Результат интеллектуальной деятельности: Ленточная пила
Вид РИД
Изобретение
Изобретение относится к деревообрабатывающей отрасли промышленности и предназначено для повышения работоспособности ленточных пил в процессе работы путём снижения усталостных циклических напряжений в полотне пилы.
Известен способ изготовления пил, включающий заточку зубьев под углом и двустороннюю пластическую деформацию, например, двусторонним вдавливанием штампов или двусторонней прокаткой роликами, создающую в междузубных впадинах сжимающие напряжения, которой подвергают область полотна расположенную в пределах биссектрисы угла заточки и составляющую от касательной не менее одного радиуса закругления междузубной впадины в сторону вершины зуба и не менее двух радиусов в сторону полотна, что предотвращает образование и развитие трещин. (а.с. СССР № 1201072, МПК В 23 D 65/00, 1985).
Недостатком данного способа является то, что невозможно предотвратить накопление усталостных циклических напряжений в зоне межзубных впадин пилы во время работы и образование трещин при достижении уровня усталостных напряжений противодействующих сжимающих напряжений, созданных при вальцевании, что снижает эксплуатационную надежность пильного полотна.
Известен способ подготовки дереворежущих пил, предотвращающий концентрацию напряжений в межзубной впадине при шлифовке межзубной впадины предварительным нагревом материала полотна пилы до температуры пластификации (пат. РФ № 2619250 C1, МПК B27B33/00, C21D9/24, 2016).
Недостатком данного способа является то, что он не предотвращает возникновения циклических усталостных напряжений в полотне пилы и развития трещин при пилении.
Известен способ снижения усталостных напряжений в полотне ленточной пилы формированием в основании впадины каждого зуба пилы зон пластической деформации металла нагревом до температуры предела текучести материала бесконтактно импульсным индукционным способом (пат. РФ № 2677198 C1, МПК C21D9/24, B27B33/00, 2018).
Это устройство принято за прототип. Недостатком прототипа является то, что он не обеспечивает снижения уровня концентрации усталостных циклических напряжений в полотне пилы, что снижает надежность работы пилы.
Изобретение направлено на решение задачи снижения изгибной жесткости полотна пилы, уменьшения уровня концентрации усталостных циклических напряжений в полотне пилы и повышения надежности работы инструмента.
Это достигается тем, что в предлагаемом техническом решении для уменьшения изгибной жесткости полотна пилы, в ленточной пиле, содержащей полотно, зубчатую и заднюю кромки, полотно пилы поделено на чередующиеся участки с различной жесткостью, соединяющие зубчатую и заднюю кромки пилы и расположенных с шагом, соответствующим шагу зубьев, при этом ось участка с меньшей жесткостью совпадает с вершиной основания впадины зуба пилы и нормальна или проходит через вершину междузубной впадины под углом, соответствующим углу заточки передней грани зуба.
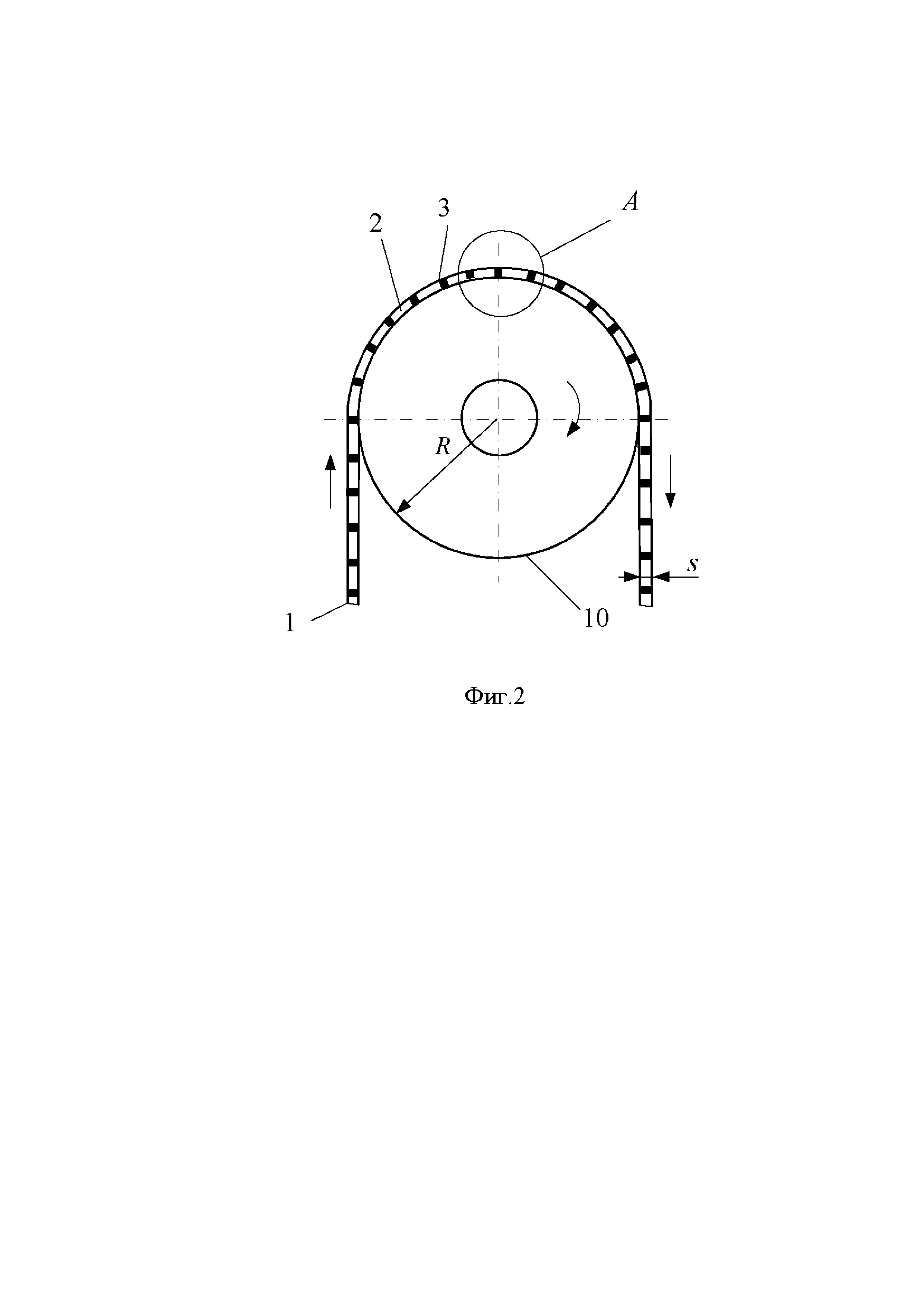
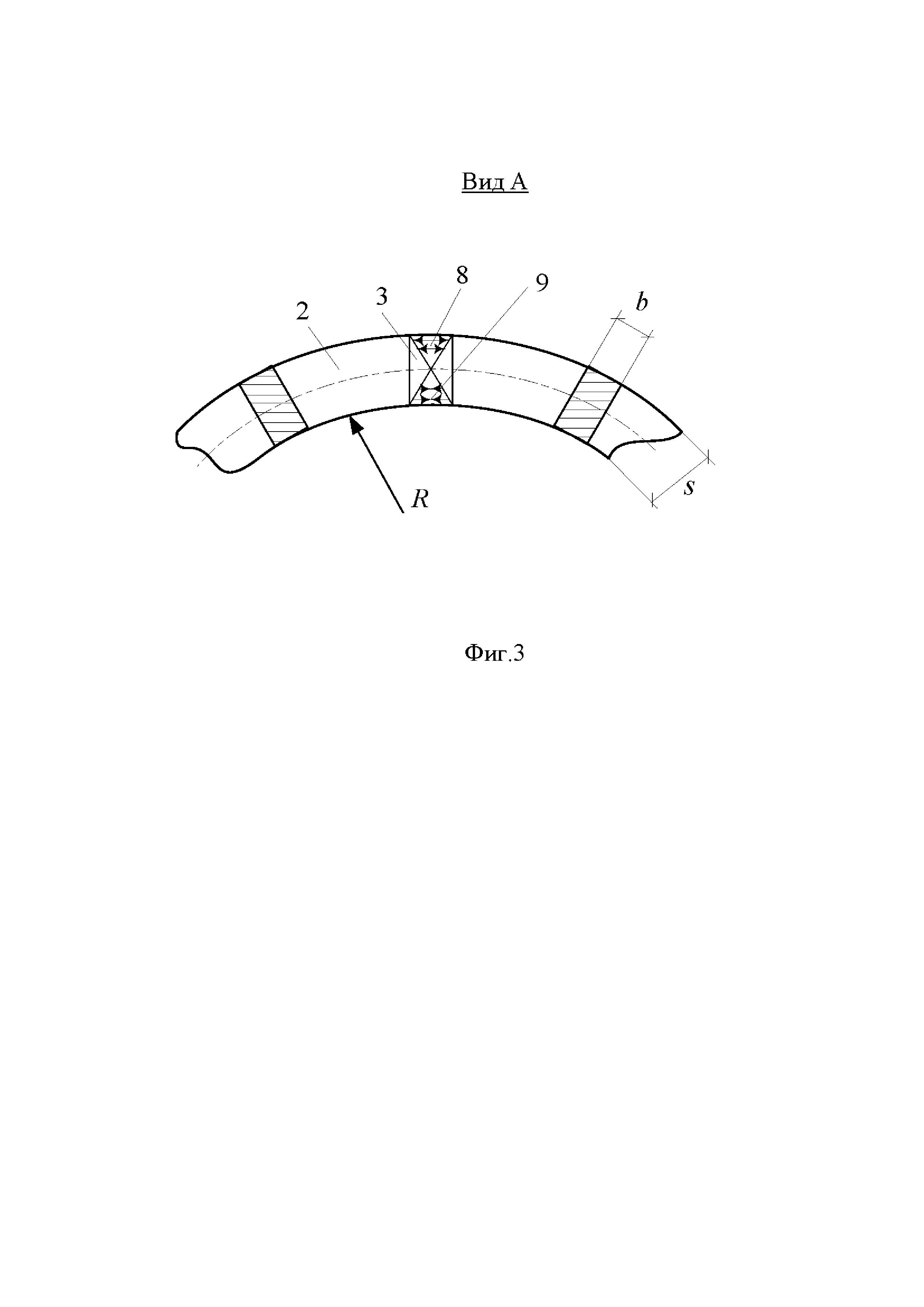
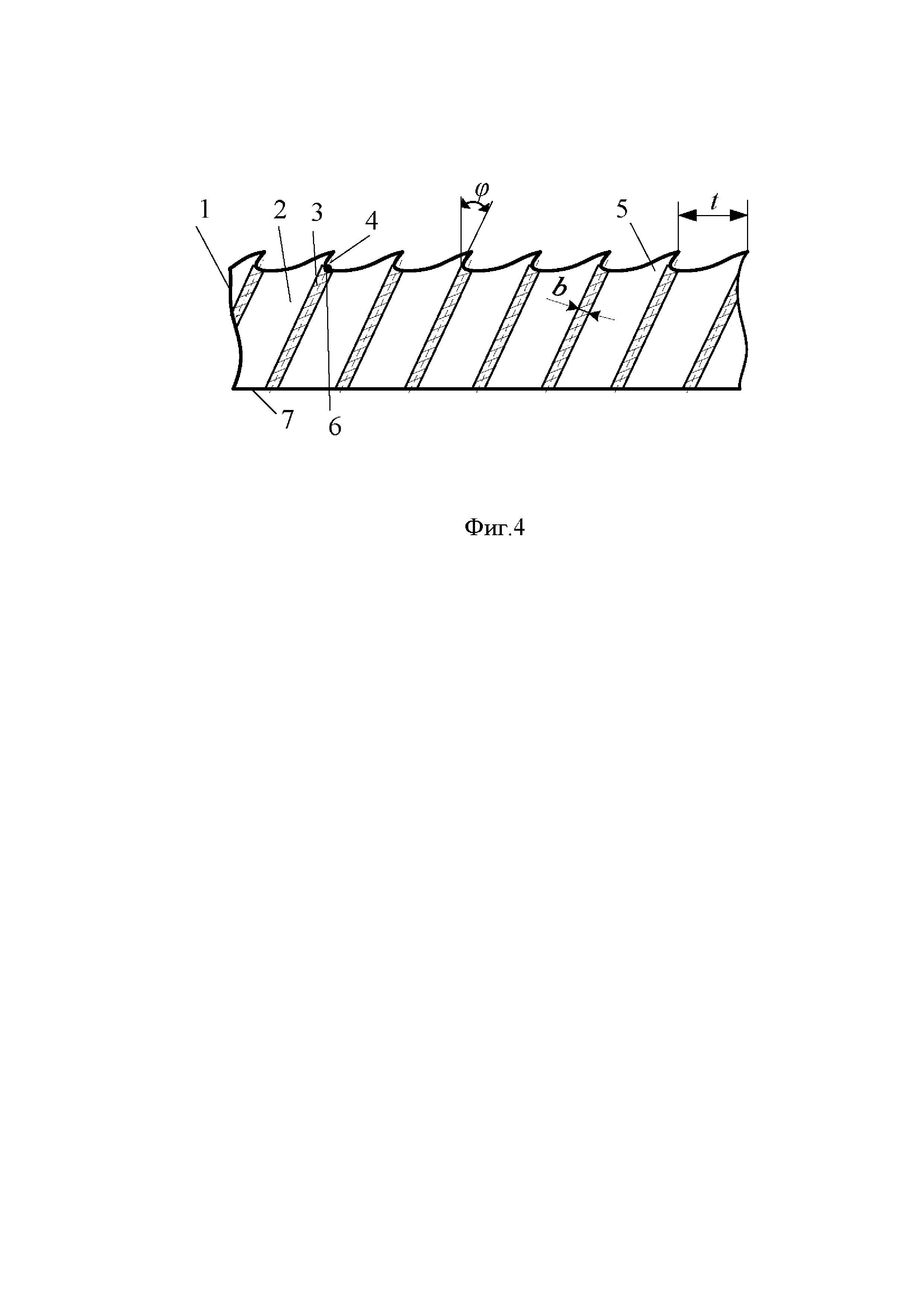
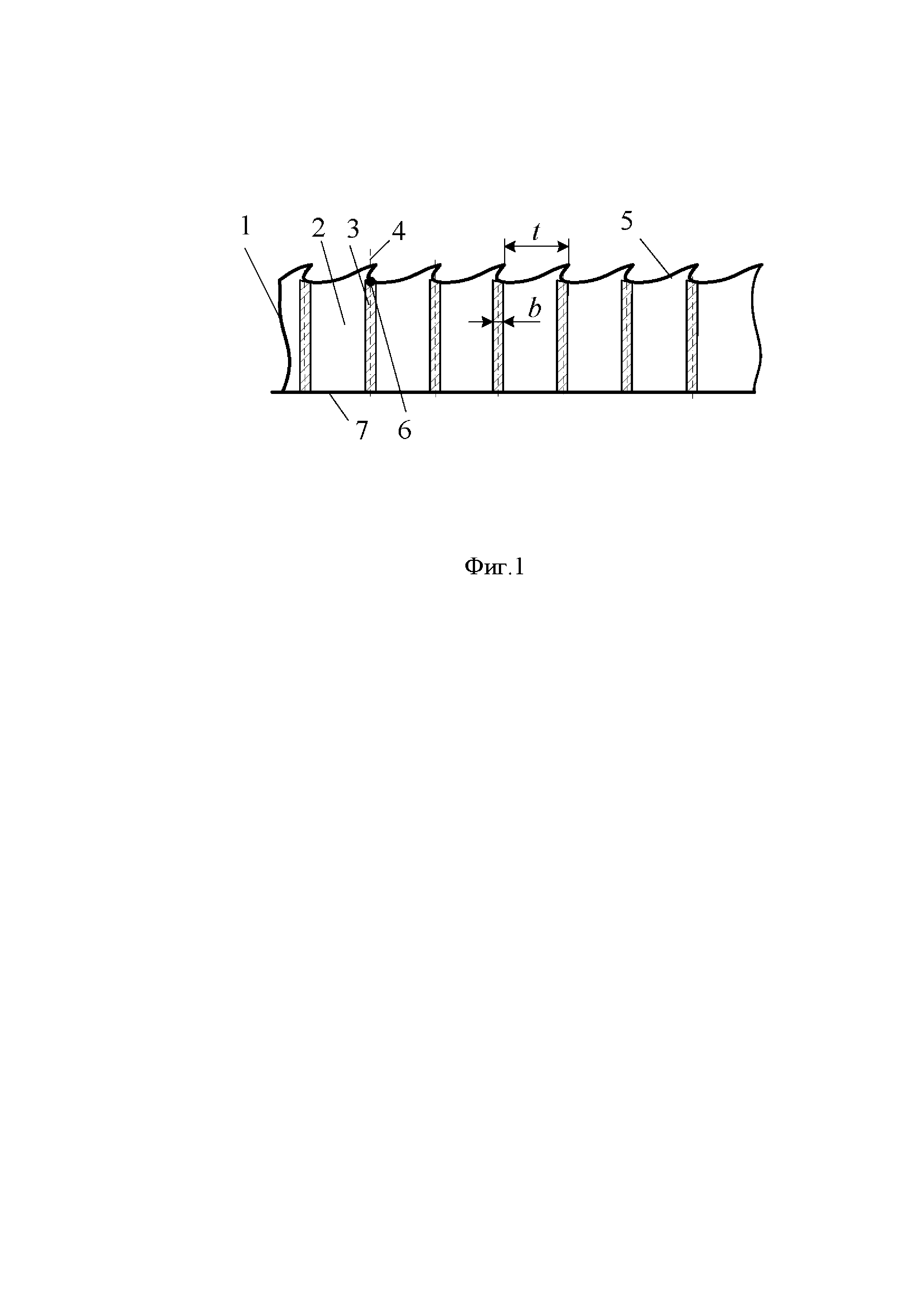
На фиг.1 показана ленточная пила с чередующимися участками, расположенными нормально к задней кромке пилы; на фиг.2 – ленточная пила на шкиве; на фиг.3 – вид А; на фиг.4 - ленточная пила с чередующиеся участками, расположенными под углом к задней кромке пилы.
Пила включает полотно толщиной s пилы 1 c чередующимися участками большей 2 и меньшей 3 жесткости с осью 4, зубчатую кромку 5 с вершиной основания впадины зуба 6 (реперной точкой) и заднюю кромку 7, зону напряжений растяжения 8, зону напряжений сжатия 9, шкив 10.
Ленточная пила обладает высокой изгибной жесткостью, определяющей интенсивность накопления усталостных напряжений в полотне пилы. В процессе работы при огибании шкива 10 с радиусом R полотно пилы 1 подвергается циклическим перегибам, которые приводят к появлению в полотне пилы зон напряжений растяжения и сжатия и накоплению в полотне пилы усталостных напряжений, появлению трещин и аварийному выходу из строя пилы.
В предлагаемом техническом решении для уменьшения изгибной жесткости и снижения напряжений полотно пилы 1 поделено на чередующиеся взаимосвязанные участки с большей 2 и с меньшей 3 жесткостью. Участки с меньшей жесткостью формируются путем пластификации индукционным нагревом локальных полосовых зон 3, соединяющих вершину основания зуба 6 зубчатой кромки 5 и заднюю кромку 7 полотна пилы. При этом в пластифицированной зоне участка 3 возникают уменьшенные напряжения растяжения 8 и сжатия 9, что увеличивает податливость участка полотна пилы 3 симметрично оси 4. Это позволяет снизить изгибную жесткость полотна пилы на шкивах за счет пластичности и меньшей жесткости участка 3 при одновременном увеличении выносливости и релаксационной стойкости полотна пилы.
При расположении оси 4 участка 3 нормально к задней кромке пилы 7 перегиб полотна пилы на шкиве происходит в пластифицированной зоне по оси 4 участка 3.
Ширина b участка c меньшей жесткостью определяется количеством переточек зубьев пилы по передней грани, так как при каждой заточке происходит смещение вершины основания впадины зубьев 6 (реперной точки) к границе участка 3.
При расположении оси 4 участка 3 с наклоном равным углу заточки передней грани зуба ϕ вершина впадины 6 смещается по оси в сторону задней кромки и не ограничивает количество заточек зубьев пилы.
Применение предлагаемого технического решения позволяет снизить изгибную жесткость полотна пилы, уменьшить уровень концентрации усталостных циклических напряжений в полотне пилы и повысить надежность работы инструмента.
Высевающий аппарат
Пилотажно-навигационная система транспортного летательного аппарата
Способ повышения жесткости круглой пилы
Струбцина с клиновым зажимом для панелей
Осветительная опора
Способ склеивания древесины
Способ извлечения йода
Цилиндрическое зубчатое колесо
Способ прямого определения свинца в морской воде
Установка для отделения древесной зелени
Способ сушки древесины в свч лесосушильной камере резонансным методом
Способ изготовления армированной клееной деревянной балки
Установка для пропитки древесины жидкостью
Установка для сушки древесины в поле свч
Устройство для создания термопластических концентрированных напряжений в полосовых пилах
Ленточнопильный станок
Способ подготовки дереворежущих пил
Способ подготовки дереворежущих пил
Термопривод для регулирования температуры воздуха в теплице
Лесосушильная конденсационная камера

