Результат интеллектуальной деятельности: Способ получения паяного соединения алюмооксидной керамики с титановым сплавом ВТ1-0
Вид РИД
Изобретение
Изобретение относится к области пайки, а именно к способам пайки, которые могут быть использованы для создания паяного соединения алюмооксидная керамика - сплав ВТ1-0 (титан технический) в медицине для изготовления имплантатов, в том числе эндопротеза тазобедренного сустава.
Из уровня техники известны различные способы пайки алюмооксидной керамики с титаном.
В статье [1] описан процесс пайки металлического кольца из титана с круговым элементом из оксида алюминия. Между титановым и керамическим элементом укладывалась шайба из золота. Перед пайкой на паяемую площадь керамической шайбы наносилось покрытие из ниобия толщиной 500 нм, после чего осуществлялась пайка при температуре около 1150°С. Согласно [2], ниобий является умеренно - токсичным элементом с отсутствующей биологической ролью в организме человека. Припой используемый в данной работе - золото является драгоценным металлом с большой стоимостью, что повышает стоимость процесса пайки.
В статье [3] описан процесс пайки алюмооксидной керамики с титаном припоем Zn-5% масс. Аl при температуре 723°С (450°С) и времени пайки 15 секунд. Предварительно перед пайкой происходила металлизация керамики путем погружения ее в расплав припоя Zn-5% масс. Аl при температуре 723°С (450°С) и воздействии ультразвука с частотой 18 кГц с мощностью 1 кВт. Полученное паяное соединение обладало прочностью более 40 МПа на срез. Данный способ не может применятся для пайки имплантатов, так как основной компонент припоя - цинк согласно статье [4] является биоразлагаемым материалом, он может быть растворен биологическими жидкостями человека, и в виде ионов нанести вред мягким тканям. Таким образом основным недостатком данного способа является токсичность паяного соединения.
В качестве прототипа предлагаемого изобретения выбран способ, описанный в статье [5]. Пайку оксида алюминия и титана осуществляли фольгой из золота толщиной 50 мкм в вакуумной печи в вакууме 1,3×10-3 Па при различных температурах - 1105, 1110, 1115, 1120, 1125°С в течении 1 минуты, при предварительной выдержке 1000°С - 10 минут, при скорости нагрева 20°С, охлаждение осуществляли со скоростью 5°C/мин. до температуры 300°С, далее с печью. Наиболее прочное соединение алюмооксидной керамики с титаном получены при режиме пайки 1115°С - 3 минуты. Данный способ может применятся для пайки имплантатов, так как золото, как указывают авторы статьи, является биоинертным материалом. Однако учитывая высокую стоимость золота, при больших объемах производства имплантатов и больших площадей пайки, данный способ является очень затратным. К тому же температура пайки по данному способу составляет более 1100°С, что приводит к рекристаллизации титана и ухудшению его механических свойств.
Техническим результатом заявленного изобретения является снижение материальных затрат для получения паяного соединения, и снижение степени рекристаллизации и деградации механических свойств титана после пайки.
Сущность изобретения состоит в том, что создают сборку включающую деталь из алюмооксидной керамики и деталь из сплава ВТ1-0 и уложенный между ними припой, проводят нагревание сборки в условиях вакуума не хуже (1÷5)×10-5 торр в вакуумной печи со скоростью нагрева не менее 20°С/мин и скоростью охлаждения не более 5°С/мин, при этом перед пайкой алюмооксидной керамики со сплавом ВТ1-0 на алюмооксидную керамику наносят покрытие титана толщиной 150-300 нм, затем алюмооксидную керамику с полученным покрытием отжигают в вакууме в вакуумной печи при температуре 1380-1420°С в течении 1-2 часов, после чего сборку алюмооксидной керамики с модифицированной поверхностью, припоем и титаном помещают в вакуумную печь и нагревают до температуры пайки 940-960°С, при этой температуре выдерживают 15-20 мин., затем охлаждают сборку до температуры 600-650°С, после чего охлаждают паяемую сборку до комнатной температуры со скоростью остывания печи, при этом в качестве припоя используют быстрозакаленный ленточный припой на основе сплава титана и циркония, при следующем соотношении компонентов припоя, в масс. %:
|
Технический результат достигается за счет применения припоя на основе системы титан-цирконий-кобальт, который обладает меньшей стоимостью и температурой плавления, чем чистое золото, что снижает общую стоимость получения паяного соединения и температуру пайки. Снижение температуры пайки в свою очередь снижает степень рекристаллизации и деградации механических свойств титана. Изменение состава припоя в рамках системы сплава титан - цирконий - кобальт может привести к росту температуры плавления припоя и росту температуры пайки, что нежелательно.
Сущность изобретения поясняется рисунками и чертежами.
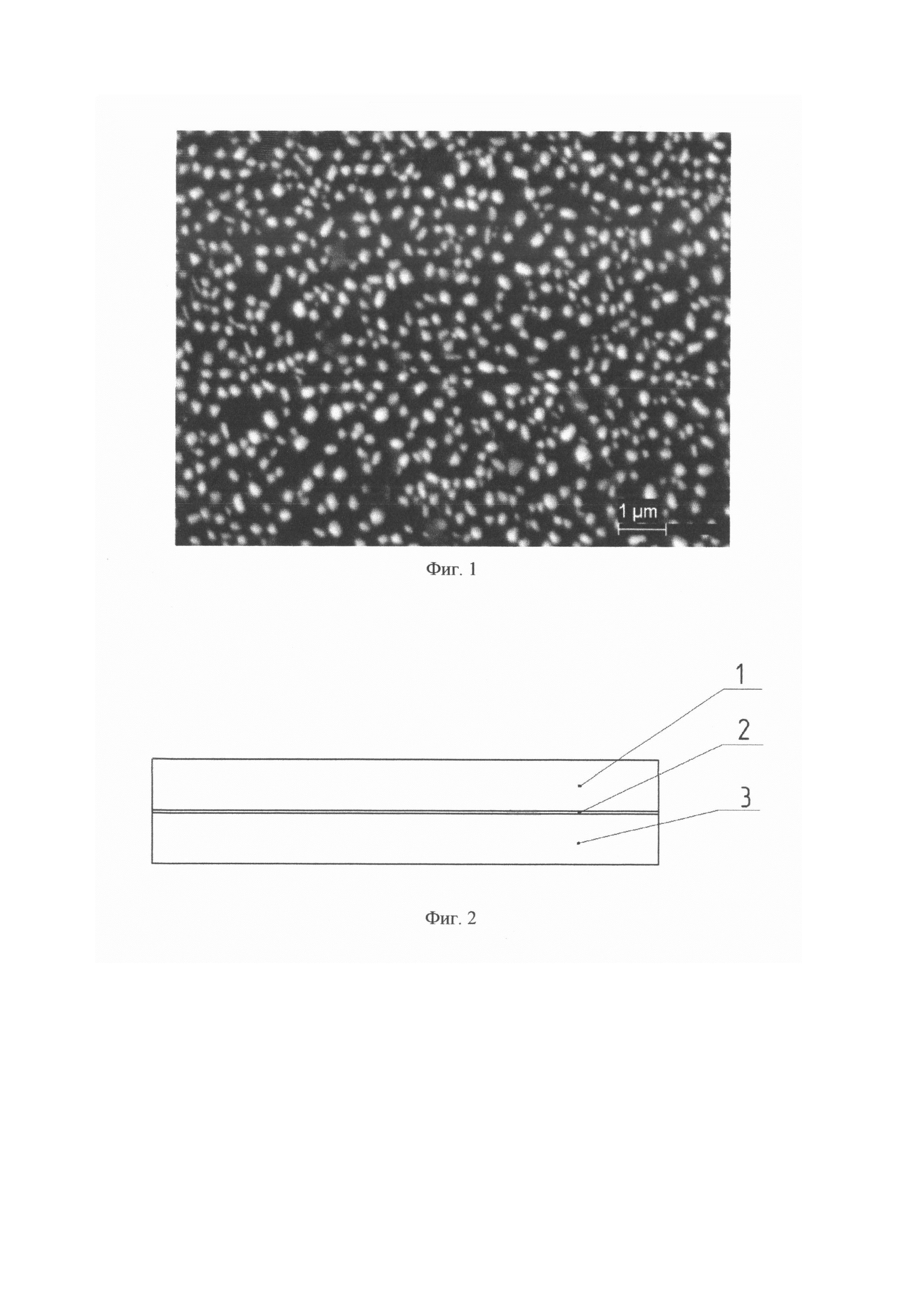
На фиг. 1 показана микроструктура поверхности алюмооксидной керамики после осаждения и отжига покрытия титана в вакуумной печи при температуре 1400°С в течении 2 часов.
На фиг. 2 показана схема расположения припоя и паяемых деталей, где 1 - деталь из алюмооксидной керамики, 2 - припой, 3 - деталь из сплава ВТ1-0.
На фиг. 3 показан снимок алюмооксидной керамики с модифицированной поверхностью, спаянной с титановым сплавом ВТ1-0 быстрозакаленным ленточным припоем 34,5Ti- 39,1Zr- 26,4Со при температуре 950°С в течении 20 мин. в вакуумной печи.
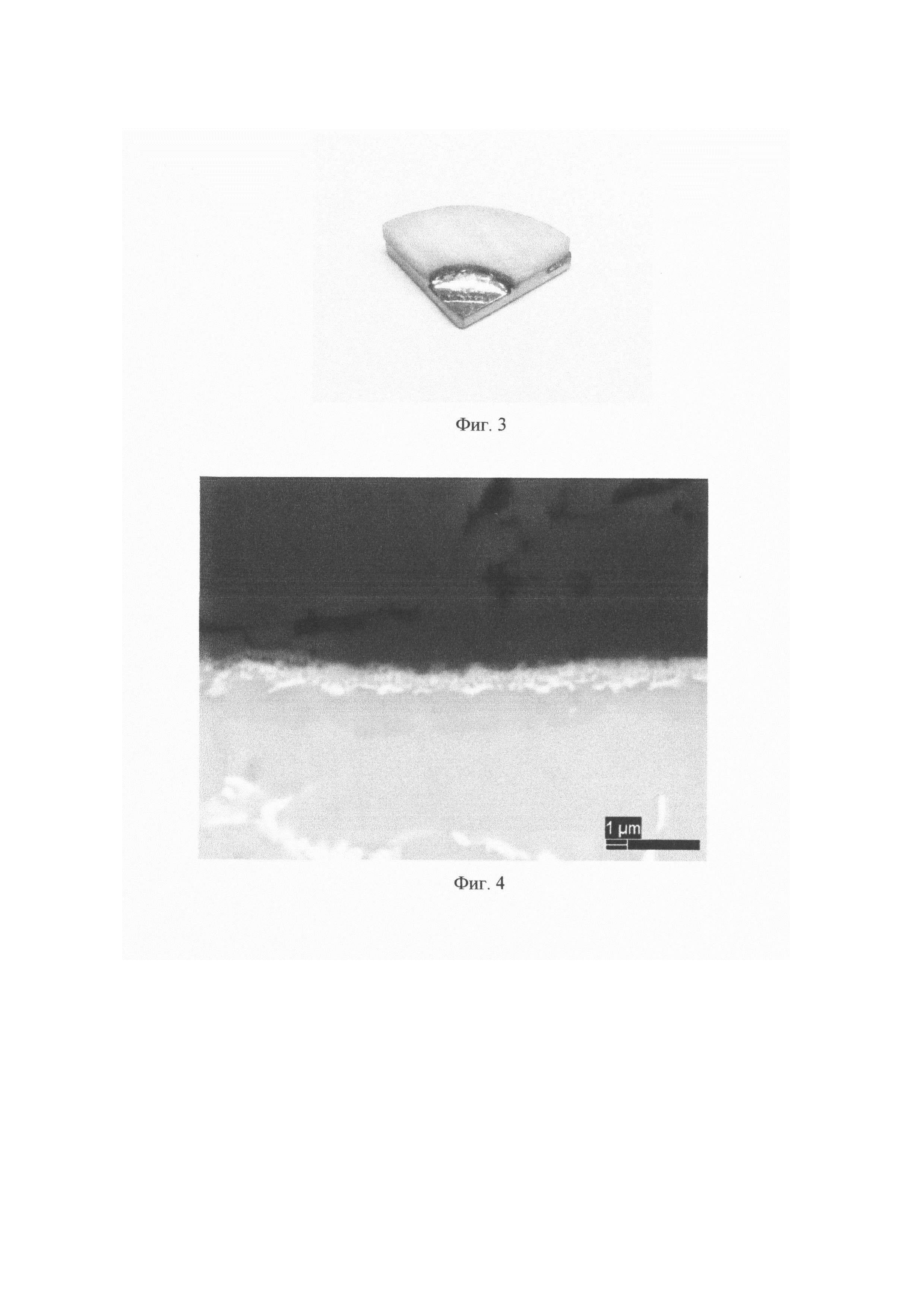
На фиг. 4 показаны снимок экспериментально полученной микроструктуры паяного соединения алюмооксидная керамика с модифицированной поверхностью - сплав ВТ1-0, полученный пайкой быстрозакаленным ленточным припоем 34,5Ti- 39,1Zr- 26,4Со при температуре 950°С в течении 20 мин. в вакуумной печи.
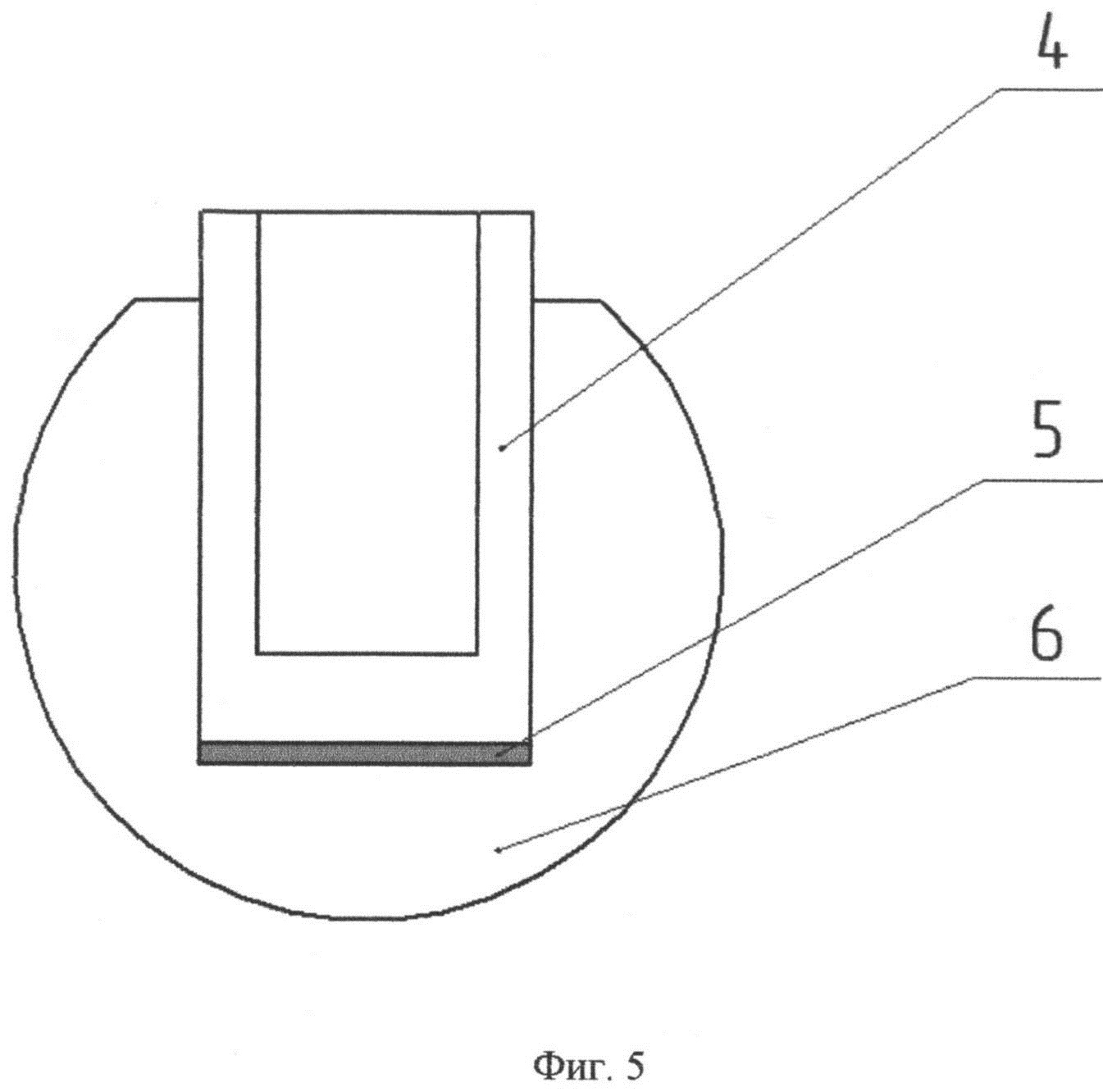
На фиг. 5 показана схема расположения деталей эндопротеза тазобедренного сустава и припоя, где 4 - втулка из сплава ВТ1-0, 5 - припой, 6 - головка из алюмооксидной керамики.
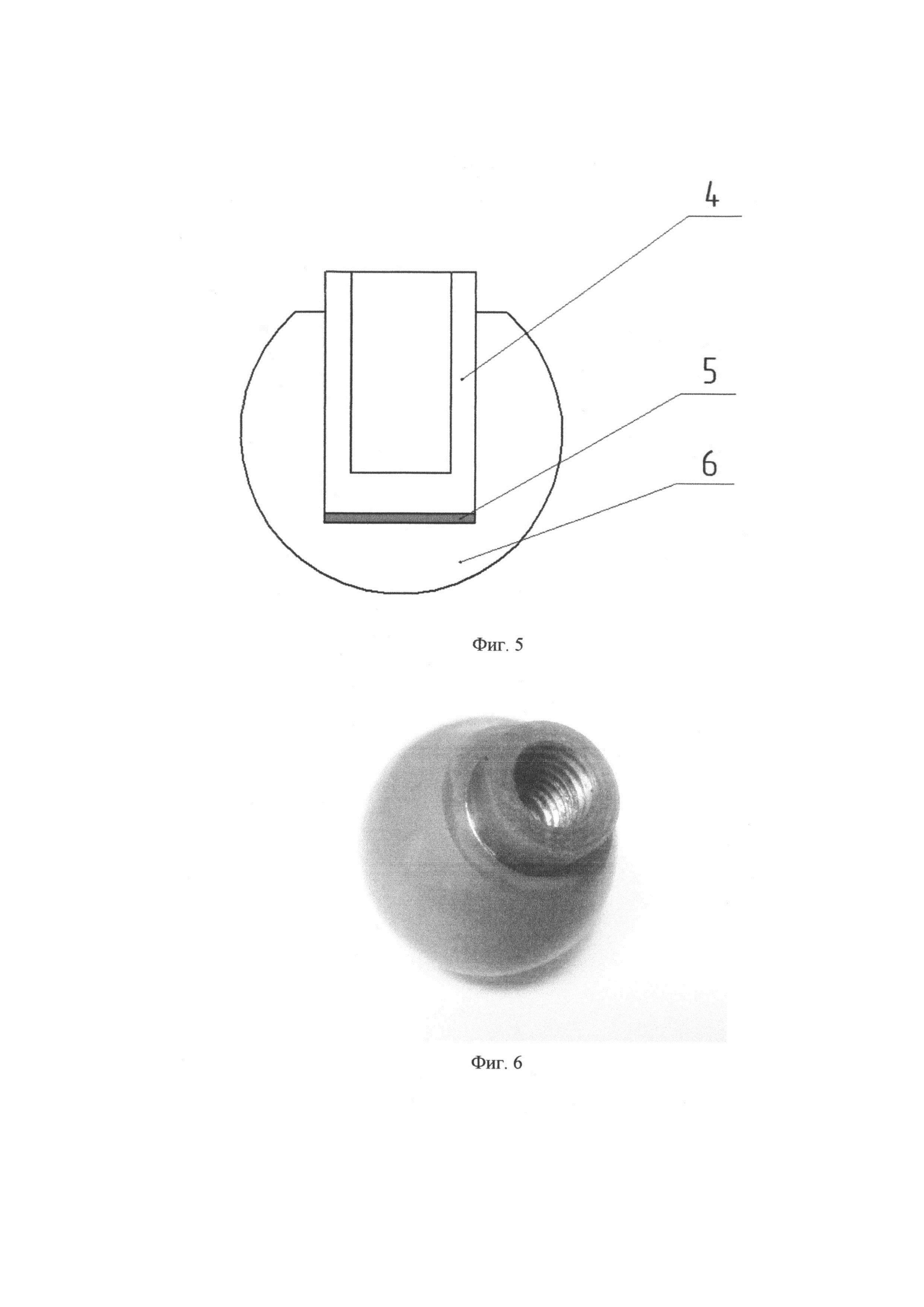
На фиг. 6 показан снимок головки эндопротеза тазобедренного сустава и алюмооксидной керамики с впаянной в него втулкой из сплава ВТ1-0, полученные пайкой порошковым припоем 34,5Ti- 39,1Zr- 26,4Со.
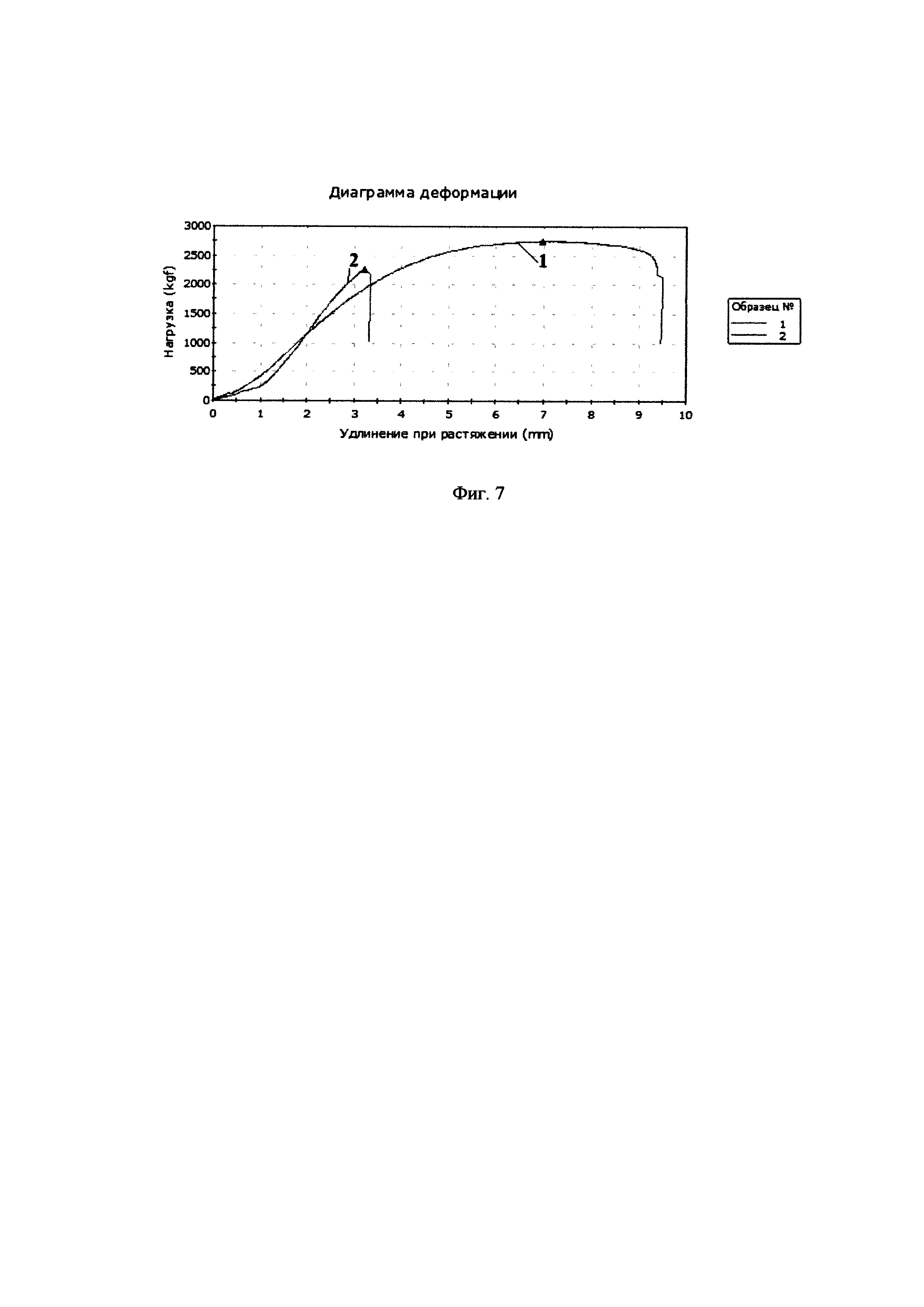
На фиг. 7 показаны диаграммы деформации паяного соединения алюмооксидная головка - втулка из сплава ВТ1-0 эндопротеза тазобедренного сустава.
Способ получения паяного соединения алюмооксидной керамики и титанового сплава ВТ1-0 реализуется следующим образом. Сначала деталь из алюмооксидной керамики укладываться в установку для газофазного или магнетронного осаждения титана для получения покрытия титана на керамике. Режимы металлизации подбираются таким образом, чтобы обеспечить нанесения покрытия титана на паяемую поверхность керамики толщиной около 150-300 нм, после чего деталь с нанесенным покрытием достают из установки осаждения покрытия и помещают в вакуумную печь типа, где проводят отжиг в вакууме при температуре 1380-1420°С - 1 -2 часа. После проведения операций по нанесению покрытия титана на керамику и отжига керамики с покрытием, на ее поверхности формируется развитый рельеф с частицами размерами 200-500 нм, как показано на фиг. 1, что улучшает смачивание припоем поверхности керамики и повышает прочность паяного соединения. Толщина полученного покрытия, а также режим вжигания титанового покрытия, подобраны таким образом, чтобы обеспечить получение максимально развитого рельефа на поверхности керамики.
Между керамикой с модифицированной поверхностью 3 и деталью из сплава ВТ1-0 - 1 укладывается лента припоя системы титан-цирконий-кобальт - 2, как показано на Фиг. 2. Сборка помещается в вакуумную печь с резистивным нагревом. Затем производится откачка внутреннего объема печи до вакуума (1÷5)×10-5 торр и последующий нагрев до температуры пайки 940-960°С со скоростью нагрева не менее 20°С/мин, с последующей выдержкой 15-20 мин. и охлаждением паяного изделия до температуры 600-650°С со скоростью охлаждения не более 5°С/мин. Последующее охлаждение до комнатной температуры проводят со скоростью остывания печи. Ухудшение вакуума ниже значения (1÷5)×10-5 торр недопустимо, так как приведет к окислению титанового сплава ВТ1-0 и припоя. Нагрев выше указанной температуры пайки приведет к большей деградации механических свойств титана ввиду его рекристаллизации, а также индуцированию нежелательных остаточных термических напряжений в керамике ввиду разницы в коэффициентах термического расширения титанового сплава ВТ1-0 и алюмооксидной керамики. Нагрев ниже указанной температуры пайки приведет к ухудшению смачивания припоем паяемых материалов и образованию непропаев. Время пайки 15-20 мин. выбрано исходя из анализа микроструктуры паяемых образцов, полученных с разными временами выдержки и получения наиболее оптимальной из них. После окончания всех операций спаянная сборка извлекается из печи.
В качестве обоснования достижимости получения низкотоксичного паяного соединения алюмооксидной керамики с титановым сплавом ВТ1-0 указано, что для предварительной металлизации керамики используется нетоксичный элемент - титан. Титан широко используется для изготовления ножек для эндопротеза тазобедренного сустава [6] и является нетоксичным и биосовместимым материалом. Используемый для пайки алюмооксидной керамики с титановым сплавом ВТ1-0 припой системы титан-цирконий-кобальт обладает низкой токсичностью, так как в качестве основы припоя выступает сплав титана и циркония. Цирконий и титан согласно [2] являются не токсичными элементами. Кобальт, используемый в припое в качестве элемента, понижающего температуру плавления, согласно [2] имеет большую токсическую дозу в 500 мг. и из уровня техники [7] известно, что сплавы системы Со-Cr используются для изготовления имплантатов в медицине.
В качестве обоснования снижения стоимости паяного соединения, указано, что стоимость компонентов припоя - титана, циркония, кобальта существенно ниже стоимости золота, используемого в прототипе. Сниженная, относительно прототипа температура плавления припоя и соответственно пайки, обусловлена составом припоя, и приводит к меньшей деградации механических свойств титана, связанной с его рекристаллизации, так как известно, что чем выше температура пайки (отжига), тем выше степень рекристаллизации титана и деградация его механических свойств.
Предложенный способ может находить практическое применение для получения паяного соединения головки эндопротеза тазобедренного сустава из алюмооксидной керамики с втулкой из сплава ВТ1-0 (изготовление протезов в медицине).
Полученное изобретение иллюстрируется следующими примерами:
ПРИМЕР 1
Перед проведением пайки деталей - пластин из алюмооксидной керамики и сплава ВТ1-0, в соответствии со стандартной процедурой обезжиривания деталей перед пайкой протирали раствором этилового спирта. Затем керамическую деталь помещали в установку для газофазного осаждения титана и в соответствии с процедурой газофазного осаждения проводили металлизацию керамики и получали покрытие титана на керамике толщиной около 200 нм. Керамическую деталь с нанесенным титановым покрытием помещали в вакуумную печь СШВЭ-1.25/25 и отжигали в вакууме (1÷5)×10-5 торр. при температуре 1400°С в течении 2 часов для формирования развитой поверхности на алюмооксидной керамике. Затем керамическая деталь с модифицированной поверхнотью - 1 извлекалась и на нее укладывался припой оптимального состава 34,5Ti- 39,1Zr- 26,4Со - 2, на припой укладывалась деталь из сплава ВТ1-0 - 3. Дальнейшую пайку алюмооксидной керамики с модифицированной поверхностью и сплава ВТ1-0 проводили в аналогичной печи СШВЭ-1.25/25. Пайку производили в условиях вакуума (1÷5)×10-5 мм рт.ст., нагрев до температуры пайки 950°С проводили со скоростью нагрева 20°С/мин, с последующей выдержкой 20 мин. Охлаждение паяного изделия до температуры 600°С со скоростью охлаждения 5°С/мин и последующего охлаждения - с печью. Полученное паяное соединение иллюстрируется на фиг. 3. Снимок микроструктуры паяного соединения, полученного при таком способе соединения, показан на фиг. 4. Исходя из фиг. 4 видно, что на керамике создается микрошероховатость, благодаря которой увеличивается площадь контакта припоя с керамикой и повышается прочность паяного соединения.
ПРИМЕР 2
Данный пример реализуется схожим образом по сравнению с примером 1, однако существует различие в геометрии паяемых образцов. Перед проведением пайки алюмооксидной керамики и сплава ВТ1-0, в соответствии со стандартной процедурой обезжиривания деталей перед пайкой протирали раствором этилового спирта. Пайку головки эндопротеза тазобедренного сустава с титановой втулкой из сплава ВТ1-0 осуществляли с предварительной металлизацией титаном паяемой поверхности керамической головки. Для этого керамическую головку эндопротеза помещали в установку для газофазного осаждения титана. Установку вакуумировали и в соответствии с процедурой газофазного осаждения проводили металлизацию и получали покрытие титана толщиной около 200 нм на внутренней поверхности головки. Затем керамическую головку помещали в вакуумную печь СШВЭ-1.25/25 и отжигали в вакууме (1÷5)×10-5 торр. при температуре 1400°С в течении 2 часов для формирования развитой поверхности на керамике в области пайки. Керамическая головка - 6 извлекалась, в 'полость укладывался припой оптимального состава 34,5Ti- 39,1Zr- 26,4Со - 5 в дозировке 1 г, как показано на фиг 5. На припой укладывалась втулка из сплава ВТ1-0 - 4, затем паяемая сборка помешалась в специальную оснастку, обеспечивающей усилие в 5 кг на втулку из сплава ВТ1-0. Паяемая сборка в оснастке помещалась в вакуумную печь Xerion XVАС 1600, где проводили пайку в условиях вакуума (1÷5)×10-5 мм рт.ст., нагрев до температуры пайки 950°С проводили со скоростью нагрева 20°С/мин, с последующей выдержкой 20 мин. Охлаждение паяного изделия до температуры 600°С со скоростью охлаждения 5°С/мин и последующего охлаждения - с печью. Полученное паяное соединение иллюстрируется на фиг. 6. Из фиг. 6 видно, что припой затекает в зазор боковой поверхности соединения головка из алюмооксидной керамики - титановая втулка, что связано с капиллярной активностью припоя.
По результатам испытаний на разрывной машине Instron LX 150 нагрузка, выдерживаемая паяным соединением на отрыв втулки из головки эндопротеза составляет как минимум 22 620 Н, что имитирует нагрузку свыше 2 тонн и соответствует напряжению на паяном соединении на срез в 23.7 МПа. Диаграмма растяжения двух образцов паяного соединения алюмооксидная головка - втулка из сплава ВТ1-0 показаны на фиг. 7. Деструкция образцов происходила, либо путем разрушения болта - захвата, либо полным разрушением керамической головки эндопротеза. Разрушения по паяному соединению втулка из сплава ВТ1-0 - головка из алюмооксидной керамики в процессе испытаний не наблюдалось.
Таким образом предлагаемое изобретение по сравнению с прототипом позволяет снижзить материальные затраты для получения паяного соединения и снизить степень рекристализации и деградации механичеких свойств сплава ВТ1-0 после пайки.
Это в свою очередь дает возможность получения низкозатратного и прочного соединения алюмооксидной керамики и сплава ВТ1-0, перспективного для применения при изготовлении медицинских имплантатов.
Список использованных источников
[1] - М. Siddiqui, Resistance Brazing of alumina ceramic to titanium using pure gold, IOP44th international symposium on microelectronics, California, USA, October 9-13, 2011
[2] - Л.В. Морозова, Химические элементы в организме человека, справочные материалы, Поморские государственный университет имени М.В. Ломоносова, Архангельск, 2001
[3] - K.М. Hafez, М.Н. El-Sayed, М. Naka, Joining of alumina ceramics to metals, Science and Technology of Welding & Joining, April 2005
[4] - G.K. Levy, J. Goldman, E. Aghion - The Prospects of Zinc as a Structural Material for Biodegradable Implants - A Review Paper, Metals, 7-402, 2017
[5] - H. Bian, X. Song, Sh. Нu и др., Microstructure Evolution and Mechanical Properties of Titanium/Alumina Brazed Joints for Medical Implants, Metals, 9-644, 2019
[6] - Патент РФ 2397738
[7] - J.A. Disegi, R.L. Kennedy, R. Pilliar - Cobalt-Base alloys for biomedical application, ASTM (1999), p. 225
Плазмохимический способ получения порошка титаната и/или гафната диспрозия
Электростатическое устройство для сбора с поверхности металлической пыли
Устройство для электроимпульсного прессования порошка
Способ ионно-плазменного получения наноструктур на поверхности вольфрама
Способ электроимпульсного нанесения упрочняющего покрытия из порошка на поверхность стальной детали и устройство для его осуществления
Привод затворов гидротехнических сооружений с возможностью экстренного ручного опускания и подъема
Способ охлаждения ионов
Комплекс для измерения угловой зависимости отклика оптического модуля нейтринного черенковского водного телескопа
Способ получения радиопоглощающего материала
Устройство для детектирования групп бит в бинарной последовательности
Ножка эндопротеза тазобедренного сустава
Комбинированное кольцевое костное сверло
Моделирующее устройство для испытания эндопротезов тазобедренного сустава на износ
Аморфный ленточный припой на основе меди

