей сердцевины. Когда для входного слоя для жидкости используют материал пены для входа жидкости, эти области боковых краев могут функционировать как барьеры для протечек, поскольку пена сама по себе, как правило, не впитывает жидкости до какой-либо значительной степени. Области боковых краев имеют гладкую поверхность, обращенную к коже пользователя, благодаря отсутствию отверстий в пене. Каждая область боковых краев передней и задней частей может иметь максимальную поперечную ширину 5,0-50,0 мм, предпочтительно, 20-50 мм, 5,0-20,0 мм. Окрашенные участки, присутствующие на слое носителя, могут располагаться под центральной в поперечном направлении входной областью для жидкости и могут простираться в поперечном направлении к боковым краям впитывающей сердцевины. Кроме того, могут предусматриваться дополнительные окрашенные участки, которые располагаются под областями боковых краев, а не под центральной входной областью для жидкости.
Впитывающая сердцевина может иметь прямые и, по существу, параллельные продольные боковые края. Альтернативно, впитывающая сердцевина может быть изогнутой, так, чтобы получать форму, посредством которой она будет содержать переднюю часть и заднюю часть, и промежуточную часть, где поперечная ширина промежуточной части меньше, чем поперечная ширина передней и задней частей, придавая, таким образом, впитывающей сердцевине форму песочных часов. Посредством создания промежуточной части, имеющей меньшую ширину, чем передняя и задняя части, конфигурация впитывающей сердцевины и впитывающего продукта, может лучше адаптироваться к анатомии тела пользователя. Промежностная часть представляет собой часть, которая предназначается для размещения рядом с промежностью пользователя в ходе использования продукта, и для того, чтобы она составляла главный приемный участок для телесной жидкости, которая достигает впитывающего продукта. Наружные контуры впитывающего волокнистого слоя и входного слоя для жидкости не должны быть одинаковыми, таким образом, имеющий форму песочных часов впитывающий волокнистый слой может объединяться с входным слоем для жидкости, имеющим прямые параллельные продольные боковые края. Ширина и длина впитывающей сердцевины, упоминаемой в настоящем изобретении, представляют собой размеры объединенных слоев сердцевины, если не указано иного.
В той части центральной области, которая функционирует как входная область для жидкости, то есть, где щели во входном слое для жидкости представляют собой растянутые щелевые отверстия, центральная область может иметь максимальную поперечную ширину, которая равна или меньше, чем минимальная ширина впитывающего волокнистого слоя. Входная область для жидкости, таким образом, как правило, не шире, чем впитывающая сердцевина, таким образом, обеспечивается, что любая часть входной области для жидкости располагается там, где присутствует часть волокнистого впитывающего слоя. Если поперечная ширина центральной области меньше, чем минимальная ширина впитывающего волокнистого слоя, на каждой стороне впитывающей сердцевины формируются области боковых краев по всей продольной длине.
Поперечная ширина входной области для жидкости, которая равна минимальной поперечной ширине впитывающей сердцевины, означает, что входная область для жидкости покрывает настолько много площади, насколько это возможно, в поперечном направлении, и если впитывающая сердцевина имеет форму песочных часов, боковые края не формируются в положении минимальной поперечной ширины впитывающей сердцевины. Это сводит к минимуму количество материала входного слоя для жидкости необходимого для изготовления впитывающего продукта, поскольку материал, из которого изготовлен входной слой для жидкости, растягивается до тех пор, пока входная область для жидкости не будет иметь такую же ширину, как и впитывающий волокнистый слой в его самой узкой части. В этом случае, передние и задние области боковых краев, которые не содержат щелей, формируются в поперечном направлении вне центральной области, в передней и задней части впитывающей сердцевины.
Входная область для жидкости может простираться продольно вдоль 50-100% продольной длины впитывающей сердцевины, чтобы дать достаточную площадь для эффективного входа жидкости во впитывающий продукт. Продольная протяженность входной области для жидкости 80-100%, делает возможным эффективный вход для жидкости также, когда продукт не оптимально позиционируется пользователем, и продольная протяженность 100% делает возможным более легкое изготовление, в дополнение к воздействиям, рассмотренным ранее, поскольку входная область для жидкости может быть создана по всей продольной длине непрерывного полотна из пены в ходе изготовления.
Входной слой для жидкости может изготавливаться из материала полимерной пены для входа жидкости или материала ваты, имеющего толщину 0,5-3 мм, или 1-2 мм, где толщину измеряют при приложенном давлении 0,5 кПа на неапертурированном и нерастянутом куске указанного материала, как описано ниже, чтобы дать пользователю комфорт и незаметность.
Входной материал для жидкости может представлять собой гидрофобную или гидрофильную пену. Материал гидрофобной полимерной пены, имеющий открытые или закрытые ячейки, является предпочтительным входным материалом для жидкости. Материалы гидрофобной пены дают гидрофобные крайние области, которые могут функционировать как барьеры для жидкостей и понизят риск протечек на краях. Множество отверстий, присутствующих в центральной входной области для жидкости, обеспечивает то, что жидкость достигает впитывающего слоя сердцевины под слоем входной пены для жидкости, даже если материал пены сам по себе гидрофобный. Также, материал гидрофобной пены вблизи кожи пользователя может быть предпочтительным с точки зрения ухода за кожей, поскольку гидрофобная и сухая поверхность может уменьшить риск бактериального роста и раздражений кожи.
Материал пены может иметь открытую структуру ячеек или закрытую структуру ячеек. Материалы пен, используемые в качестве входного слоя для жидкости во впитывающих продуктах, часто представляют собой пены с открытыми ячейками, так что жидкость может легко попадать в пену, а затем также во впитывающую сердцевину под ней. Однако из-за присутствия множества отверстий во входной области для жидкости, можно также использовать пены с закрытыми ячейками. В пенах с закрытыми ячейками, жидкость не будет так легко поступать в саму структуру пены, и по этой причине, материал пены как таковой будет поддерживаться в более сухом состоянии по сравнению с материалом пены с открытыми ячейками, где поры соединены друг с другом. Средний размер пор материала пены для входа жидкости может быть больше, чем средний размер пор впитывающего волокнистого слоя, расположенного под пеной, в результате получается градиент размеров пор и капиллярное отсасывающее усилие в направлении от материала пены к впитывающему волокнистому слою под материалом пены для входа жидкости.
Пластичность и гибкость пены уменьшает риск расцарапывания. Входные слои для жидкости из слоев, полученных суховоздушным формованием, материалов на основе целлюлозы и входные слои для жидкости из нетканого материала не обладают такой же способностью к уменьшению отрицательного воздействия жестких краев, которые создает жесткий впитывающий слой на основе целлюлозы. Гибкие материалы пен могут пружинить и возвращаться, по существу, в их исходную форму после экспонирования для внешней нагрузки, а также являются пластичными. Гибкие материалы пен также имеют амортизирующее воздействие, так что материал пены обкладывает жесткие края и создает мягкий дистанцирующий элемент между кожей пользователя и жесткими краями впитывающего волокнистого слоя. Мягкость и гибкость материала пены могут использоваться, например, в подгузнике для недоношенных детей.
Примеры пригодных к использованию пен представляют собой пену на основе полиолефина, пену на основе полистирола, PVC пену, пену на основе поливинилового спирта, акрилатную пену, полиуретановую пену, эпоксидную пену, латексную пену, мочевина-формальдегидную пену, меламин-формальдегидную пену, силиконовую пену, вискозную пену, пену на основе карбоксиметилцеллюлозы (CMC, крахмальную пену, хитозановую пену, альгинатную пену, полилактидную пену, полигликолидную пену и поликапролактоновую пену.
Как отмечено выше, входной слой для жидкости может альтернативно изготавливаться из материала ваты. Также, вата может снабжаться отверстиями посредством вырезания щелей и растяжения слоя материала. Вата представляет собой нетканый материал и может, по существу, не содержать впитывающих волокон и материала суперпоглотителя. Нетканый материал из ваты может содержать волокна термопластичных полимеров и может выбираться из, но, не ограничиваясь этим, сложных полиэфиров, полиамидов и полиолефинов, таких как полиэтилены (PE) и полипропилены (PP), и может представлять собой любую их смесь. ADL может состоять из материала спанбонд и может представлять собой материал спанбонд-мелтблаун-спанбонд (SMS). Нетканый материал может быть гидрофильным. Гидрофильный материал можно получить посредством добавления поверхностно-активного вещества.
Вата предпочтительно представляет собой материал ваты "с высокой степенью пушистости", который относится к объемным тканям с плотностью низкой по сравнению с плоскими, подобными бумаге тканями. Полотна с высокой степенью пушистости отличаются относительно низкой плотностью. Это означает, что имеется относительно большое количество пустого пространства между волокнами. Нетканый волокнистый слой с высокой степенью пушистости по настоящему изобретению может, как правило, иметь плотность ниже 0,200 г/см3, в частности, в пределах от 0,015 г/см3 до 0,150 г/см3, в частности, от 0,030 г/см3 до 0,100 г/см3, например, 0,065 г/см3. Плотность может вычисляться посредством деления базовой массы слоя с высокой степенью пушистости на его толщину, измеренную при давлении 4,14 кПа (смотри подробности метода ниже в разделе Примеры).
Нетканый слой с высокой степенью пушистости может преимущественно представлять собой нетканый материал, полученный прядением из расплава. Полученный прядением из расплава - это общий термин, описывающий получение нетканых полотен непосредственно из термопластичных полимеров. Он охватывает 2 способа и их сочетание: нетканый материал спанлейд (также известный как спанбонд) и нетканый материал мелтблаун. В способе спанлейд, гранулы полимера плавятся, и расплавленный полимер экструдируют через фильеры. Непрерывные нити охлаждают и осаждают на конвейер с формированием однородного полотна. Некоторая оставшаяся температура может заставить нити склеиваться друг с другом, но это не может считаться главным методом связывания. Способ спанлейд имеет преимущество придания нетканым материалам большей прочности, но гибкость исходных материалов более ограничена. Совместная экструзия вторых компонентов используется в нескольких способах спанлейд, обычно, для придания дополнительных свойств или способностей к связыванию. При формировании полотна мелтблаун, полимеры низкой вязкости экструдируют в поток воздуха высокой скорости на выходе из фильеры. Это рассеивает расплав, отверждает его и разрежает его в виде волокнистого полотна.
Слой нетканого материала с высокой степенью пушистости может, в частности, иметь толщину в пределах от 0,30 мм до 2,00 мм, например, 1,0 мм, как измерено при давлении 4,14 кПа (в соответствии с методом исследований, дополнительно описанным ниже). Базовая масса центрального слоя с высокой степенью пушистости может, например, находится в пределах от 15 г/кв. м до 500 г/кв. м, в частности, от 30 г/кв. м до 200 г/кв. м, например, составлять 64 г/кв. м.
Входной слой для жидкости может удерживаться на месте с помощью адгезивного крепления на любом соседнем компоненте, например, на впитывающем волокнистом слое или на верхнем листе. Впитывающий продукт может также содержать слой носителя, расположенный между входным слоем для жидкости и впитывающим волокнистым слоем.
Материал входного слоя для жидкости может ламинироваться с материалом слоя носителя в его растянутом состоянии, так что входной материал для жидкости фиксируется на материале носителя с отверстиями в их растянутом состоянии. Впитывающий продукт может содержать адгезивный слой, расположенный между входным слоем для жидкости и слоем носителя, который покрывает, по меньшей мере, участок, соответствующий входной области для жидкости, и соответствующим образом покрывает всю площадь слоя носителя, чтобы обеспечить то, что отверстия во входной области для жидкости удерживаются в желаемом положении. Соответствующий конструкционный адгезив представляет собой ʺAdhesive Hotmeltʺ, например, от Henkel Adhesives, HB Fuller или Bostik. Пригодный для использования эластичный адгезив представляет собой Dispomelt 723U от Henkel Adhesives.
На непрозрачность материалов, используемых для входного слоя для жидкости, может влиять ряд факторов. Такие свойства, как пористость, базовая масса, плотность и толщина, влияют на непрозрачность из-за рассеяния и поглощения света в материале. Также, на непрозрачность может влиять композиция входного материала для жидкости и присутствие поглощающих/отражающих свет материалов, таких как пигменты или красители. В контексте настоящего изобретения, пигменты предпочтительно не включаются в материал пены для входа жидкости или добавляются только в малом количестве. Материалы ваты и пены, имеющие различные степени непрозрачности, являются коммерчески доступными.
Материал входного слоя для жидкости имеет непрозрачность 5-60% или 10-50%, или 10-40% (согласно ISO 2471:2008 (E)- Paper and board - Determination of opacity (paper backing) -Diffuse reflectance method) с тем, чтобы сделать видимыми окрашенные участки, расположенные под входным слоем для жидкости со стороны впитывающей сердцевины обращенной к телу, сквозь материал входного слоя для жидкости, и в это же время цвет окрашенных участков несколько затемняется, чтобы цвет, видимый через отверстия, отличался от цвета, видимого сквозь материал.
Если входной слой для жидкости изготавливают из материала, имеющего высокую непрозрачность, то есть близкую к 100%, окрашенный участок под материалом входного слоя для жидкости не будет виден сквозь слой, но только через отверстия, созданные в нем.
Непрозрачность измеряют согласно International Standard ISO 2471:2008 (E) - Paper and board - Determination of opacity (paper backing) - Diffuse reflectance method. Метод происходит из бумажной промышленности, но является пригодным для использования также и в этом контексте. Измерение непрозрачности включает стадии осторожного отделения входного слоя от впитывающего продукта и измерения непрозрачности на участке, который не содержит щелей или апертур. В случае, когда непрозрачность изменяется по участку входного слоя (например, из-за частичного изменения цвета или различий в базовой массе, наименее непрозрачной участок должен считаться репрезентативным для входного слоя. Непрозрачность может определяться как:
Непрозрачность (%)=100 × (1-интенсивность прошедшего света/интенсивность испускаемого света)
Слой носителя является проницаемым для жидкости и может изготавливаться из нетканого материала, такого как синтетический волокнистый нетканый материал, полученный суховоздушным формованием, или мелтблаун или спанбонд, или материал ткани, например, содержащий целлюлозные волокна, или их сочетания. Когда окрашенные участки присутствуют на поверхности слоя носителя, обращенного к предмету одежды, они могут изготавливаться из материала, имеющего низкую непрозрачность, такого как нетканый материал с низкой базовой массой, например, 8-20 г/м2, и непрозрачностью 15-25%, например, нетканый материал спанбонд от Union с базовой массой 16 г/м2 и непрозрачностью 15%, или нетканый материал S-Tex от Fitesa с базовой массой 20 г/м2 и непрозрачностью 24%.
Цвет окрашенных участков, присутствующих на слое носителя, выбирают так, чтобы окрашенные участки были видны, или по меньшей мере, могли различаться со стороны впитывающего продукта, обращенной к телу. Проницаемый для жидкости слой верхнего листа располагается на поверхности продукта, обращенной к телу, и предназначается для контакта с кожей пользователя в ходе использования. Как сказано выше, материал пены для входа жидкости предпочтительно не содержит добавленных пигментов или содержит очень малое их количество и, таким образом, имеет свой исходный беловатый цвет. Это делает возможным использование более широкого диапазона цветов для окрашенных участков на слое носителя и улучшает воздействие окрашенных участков. Оттенок цвета и плотность цвета выбирают с учетом непрозрачности материала входного слоя для жидкости и материала верхнего листа, для получения желаемого визуального впечатления во впитывающем продукте.
На поверхности верхнего листа могут создаваться дополнительные окрашенные участки, которые могут предпочтительно отпечатываться на поверхности верхнего листа, обращенной ко входному слою для жидкости впитывающей сердцевины. Дополнительные окрашенные участки, предусмотренные на верхнем листе, могут располагаться поверх окрашенных участков, предусмотренных на слое носителя, так что они перекрываются, по меньшей мере, частично. Альтернативно, окрашенные участки, предусмотренные на верхнем листе, могут располагаться в отдельных положениях, таких как расположенные продольно вне окрашенных участков, предусмотренных в слое носителя на переднем и/или заднем краю впитывающей сердцевины, и/или в поперечном направлении вне окрашенного участка, расположенного в промежуточной части впитывающей сердцевины. Окрашенные участки на верхнем листе могут изготавливаться, чтобы они сильно отличались по виду, поскольку они не затеняются каким-либо слоем, кроме, возможно, верхнего листа с низкой непрозрачностью. Их можно использовать, например, когда желательно визуализировать определенные части или функции в продукте посредством непрерывных отличительных линий. Непрерывные отличительные линии могут предусматриваться, например, вдоль краев продукта в продольном и поперечном направлении для визуализации воображаемого барьера.
Цвет дополнительных окрашенных участков, предусмотренных на верхнем листе, может быть таким же как цвет окрашенных участков, предусмотренных на слое носителя, или отличным от него. Один или несколько окрашенных участков, содержащихся в слое носителя, могут иметь различные цвета или различную интенсивность цвета, относительно друг друга, чтобы подчеркнуть и визуализировать определенные функции продукта. Также, один или несколько дополнительных окрашенных участков, отпечатанных на поверхности верхнего листа, могут иметь различные цвета или различную интенсивность цвета, относительно друг друга, и относительно окрашенных участков на слое носителя.
Например, окрашенные участки на слое носителя могут быть зелеными или голубыми в частях, которые становятся влажными в ходе использования, например, в области приема жидкости, и могут иметь розовый или красный тон в частях, расположенных на переднем или заднем краю продукта, для обозначения передней или задней части продукта. Окрашенные участки на верхнем листе могут иметь такие же цвета как окрашенные участки на слое носителя, но с другой интенсивностью, или они могут отличаться. Например, пурпурные участки или линии можно использовать для иллюстрации барьеров. Выбирая различные цвета и/или интенсивности цвета, можно визуализировать функциональные участки, такие как входной участок для жидкости и впитывающая сердцевина, и передней, задний и боковые барьеры. Указатели того, как позиционировать продукт в ходе использования, можно предусмотреть, например, с помощью окрашенного участка, имеющего определенную форму, например, форму сердца.
Цвета окрашенных участков, предусмотренных на слое носителя и на верхнем листе, можно выразить согласно CIELAB Color Scale, которое представляет собой цветовое пространство, определенное International Commission on Illumination. Оно описывает все цвета, видимые глазом человека, и создано, чтобы служить в качестве независимой от устройств модели для использования в качестве эталона (например, CIE Publication 15.2 (1986), Section 4.2).
Цветовое пространство CIELAB организовано в сферической форме с осью L*, проходящей сверху вниз, и с осями a* и b*, расположенными в горизонтальной плоскости. В целом, значения L* шкалы CIE представляют собой единицы измерения коэффициента отражения света, и чем выше это значение, тем светлее цвет, поскольку материал с более светлым цветом отражает больше света. Шкала L* содержит 100 равных делений единиц, абсолютно черный находится внизу шкалы (L=0) и абсолютно белый находится вверху шкалы (L=100). Таким образом, при измерении значений L* материалов, используемых во впитывающих изделиях в контексте настоящего изобретения, чем ниже значение на шкале L*, тем темнее материал. Ось a* представляет собой ось красный/зеленый (+a*=красный, -a*=зеленый), в то время как b представляет собой ось желтый/голубой (+b*=желтый, -b*=голубой). Значения L*, a* и b* можно измерить с использованием любого соответствующего оборудования, например, колориметр MINOLTA model CR-300 instrument (доступен от Minolta Company, Japan), который дает координаты L*, a*, b*, из которых можно определить значение ΔE* между двумя цветовыми точками. Фигура 5 показывает цветовую сферу, используемую для представления цвета в системе CIELAB, и Фигура 6 показывает горизонтальную плоскость цветовой сферы для L=50.
Значения L*a*b* окрашенных участков можно измерить на материале, взятом in-situ на слое носителя как таковом и/или in-situ на стороне, обращенной к телу, готового впитывающего продукта.
Как сказано выше, для эстетических целей, может быть предпочтительным, чтобы оттенок цвета латеральных зон выбирался скорее в голубой или зеленой области, чем в желтой или красной области. Кроме того, обнаружено, что нетканый материал с голубыми и зелеными пигментами может лучше скрывать лежащие под ним пятна крови или мочи. Таким образом измеренные значения a* и b* преимущественно могут быть такими, чтобы выполнялось отношение b* меньше или равно -a*. Это отношение может также выражаться в терминах значений углов, относящихся к горизонтальному цветовому диску, представленному на Фиг.6. Принимая любой цвет на оси +a* как имеющий угол ω ("омега") равный 0, любой цвет на +b* как имеющий угол ω +90°, и так далее, в этом случае отношение b* равно или меньше чем -a* эквивалентно углу ω от 135° до 315°. Обнаружено, что цвета в голубом или лиловом тоне являются еще более предпочтительными, для них соответствующим является угол ω от 135° до 315° или 180°-290°.
Впитывающий продукт может также содержать дополнительный адгезивный слой, расположенный между входным слоем для жидкости и верхним листом, и при этом верхний лист соединен со слоем носителя через входные отверстия для жидкости во входной области для жидкости. Тем самым, входной слой для жидкости будет удерживаться с двух сторон, что делает возможным увеличение открытой площади входной области для жидкости таким образом, что входной материал для жидкости со щелями может растягиваться до большей степени, что, в свою очередь, приводит к экономии входного материала для жидкости.
Слой верхнего листа и слой нижнего листа впитывающего продукта простираются вместе латерально вне впитывающей сердцевины вдоль всей его периферии. Слой верхнего листа может состоять из любого материала проницаемого для жидкости, известного для этой цели, то есть мягкого и проницаемого для жидкости, такого как слой нетканого материала или перфорированная пластиковая пленка, пластиковая или текстильная сетка, и проницаемые для жидкости слои пены. Верхний лист также может состоять из ламината из двух или более листов из одинаковых или различных материалов верхнего листа, или слой верхнего листа состоит из различных материалов в различных частях проницаемой для жидкости поверхности, обращенной к пользователю. Чтобы цветовые различия или окрашенные участки были видны пользователю, проницаемый для жидкости верхний лист может соответствующим содержать просматриваемый насквозь материал, сквозь который видны окрашенные участки или цветовые различия. Объединенный материал верхнего листа и материал входного слоя для жидкости могут иметь максимальную непрозрачность, которая достаточно низкая для того, чтобы окрашенные участки были видны сквозь оба эти слоя. Просматриваемый насквозь материал может представлять собой нетканый материал или материал пластика, который достаточно прозрачен для того, чтобы цветовое различие было видно или, по меньшей мере, ощущалось сквозь материал; или это может быть относительно непрозрачный материал, содержащий отверстия, через которые видны цветовые различия, такой как апертурированный материал пластика или нетканый материал. Просматриваемый насквозь материал может также представлять собой текстильную сетку, имеющую отверстия между нитями в материале, через которые видны цветовые различия. Важно, чтобы свойства верхнего листа выбирались так, чтобы окрашенные участки, присутствующие в слое носителя, могли различаться со стороны впитывающего продукта, обращенной к телу. Таким образом может быть удобным выбрать материал для верхнего листа таким образом, чтобы непрозрачность объединенного материала входного слоя для жидкости и материала верхнего листа была достаточно низкой, чтобы окрашенные участки различались со стороны впитывающего продукта, обращенной к телу. Объединенная непрозрачность, соответственно, составляет 5-70%, или 10-70%, или 10-60%.
Непроницаемый для жидкости слой нижнего листа располагается на поверхности продукта, обращенной к предмету одежды, и предназначается для контакта с предметами одежды в ходе использования. Материалы нижнего листа, которые только отталкивают жидкость, можно использовать в случаях, когда ожидается захват относительно малых количеств телесных жидкостей. Слой нижнего листа может состоять из непроницаемой для жидкости пластиковой пленки, листа нетканого материала, который покрыт барьерным материалом для жидкости, чтобы он был непроницаемым для жидкости, из непроницаемых для жидкости пен и непроницаемых для жидкости ламинатов, или из любого другого листа гибкого материала, который может противостоять проникновению жидкости. Однако, было бы предпочтительным, если бы слой непроницаемого для жидкости нижнего листа был дышащим, то есть давал возможность для прохождения паров воды через нижний лист. Кроме того, нижний лист может иметь наружную поверхность, обращенную к предмету одежды, из текстильного материала, такого как нетканый материал.
Впитывающий волокнистый слой может изготавливаться из впитывающего материала, такого как пульпа распушенной целлюлозы, ткань, и тому подобное, и он может содержать суперпоглотители, то есть полимерные материалы, которые могут впитывать массу телесной жидкости, во много раз превышающую их собственную массу, и образовывать гидрогель. Суперпоглотители могут смешиваться с пульпой распушенной целлюлозы и/или могут располагаться в карманах или слоях впитывающего волокнистого слоя. Волокна могут представлять собой волокна пульпы и материал суперпоглотителя может представлять собой частицы на основе полиакрилата.
Кроме того, впитывающая сердцевина может содержать еще невпитывающие компоненты, такие как элементы, придающие жесткость, элементы, придающие форму, связующие, и тому подобное. Впитывающая сердцевина может, например, содержать впитывающий материал в форме тисненного слоя, содержащего целлюлозную пульпу и частицы суперпоглотителя. Впитывающий волокнистый слой может, соответствующим образом, иметь плотность 0,092-0,160 гсм3 и базовую массу 200-640 г/м2. Впитывающая сердцевина может дополнительно содержать компоненты для улучшения свойств впитывающей сердцевины, такие как связывающие волокна, материалы, диспергирующие текучие среды, индикаторы смачиваемости, и тому подобное, как известно в данной области.
Когда указанный выше впитывающий продукт имеет форму гигиенической прокладки, прокладки для страдающих легким недержанием, или чего-либо подобного, он может дополнительно содержать средства крепления для крепления впитывающего продукта внутри предмета одежды типа поддерживающих трусов, такого как пара специальных трусов. Средства крепления могут иметь форму двух продолжающихся в продольном направлении полос адгезива, чувствительного к давлению, расположенных на обращенной к поверхности предмета одежды нижнего листа. Средства крепления могут покрываться съемным защитным слоем, например, силиконизированной бумагой, нетканым материалом или любым другим съемным материалом, как известно в данной области. Перед помещением впитывающего продукта в поддерживающих трусах, защитный слой удаляется со средств крепления, для удаления адгезива, и чтобы сделать их доступными для крепления к предмету одежды типа трусов.
Указанный выше впитывающий продукт можно изготавливать различными способами. Когда центральная входная область для жидкости впитывающего продукта получается посредством вырезания структуры щелей и растяжения материала входного слоя для жидкости в поперечном направлении, входной слой, соответствующим образом, крепится в его растянутом состоянии, чтобы предотвратить возвращение растянутых отверстий в более закрытое состояние. Это можно осуществить посредством адгезивного крепления, где адгезив наносится на части площади самого входного слоя или на соседние компоненты. Наиболее эффективные крепления получают, когда, по существу, вся поверхность, которая находится в контакте с соседним компонентом, покрывается адгезивом, как мелкая структура или как слой, полностью покрывающий поверхность. Если входной материал для жидкости представляет собой перфорированный нерастянутый материал, требования к его креплению на соседних компонентах ниже, но по-прежнему может быть предпочтительным крепление слоя по всей поверхности.
При изготовлении впитывающего продукта можно использовать такие же материалы, как описано выше относительно впитывающего продукта.
Указанный выше впитывающий продукт можно изготавливать с помощью следующего способа. Способ включает стадию вырезания множества щелей в центральной области непрерывного полотна материала входного слоя для жидкости таким образом, что щели растягиваются продольно, в машинном направлении. Полотно материала входного слоя для жидкости предпочтительно представляет собой полотно из полимерной пены, имеющей открытые или закрытые ячейки. Щели могут вырезаться в виде структуры и иметь длину и расстояние между ними, как описано выше в отношении впитывающего продукта. Например, щели могут иметь длину в продольном направлении от 3,0 до 20,0 мм, или от 4,0 до 16,0 мм, или от 5,0 до 12,0 мм. После получения щелей, непрерывное полотно материала входного слоя для жидкости растягивается поперечно, в направлении перпендикулярном машинному направлению, при этом щели растягиваются в виде отверстий, имеющих размеры и структуры, как описано выше относительно впитывающего продукта. Растяжение может осуществляться посредством захвата продольных боковых краев материала и вытягивания их в противоположных поперечных направлениях. Полотно материала входного слоя для жидкости растягивается поперечно, в направлении перпендикулярном машинному направлению, пока центральная в продольном направлении область не будет иметь желаемой поперечной ширины, тем самым щели растягиваются в виде отверстий. Снабженная щелями и растянутая центральная область непрерывного полотна материала входного слоя для жидкости будет формировать входную область для жидкости в готовом впитывающем продукте. При поперечном растяжении полотна входного материала для жидкости, в направлении перпендикулярном машинному направлению, полотно входного материала для жидкости растягивается до заданной желаемой поперечной ширины, тем самым щели растягиваются в виде отверстий. Один или несколько окрашенных участков присутствуют на полотне материала носителя до нанесения на нее адгезива. Окрашенные участки могут наноситься на полотно материала носителя посредством печати, на стадии печати, включенной в способ изготовления впитывающего продукта, или может предусматриваться заранее отпечатанный материал носителя. Могут рассматриваться и другие средства нанесения окрашенных участков.
В дополнение к окрашенным участкам, предусмотренным на слое носителя, дополнительные окрашенные участки могут предусматриваться на поверхности верхнего листа. Подобным же образом, такие дополнительные участки могут наноситься на материал верхнего листа на стадии печати, включенной в способ изготовления впитывающего продукта, или может предусматриваться заранее отпечатанный материал верхнего листа.
Адгезив наносят на непрерывное полотно материала носителя, и полотно материала носителя объединяется с непрерывным полотном материала входного слоя для жидкости в виде объединенной полотна, которую затем режут на компоненты входного слоя. Адгезив может наноситься на материал носителя посредством распыления или нанесения посредством оборудования со щелевым соплом. Впитывающий волокнистый материал предусматривается в форме отдельных впитывающих волокнистых компонентов, которые объединяются с компонентом входного слоя пены и заключаются между непрерывным полотном материала верхнего листа и непрерывным полотном материала нижнего листа. По меньшей мере, материал верхнего листа и материал нижнего листа соединяются вдоль наружных краев впитывающего продукта. Полученный в результате объединенный материал вырезают в желаемой форме с получением таким образом впитывающего продукта. Впитывающие волокнистые компоненты могут быть получены любым другим пригодным для использования способом, например, посредством вырезания кусков желаемой формы из непрерывного полотна волокнистого впитывающего материала, или посредством формирования мата.
Для повышения экономии материала, полотно материала входного слоя для жидкости может растягиваться в поперечном направлении пока центральная в продольном направлении область не будет иметь поперечную ширину, которая равна минимальной поперечной ширине компонента впитывающей сердцевины. Полотно материала входного слоя для жидкости может растягиваться до одинаковой степени по всей своей продольной длине для упрощения стадии растяжения.
Способ может также включать стадию нанесения адгезива на поверхность полотна материала верхнего листа, обращенную к компоненту входного слоя для жидкости, до заключения компонентов сердцевины и сжатия слоев вместе, так что слой материал верхнего листа соединяется со слоем носителя сквозь отверстия, сформированные во входном слое для жидкости.
Описание чертежей
Фигуры 1-4 схематически иллюстрируют описанный выше впитывающий продукт и способ в качестве примера.
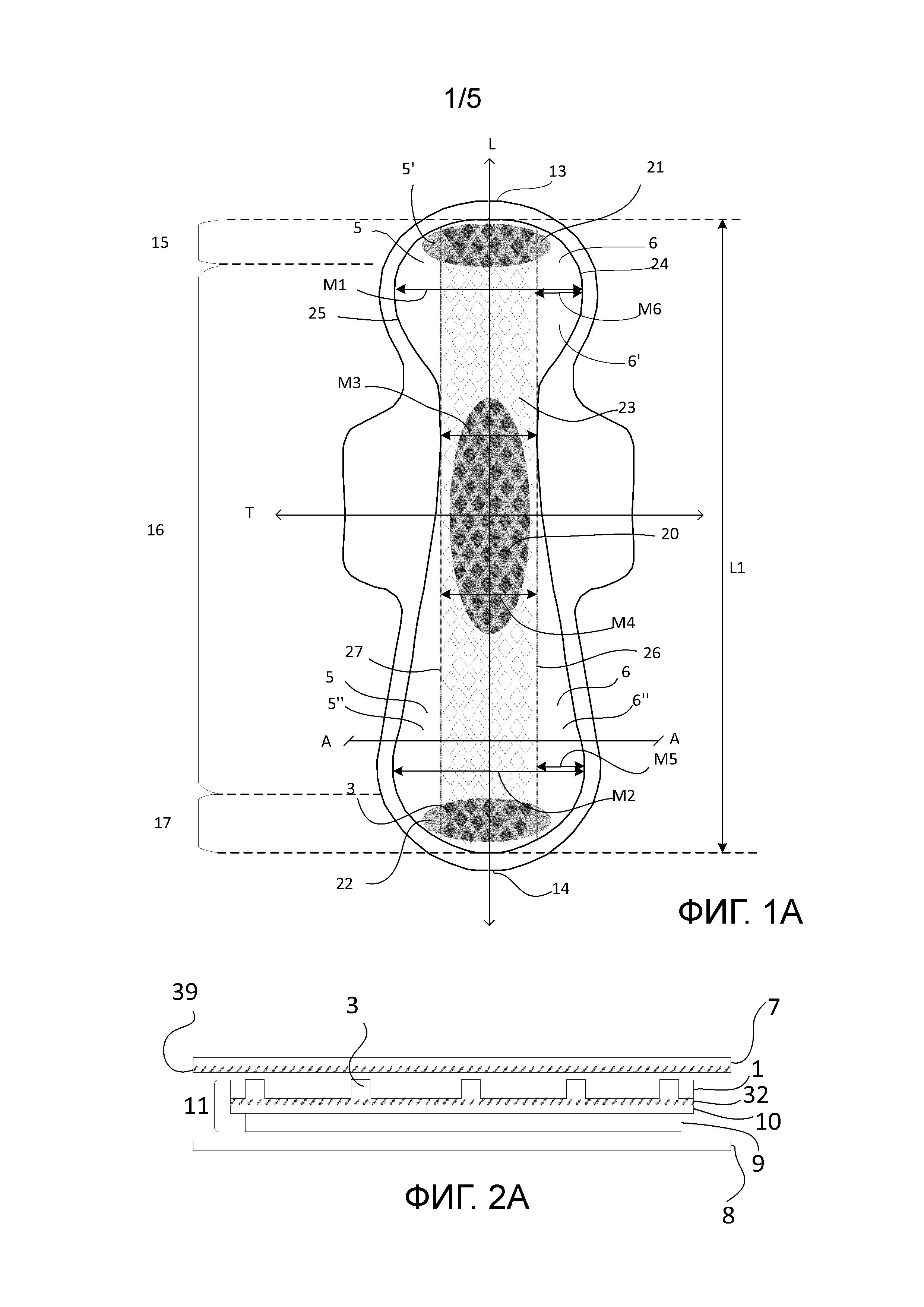
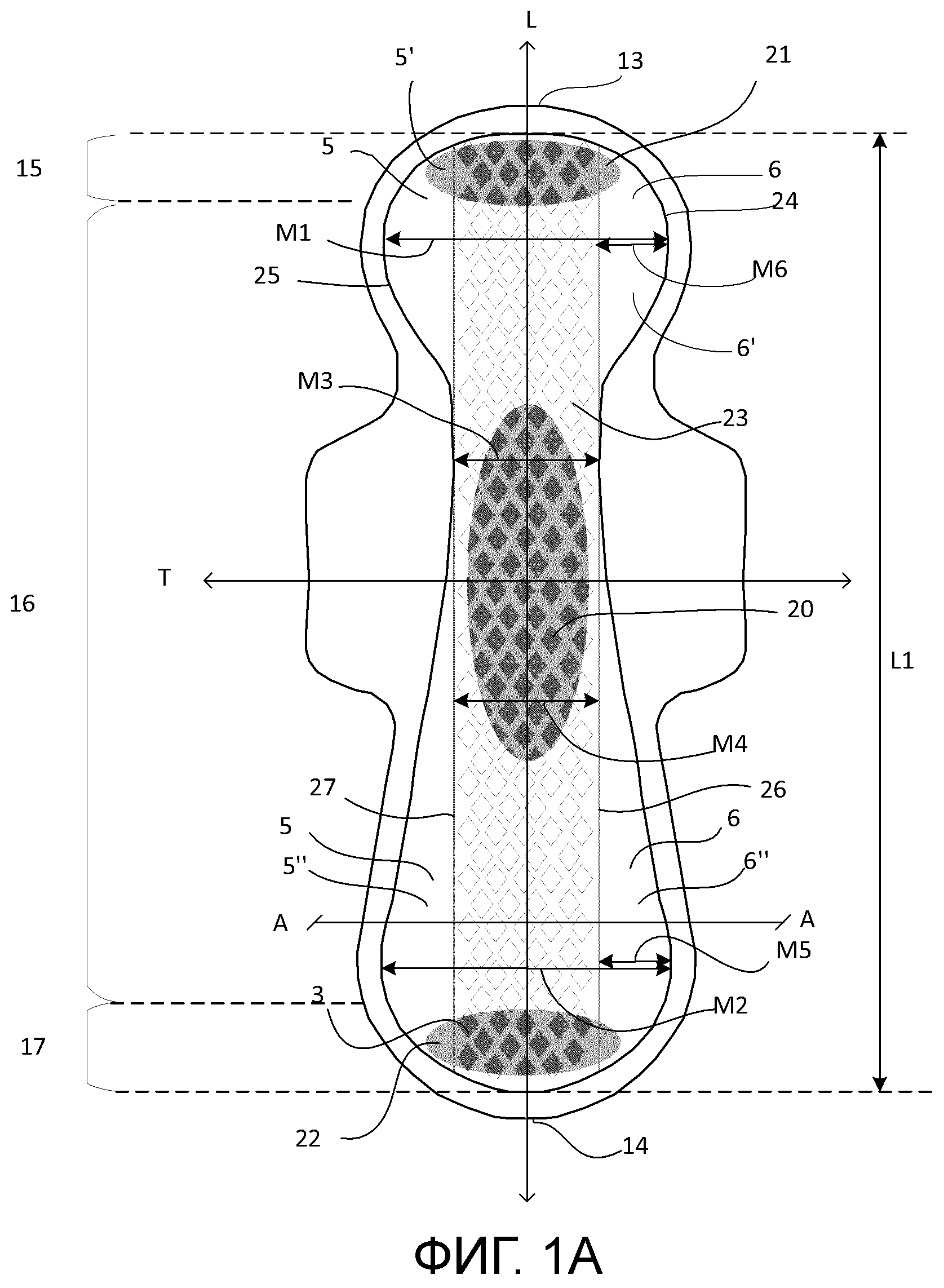
Фигура 1A показывает вид сверху впитывающего продукта в форме гигиенической прокладки, имеющей продольное направление L и поперечное направление T, и Фиг.2A показывает поперечное сечение этого же продукта вдоль линии A-A. Гигиеническая прокладка на Фиг.1A изображена с крылышками, которые могут также отсутствовать. Впитывающий продукт содержит проницаемый для жидкости верхний лист 7, непроницаемый для жидкости нижний лист 8 и впитывающую сердцевину 11, заключенную между верхним листом 7 и нижним листом 8. Впитывающая сердцевина 11 имеет длину L1, продолжающуюся в продольном направлении впитывающего продукта между передним краем 13 и задним краем 14 впитывающей сердцевины, и она имеет продолжающиеся, по существу, продольно боковые края 24, 25. Как можно увидеть на Фигурах 1A и 2, верхний лист 7 и нижний лист 8 простираются вне периферии впитывающей сердцевины 11. В показанном примере, впитывающая сердцевина 11 содержит переднюю часть, имеющую максимальную переднюю поперечную ширину M1, и заднюю часть, имеющую максимальную заднюю поперечную ширину M2, и впитывающая сердцевина 11 дополнительно имеет промежуточную минимальную поперечную ширину M3 в точке, расположенной в продольном направлении между указанной передней частью и указанной задней частью, где впитывающая сердцевина при промежуточной минимальной поперечной ширине M3 уже, чем при передней и задней максимальной поперечной ширине M1, M2. Впитывающая сердцевина 11 содержит переднюю конечную часть 15, заднюю конечную часть 17 и промежуточную часть 16, расположенную между передней и задней частями 15, 17 в продольном направлении впитывающей сердцевины 11. Передняя и задняя конечные области 15, 17, каждая, имеют длину L2, L3 в продольном направлении L от переднего конечного края 13 и до заднего края 14.
В этом варианте осуществления, впитывающая сердцевина 11 содержит промежуточную часть 16, расположенную между передней частью 15 и задней частью 17 в продольном направлении впитывающей сердцевины 11, и промежуточная минимальная поперечная ширина M3 располагается в промежуточной части 16.
Окрашенные участки 21, 22 присутствуют на слое носителя 10 в передней и задней конечных областях 15, 17 впитывающей сердцевины 11, и окрашенный участок 20 присутствует в промежуточной части 16 впитывающей сердцевины 11. Посредством материала 101 пены для входа жидкости, имеющего непрозрачность 5-60% или 10-50%, или 10-40%, и, соответственно, также проницаемого для жидкости верхнего листа 7 в форме просматриваемого насквозь материала, сквозь них видны окрашенные участки 20, 21, 22. Фиг.1A показывает окрашенные участки 20, 21, 22, которые видны при двух различных интенсивностях цвета.
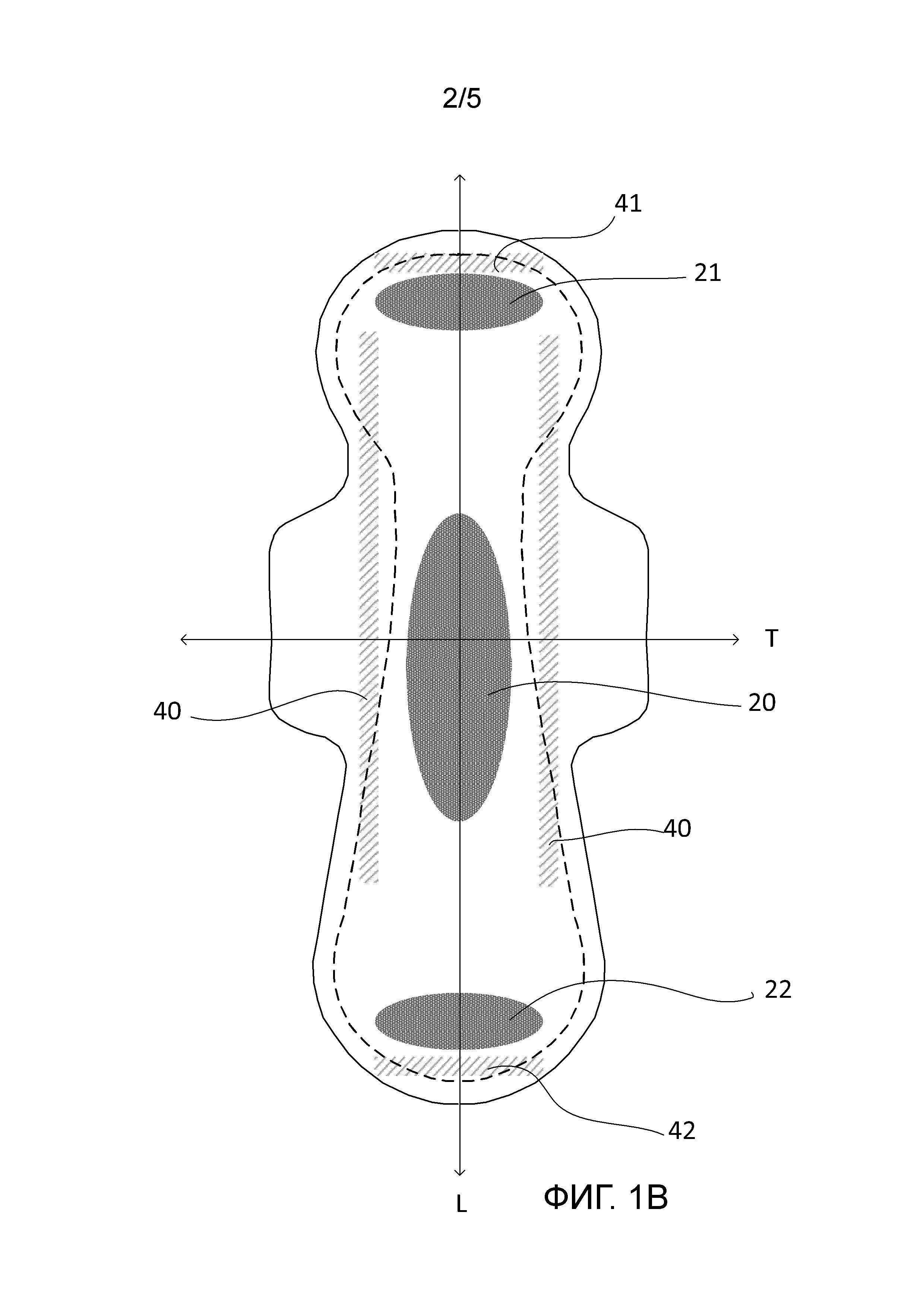
Фигура 1B представляет собой схематический вид сверху продукта подобного тому, что показан на Фигуре 1A, иллюстрирующий, как окрашенные участки могут располагаться на продукте. В этом случае, окрашенные участки 20, 21, 22 предусматриваются на слое носителя, а дополнительные окрашенные участки 40, 41, 42 предусматриваются на верхнем листе. Для простоты, на Фиг.1B показаны только окрашенные участки, а контур впитывающей сердцевины 11 показан прерывистой линией.
Фиг.2A представляет собой схематический вид поперечного сечения продукта на Фигуре 1 вдоль линии A-A на Фиг.1. Окрашенные участки 20, 21, 22, предусмотренные на слое носителя, и дополнительные окрашенные участки 40, 41, 42, предусмотренные на верхнем листе, не показаны на Фиг.2A. Как показано на Фиг.2A, впитывающая сердцевина 11 содержит впитывающий волокнистый слой 9, расположенный на той стороне впитывающей сердцевины, которая находится ближе всего к непроницаемому для жидкости нижнему листу 8, и входной слой 1 для жидкости, расположенный на той стороне впитывающей сердцевины, которая находится ближе всего к проницаемому для жидкости верхнему листу 7. Фиг.1A показывает, как впитывающая сердцевина 11 содержит центральную в поперечном направлении входную область для жидкости 23, которая продолжается в продольном направлении впитывающей сердцевины и имеет продолжающиеся, по существу, продольно боковые края 26, 27, но расстояние между этими боковыми краями может слегка изменяться. Входная область для жидкости 23 имеет поперечную ширину M4, которая равна минимальной поперечной ширине M3 впитывающего волокнистого слоя 9, так что области 5, 6 боковых краев располагаются в передней и задней частях 15, 17 в поперечном направлении вне входной области 23 для жидкости. В этом примере боковые края 16, 27 центральной входной области 23 для жидкости параллельны друг другу и продольной оси впитывающего продукта, так что ширина M4 одинаковая по всей его длине. Области 5', 6' боковых краев передней части 15 имеют максимальную ширину M6, а области 5ʺ, 6ʺ боковых краев задней части 17 имеют максимальную ширину M5. В показанном примере, ширина M6 передних областей 5', 6' боковых краев такая же как ширина M5 задних областей 5'', 6'' боковых краев, но ширина M6 области передних боковых краев может также быть меньше, чем ширина M5 области задних боковых краев.
Впитывающий продукт содержит слой 10 носителя, расположенный между входным слоем 1 для жидкости и впитывающим волокнистым слоем 9, и адгезивный слой 32, расположенный между входным слоем 1 для жидкости и слоем 10 носителя. Дополнительный адгезивный слой 39 может быть располагаться между входным слоем 1 для жидкости и верхним листом 7, и верхний лист 7 может прикрепляться к слою 10 носителя с помощью растянутых щелевых отверстий 3 посредством предоставления возможности для соединения адгезивных слоев 32, 39 через растянутые щелевые отверстия 3, это иллюстрируется на Фиг.2B под номером 30. Когда слои впитывающего продукта объединяются, слой 10 носителя будет адгезивно прикрепляться к слою верхнего листа 7 через отверстия 3 во входной области 23 для жидкости, посредством адгезивных слоев 39, 32.
Входной слой для жидкости не содержит входных отверстий для жидкости в областях 5, 6 боковых краев. В показанном примере, поперечная ширина M4 входной области 23 для жидкости равна минимальной поперечной ширине M3 впитывающей сердцевины, это означает, что в этом положении нет областей боковых краев. Однако, по желанию, области боковых краев могут иметь место в поперечном направлении вне центральной части по всей длине впитывающей сердцевины.
Множество входных отверстий 3, предусмотренных во входном слое 1 для жидкости, могут формироваться из множества щелей, которые растягиваются в виде отверстий посредством поперечного растяжения полотна материала пены для входа жидкости, из которой изготавливают входной слой 1 для жидкости, до включения в продукт. Это показано более подробно на Фигурах 3A и 3B. В этом примере, входная область 23 для жидкости продолжается в продольном направлении вдоль 100% впитывающей сердцевины 11.
Фиг.3A показывает вид сверху материала 1 пены для входа жидкости после того, как в ней проделаны щели, но до ее растяжения, и показывает, как вырезают структуру продольных щелей 2. Нерастянутый еще материал 1 пены для входа жидкости имеет в своем поперечном направлении центральную область 4 со щелями и двумя областями 5, 6 боковых краев без щелей. Щели 2 на Фиг.3A прямые, но они могут иметь любую пригодную для использования форму такую, например, как волнообразная. В показанном примере, щели 2 предусматриваются в виде структуры с рядами, расположенными в шахматном порядке, продолжающимися в продольном направлении входного материала 1. Щели 2 располагаются на расстоянии B в одном продольном ряду, и соседние ряды располагаются на расстоянии C друг от друга в поперечном направлении. Каждая щель 2 в структуре имеет длину щели A и ширину W1.
На Фиг.3B материал пены для входа жидкости на Фиг.3A показан после того, как его растягивают в направлении перпендикулярном направлению щели 2, то есть после того, как щели 2 открываются с образованием отверстий 3. Щели 2 теперь растягиваются до отверстий ромбической формы или ромбических карманов и имеют продольную длину L2 и поперечную ширину W2. Области 5, 6 боковых краев по-прежнему не содержат отверстий.
В показанном примере, часть центральной области 4, формирующая входную область 23 для жидкости, имеет поперечную ширину M4, которая равна минимальной поперечной ширине M3 впитывающего волокнистого слоя 9, так что области 5, 6 боковых краев располагаются в передней и задней частях 15, 17 в поперечном направлении вне входной области 23 для жидкости. В этом примере, боковые края 16, 27 центральной входной области 23 для жидкости параллельны друг другу и продольной оси впитывающего продукта, так что ширина M4 одинакова по всей длине. Области 5', 6' боковых краев передней части 15 имеют максимальную ширину M6, а области 5ʺ,6ʺ боковых краев задней части 17 имеют максимальную ширину M5. В показанном примере, ширина M6 передних областей 5', 6' боковых краев является такой же как ширина M5 задних областей 5'', 6'' боковых краев, но ширина M6 передней области боковых краев может также быть меньше, чем ширина M5 задней области боковых краев.
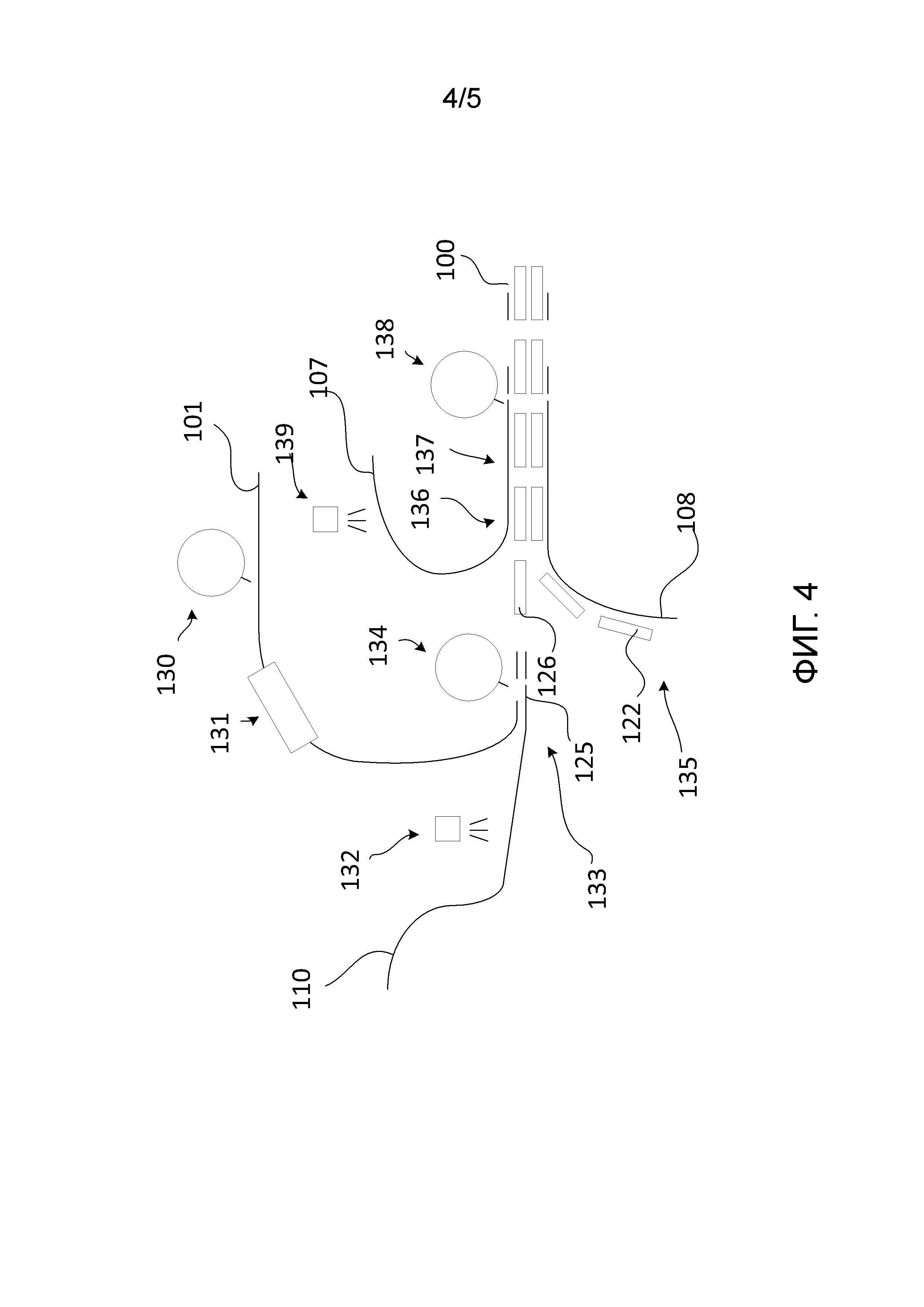
Фиг.4 схематически показывает способ изготовления впитывающего продукта, включающий стадии
- вырезания 130 множество щелей 2 в центральной области 4 непрерывного полотна материала 101 пены для входа жидкости, указанные щели простираются продольно, в машинном направлении;
- растяжения 131 полотна материала 101 пены для входа жидкости в поперечном направлении, в направлении перпендикулярном машинному направлению до заданной желаемой поперечной ширины M4, при этом щели 2 растягиваются в виде отверстий 3;
- нанесения адгезива 132 на непрерывное полотно материала 110 носителя, где один или несколько окрашенных участков 20, 21, 22 присутствуют на полотне материала 110 носителя до нанесения на него адгезива;
- объединения 133 непрерывного полотна материала 101 пены для входа жидкости и полотна материала 110 носителя в объединенную полотно 125;
- вырезания 134 компонентов 126 входного слоя пены из объединенной полотна 125;
- получения 135 отдельных впитывающих компонентов 122;
- заключения 136 компонента 126 входного слоя пены и впитывающего компонента 122 между непрерывным полотном материала 107 верхнего листа и непрерывным полотном материала 108 нижнего листа;
- соединения 137, по меньшей мере, материала 107 верхнего листа и материала 108 нижнего листа вдоль наружных краев впитывающего продукта;
- вырезания 138 объединенного материала в желаемой форме, с получением таким образом впитывающего продукта 100.
Способ, показанный на Фиг.4, также включает нанесение адгезива 139 на поверхность полотна материала 107 верхнего листа, обращенного в сторону компонента 126 пены для входа жидкости, до заключения компонентов 126, 122 сердцевины и сжатия 135 слоев вместе таким образом, что слой материала 10 7верхнего листа прикрепляется к слою 110 носителя через отверстия 3, сформированные во входном слое 101 для жидкости. Окрашенные участки 20, 21, 22 могут наноситься на полотно материала 110 носителя посредством печати. Способ может дополнительно включать нанесение одного или нескольких окрашенных участков 40, 41, 42 на поверхность верхнего листа 7 посредством печати.
Примеры
Толщину слоя материала пригодного для входного слоя для жидкости измеряют с помощью прикладываемого давления 0,5 кПа на неапертурированный и нерастянутый кусок материала. Площадь датчика-лапки для измерения толщины составляет 45 × 45 мм, или он в любом случае должен быть меньше образца. Осторожно отделяют входной слой для жидкости от изделия и измеряют толщину на репрезентативном участке. Датчик-лапку опускают медленно и осторожно на образец, и оставляют его в покое в течение 10 секунд перед регистрацией толщины. Если пена имеет нерегулярную толщину, нужно брать среднее значение по пяти репрезентативным точкам измерений.
Плотность вычисляют посредством взвешивания образца (в граммах), а затем деления массы на объем образца (в см3). Объем измеряют посредством умножения толщины (измеренной как описано выше) на площадь образца. Плотность относят к гомогенному материалу, исключая таким образом любые щели или отверстия.
Непрозрачность измеряют согласно International Standard ISO 2471:2008(E) - Paper and board - Determination of opacity (paper backing) - Diffuse reflectance method. Этот способ происходит из бумажной промышленности, но является пригодным для использования также и в этом контексте. Входной слой осторожно отделяют от впитывающего продукта. Непрозрачность измеряют на участке, который не содержит щелей или отверстий. В случае, когда непрозрачность изменяется по площади входного слоя, например, из-за частичного изменения цвета или различий базовой массы, участок с наименьшей непрозрачностью должен считаться репрезентативным для входного слоя.
Таблица 1 ниже показывает примеры соответствующих коммерчески доступных материалов, которые можно использовать для входного слоя для жидкости у впитывающей сердцевины. Эталонный образец представляет собой нетканый материал, полученный суховоздушным формованием. Полученный суховоздушным формованием нетканый материал может быть получен с помощью распушенной целлюлозы, древесной пульпы, где распушенные волокна диспергируются в быстро движущем потоке воздуха и конденсируются на движущемся сите посредством давления и вакуума. Полотно может связываться с помощью полимера и/или термопластичной смолы, диспергируемой внутри пульпы. Полотно может термически связываться (под действием тепла), связываться латексом (с помощью адгезива) или связываться с помощью нескольких способов (сочетания термического связывания и связывания латексом), или связываться механически (высокое сжатие и температура, связывание с помощью водорода).
Таблица 1.
|
* ISO 2471:2008(E) - Paper and board - Determination of opacity (paper backing) - Diffuse reflectance method
Материал пены для входа жидкости, имеющий низкую толщину и плотность, является предпочтительным по причинам комфорта и незаметности.
Материал образца 5 представляет собой пену, имеющую высокий коэффициент отражения благодаря включению белого пигмента. Пена образца 4 имеет относительно высокую толщину и базовую массу, что придает более высокую непрозрачность. Материал образца 2 представляет собой пену, имеющую наиболее предпочтительную непрозрачность, хотя все пены в таблице достаточно прозрачны для того, чтобы быть пригодными для входного слоя для жидкости. Все образцы 6-13 ваты имеют низкую непрозрачность по сравнению с эталоном.
Пачка, содержащая стопку абсорбирующего бумажного материала салфеток и упаковку
Пачка, содержащая стопку абсорбирующего бумажного материала салфеток и упаковку
Насос для выдачи текучих сред
Выдачное устройство для рулонов
Датчик полного сопротивления для обнаружения и контроля влаги во впитывающих изделиях
Впитывающее изделие с показанной впитывающей зоной
Транспортная упаковка для индивидуальных упаковок впитывающего тонкого бумажного материала
Кондиционирующая накладка для ухода за кожей интимной зоны, содержащая нетканый материал
Пригодное для ношения одноразовое впитывающее изделие
Впитывающее изделие с усовершенствованной системой скрепления и способ изготовления такого впитывающего изделия
Впитывающее изделие, содержащее пеноматериал
Впитывающее изделие, содержащее пеноматериал

