Результат интеллектуальной деятельности: ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ПЕНОМАТЕРИАЛ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к впитывающему изделию, такому как гигиеническая прокладка, содержащему проницаемый для жидкостей, верхний лист, не проницаемый для жидкостей, задний лист и впитывающую сердцевину, заключенную между ними, и к способу изготовления таких впитывающих изделий.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
К впитывающим изделиям, таким как гигиенические прокладки, предъявляются высокие требования, заключающиеся в том, что данные изделия должны быть незаметными, мягкими и комфортными для ношения и в то же время обеспечивали надежную защиту от утечки.
В случае гигиенических прокладок, предназначенных для впитывания менструальной текучей среды, более вязкой, чем моча, выделяемой организмом, текучей среде часто труднее достичь впитывающей сердцевины, расположенной под верхним листом. Менструальная текучая среда может легко перемещаться по обращенной к пользователю стороне верхнего листа под действием силы тяжести, движений пользователя и давления, создаваемого пользователем. Перемещение менструальной текучей среды к краям изделия увеличивает вероятность утечки и, кроме того, вызывает размазывание менструальной текучей среды по коже пользователя, затрудняя очистку. Желательно, чтобы изделия, используемые для впитывания менструальных текучих сред, могли создавать у пользователя ощущение надежности и визуальное впечатление того, что менструальная жидкость впитана впитывающей сердцевиной. Кроме того, желательно минимизировать затраты на изготовление впитывающих изделий.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее раскрытие изобретения относится к впитывающему изделию, содержащему проницаемый для жидкостей, верхний лист, не проницаемый для жидкостей, задний лист и впитывающую сердцевину, заключенную между верхним листом и задним листом. Впитывающая сердцевина имеет длину в продольном направлении впитывающего изделия между передним краем и задним краем, и имеет боковые края, проходящие в продольном направлении. Впитывающая сердцевина содержит впитывающий волокнистый слой, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к не проницаемому для жидкостей, заднему листу, вспененный слой для впуска жидкости, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к проницаемому для жидкостей, верхнему листу, и транспортирующий слой, расположенный между вспененным слоем для впуска жидкости и впитывающим волокнистым слоем. Впитывающая сердцевина содержит переднюю концевую часть, заднюю концевую часть и промежуточную часть, расположенную между передней и задней частями в продольном направлении впитывающей сердцевины. Впитывающая сердцевина дополнительно содержит зону, центральную в поперечном направлении и расположенную во вспененном слое для впуска жидкости, при этом указанная зона проходит вдоль всей длины впитывающей сердцевины в продольном направлении и имеет боковые края, проходящие по существу в продольном направлении. Центральная зона содержит множество прорезей, расположенных со схемой расположения, которая охватывает центральную зону. Прорези имеют вид расширенных щелевых отверстий в той части центральной зоны, которая содержится в промежуточной части впитывающей сердцевины, и прорези имеют вид нерасширенных прорезей в частях указанной центральной зоны, которые содержатся в одной или обеих из передней и задней частей впитывающей сердцевины.
Расширенные щелевые отверстия в промежуточной части вспененного слоя для впуска жидкости могут быть образованы из множества прорезей, которые были расширены до расширенных щелевых отверстий посредством поперечного растягивания полотна пеноматериала для впуска жидкости, из которого образован вспененный слой для впуска жидкости, перед включением в изделие. Нерасширенные прорези могут иметь максимальную ширину раскрыва в поперечном направлении, составляющую 0-1 мм, и расширенные щелевые отверстия могут иметь максимальную ширину раскрыва в поперечном направлении, составляющую 1,5-15 мм или 1,5-5,0 мм. Передняя и/или задняя концевые зоны могут содержать нерасширенные прорези, но не содержат никаких расширенных щелевых отверстий.
Впитывающая сердцевина может дополнительно содержать переднюю переходную зону, расположенную между передней концевой зоной и промежуточной зоной в продольном направлении впитывающей сердцевины, и/или заднюю переходную зону, расположенную между задней концевой зоной и промежуточной зоной в продольном направлении впитывающей сердцевины, при этом прорези постепенно расширяются в указанных передней и/или задней переходных зонах от нерасширенных прорезей до расширенных щелевых отверстий в направлении от указанных передней и задней переходных зон к промежуточной зоне. Каждая из передней и задней концевых зон может иметь длину в продольном направлении соответственно от переднего концевого края и заднего края, составляющую 5-50 мм или 10-25 мм, или 15-20 мм.
Транспортирующий слой может быть образован из материала, который имеет цвет, отличающийся от цвета пеноматериала для впуска жидкости, из которого образован вспененный слой для впуска жидкости. Цветные зоны могут иметься в транспортирующем слое в передней и задней концевых зонах впитывающей сердцевины, и пеноматериал для впуска жидкости может иметь непрозрачность, составляющую 20-100%. Проницаемый для жидкостей, верхний лист может содержать прозрачный материал, сквозь который видны цветные зоны или цвет материала транспортирующего слоя, отличающийся от цвета впускающего пеноматериала.
Вспененный слой для впуска жидкости может содержать боковые краевые зоны, расположенные с обеих сторон центральной зоны между центральной зоной и продольными боковыми краями впитывающей сердцевины в поперечном направлении впитывающего изделия, и при этом пеноматериал для впуска жидкости в каждой из указанных боковых краевых зон свободен от прорезей.
Центральная зона может иметь ширину в поперечном направлении, и впитывающий волокнистый слой может иметь минимальную ширину, при этом ширина центральной зоны в поперечном направлении равна или меньше минимальной ширины впитывающего волокнистого слоя.
Кроме того, настоящее раскрытие изобретения относится к способу изготовления вышеуказанного впитывающего изделия, включающему этапы прорезания множества прорезей в центральной зоне непрерывного полотна пеноматериала для впуска жидкости, при этом указанные прорези проходят продольно в машинном направлении; поперечного растягивания полотна пеноматериала для впуска жидкости в направлении, поперечном к машинному направлению, посредством чего прорези расширяются до расширенных щелевых отверстий; нанесения адгезива на непрерывное полотно транспортирующего материала; соединения непрерывного полотна пеноматериала для впуска жидкости и полотна транспортирующего материала в комбинированное полотно; вырезания компонентов с впускающим вспененным слоем из комбинированного полотна; подачи впитывающих компонентов; вкладывания компонента с впускающим вспененным слоем и впитывающего компонента между непрерывным полотном материала верхнего листа и непрерывным полотном материала заднего листа; соединения, по меньшей мере, материала верхнего листа и материала заднего листа вдоль наружных краев впитывающего изделия; вырезания комбинированного материала с заданной формой, в результате чего получают впитывающее изделие, при этом: при поперечном растягивании полотна пеноматериала для впуска жидкости в направлении, поперечном к машинному направлению, ширину указанного полотна пеноматериала для впуска жидкости увеличивают до заданной желательной ширины в поперечном направлении, и при нанесении адгезива на непрерывное полотно транспортирующего материала адгезив наносят периодически так, чтобы адгезив был нанесен на части полотна транспортирующего материала, которые соответствуют промежуточной части впитывающей сердцевины, и чтобы части, которые соответствуют передней и задней концевым частям впитывающей сердцевины, были свободны от адгезива, или при поперечном растягивании полотна пеноматериала для впуска жидкости в направлении, поперечном к машинному направлению, ширину указанного полотна пеноматериала для впуска жидкости увеличивают периодически так, чтобы части полотна пеноматериала для впуска жидкости были растянуты до заданной желательной ширины в поперечном направлении, и чтобы части, которые соответствуют передней и задней концевым частям впитывающей сердцевины, сохраняли их исходную ширину в нерастянутом состоянии, и при нанесении адгезива на непрерывное полотно транспортирующего материала адгезив наносят непрерывно на полотно транспортирующего материала.
Прорези, прорезанные в полотне пеноматериала для впуска жидкости, могут иметь длину в продольном направлении, составляющую 3,0-20,0 мм или 4,0-16,0 мм или 5,0-12,0 мм.
Способ может дополнительно включать этап нанесения адгезива на поверхность полотна материала верхнего листа, обращенную к компоненту с вспененным слоем для впуска жидкости, перед вкладыванием компонентов сердцевин и сдавливания слоев вместе так, чтобы слой материала верхнего листа был прикреплен к слою транспортирующего материала посредством расширенных щелевых отверстий, образованных во вспененном слое для впуска жидкости.
В способе полотно транспортирующего материала может иметь цвет, отличающийся от цвета полотна пеноматериала для впуска жидкости, или он может содержать одну или более цветных зон, образованных на нем. Данные одна или более цветных зон могут быть образованы посредством печати на обращенной к телу поверхности или на обращенной к предмету одежды поверхности полотна транспортирующего материала.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1А показывает схематический вид сверху впитывающего изделия согласно настоящему раскрытию изобретения.
Фиг.1В показывает фрагмент изделия, показанного на фиг.1А.
Фиг.2А показывает схематический вид изделия по фиг.1 в разрезе, выполненном по линии А-А на фиг.1.
Фиг.2В схематически показывает на схематическом виде то, каким образом верхний лист и транспортирующий слой прикреплены друг к другу посредством отверстий в слое для впуска жидкости, в разрезе, выполненном по линии А-А на фиг.1.
Фиг.3А показывает схематический вид сверху пеноматериала для впуска жидкости перед его растягиванием.
Фиг.3В показывает схематический вид сверху пеноматериала для впуска жидкости по фиг.3А после его растягивания, то есть после расширения прорезей для образования отверстий.
Фиг.4 схематически показывает способ изготовления впитывающего изделия, содержащего растянутый вспененный слой для впуска жидкости.
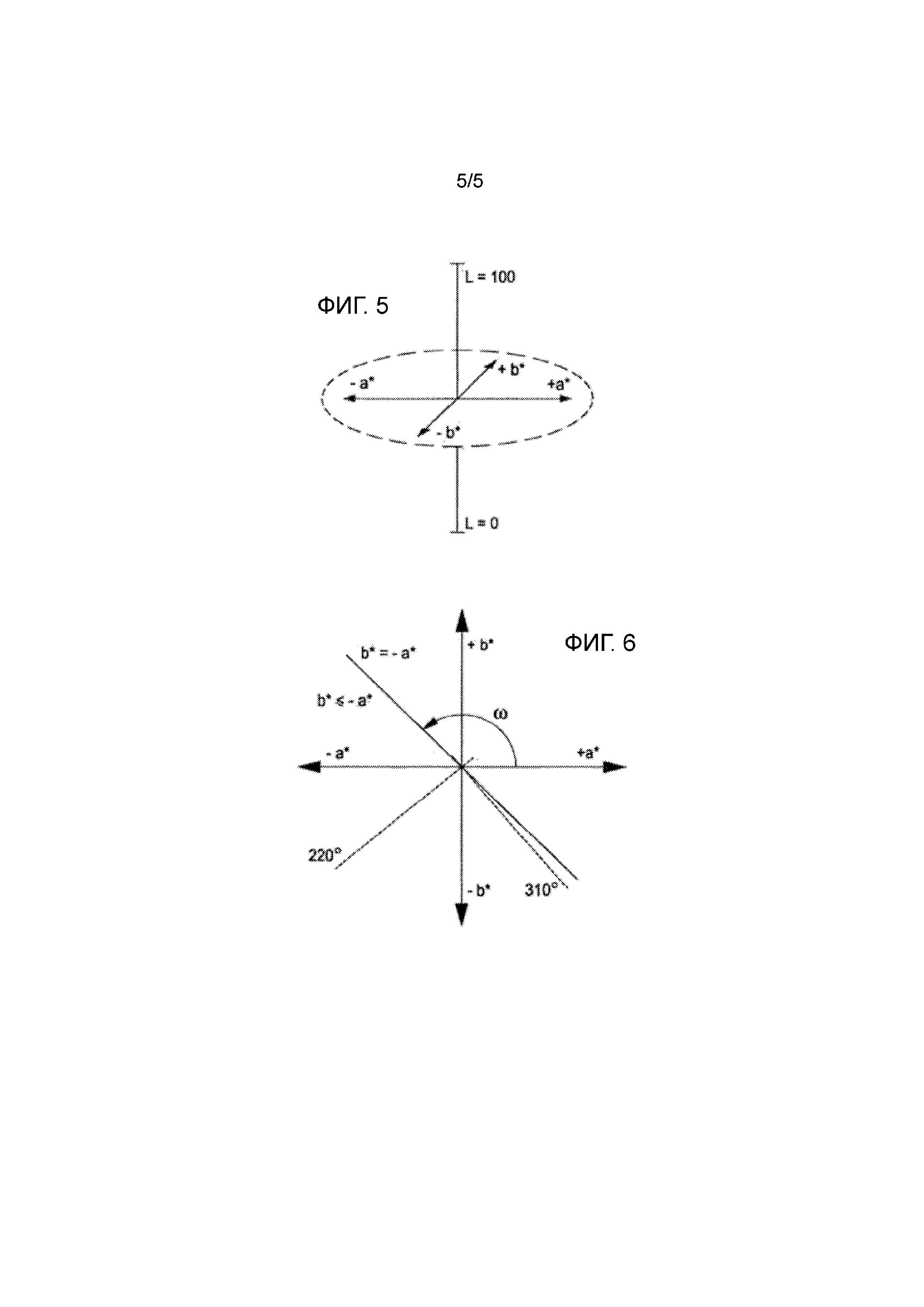
Фиг.5 показывает цветовую «сферу», используемую для отображения цвета в системе CIELAB.
Фиг.6 показывает горизонтальную плоскость цветовой сферы для L=50.
ПОДРОБНОЕ ОПИСАНИЕ
Настоящее раскрытие изобретения относится к гигиеническому впитывающему изделию, такому как гигиеническая прокладка, ежедневная прокладка для трусов, урологическое защитное изделие или подгузник. Впитывающее изделие включает в себя впитывающую сердцевину, расположенную между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом. Впитывающее изделие имеет поперечный задний концевой край, предназначенный для того, чтобы быть ориентированным назад во время использования впитывающего изделия, и передний концевой край, предназначенный для того, чтобы быть обращенным вперед к животу носителя. Впитывающая сердцевина содержит впитывающий волокнистый слой, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к не проницаемому для жидкостей, заднему листу, и вспененный слой для впуска жидкости, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к проницаемому для жидкостей, верхнему листу, и транспортирующий слой, расположенный между вспененным слоем для впуска жидкости и впитывающим волокнистым слоем. Впитывающее изделие, содержащее пеноматериал, ощущается как мягкое, а также является эстетически приятным для многих пользователей. Непрерывная структура многих пеноматериалов придает хорошую податливость и способность к пружинению и к возврату по существу к их исходной форме после подвергания нагружению снаружи, что способствует комфорту для носителя. Впитывающая сердцевина проходит в продольном направлении между передним краем и задним краем и имеет боковые края, проходящие по существу в продольном направлении, и содержит переднюю концевую часть, заднюю концевую часть и промежуточную часть, расположенную между передней и задней частями в продольном направлении впитывающей сердцевины.
Впитывающая сердцевина содержит зону, центральную в поперечном направлении, которая проходит в продольном направлении впитывающей сердцевины и имеет боковые края, проходящие по существу в продольном направлении. Центральная зона, предусмотренная во вспененном слое для впуска жидкости, может быть расположена по существу параллельно продольной осевой линии, проходящей в продольном направлении впитывающего изделия, и необязательно должна повторять наружный контур впитывающей сердцевины или впитывающего изделия, и она может иметь по существу одинаковую ширину на всей ее длине. Вспененный слой для впуска жидкости, как правило, будет закрывать весь впитывающий волокнистый слой. В зоне, центральной в поперечном направлении, вспененный слой для впуска жидкости выполнен с множеством прорезей, расположенных со схемой расположения так, что данная схема расположения охватывает площадь зоны впуска жидкости. В той части центральной зоны, которая содержится в промежуточной части впитывающей сердцевины, прорези имеют вид расширенных щелевых отверстий, в то время как в частях указанной центральной зоны, которые содержатся в одной или обеих из передней и задней частей впитывающей сердцевины, прорези имеют вид нерасширенных прорезей. Та часть центральной зоны, в которой прорези имеют вид расширенных щелевых отверстий, будет служить в качестве зоны впуска жидкости, и место расположения промежуточной части впитывающей сердцевины соответствует промежностной зоне изделия, и промежуточная часть будет расположена во время использования в месте, где наиболее вероятно излияние жидкости. Части центральной зоны, в которых прорези имеют вид нерасширенных прорезей, будут служить в качестве барьерной зоны, которая может способствовать предотвращению утечки на переднем и/или заднем концах впитывающего изделия. Когда передняя и/или задняя концевые зоны содержат нерасширенные прорези, но не содержат никаких расширенных щелевых отверстий, защита от утечки по существу такая же, как если бы пеноматериал был полностью свободен от отверстий в данной зоне. Пеноматериал как таковой, как правило, не впитывает жидкость в какой-либо существенной степени.
Множество впускных отверстий во вспененном слое для впуска жидкости могут быть образованы из множества прорезей, проходящих в продольном направлении, которые были расширены до отверстий посредством поперечного растягивания полотна пеноматериала для впуска жидкости, из которого образован вспененный слой для впуска жидкости, перед его включением в изделие, или могут быть получены пробивкой/перфорированием. Образование множества прорезей посредством продольной резки и растягивание впускающего пеноматериала имеют преимущество, заключающееся в том, что никакой материал не вырезается из полотна, что обеспечивает экономию денег благодаря меньшему количеству отходов материала, а также улучшение обработки в производственном процессе за счет избежания наличия множества малых кусков, вырезанных из материала, которые могут загрязнять как технологическое оборудование, так и конечное изделие.
Для получения такой центральной зоны во вспененном слое для впуска жидкости, которая имеет расширенные щелевые отверстия в некоторых зонах и нерасширенные щелевые отверстия в других зонах, посредством продольной резки и растягивания, полотно пеноматериала для впуска жидкости может быть растянуто в большей степени в частях, которые должны содержать расширенные щелевые отверстия, чем в частях, которые должны содержать нерасширенные щелевые отверстия, и может быть впоследствии прикреплен к соседнему компоненту в изделии для удерживания вспененного слоя в заданном положении.
В альтернативном варианте полотно пеноматериала для впуска жидкости может быть растянуто в одинаковой степени вдоль всей длины и может быть прикреплен с промежутками к соседнему компоненту в изделии так, что вспененный слой для впуска жидкости не будет прикреплен в частях, которые должны содержать нерасширенные щелевые отверстия, и поэтому пеноматериал будет подвергаться релаксации и возвращаться к нерастянутому состоянию.
Центральная зона, как правило, может проходить вдоль всей длины вспененного слоя для впуска жидкости в продольном направлении, что при изготовлении облегчает образование вспененного слоя из непрерывного полотна пеноматериала, из которого впоследствии вырезают впускающий вспененный слой, поскольку непрерывная схема расположения прорезанных прорезей может быть предусмотрена в зоне непрерывного полотна пеноматериала, центральной в поперечном направлении, что означает, что зоны, образующие барьер для утечки, могут быть получены в получающемся в результате, впитывающем изделии, несмотря на то, что схема расположения прорезей была выполнена непрерывной.
Каждая из передней и задней концевых зон может иметь длину в продольном направлении впитывающего изделия соответственно от переднего концевого края и заднего края, составляющую 5-50 мм или 10-25 мм, или 15-20 мм. Длину концевых зон выбирают в зависимости от заданных характеристик впитывающего изделия, таких как размер изделия, намеченное использование и заданный размер зоны впуска жидкости. Длина, превышающая 5 мм, обеспечивает возможность эффективного изготовления, и длина, составляющая менее 50 мм, обеспечивает возможность наличия зоны впуска жидкости между передней и задней концевыми зонами.
Центральная зона может дополнительно содержать переходные зоны, расположенные между данными одной или обеими из концевых зон и промежуточной зоной в продольном направлении впитывающей сердцевины, в которых прорези постепенно расширяются от нерасширенных прорезей до расширенных щелевых отверстий в направлении от соответствующей концевой зоны к промежуточной зоне. Таким образом, передняя переходная зона расположена между передней концевой зоной и промежуточной зоной, задняя переходная зона расположена между задней концевой зоной и промежуточной зоной в продольном направлении впитывающей сердцевины. Наличие переходных зон дополнительно облегчает изготовление впитывающего изделия, поскольку растягивание пеноматериала для расширения прорезей до щелевых отверстий может при этом выполняться или сохраняться только вдоль участков длины пеноматериала, на которых желательны полностью расширенные отверстия, и другие части могут оставаться нерастянутыми или незакрепленными.
Благодаря растягиванию материала в боковом направлении отверстия, образованные посредством продольной резки и растягивания впускающего пеноматериала, будут самыми широкими в их центре в продольном направлении. Когда прорезь прорезают в виде прямой линии в продольном направлении изделия, отверстие будет иметь ромбовидную форму. Отверстия также могут иметь другие формы, которые могут быть получены прорезанием прорезей, имеющих криволинейную форму, например, форму, подобную волне. Нерасширенные прорези могут иметь максимальную ширину раскрыва в поперечном направлении, составляющую 0-1 мм, для получения барьера для утечки в зонах, в которых прорези не расширены. Расширенные щелевые отверстия могут иметь максимальную ширину раскрыва в поперечном направлении, составляющую 1,5-15 мм или 1,5-5,0 мм, для обеспечения эффективного впуска жидкости в зоне приема жидкости.
Длина прорезей в продольном направлении может составлять 3,0-20,0 мм, 4,0-15,0 мм или 5,0-12,0 мм. В случае гигиенических прокладок, предназначенных для впитывания менструальной текучей среды, более вязкой, чем моча, выделяемой организмом, текучей среде часто труднее достичь впитывающей сердцевины, чем в случае впитывающих изделий, предназначенных для мочи. Менструальная текучая среда может легко перемещаться по обращенной к пользователю стороне верхнего листа под действием силы тяжести, движений пользователя и давления, создаваемого пользователем. Перемещение менструальной текучей среды к краям изделия увеличивает вероятность утечки и, кроме того, вызывает размазывание менструальной текучей среды по коже пользователя, делая очистку более трудной. При наличии длины прорезей, составляющей 5-12 мм, менструальная текучая среда будет легче доходить до впитывающей сердцевины. Длина расширенных отверстий в продольном направлении может отличаться от длины прорезей вследствие поперечного растягивания пеноматериала, которое может приводить к некоторому уменьшению длины в продольном направлении при преобразовании прорезей в расширенные отверстия. Расширенные впускные щелевые отверстия могут иметь ширину в поперечном направлении впитывающей сердцевины, которая составляет 30-100% от их длины в продольном направлении впитывающей сердцевины для того, чтобы они были достаточно большими для эффективного пропускания жидкости во впитывающий слой.
Расширенные щелевые отверстия могут иметь больший размер в продольном направлении впитывающего изделия, чем в поперечном направлении, что обеспечивает придание щелевому отверстию по существу овальной формы в продольном направлении и создает у пользователя визуальное впечатление хорошего впитывания жидкости в продольном направлении. Множество щелевых отверстий образуют схему расположения отверстий в материале для впуска жидкости. Прорези могут быть выполнены в рядах, расположенных в шахматном порядке и проходящих в продольном направлении, при этом прорези в каждом продольном ряде прорезей имеют некоторую длину в продольном направлении и расположены на некотором расстоянии между прорезями, определяемом между соседними концевыми точками двух последовательно расположенных прорезей в ряде, и продольные ряды расположены в шахматном порядке так, что соседние ряды смещены на 50% в продольном направлении, при некотором расстоянии между рядами, определяемом между двумя соседними рядами. Расстояние между соседними впускными отверстиями в зоне впуска жидкости может составлять 1,0-9,0 мм. Короткое расстояние между отверстиями обеспечивает увеличение скорости впуска. В альтернативном варианте пеноматериал для впуска жидкости может иметь другие схемы расположения прорезей или комбинации разных схем расположения прорезей. Такие схемы расположения щелевых отверстий могут быть образованы посредством выполнения прорезей с разными длинами или посредством наличия прорезей с разным расстоянием между прорезями. Кроме того, могут быть использованы нерегулярные схемы расположения. Общая площадь пропускного сечения, образованная щелевыми отверстиями в горизонтальной плоскости пеноматериала для впуска жидкости в центральной зоне, может составлять 30-80% от определяемой в горизонтальной плоскости, общей площади пеноматериала для впуска жидкости в центральной зоне для эффективного пропускания жидкости и одновременного обеспечения достаточной стабильности.
Вспененный слой для впуска жидкости может дополнительно содержать боковые краевые зоны, расположенные с обеих сторон центральной зоны между центральной зоной и продольными боковыми краями впитывающей сердцевины в поперечном направлении впитывающего изделия. В этих боковых краевых зонах пеноматериал для впуска жидкости свободен от прорезей. Поскольку пеноматериал как таковой, как правило, не впитывает жидкость в какой-либо существенной степени, эти боковые краевые зоны могут служить в качестве барьеров для утечки, а также могут обеспечивать смягчение краев впитывающей сердцевины. Боковые краевые зоны имеют гладкую поверхность у кожи пользователя благодаря отсутствию отверстий в пеноматериале. Каждая боковая краевая зона передней и задней частей может иметь максимальную ширину в поперечном направлении, составляющую 5,0-50,0 мм, предпочтительно 20-50 мм, 5,0-20,0 мм.
Впитывающая сердцевина может иметь прямые и по существу параллельные продольные боковые края. В альтернативном варианте впитывающая сердцевина может быть криволинейной для того, чтобы она приобрела форму, при которой она будет содержать переднюю часть и заднюю часть, и промежуточную часть, при этом ширина промежуточной части в поперечном направлении будет меньше ширины передней и задней частей в поперечном направлении, что придает впитывающей сердцевине форму песочных часов. При выполнении промежуточной части, имеющей меньшую ширину, чем передняя и задняя части, конфигурация впитывающей сердцевины и впитывающего изделия может быть лучше адаптирована к анатомии тела пользователя. Промежностная часть представляет собой часть, которая предназначена для размещения у промежности носителя во время использования изделия и для образования основной зоны приема выделяемой организмом, текучей среды, которая доходит до впитывающего изделия. Наружные контуры впитывающего волокнистого слоя и вспененного слоя для впуска жидкости необязательно должны быть одинаковыми, таким образом, впитывающий волокнистый слой, имеющий форму песочных часов, может быть скомбинирован с пеноматериалом для впуска жидкости, имеющим прямые параллельные продольные боковые края. Ширина и длина впитывающей сердцевины, упоминаемые в данном раскрытии изобретения, представляют собой размеры соединенных слоев сердцевины, если не указано иное.
В той части центральной зоны, которая служит в качестве зоны впуска жидкости, то есть в части, в которой прорези во вспененном слое для впуска жидкости представляют собой расширенные щелевые отверстия, центральная зона может иметь максимальную ширину в поперечном направлении, которая равна или меньше минимальной ширины впитывающего волокнистого слоя. Таким образом, зона впуска жидкости, как правило, не будет более широкой, чем впитывающая сердцевина, в результате чего гарантируется то, что любая часть зоны впуска жидкости будет находиться там, где имеется часть волокнистого впитывающего слоя. Если ширина центральной зоны в поперечном направлении меньше минимальной ширины впитывающего волокнистого слоя, боковые краевые зоны образуются вдоль всей длины в продольном направлении с каждой стороны впитывающей сердцевины.
Ширина зоны впуска жидкости, определяемая в поперечном направлении, которая равна минимальной ширине впитывающей сердцевины в поперечном направлении, означает то, что зона впуска жидкости будет охватывать максимально возможную зону в поперечном направлении, и, если впитывающая сердцевина имеет форму песочных часов, никакие боковые края не образуются в месте с минимальной шириной впитывающей сердцевины в поперечном направлении. Это обеспечивает минимизацию количества впускающего пеноматериала, необходимого для изготовления впитывающего изделия, поскольку материал, из которого образуют вспененный слой для впуска жидкости, будет подвергаться растягиванию до тех пор, пока зона впуска жидкости не будет иметь такую же ширину, как впитывающий волокнистый слой в его самой узкой части. В этом случае передние и задние боковые краевые зоны, которые свободны от прорезей, образуются снаружи в поперечном направлении от центральной зоны в передней и задней частях впитывающей сердцевины.
Пеноматериал для впуска жидкости может быть гидрофобным или гидрофильным. Гидрофобные пеноматериалы обеспечивают образование гидрофобных краевых зон, которые могут служить в качестве барьеров для жидкости и обеспечат уменьшение риска краевой утечки. Множество отверстий, имеющихся в центральной зоне впуска жидкости, гарантируют то, что жидкость будет достигать впитывающего слоя сердцевины, расположенного под вспененным слоем для впуска жидкости, даже несмотря на то, что пеноматериал сам по себе является гидрофобным. Кроме того, гидрофобный пеноматериал, расположенный близко к коже пользователя, может быть предпочтительным по соображениям, связанным с уходом за кожей, поскольку гидрофобная и сухая поверхность может уменьшить риск роста бактерий и раздражения кожи.
Пеноматериал может иметь открытопористую структуру или закрытопористую структуру. Пеноматериалы, используемые в качестве слоя для впуска жидкости во впитывающих изделиях, часто представляют собой открытопористые пеноматериалы, так что жидкость может легко входить в пеноматериал и, следовательно, также в нижерасположенную впитывающую сердцевину. Однако вследствие наличия множества отверстий в зоне впуска жидкости также могут быть использованы закрытопористые пеноматериалы. При закрытопористых пеноматериалах жидкость не будет так легко входить в структуру самогó пеноматериала, и, следовательно, пеноматериал как таковой будет сохраняться в более сухом состоянии по сравнению с открытопористым пеноматериалом, в котором поры соединены друг с другом. Средний размер пор пеноматериала для впуска жидкости может быть больше среднего размера пор впитывающего волокнистого слоя, расположенного под пеноматериалом, что приводит к градиенту размера пор и возникновению капиллярной всасывающей силы, действующей в направлении от пеноматериала к впитывающему волокнистому слою, расположенному под пеноматериалом для впуска жидкости.
Податливость и упругость пеноматериала уменьшают риск царапин. Слои для впуска жидкости, образованные пневмоукладкой, слои на основе целлюлозы и слои для впуска жидкости, образованные из нетканого материала, не обладают такой же способностью уменьшать отрицательное воздействие жестких краев, которое вызывается жестким впитывающим слоем на основе целлюлозы. Упругие пеноматериалы могут пружинить в обратном направлении и возвращаться по существу к их исходной форме после их подвергания нагружению снаружи, а также являются податливыми. Упругие пеноматериалы также обладают эффектом прокладки, так что пеноматериал покрывает жесткие края и образует мягкий дистанционирующий элемент между кожей пользователя и жесткими краями впитывающего волокнистого слоя. Мягкость и упругость пеноматериала могут быть полезными, например, в подгузнике для недоношенных младенцев.
Примерами пригодных пеноматериалов являются пеноматериал на основе полиолефинов, пеноматериал на основе полистирола, пенополивинилхлорид, пеноматериал на основе поливинилового спирта, пеноматериал на основе акрилата, пенополиуретан, эпоксидный пеноматериал, латексный пеноматериал, мочевиноформальдегидный пеноматериал, меламиноформальдегидный пеноматериал, кремнийорганический пеноматериал, вискозный пеноматериал, пеноматериал на основе карбоксиметилцеллюлозы (СМС), пеноматериал на основе крахмала, хитозановый пеноматериал, альгинатный пеноматериал, полилактидный пеноматериал, полигликолидный пеноматериал и поликапролактоновый пеноматериал.
Вспененный слой для впуска жидкости может удерживаться на месте посредством прикрепления с помощью адгезива к любому соседнему компоненту, например, к впитывающему волокнистому слою или верхнему листу.
Материал вспененного слоя для впуска жидкости может быть присоединен путем ламинирования к материалу транспортирующего слоя в его растянутом состоянии так, что пеноматериал будет прикреплен к транспортирующему материалу с отверстиями в их расширенном состоянии. Транспортирующий слой предпочтительно имеет такую же протяженность поверхности, как и вспененный слой. Впитывающее изделие может включать в себя слой адгезива, который размещен между вспененным слоем для впуска жидкости и транспортирующим слоем и покрывает, по меньшей мере, зону, соответствующую зоне впуска жидкости, и соответственно покрывает всю площадь транспортирующего слоя для гарантирования того, что отверстия в зоне впуска жидкости будут «удерживаться» в заданном положении. Пригодным конструкционным адгезивом является, например, ʺAdhesive Hotmeltʺ от Henkel Adhesives, HB Fuller или Bostik. Пригодным эластичным адгезивом является Dispomelt 723U от Henkel Adhesives.
На непрозрачность пеноматериалов, используемых для слоя, предназначенного для впуска жидкости, может влиять ряд факторов. Такие характеристики, как пористость, поверхностная плотность, плотность и толщина, влияют на непрозрачность вследствие рассеяния и поглощения света в материале. Кроме того, на непрозрачность могут влиять состав пеноматериала и наличие светопоглощающих/светоотражающих материалов, таких как пигменты или красители. В контексте настоящего раскрытия изобретения пигменты предпочтительно не включены в пеноматериал для впуска жидкости или добавлены только в малом количестве. Пеноматериалы, имеющие разные степени непрозрачности, промышленно изготавливаются и имеются на рынке.
Транспортирующий слой является проницаемым для жидкостей и может быть образован из нетканого материала, такого как нетканый материал из синтетических волокон, образованный пневмоукладкой или полученный аэродинамическим способом из расплава, или полученный фильерным способом, или тканевого/тонкого бумажного материала, содержащего, например, целлюлозные волокна, или их комбинаций.
Впитывающее изделие может также включать в себя дополнительный слой адгезива, расположенный между вспененным слоем для впуска жидкости и верхним листом, и при этом верхний лист прикреплен к транспортирующему слою посредством отверстий для впуска жидкости в зоне впуска жидкости. При этом вспененный слой для впуска жидкости будет удерживаться с двух сторон, что обеспечивает возможность увеличения площади пропускного сечения в зоне впуска жидкости, так что пеноматериал с прорезями может быть растянут в большей степени, что, в свою очередь, приводит к экономии пеноматериала. Пеноматериал для впуска жидкости и/или материал транспортирующего слоя могут быть окрашены так, что транспортирующий слой, расположенный между впускающим вспененным слоем и впитывающим волокнистым слоем, может быть образован из материала, который имеет цвет, отличающийся от цвета пеноматериала для впуска жидкости, из которого образован вспененный слой для впуска жидкости, посредством чего может быть усилено визуальное различие между зонами с расширенными щелевыми отверстиями и с расширенными прорезями. Кроме того, если впитывающая сердцевина содержит впитывающий слой, имеющий форму с меньшей протяженностью по сравнению с пеноматериалом, цветной слой между вспененным слоем для впуска жидкости и впитывающим слоем может делать наружный контур впитывающего слоя менее легко распознаваемым для пользователя. Цветной транспортирующий слой, расположенный под вспененным слоем для впуска жидкости, делает более четко видимыми отверстия, так что они будут легче распознаны пользователем. Цветовое различие может быть получено посредством образования транспортирующего слоя и вспененного слоя для впуска жидкости из материалов с разным цветом или посредством образования цветных зон в заданных местах, например, путем печати. Цветные зоны могут иметься на транспортирующем слое в передней и/или задней концевых зонах впитывающей сердцевины и, тем самым, могут служить в качестве средства для правильного ориентирования впитывающего изделия во время использования. Цветные зоны могут быть предусмотрены с обращенной к телу стороны или с обращенной к предмету одежды стороны впитывающего изделия при условии, что они видны с обращенной к телу стороны впитывающей сердцевины.
Пеноматериал для впуска жидкости может иметь непрозрачность, составляющую 20-100%. Может быть желательным обеспечение возможности видимости цветных зон, расположенных под впускающим вспененным слоем, с обращенной к телу стороны впитывающей сердцевины, и при этом впускающий вспененный слой может быть образован из материала, имеющего непрозрачность, составляющую менее 100%, например, 20-60%, так что он будет в достаточной степени просвечивающим и прозрачным, чтобы цветная зона, расположенная под вспененным слоем, была видна сквозь слой пеноматериала. Отсутствует необходимость в том, чтобы материалы были полностью прозрачными, вместо этого может быть желательным, чтобы цветовое различие был несколько скрыто, чтобы цвет, видимый сквозь расширенные щелевые отверстия, отличался от цвета, видимого сквозь пеноматериал. Цвет цветных зон, имеющихся на транспортирующем слое, может быть выбран так, чтобы цветные зоны были видны или чтобы они могли быть, по меньшей мере, различимыми с обращенной к телу стороны впитывающего изделия. Слой из верхнего листа, проницаемого для жидкостей, расположен на обращенной к телу поверхности изделия и предназначен для того, чтобы находиться в контакте с кожей носителя во время использования. Как указано выше, пеноматериал для впуска жидкости предпочтительно свободен от добавленных пигментов и поэтому имеет свой исходный беловатый цвет. Это обеспечивает возможность использования более широкого диапазона цветов для цветных зон на транспортирующем слое и усиливает эффект от цветных зон. Оттенок цвета и насыщенность цвета выбирают с учетом непрозрачности материала слоя для впуска жидкости и материала верхнего листа для получения заданного визуального впечатления от впитывающего изделия. Данные одна или более цветных зон, содержащихся в транспортирующем слое, могут иметь разные цвета или различную интенсивность цвета по отношению друг к другу, чтобы «подчеркнуть» и визуализировать определенные функции в изделии.
В альтернативном варианте впускающий вспененный слой может быть образован из пеноматериала, имеющего высокую непрозрачность, то есть близкую к 100%, например, 70-100%, чтобы цветная зона под пеноматериалом была не видна сквозь слой пеноматериала, пока в нем не будут выполнены отверстия, и цветная зона, таким образом, может служить для указания того, что прорези не расширены и, следовательно, образуют барьер для утечки.
Например, цветные зоны на транспортирующем слое могут быть зелеными или синими в частях, которые становятся влажными во время использования, например, в зоне приема жидкости, и могут иметь розовые или красные оттенки в частях, расположенных на переднем или заднем конце изделия, для указания передней или задней части изделия. Цветные зоны на верхнем листе могут иметь такие же цвета, как цветные зоны на транспортирующем слое, но с другой интенсивностью, или могут иметь разные цвета. Например, пурпурные зоны или линии могут быть использованы для иллюстрирования барьеров. При выборе разных цветов и/или интенсивностей цвета могут быть визуализированы функциональные зоны, такие как зона впуска жидкости и зона впитывания, и передний, задний и боковые барьеры. Указания в отношении того, как разместить изделие во время использования, могут быть предусмотрены, например, посредством цветной зоны, имеющей определенную форму, например, форму сердца.
Цвета цветных зон, предусмотренных на транспортирующем слое и верхнем листе, могут быть выражены в соответствии с колориметрической шкалой CIELAB, которая представляет собой цветовое пространство, определенное Международной комиссией по освещению. Она описывает все цвета, видимые для глаза человека, и была создана, чтобы служить в качестве модели, не зависящей от устройств и подлежащей использованию в качестве базы (ср. CIE Publication 15.2 (1986), Section 4.2).
Цветовое пространство CIELAB организовано в виде сферы с осью L*, проходящей сверху вниз, и осями a* и b*, расположенными в горизонтальной плоскости. В общем случае значения на шкале L* согласно CIE представляют собой единицы измерения способности к отражению света, и чем больше данное значение, тем более светлым является цвет, поскольку материал с более светлым цветом отражает больше света. Шкала L* содержит 100 одинаковых делений, при этом абсолютно черный цвет находится в нижней части шкалы (L=0) и абсолютно белый цвет находится в верхней части шкалы (L=100). Таким образом, при измерений значений L* материалов, используемых во впитывающих изделиях в соответствии с настоящим раскрытием изобретения, чем меньше значение на шкале L*, тем темнее материал. Ось a* представляет собой ось красный/зеленый (+a*=красный, -a*=зеленый), в то время как b отображает ось желтый/синий (+b*=желтый, -b*=синий). Значения L*, a* и b* могут быть измерены при использованы любого подходящего оборудования, например, колориметра MINOLTA модели CR-300 (поставляемого компанией Minolta Company, Япония), который обеспечивает координаты L*, a*, b*, исходя из которых может быть определено значение ΔE* различия между двумя цветными точками.
Значения L*a*b* для цветных зон могут быть измерены на материале, рассматриваемом на месте на транспортирующем слое как таковом и/или на месте на обращенной к телу стороне готового впитывающего изделия.
Как указано выше, может быть предпочтительным, чтобы оттенок цвета боковых зон можно было выбрать в синей или зеленой зоне, а не в желтой или красной зоне, по эстетическим соображениям. Кроме того, было обнаружено, что нетканый материал, окрашенный в синий и зеленый цвета, может обладать лучшей способностью скрывать нижерасположенные пятна крови или мочи. Таким образом, измеренные значения a* и b* предпочтительно могут быть такими, чтобы выполнялось соотношение: b* меньше или равно -a*. Это соотношение также может быть выражено в значениях углов, указываемых по отношению к горизонтальному цветовому диску, представленному на фиг.6. Если рассматривать любой цвет на оси +a* как имеющий угол ω («омега»), равный 0, любой цвет на оси +b* как имеющий угол ω, составляющий +90°, и так далее, в этом случае соотношение: b* меньше или равно -a* эквивалентно наличию угла ω, составляющего от 135° до 315°. Было обнаружено, что были еще более предпочтительными цвета в синих или сиреневых тонах, которым соответствует угол ω, составляющий от 135° до 315° или 180° - 290°.
Непрозрачность измеряют в соответствии с Международным стандартом ISO 2471:2008(Е) -Бумага и картон - Определение непрозрачности (бумажная подложка) -Метод диффузного отражения. Метод берет начало в бумажной промышленности, но также пригоден в данном случае. Измерение непрозрачности включает этапы аккуратного отделения впускающего слоя от впитывающего изделия и измерения непрозрачности в зоне, которая свободна от прорезей или отверстий. В случае, если непрозрачность изменяется в данной зоне впускающего слоя (например, вследствие частичного окрашивания или различий в поверхностной плотности), зона с наименьшей непрозрачностью должна рассматриваться как репрезентативная для впускающего слоя. Непрозрачность может быть определена как: Непрозрачность (%)=100 × (1 - интенсивность проходящего света/интенсивность излучаемого света).
Слой, представляющий собой верхний лист, и слой, представляющий собой задний лист, во впитывающем изделии выступают вместе в боковом направлении наружу от впитывающей сердцевины вдоль всей ее замкнутой периферии. Слой, представляющий собой проницаемый для жидкостей, верхний лист, расположен на обращенной к телу поверхности изделия и предназначен для того, чтобы находиться в контакте с кожей носителя во время использования.
Слой, представляющий собой верхний лист, может состоять из любого материала, проницаемого для жидкостей и известного для данной цели, то есть мягкого и проницаемого для жидкостей, такого как слой нетканого материала или перфорированная пластиковая пленка, пластиковая или текстильная сетка и проницаемые для текучих сред, вспененные слои. Верхний лист может также состоять из ламината из двух или более листов из одинаковых или разных материалов верхнего листа, или слой, представляющий собой верхний лист, состоит из разных материалов в пределах разных частей поверхности, проницаемой для текучих сред и обращенной к носителю. Для того чтобы цветовые различия или цветные зоны были видны для пользователя, проницаемый для жидкостей, верхний лист может соответственно содержать прозрачный материал, сквозь который видны цветные зоны или разный цвет. Соединенные материал верхнего листа и пеноматериал могут иметь максимальную непрозрачность, которая является достаточно низкой, чтобы цветовое различие или цветные зоны были видны сквозь оба данных слоя, например, непрозрачность, составляющую 20-70%. Прозрачный материал может представлять собой нетканый или пластиковый материал, который является достаточно прозрачным для того, чтобы цветовое различие было видно или, по меньшей мере, воспринималось сквозь данный материал, или он может представлять собой по существу непрозрачный материал, содержащий отверстия, сквозь которые видно цветовое различие, такой как пластиковый или нетканый материал с отверстиями. Прозрачный материал также может представлять собой текстильную сетку, имеющую отверстия между нитями в материале, сквозь которые видно цветовое различие.
Слой, представляющий собой не проницаемый для жидкостей, задний лист, расположен на обращенной к предмету одежды поверхности изделия и предназначен для того, чтобы находиться в контакте с предметами одежды во время использования. Материалы задних листов, которые являются только отталкивающими для текучих сред, могут быть использованы в случаях, в которых ожидается впитывание относительно малых количеств выделяемой организмом, текучей среды. Слой, представляющий собой задний лист, может состоять из не проницаемой для жидкостей, пластиковой пленки, листа нетканого материала, который был покрыт материалом, барьерным для жидкости, чтобы он был не проницаемым для текучих сред, пеноматериалов, не проницаемых для текучих сред, и ламинатов, не проницаемых для текучих сред, или листа любого другого гибкого материала, который обладает способностью противодействовать проникновению жидкости. Однако может быть предпочтительным, если слой, представляющий собой не проницаемый для жидкостей, задний лист, является воздухопроницаемым, то есть обеспечивает возможность пропускания водяного пара через задний лист. Кроме того, задний лист может иметь наружную, обращенную к предмету одежды поверхность из текстильного материала, такого как нетканый материал.
Впитывающий волокнистый слой может быть образован из впитывающего материала, такого как вспушенная измельченная целлюлоза, тонкая бумага и т.д., и может содержать суперабсорбенты, то есть полимерные материалы, которые способны впитывать выделяемую организмом, текучую среду в количестве, во много раз превышающем их собственную массу, и образовывать гидрогель. Суперабсорбенты могут быть смешаны с вспушенной измельченной целлюлозой и/или могут быть размещены в карманах или слоях во впитывающем волокнистом слое. Волокна могут представлять собой целлюлозные волокна, и материал со сверхвысокой впитывающей способностью может представлять собой частицы на основе полиакрилатов.
Кроме того, впитывающая сердцевина может дополнительно содержать невпитывающие компоненты, такие как элементы, придающие жесткость, элементы, придающие форму, связующие вещества и т.д. Впитывающая сердцевина может включать в себя, например, впитывающий материал в виде тисненого слоя, содержащего целлюлозу и частицы суперабсорбента. Впитывающий волокнистый слой может соответственно иметь плотность, составляющую 0,092-0,160 г/см3, и поверхностную плотность 200-640 г/м2. Впитывающая сердцевина может дополнительно включать в себя компоненты для улучшения свойств впитывающей сердцевины, такие как связующие волокна, материалы для диспергирования текучих сред, индикаторы влажности и т.д., как известно в данной области техники.
Когда вышеуказанное впитывающее изделие имеет вид гигиенической прокладки, защитного изделия, используемого при легкой степени недержания, или тому подобного, оно может дополнительно включать в себя средства крепления для закрепления впитывающего изделия внутри поддерживающего носимого предмета одежды, такого как пара трусов. Средства крепления могут быть выполнены в виде двух проходящих в продольном направлении полосок адгезива, склеивающего при надавливании, который размещен на поверхности заднего листа, обращенной к предмету одежды. Средства крепления могут быть покрыты съемным защитным слоем, например, бумагой, покрытой кремнийорганическими соединениями, нетканым материалом или любым другим отсоединяемым материалом, известным в данной области техники. Перед размещением впитывающего изделия в поддерживающем предмете одежды в виде штанов/трусов защитный слой отделяют от средств крепления, чтобы открыть адгезив и сделать его доступным для прикрепления к предмету одежды в виде штанов/трусов.
При изготовлении впитывающего изделия могут быть использованы такие же материалы, как описанные выше в связи с впитывающим изделием.
Вышеуказанное впитывающее изделие может быть изготовлено посредством нижеприведенного способа. Способ включает этап прорезания множества прорезей в центральной зоне непрерывного полотна пеноматериала для впуска жидкости так, что прорези будут проходить продольно в машинном направлении. Прорези могут быть прорезаны с некоторой схемой расположения и имеют длины и расстояния между ними, описанные выше в отношении впитывающего изделия. Например, прорези могут иметь длину в продольном направлении, составляющую 3,0-20,0 мм или 4,0-16,0 мм, или 5,0 -12,0 мм. После прорезания непрерывное полотно пеноматериала для впуска жидкости поперечно растягивают в направлении, поперечном к машинному направлению, посредством чего прорези расширяются до отверстий, имеющих размеры и схемы расположения, подобные описанным выше в связи с впитывающим изделием. Растягивание может быть выполнено посредством захвата продольных боковых краев материала и оттягивания их друг от друга в поперечном направлении. Полотно пеноматериала для впуска жидкости поперечно растягивают в направлении, поперечном к машинному направлению, пока зона, центральная в продольном направлении, не будет иметь заданную ширину в поперечном направлении, посредством чего прорези расширяются до отверстий.
Адгезив наносят на непрерывное полотно транспортирующего материала, и полотно транспортирующего материала соединяют с непрерывным полотном пеноматериала для впуска жидкости в комбинированное полотно, из которого впоследствии вырезают компоненты с впускающим вспененным слоем. Адгезив может быть нанесен на транспортирующий материал посредством распыления или нанесения с помощью оборудования со щелевым распылительным наконечником. Впитывающий волокнистый материал подают в виде отдельных впитывающих волокнистых компонентов, которые соединяют с компонентом с впускающим вспененным слоем и вкладывают между непрерывным полотном материала верхнего листа и непрерывным полотном материала заднего листа. По меньшей мере, материал верхнего листа и материал заднего листа соединяют вдоль наружных краев впитывающего изделия. Полученный в результате, комбинированный материал вырезают с заданной формой, посредством чего получают впитывающее изделие. Впитывающие волокнистые компоненты могут быть получены любым другим подходящим способом, например, посредством вырезания кусков с заданной формой из непрерывного полотна волокнистого впитывающего материала или посредством формирования мата.
При поперечном растягивании полотна пеноматериала для впуска жидкости в направлении, поперечном к машинному направлению, ширина указанного полотна пеноматериала для впуска жидкости может быть увеличена до заданной желательной ширины в поперечном направлении, и при нанесении адгезива на непрерывное полотно транспортирующего материала адгезив наносят периодически так, чтобы адгезив был нанесен на части полотна транспортирующего материала, которые соответствуют промежуточной части впитывающей сердцевины, и чтобы части, которые соответствуют передней и задней концевым частям впитывающей сердцевины, были свободны от адгезива.
В альтернативном варианте при поперечном растягивании полотна пеноматериала для впуска жидкости в направлении, поперечном к машинному направлению, ширина указанного полотна пеноматериала для впуска материала может быть периодически увеличена так, что части полотна пеноматериала для впуска жидкости будут растянуты до заданной желательной ширины в поперечном направлении, и части, которые соответствуют передней и задней концевым частям впитывающей сердцевины, будут сохранять свою исходную ширину в нерастянутом состоянии, и при нанесении адгезива на непрерывное полотно транспортирующего материала адгезив наносят непрерывно на полотно транспортирующего материала.
Ту часть центральной зоны впитывающего изделия, которая предназначена для того, чтобы оставаться в растянутом состоянии, соответствующим образом прикрепляют в ее растянутом состоянии для предотвращения возврата расширенных отверстий к более закрытому состоянию. Это может быть выполнено посредством прикрепления с помощью адгезива, при этом адгезив наносят на части поверхности самогó впускающего вспененного слоя или на соседние компоненты. Наиболее эффективное прикрепление обеспечивается, когда по существу вся поверхность, которая находится в контакте с соседним компонентом, покрыта адгезивом в виде мелкого рисунка или в виде слоя, полностью покрывающего данную поверхность.
Для увеличения экономии пеноматериала полотно пеноматериала для впуска жидкости может быть растянуто в поперечном направлении до тех пор, пока зона, центральная в продольном направлении, не будет иметь ширину в поперечном направлении, которая равна определяемой в поперечном направлении, минимальной ширине компонента с впитывающей сердцевиной.
Способ может также включать этап нанесения адгезива на поверхность полотна материала верхнего листа, обращенную к компоненту с пеноматериалом для впуска жидкости, перед вкладыванием компонентов сердцевин и сдавливания слоев вместе так, что слой, представляющий собой материал верхнего листа, прикрепляется к транспортирующему слою посредством расширенных щелевых отверстий, образованных во вспененном слое для впуска жидкости.
ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1-4 схематически иллюстрируют вышеописанные впитывающее изделие и способ посредством примера.
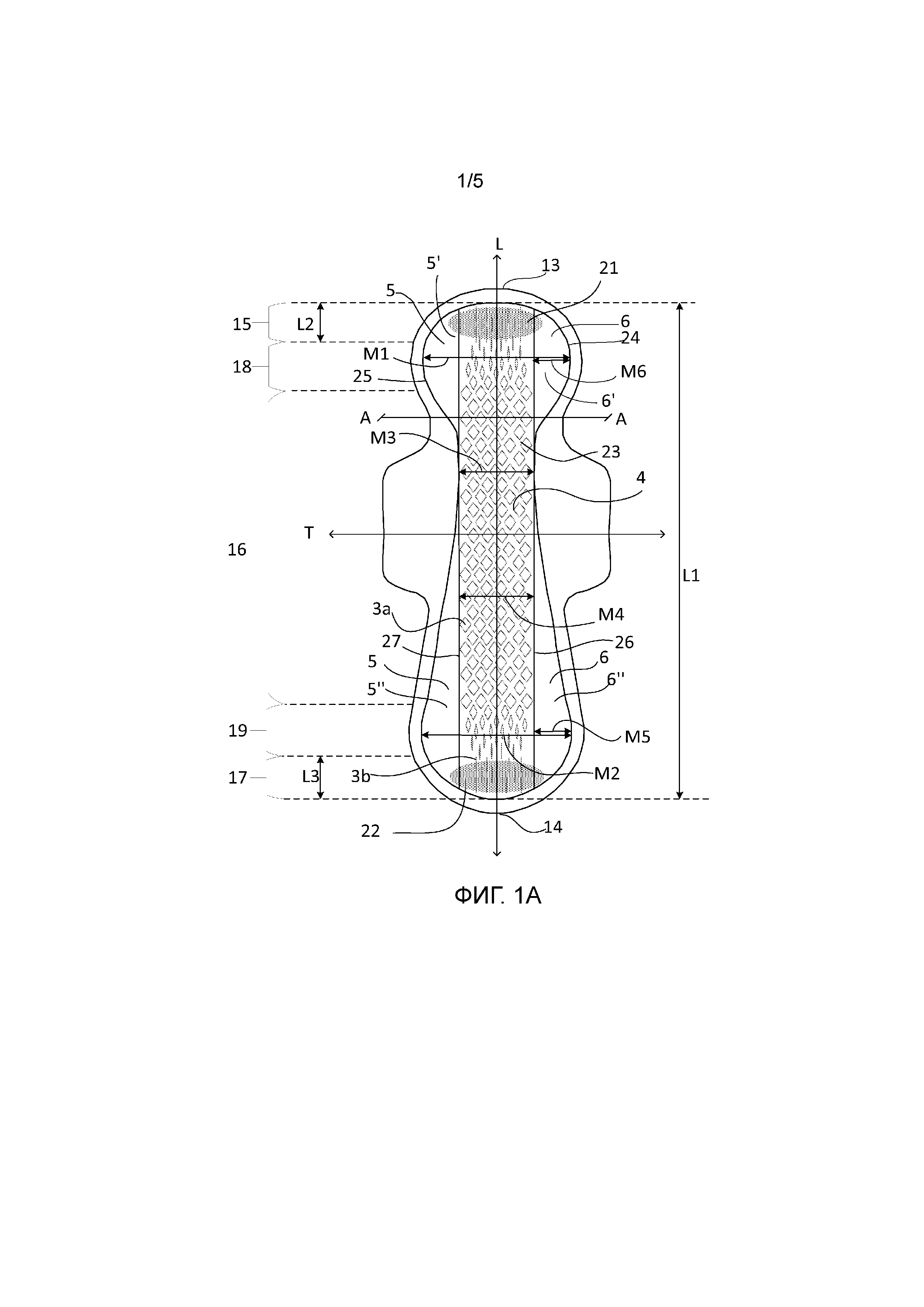
Фиг.1А показывает вид сверху впитывающего изделия в виде гигиенической прокладки, имеющей продольное направление L и поперечное направление Т, и фиг.2А показывает сечение того же изделия. Фиг.1В показывает фрагмент вспененного слоя для впуска жидкости в изделии по фиг.1А. Гигиеническая прокладка по фиг.1А показана с крылышками, которые также могут быть исключены. Впитывающее изделие содержит проницаемый для жидкостей, верхний лист 7, не проницаемый для жидкостей, задний лист 8 и впитывающую сердцевину 11, заключенную между верхним листом 7 и задним листом 8. Впитывающая сердцевина 11 имеет длину L1, определяемую в продольном направлении впитывающего изделия между передним краем 13 и задним краем 14 впитывающей сердцевины, и она имеет боковые края 24, 25, проходящие по существу в продольном направлении. Как можно видеть на фиг.1А, 1В и 2, верхний лист 7 и задний лист 8 выступают наружу от замкнутой периферии впитывающей сердцевины 11. В показанном примере впитывающая сердцевина 11 содержит переднюю часть, имеющую максимальную ширину М1 в поперечном направлении спереди, и заднюю часть, имеющую максимальную ширину М2 в поперечном направлении сзади, и впитывающая сердцевина 11 дополнительно имеет минимальную ширину М3 в поперечном направлении в промежуточном месте, находящемся в продольном направлении между указанной передней частью и указанной задней частью, при этом впитывающая сердцевина является более узкой в промежуточном месте с минимальной шириной М3 в поперечном направлении, чем в передней и задней частях с максимальной шириной М1, М2 в поперечном направлении. Впитывающая сердцевина 11 содержит переднюю концевую часть 15, заднюю концевую часть 17 и промежуточную часть 16, расположенную между передней и задней частями 15, 17 в продольном направлении впитывающей сердцевины 11. Каждая из передней и задней концевых зон 15, 17 имеет длину L2, L3 в продольном направлении L от переднего концевого края 13 и заднего края 14.
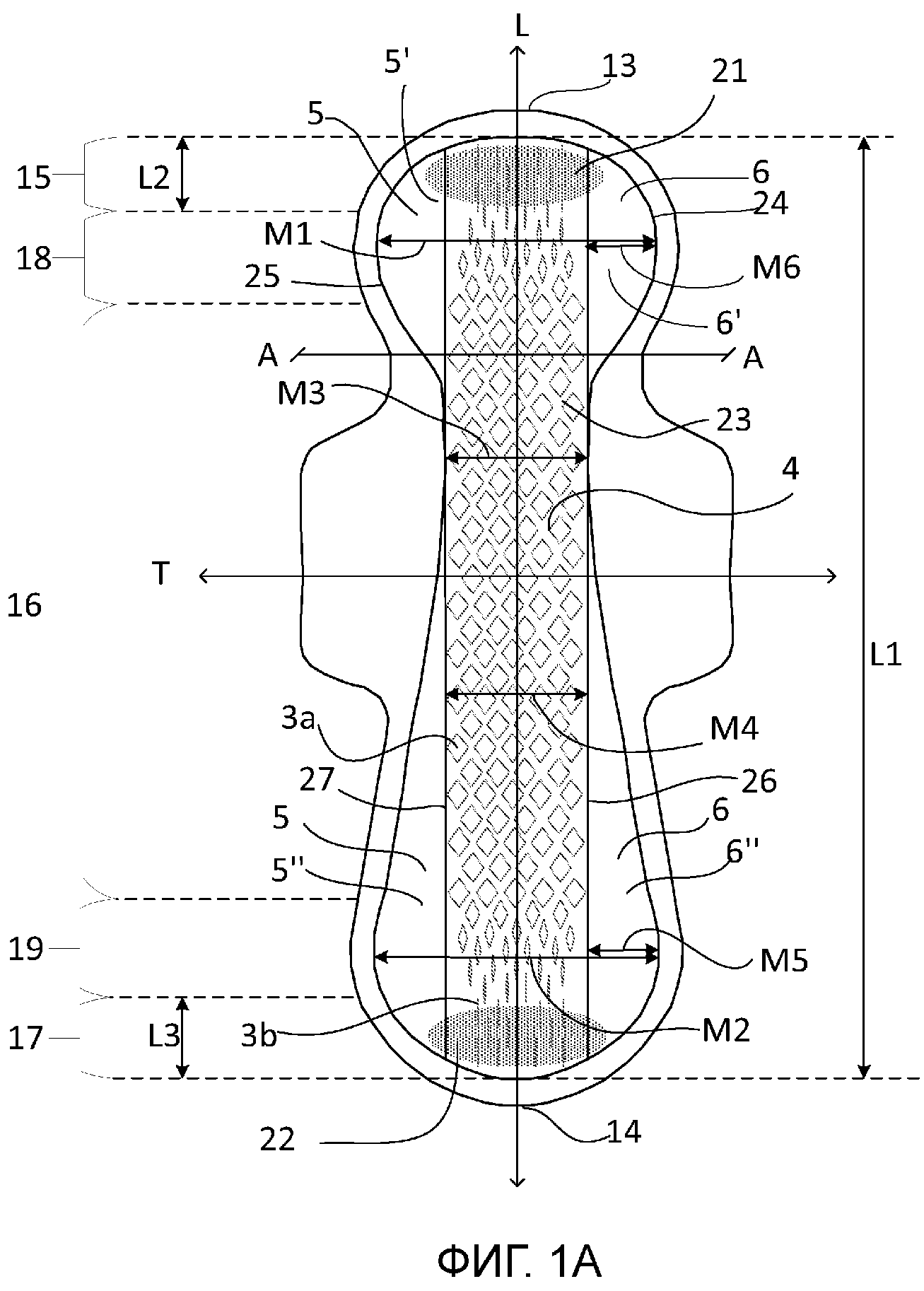
Как показано на фиг.1А и 1В, вспененный слой 1 для впуска жидкости содержит множество прорезей 2, расположенных со схемой расположения, которая охватывает зону 4, центральную в поперечном направлении и предусмотренную во вспененном слое 1 впитывающей сердцевины 11, предназначенном для впуска жидкости. Центральная зона 4 содержит зону 23 впуска жидкости, расположенную в промежностной зоне впитывающего изделия, и барьерные зоны, расположенные в передней и задней частях 15, 17, и в показанном примере также переходные зоны 18, 19, расположенные между барьерными зонами 15, 17 и зоной 23 впуска жидкости. Центральная зона 4 содержит множество прорезей 2, расположенных со схемой расположения, которая охватывает центральную зону 4. В той части центральной зоны 4, которая содержится в промежуточной части 16 впитывающей сердцевины, прорези 2 имеют вид расширенных щелевых отверстий 3а. Зона с расширенными прорезями образует зону 23 впуска жидкости. В частях указанной центральной зоны 4, которые содержатся в одной или обеих из передней и задней частей 15, 17 впитывающей сердцевины, прорези 2 имеют вид нерасширенных прорезей 3b. Передняя и задняя концевые части 15, 17 содержат нерасширенные прорези 3b, но не содержат расширенных щелевых отверстий 3а.
В показанном примере центральная зона 4 также содержит переднюю переходную зону 18, расположенную между передней концевой частью 15 и промежуточной частью 16 в продольном направлении впитывающей сердцевины 11, и заднюю переходную зону 19, расположенную между задней концевой частью 17 и промежуточной частью 16 в продольном направлении впитывающей сердцевины 11, и прорези 2 постепенно расширяются в указанных передней и задней переходных зонах 18, 19 от нерасширенных прорезей 3b до расширенных щелевых отверстий 3а в направлении от указанных передней и задней переходных зон 18, 19 к промежуточной части 16.
Множество расширенных щелевых отверстий 3а, выполненных во вспененном слое 1 для впуска жидкости, могут быть образованы из множества прорезей, которые были расширены до отверстий посредством поперечного растягивания полотна пеноматериала для впуска жидкости, из которого образован вспененный слой 1 для впуска жидкости, перед включением в изделие. Это показано более подробно на фиг.3А и 3В.
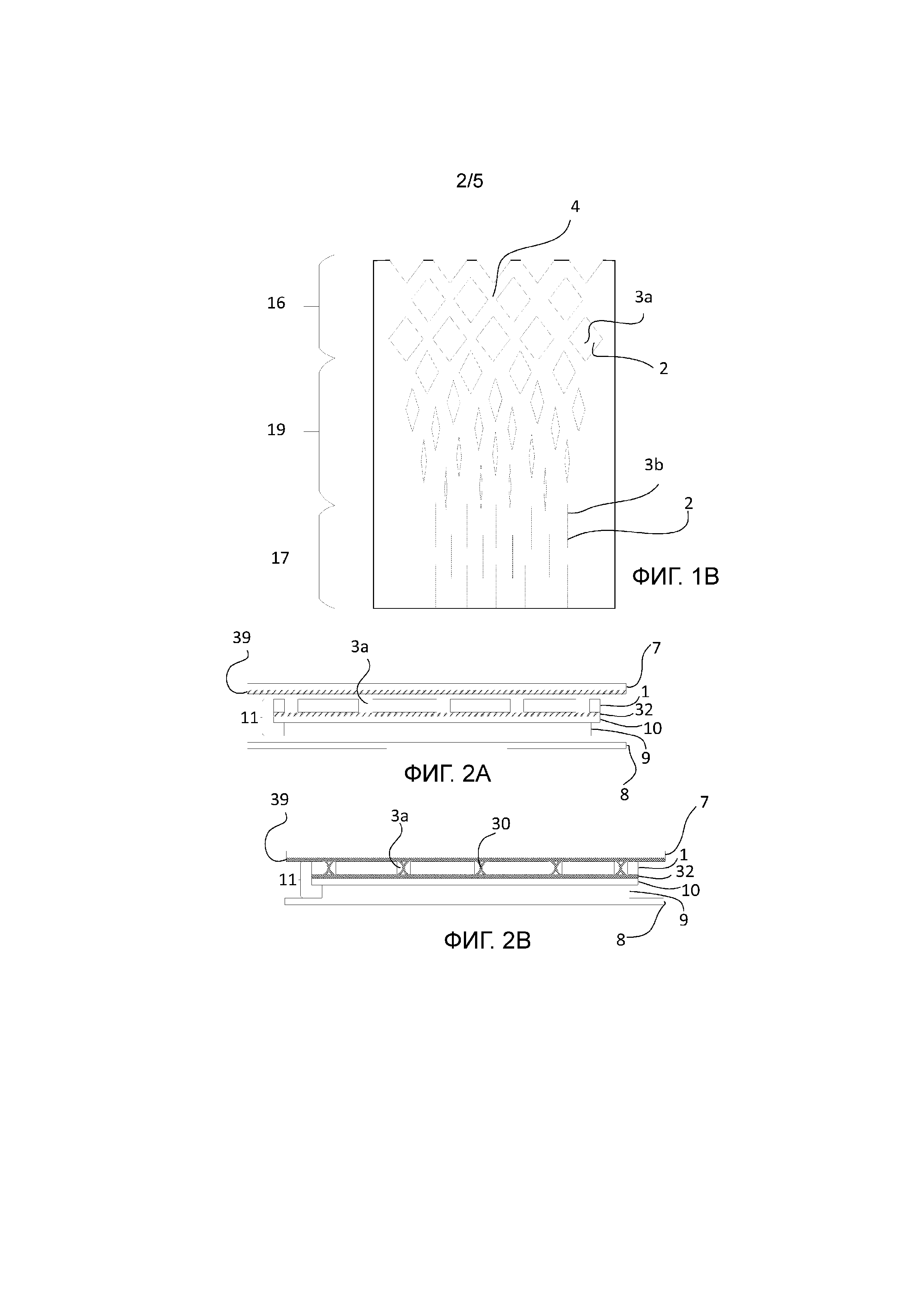
Фиг.3А показывает вид сверху пеноматериала 1 для впуска жидкости после его прорезания, но перед его растягиванием, и показывает, как при прорезании была получена схема расположения продольных прорезей 2. Еще не растянутый пеноматериал 1 для впуска жидкости имеет в его поперечном направлении центральную зону 4 с прорезями и две боковые краевые зоны 5, 6 без прорезей. Прорези 2 на фиг.3А являются прямолинейными, но могут иметь любую соответствующую форму, например, такую как волнообразная. В показанном примере прорези 2 выполнены со схемой расположения с рядами, расположенными в шахматном порядке и проходящими в продольном направлении впускающего материала 1. Прорези 2 расположены на расстоянии В друг от друга в одном продольном ряде, и соседние ряды расположены на расстоянии С друг от друга в поперечном направлении. Каждая прорезь 2 в схеме расположения имеет длину А прорези. Нерасширенные прорези 3b имеют максимальную ширину W1 раскрыва в поперечном направлении, и расширенные щелевые отверстия 3а имеют максимальную ширину W2 раскрыва в поперечном направлении.
Фиг.3В показывает пеноматериал для впуска жидкости по фиг.3А после его растягивания в направлении, поперечном к направлению прорезей 2, то есть после раскрыва прорезей 2 для образования отверстий 3. Теперь прорези 2 расширены до ромбовидных щелевых отверстий 3а или ромбовидных карманов и имеют длину L2 в продольном направлении и ширину W2 в поперечном направлении. Боковые краевые зоны 5, 6 по-прежнему свободны от отверстий.
Как лучше всего видно на фиг.2А, впитывающая сердцевина 11 содержит впитывающий волокнистый слой 9, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к не проницаемому для жидкостей, заднему листу 8, вспененный слой 1 для впуска жидкости, расположенный с той стороны впитывающей сердцевины, которая является ближайшей к проницаемому для жидкостей, верхнему листу 7. Фиг.1А показывает, что впитывающая сердцевина 11 содержит зону 4, центральную в поперечном направлении, которая проходит в продольном направлении впитывающей сердцевины вдоль всей длины L1 впитывающей сердцевины 11 в продольном направлении и имеет боковые края 26, 27, проходящие по существу в продольном направлении, но расстояние между данными боковыми краями может изменяться в незначительной степени. Впитывающее изделие содержит транспортирующий слой 10, расположенный между вспененным слоем 1 для впуска жидкости и впитывающим волокнистым слоем 9, и слой 32 адгезива размещен между вспененным слоем 1 для впуска жидкости и транспортирующим слоем 10. Кроме того, дополнительный слой 39 адгезива может быть размещен между вспененным слоем 1 для впуска жидкости и верхним листом 7, и верхний лист 7 может быть прикреплен к транспортирующему слою 10 посредством расширенных щелевых отверстий 3а за счет обеспечения возможности соединения слоев 32, 39 адгезива с помощью расширенных щелевых отверстий 3а, что проиллюстрировано на фиг.2В в точке 30. Когда слои впитывающего изделия соединены, транспортирующий слой 10 будет прикреплен с помощью адгезива к слою 7, представляющему собой верхний лист, посредством отверстий 3 в зоне 23 впуска жидкости посредством слоев 39, 32 адгезива.
Цветные зоны 21, 22 имеются на транспортирующем слое 10 в передней и задней концевых зонах 15, 17 впитывающей сердцевины 11. Пеноматериал 101 для впуска жидкости имеет непрозрачность 20-60%, и проницаемый для жидкостей, верхний лист 7 также соответственно выполнен в виде прозрачного материала, сквозь который видны цветные зоны 21, 22.
В показанном примере часть центральной зоны 4, образующая зону 23 впуска жидкости, имеет ширину М4 в поперечном направлении, которая равна минимальной ширине М3 впитывающего волокнистого слоя 9 в поперечном направлении, так что боковые краевые зоны 5, 6 расположены в передней и задней частях 15, 17 в поперечном направлении снаружи от зоны 23 впуска жидкости. В данном примере боковые края 16, 27 центральной зоны 23 впуска жидкости параллельны друг другу и продольной оси впитывающего изделия, так что ширина М4 является одинаковой на всей длине данной зоны. Боковые краевые зоны 5', 6' передней части 15 имеют максимальную ширину М6, и боковые краевые зоны 5ʺ, 6ʺ задней части 17 имеют максимальную ширину М5. В показанном примере ширина М6 передних боковых краевых зон 5', 6' такая же, как ширина М5 задних боковых краевых зон 5ʺ, 6ʺ, но ширина М6 передних боковых краевых зон также может быть меньше ширины М5 задних боковых краевых зон.
Вспененный слой для впуска жидкости свободен от отверстий, предназначенных для впуска жидкости, в боковых краевых зонах 5, 6. В показанном примере ширина М4 зоны 23 впуска жидкости, определяемая в поперечном направлении, равна минимальной ширине М3 впитывающей сердцевины в поперечном направлении, что означает, что в данном месте отсутствуют какие-либо боковые краевые зоны. Однако, если это желательно, боковые краевые зоны могут находиться в поперечном направлении снаружи от центральной части вдоль всей длины впитывающей сердцевины.
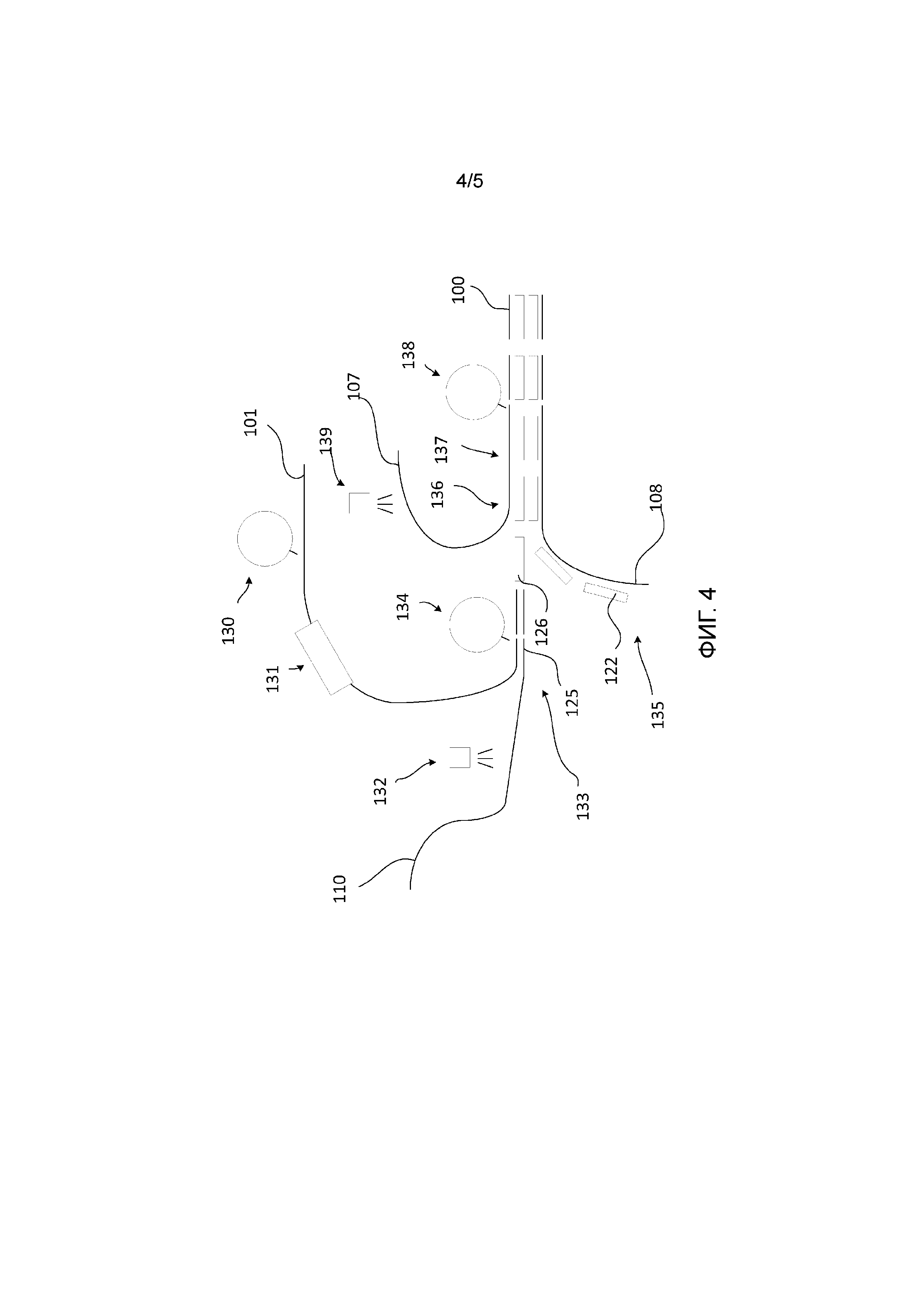
Фиг.4 схематически показывает способ изготовления впитывающего изделия, включающий этапы
- прорезания 130 множества прорезей 2 в центральной зоне 4 непрерывного полотна пеноматериала 101 для впуска жидкости, при этом указанные прорези проходят продольно в машинном направлении;
- поперечного растягивания 131 полотна пеноматериала 101 для впуска жидкости в направлении, поперечном к машинному направлению, посредством чего прорези 2 расширяются до отверстий 3;
- нанесения 132 адгезива на непрерывное полотно транспортирующего материала 110;
- соединения 133 непрерывного полотна пеноматериала 101 для впуска жидкости и полотна транспортирующего материала 110 в комбинированное полотно 125;
- вырезания 134 компонентов 126 с впускающим вспененным слоем из комбинированного полотна 125;
- подачи 135 отдельных впитывающих компонентов 122;
- вкладывания 136 компонента 126 с впускающим вспененным слоем и впитывающего компонента 122 между непрерывным полотном материала 107 верхнего листа и непрерывным полотном материала 108 заднего листа;
- соединения 137, по меньшей мере, материала 107 верхнего листа и материала 108 заднего листа вдоль наружных краев впитывающего изделия;
- вырезания 138 комбинированного материала с заданной формой, в результате чего получают впитывающее изделие 100.
При поперечном растягивании 131 полотна пеноматериала 101 для впуска жидкости в направлении, поперечном к машинному направлению, ширину указанного полотна пеноматериала 101 для впуска жидкости увеличивают до заданной желательной ширины М4 в поперечном направлении, и
при нанесении 132 адгезива на непрерывное полотно транспортирующего материала 110 адгезив наносят периодически так, чтобы адгезив был нанесен на части 116 полотна транспортирующего материала 110, которые соответствуют промежуточной части 16 впитывающей сердцевины 11, и чтобы части 117, которые соответствуют передней и задней концевым частям 15, 17 впитывающей сердцевины 11, были свободны от адгезива.
В альтернативном варианте при поперечном растягивании 131 полотна пеноматериала 101 для впуска жидкости в направлении, поперечном к машинному направлению, ширину указанного полотна пеноматериала 101 для впуска жидкости увеличивают периодически так, чтобы части 216 полотна пеноматериала 101 для впуска жидкости были растянуты до заданной желательной ширины М4 в поперечном направлении, и чтобы части 117, которые соответствуют передней и задней концевым частям 15, 17 впитывающей сердцевины 11, сохраняли их исходную ширину в нерастянутом состоянии, и
при нанесении 132 адгезива на непрерывное полотно транспортирующего материала 110 адгезив наносят непрерывно на полотно транспортирующего материала 110.
Способ, показанный на фиг.4, также включает нанесение 139 адгезива на поверхность полотна материала 107 верхнего листа, обращенную к компоненту 126 с вспененным слоем для впуска жидкости, перед вкладыванием компонентов 126, 122 сердцевин, и сдавливание 135 слоев вместе так, чтобы слой материала 107 верхнего листа был прикреплен к слою транспортирующего материала 110 посредством отверстий 3, образованных во вспененном слое 101 для впуска жидкости.
ПРИМЕРЫ
Толщину вспененного слоя, пригодного в качестве слоя для впуска жидкости, измеряют при приложенном давлении 0,5 кПа на нерастянутом куске материала без отверстий. Лапка толщиномера соответственно имеет размеры 45×45 мм, или в любом случае она должна быть меньше образца пеноматериала. Необходимо аккуратно отделить пеноматериал от изделия и измерить толщину в репрезентативной зоне. Следует опускать лапку медленно и плавно на образце и обеспечить возможность ее выстаивания в течение 10 секунд перед считыванием показателя толщины. В случае, если пеноматериал имеет неодинаковую толщину, среднее значение должно быть получено из пяти репрезентативных мест измерения.
Плотность рассчитывают посредством взвешивания образца (в граммах) и последующего деления массы на объем образца (в см3). Объем определяют умножением толщины (измеренной вышеуказанным способом) на площадь образца. Плотность пеноматериала относится к однородному пеноматериалу, следовательно, пеноматериалу без каких-либо прорезей или отверстий.
Непрозрачность измеряют в соответствии с Международным стандартом ISO 2471:2008(Е) -Бумага и картон - Определение непрозрачности (бумажная подложка) -Метод диффузного отражения. Метод берет начало в бумажной промышленности, но также пригоден в данном случае. Впускающий слой аккуратно отделяют от впитывающего изделия. Непрозрачность измеряют в зоне, которая свободна от прорезей или отверстий. В случае, если непрозрачность изменяется в зоне впускающего слоя, например, вследствие частичного окрашивания или различий в поверхностной плотности, зона с наименьшей непрозрачностью должна рассматриваться как репрезентативная для впускающего слоя.
В нижеприведенной Таблице 1 показаны примеры подходящих промышленно изготавливаемых и имеющихся на рынке пеноматериалов, которые могут быть использованы для слоя для впуска жидкости во впитывающей сердцевине.
Таблица 1
|
* ISO 2471:2008(Е) -Бумага и картон - Определение непрозрачности (бумажная подложка) -Метод диффузного отражения
Пеноматериал для впуска жидкости, имеющий малую толщину и низкую плотность, предпочтителен по соображениям, связанным с комфортом и незаметностью.
Материал образца 5 представляет собой пеноматериал, имеющий высокую отражательную способность благодаря включению белого пигмента. Пеноматериал образца 4 имеет относительно большую толщину и поверхностную плотность, что обеспечивает бóльшую непрозрачность. Материал образца 2 представляет собой пеноматериал, имеющий наиболее предпочтительную непрозрачность, хотя все пеноматериалы в таблице являются достаточно прозрачными для их пригодности в качестве слоя для впуска жидкости.
Пачка, содержащая стопку абсорбирующего бумажного материала салфеток и упаковку
Пачка, содержащая стопку абсорбирующего бумажного материала салфеток и упаковку
Насос для выдачи текучих сред
Выдачное устройство для рулонов
Датчик полного сопротивления для обнаружения и контроля влаги во впитывающих изделиях
Впитывающее изделие с показанной впитывающей зоной
Транспортная упаковка для индивидуальных упаковок впитывающего тонкого бумажного материала
Кондиционирующая накладка для ухода за кожей интимной зоны, содержащая нетканый материал
Пригодное для ношения одноразовое впитывающее изделие
Впитывающее изделие с усовершенствованной системой скрепления и способ изготовления такого впитывающего изделия
Впитывающее изделие, содержащее пеноматериал
Впитывающий продукт, содержащий окрашенные участки

