Результат интеллектуальной деятельности: СПОСОБ СТАБИЛИЗАЦИИ ФОРМЫ И РАЗМЕРОВ ПЛАТФОРМ, ПРИМЕНЯЕМЫХ ДЛЯ МОНТАЖА ОБОРУДОВАНИЯ
Вид РИД
Изобретение
Изобретение относится к области производства платформ (сварных конструкций) из сталей под монтаж сложного комбинированного оборудования для снятия остаточных сварочных напряжений после их изготовления, и может быть использовано при постройке судов различного назначения и при реконструкции предприятий.
В современном производстве при изготовлении сварных конструкций широко используются стали, сварные соединения которых имеют высокие уровни остаточных сварочных напряжений и нестабильную структуру.
В настоящее время для платформ (сварных конструкций) из сталей, предназначенных для монтажа оборудования, для снятия сварочных напряжений применяются методы предварительной термической обработки. Допустимые максимальные размеры платформы ограничены размерами используемых печей.
Известен способ термической обработки изготовленных платформ, который включает в себя предварительное грунтование платформы, размещение его в печах по специальным технологиям, при определенных температурах и длительности выдержки, остывание вместе с печью, последующую дробеструйную очистку от температурного воздействия и повторное грунтование. Недостатками данного способа являются его трудоемкость, дороговизна и ограничение по допустимым габаритным размерам печи.
Что касается сложного комбинированного оборудования, такого как дизель генераторы, турбогенераторы и др., то оно, как правило, размещается и закрепляется на специальных крупногабаритных стальных платформах (сварных конструкциях), позволяющих жестко соединять разобщенные части оборудования в единое целое. Под воздействием разнохарактерной нагрузки при эксплуатации оборудования происходит деформация стальной платформы, приводящая к разобщению совместной работы соединенного на ней оборудования. В результате чего оборудование отключается или полностью выходит из строя. Приведенный выше способ термической обработки для снижения остаточных напряжений в данном случае не может быть применен из-за крупных габаритов такой конструкции.
Опыт применения в машиностроении, а также на ряде судостроительных заводов показывает на возможность снижения остаточных напряжений в сварных конструкциях до 60%, что по эффективности сопоставимо с термообработкой. Кроме того, виброобработка в сравнении с термообработкой отличается универсальностью, доступностью и высокой экономической эффективностью при воздействии на резонансных или около резонансных частотах.
В качестве прототипа изобретения выбран способ вибрационной правки деформированных металлических конструкций (патент №2612463), получивших сварочную деформацию в виде изгиба и/или скручивания, при котором концы конструкции жестко закрепляют на стенде через установленные под конструкцию опоры таким образом, чтобы получить обратный выгиб конструкции. Данное техническое решение используется для исправления деформации изгиба или скручивания формы сварной конструкции, и не может быть применено для стабилизации формы и размеров крупногабаритных платформ. Кроме того, в прототипе вибрационная правка сварных конструкций на резонансной частоте проводится с целью создания в районе сварных швов растягивающих напряжений, вследствие чего возникает пластическое удлинение металла в районе сварного шва, и происходит эффективное уменьшение остаточных деформаций конструкции после снятия раскреплений.
Задачей настоящего изобретения является разработка дешевого и непродолжительного по времени способа стабилизации формы и размеров изготовленной крупногабаритной стальной платформы, предназначенной для монтажа сложного комбинированного оборудования.
Технический результат заключается в способе стабилизации формы и размеров крупногабаритной стальной платформы для монтажа оборудования, получившей остаточное сварочное напряжение после изготовления, путем проведения НВО на определенных резонансных частотах.
Сущность заявленного изобретения поясняется следующими фигурами.
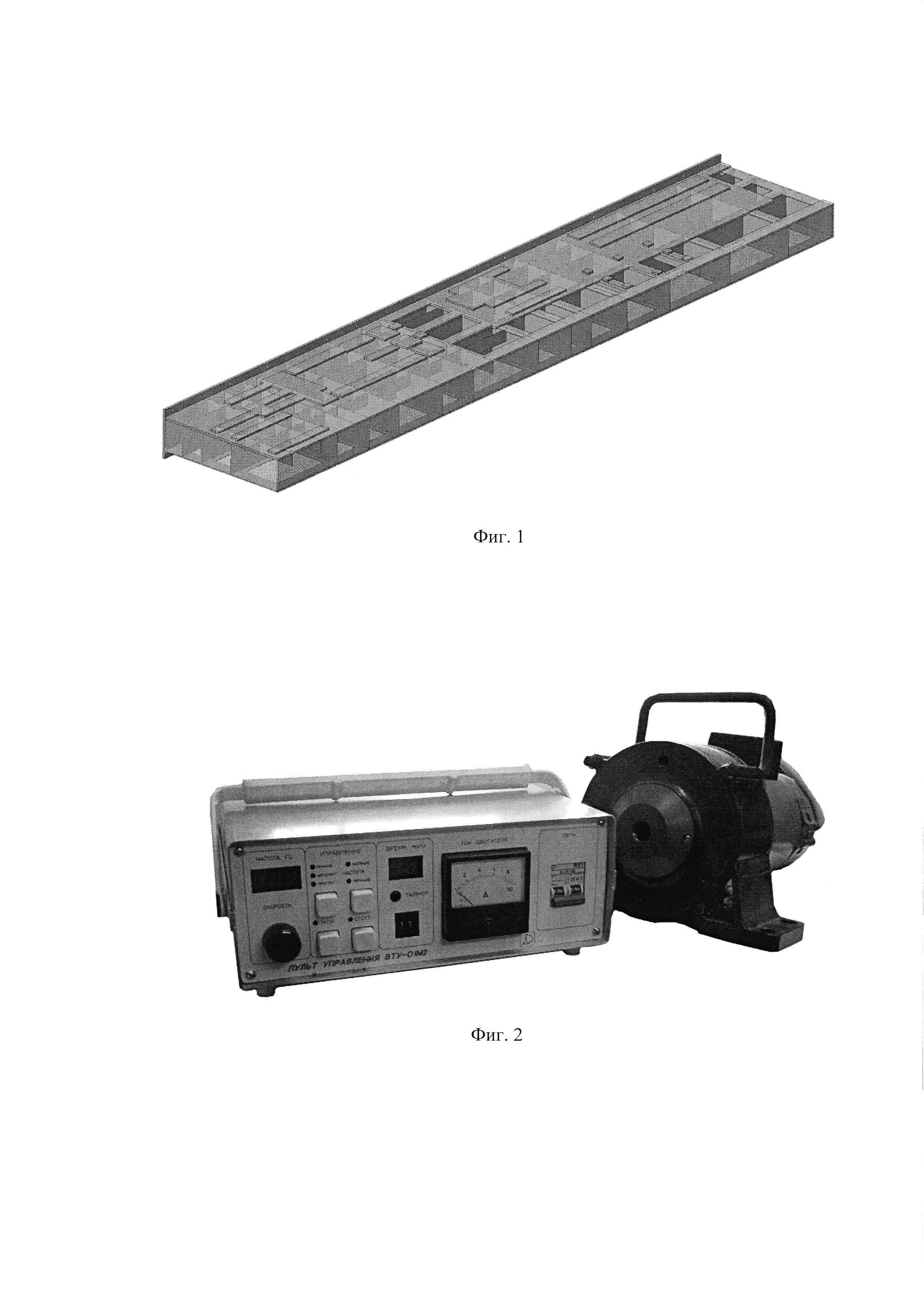
Фиг. 1 - общий вид стальной платформы.
Фиг. 2 - комплект оборудования ВТУ-01М2 для проведения НВО.
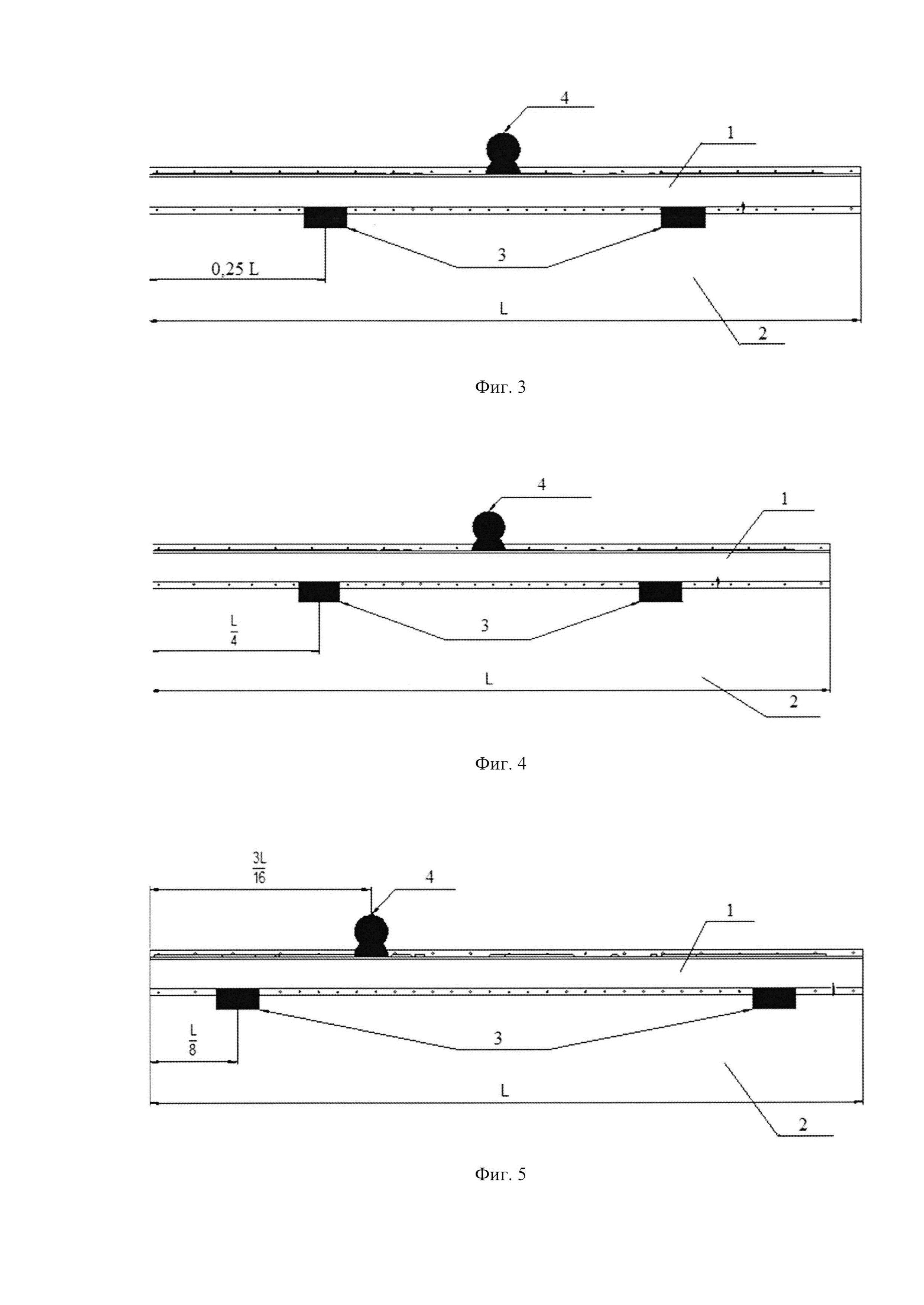
Фиг. 3 - схема расположения опор и вибровозбудителя при определении резонансных частот экспериментальным методом.
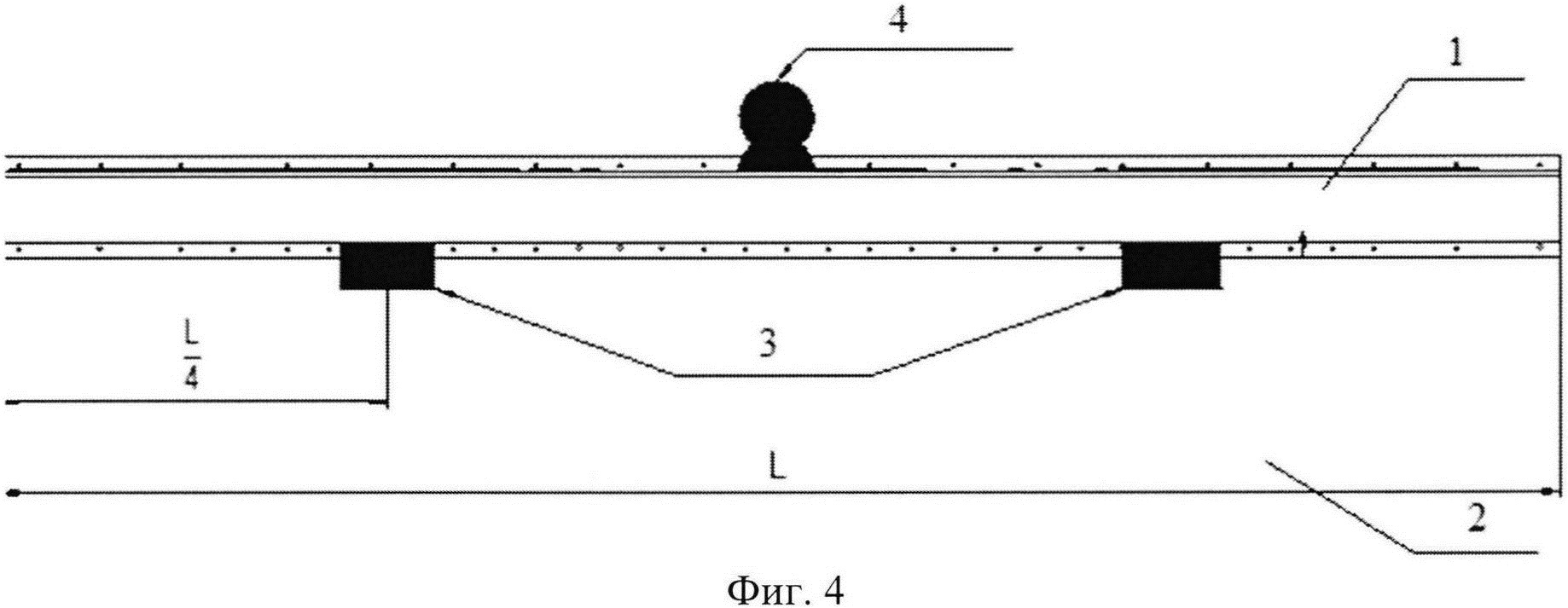
Фиг. 4 - схема расположения опор и вибровозбудителя при вибрационной обработке стальной крупногабаритной платформы на частоте 27 Гц.
Фиг. 5 - схема расположения опор и вибровозбудителя при вибрационной обработке стальной крупногабаритной платформы на частоте 70 Гц.
Фиг. 6-11 - поведение платформы на резонансных частотах с наибольшим ожидаемым эффектом, полученных расчетным методом с использованием конечно-элементного программного пакета ANSYS.
Крупногабаритную стальную платформу 1 (фиг. 3) устанавливают на стенде 2 при помощи четырех опор 3, расположенных попарно в сечении 0,25 длины L платформы 1 от ее торцов. Для предотвращения распределения колебаний платформы 1 через пол на окружающие предметы, ее устанавливают на резиновые опоры (амортизаторы) 3, демпфирующие вибрацию. В качестве амортизаторов, как правило, используются специальные резиновые подставки (куски жесткой резины подходящих габаритов и толщины), при отсутствии которых допускается использовать автомобильные покрышки. Вибровозбудитель 4 устанавливается по центру платформы 1.
Далее определяются резонансные частоты, на которых будет производиться НВО. Определение резонансных частот может осуществляться двумя способами: экспериментальным, полученным опытным путем или расчетным, полученным с использованием конечно-элементного программного пакета ANSYS.
Для проведения экспериментального метода использовалось оборудование, разработанное АО «ЦТСС» и имеющее следующие характеристики (фиг. 2):
- наибольшая частота колебаний - 120 Гц;
- наибольшее усилие - 18 кН;
- максимальная потребляемая мощность вибровозбудителя - 850 Вт.
Включаем вибровозбудитель 4, постепенно увеличивая частоту колебаний, и наблюдаем за поведением платформы 1 (фиг. 3). Таким образом, проводим кратковременную обработку платформы 1 на максимально возможной частоте с фиксацией величин частот и характера поведения платформы 1. Ожидаемым эффектом является установление взаимосвязи резонансной частоты с волновым характером продольного изгиба платформы 1 с исключением деформаций скручивания и боковых смещений.
По результатам проведенного эксперимента, можно сделать вывод о том, что НВО рассматриваемой платформы целесообразно выполнять на резонансных частотах 27 и 70 Гц, при которых наблюдался ожидаемый эффект.
Далее проводим вибрационную обработку на резонансной частоте 27 Гц (фиг. 4) платформу 1 устанавливают на стенде 2 на четырех опорах 3, попарно расположенных под платформой 1 в точках ее перегиба. При этом количество опор 3 по ширине платформы 1 должно быть не менее двух в каждом из районов установки. В данном примере расположение опор 3 соответствует 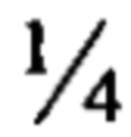 длины L (где L - общая длина платформы) платформы 1 от ее торцов. Вибровозбудитель 4 закрепляют в районе максимального напряжения платформы, т.е. в центре. Далее включаем вибровозбудитель 4 и доводим частоту колебаний до значения 27 Гц и стопорим на этой частоте. Виброобработка проводится на этой частоте до тех пор, пока стрелка встроенного амперметра на ВТУ-01М2 не остановится, т.е. длительность виброобработки определяется падением потребляемого тока с максимального значения до статичного. В итоге остаточное сварочное напряжение на этой частоте будет снято.
длины L (где L - общая длина платформы) платформы 1 от ее торцов. Вибровозбудитель 4 закрепляют в районе максимального напряжения платформы, т.е. в центре. Далее включаем вибровозбудитель 4 и доводим частоту колебаний до значения 27 Гц и стопорим на этой частоте. Виброобработка проводится на этой частоте до тех пор, пока стрелка встроенного амперметра на ВТУ-01М2 не остановится, т.е. длительность виброобработки определяется падением потребляемого тока с максимального значения до статичного. В итоге остаточное сварочное напряжение на этой частоте будет снято.
Потом переходим к виброобработке на частоте 70 Гц (фиг. 5). Для этого четыре опоры 3, попарно расположенные под платформой 1, также устанавливаем в точках перегиба, обнаруженных на этой частоте. В данном примере расположение опор 3 соответствует 1/8 длины L платформы 1 от ее торцов, а расположение вибровозбудителя 4 над платформой 1, соответствующее точке максимального напряжения на этой частоте, равно 1/3 длины L от ее торцов. Далее включаем вибровозбудитель 4 и доводим частоту колебаний до значения 70 Гц и стопорим на этой частоте. Виброобработка проводится на этой частоте до тех пор, пока стрелка встроенного амперметра на ВТУ-01М2 не остановится. В результате остаточное сварочное напряжение по всей платформе будет снято.
В частном случае резонансные частоты можно определить расчетным методом с использованием конечно-элементного программного пакета ANSYS, который предназначен для расчета прочности конструкций, по окончании сравниваем с результатами, полученными экспериментально. При этом будем учитывать, что твердотельная модель самой платформы включает все основные детали и узлы конструкции в целом. Различные отверстия, фаски и другие элементы, не являющиеся важными для расчета частоты и формы собственных колебаний, при этом не включались.
В результате расчетного метода с использованием конечно-элементного программного пакета ANSYS выявлено следующее:
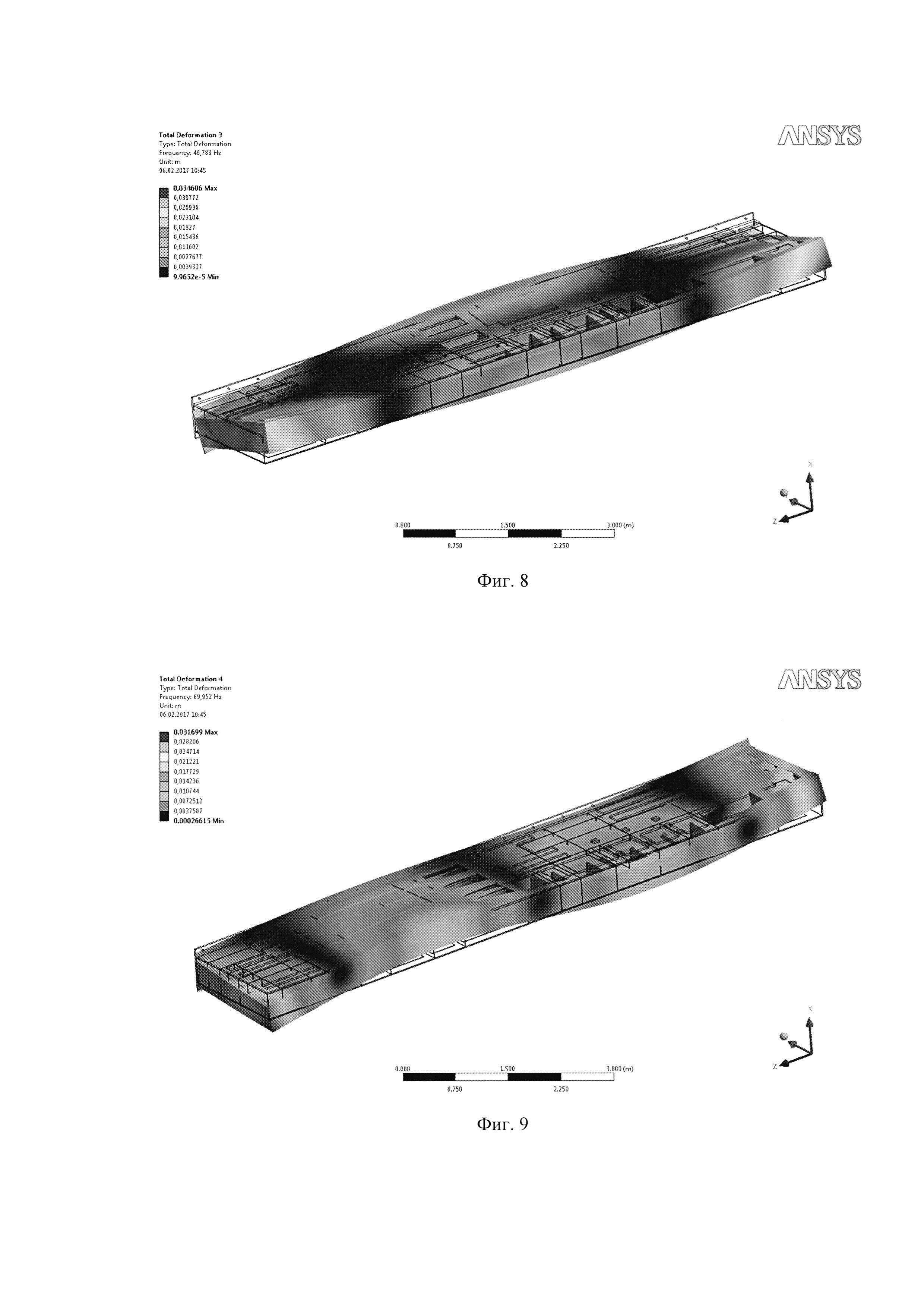
- на резонансной частоте 18 Гц колебания платформы носили характер скручивания, что не является оптимальным с точки зрения влияния на напряженное состояние конструкции (фиг. 6);
- на резонансной частоте 27 Гц колебания платформы были распределены в продольном направлении и имели характер одной полуволны; в данном случае максимальный эффект перераспределения остаточных напряжений наблюдался в центральной части платформы, где напряжение от изгиба при вибрации имело максимальное значение (фиг. 7);
-на резонансной частоте 41 Гц колебания платформы имели характер одной полуволны в продольном направлении, но сдвинуты по фазе в поперечном направлении; таким образом, появился эффект скручивания, который не желателен при выполнении обработки (фиг. 8);
-на резонансной частоте 70 Гц колебания платформы в продольном направлении имели две полуволны, максимальные напряжения при колебаниях действовали на расстоянии приблизительно 0,3⋅L от торцов, в указанных районах следовало ожидать максимального эффекта при выполнении обработки на указанной частоте (фиг. 9);
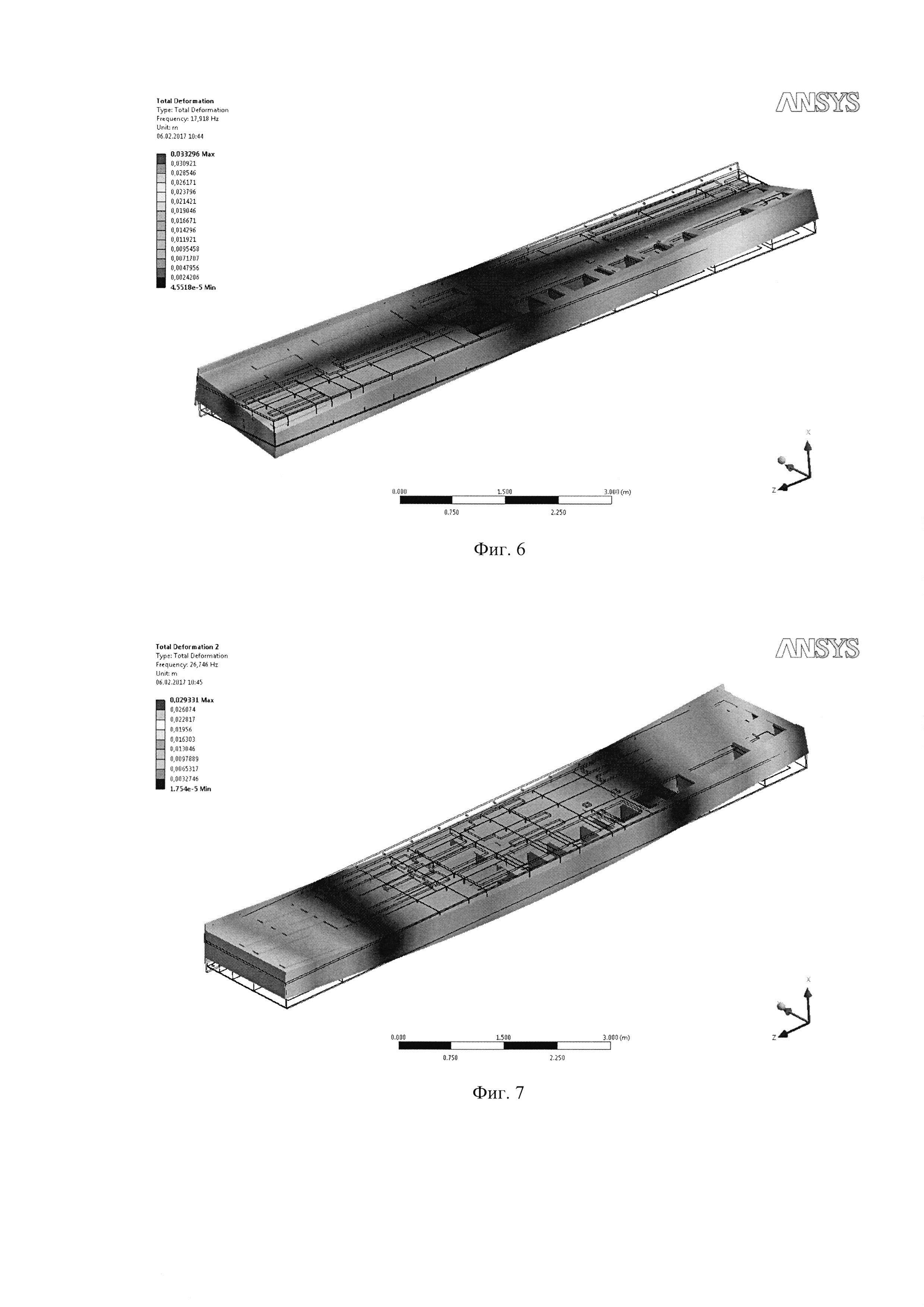
- на резонансных частотах 79 и 113 Гц колебания платформы происходили в поперечном направлении; поскольку в поперечном направлении платформа характеризуется большей жесткостью, чем в вертикальной плоскости (ширина платформы больше ее высоты), то амплитуда колебаний, следовательно, уровень возникающих напряжений и эффективность обработки будет ниже, по сравнению с обработкой на частотах, при которых колебания точек происходили в вертикальной плоскости (фиг. 10 и фиг. 11).
Согласно результатам расчетного метода программы можно сделать вывод, что НВО рассматриваемой платформы целесообразно выполнять на резонансных частотах 27 Гц и 70 Гц. При этом зоны колебаний будут охватывать значительную часть платформы, что приведет к равномерному перераспределению остаточных напряжений и стабилизации формы конструкции в целом. Результаты, полученные на других резонансных частотах, включают в себя эффекты скручивания или смещения, что противоречит условиям метода.
Результаты экспериментального метода определения могут несколько отличаться от расчетных. Причинами этого являются погрешности вычислений, возможное наличие технологических раскреплений и вспомогательных элементов, установленных на платформе, отличия механических свойств материалов, от принятых в расчете, влияние опор и ряд других факторов. Однако, как показывает опыт, указанные отклонения обычно не превышают 10-15%.
Режимы обработки следует корректировать для каждой обрабатываемой конструкции.
Таким образом, использование заявленного способа стабилизации формы и размеров изготавливаемой крупногабаритной стальной платформы, предназначенной для монтажа сложного комбинированного оборудования, приведет к снижению себестоимости и трудоемкости работ, снижению длительности проведения работ, а также к снижению энергозатрат.
Способ испытания ёмкости на герметичность
Способ перегрузки отработавших стержней управления и защиты из некондиционных чехлов для отработавших тепловыделяющих сборок
Способ правки рельсов для машин тепловой резки
Способ центровки судового валопровода и оптический тензометр для него
Способ очистки жидких радиоактивных отходов, загрязнённых нефтепродуктами, продуктами коррозии и шламами
Пневмогидравлический насос для наполнения и испытания ёмкостей высокого давления
Способ и устройство выпрямления и зачехловки деформированных по длине отработавших дефектных стержней управления и защиты
Способ стабилизации формы и размеров корпусов судов, построенных каркасным методом
Способ стабилизации формы и размеров корпусов судов, построенных в лекальных стендах
Способ вибрационной правки деформированных металлических конструкций
Способ изготовления малогабаритных оребренных листовых деталей
Способ правки рельсов для машин тепловой резки

