Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ
Вид РИД
Изобретение
Настоящее изобретение относится к режущему инструменту с покрытием, включающему слой (Ti,Si)(C,N,O). Оно также относится к способу его изготовления.
Уровень техники
Физическое осаждение из паровой фазы (PVD) представляет собой общеизвестный способ получения износостойких покрытий на подложке, например, твердом сплаве. Эти покрытия находят применение в качестве режущих инструментов для обработки металлов резанием, таких как режущие пластины и сверла. Разработано несколько PVD-способов. Одним основным способом является способ катодно-дугового испарения.
Обычно используемые PVD-способы включают дуговое испарение, магнетронное распыление и ионное плакирование. Преимущества способа дугового испарения перед другими PVD-способами в общем включает лучшую адгезию к нижележащим подложке или слою, и более высокие скорости осаждения.
Однако в слоях, сформированных способом дугового испарения, обычно получаются покрытия с большим количеством дефектов кристаллической решетки, которые при рассматривании с увеличением сверху выглядят «размытыми», без любых признаков отдельных видимых кристаллических зерен. Дефекты, такие как точечные дефекты, приводят к повышенным остаточным сжимающим напряжениям в покрытии.
С другой стороны, в напыленных слоях могли бы получаться меньшая плотность дефектов, более высокая кристалличность, и иногда грани кристаллов на поверхности.
В способе дугового испарения ток дугового разряда подводится к металлической мишени или к мишеням, создающим пары или плазму металла внутри вакуумной камеры. Напряжение смещения подводится к подложке, тогда как мишень действует в качестве катодной поверхности. Дуга зажигается, и создается небольшая площадь испускания, где испаренный материал катода уходит с катода с высокой скоростью в сторону подложки. При обычной конфигурации используется мишень или мишени из желательного металла или комбинации металлов, которые должны присутствовать в покрытии, и процесс осаждения выполняется в присутствии реакционного газа, в зависимости от того, какое соединение должно быть осаждено в виде покрытия. Обычно в качестве реакционного газа применяется азот, когда желателен нитрид металла, метан или этан для карбида металла, метан или этан вместе с азотом для карбонитрида металла, и дополнительно добавление кислорода для осаждения карбоксинитрида металла.
Напряжение смещения, подводимое к покрываемой подложке, может подаваться в режиме постоянного тока (DC) или в переменном во времени режиме. Переменный во времени режим может быть импульсным режимом, где напряжение варьирует во времени, например, так, что переменное напряжение смещения включается, и напряжение смещения отключается. Процентная доля «времени включения», то есть, времени, в течение которого смещение подводится, относительно общего времени для периода следования импульсов смещения во время осаждения, называется «рабочим циклом».
Частота напряжения смещения в импульсном режиме также может варьировать и обычно выражается в кГц.
Хотя часто желательно поддерживать остаточное сжимающее напряжение в PVD-слое на определенном уровне, оно предпочтительно не должно быть слишком высоким вследствие опасности вредных влияний на адгезию к нижележащему слою или к подложке.
В области режущих инструментов для обработки металлов резанием обычно применяются (Ti,Si)N-покрытия. (Ti,Si)N представляет собой интенсивно изучаемую систему материалов. Например, авторы Flink и др. описывают, что содержание Si является основным определяющим параметром для микроструктуры (Ti,Si)N-покрытий. Для x≤0,1 (в Ti1-xSixN) традиционное покрытие имеет столбчатую структуру, и в состоянии твердого раствора со структурой типа NaCl, тогда как для x>0,1 рост изменяется на выращивание нанокомпозита с наноколонками Ti(Si)N в матричной фазе Si(Ti)Nx (сетчатая фаза). Толщина сетчатой фазы зависит от содержания Si, но обычно составляет величину порядка 1-5 нм.
Существует непреходящая потребность в режущих инструментах с покрытием (Ti,Si)N, в которых покрытие имеет превосходные свойства в плане адгезии к подложке и устойчивости к скалыванию, и также превосходную износостойкость, такую как стойкость к луночному износу и/или сопротивление износу по задней поверхности.
Кроме того, существует потребность в осажденном дуговым испарением (Ti,Si)N-слое, который, кроме имеющихся общих достоинств, обеспечиваемых осажденным дуговым испарением слоем, таких как хорошая адгезия к подложке, имеет к тому же низкий уровень дефектов кристаллической решетки, такой как низкая плотность точечных дефектов.
Определения
Под термином «рабочий цикл» подразумевается процентная доля времени, в течение которого напряжение смещения «включено», то есть, активно, во время всего периода следования импульсов («время во включенном состоянии»+«время в выключенном состоянии»).
Под термином «частота импульса смещения» подразумевается число полных периодов следования импульсов в секунду.
Термином «FWHM» обозначается «полная ширина на половине пика», которая представляет собой ширину, в градусах (2тета), пика рентгеновской дифракции на половине его максимальной интенсивности.
Термином «FWQM» обозначается «полная ширина на четверти пика», которая представляет собой ширину, в градусах (2тета), пика рентгеновской дифракции на четверти его максимальной интенсивности.
Краткие описания чертежей
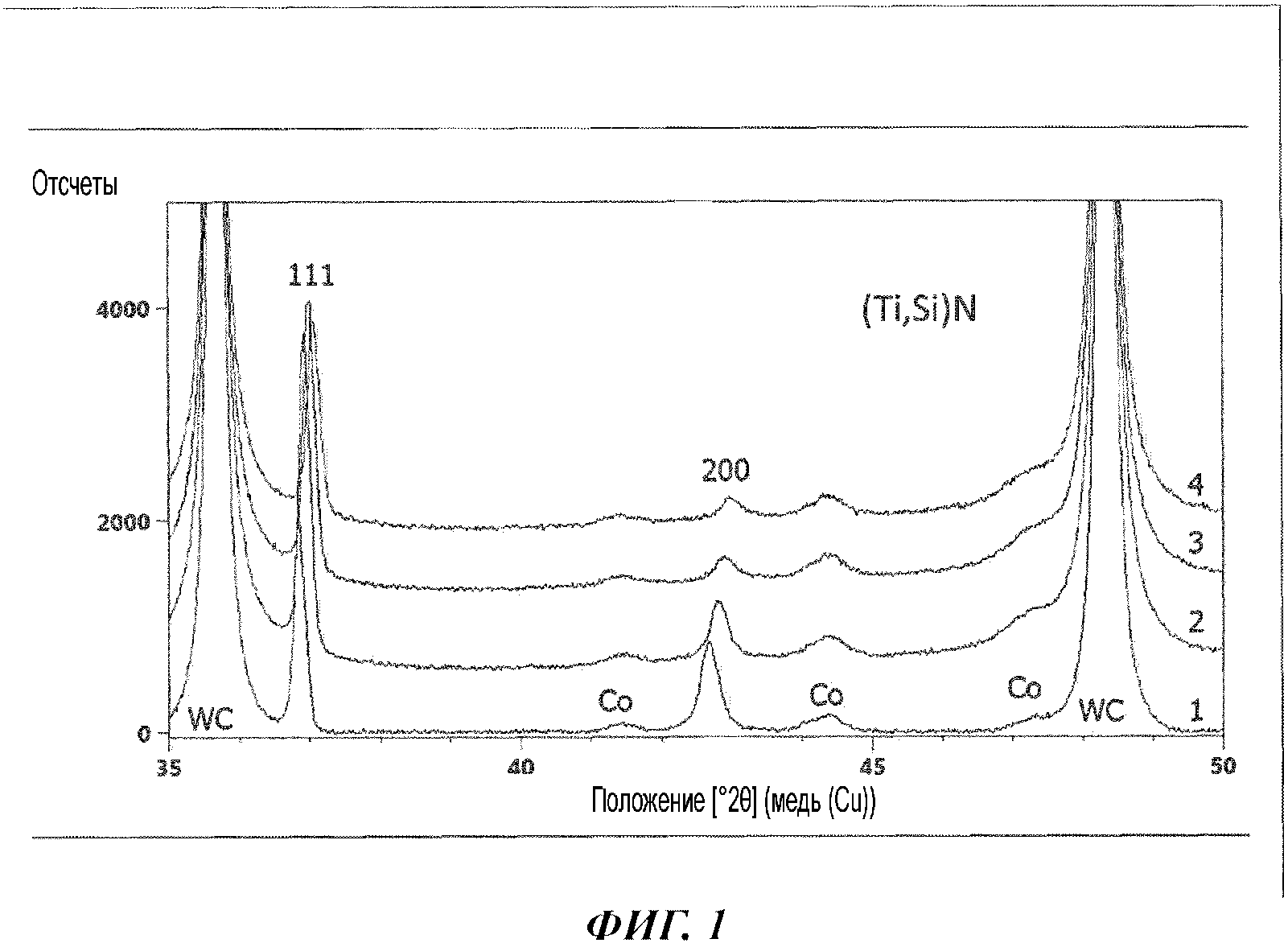
Фиг. 1 показывает объединенные рентгеновские дифрактограммы для покрытий Образцов 1-4.
Фиг. 2 показывает увеличенную часть рентгеновской дифрактограммы для Образца 2 около (111)-пика.
Фиг. 3 показывает увеличенную часть рентгеновской дифрактограммы для Образца 3 около (111)-пика.
Фиг. 4 показывает увеличенную часть рентгеновской дифрактограммы для Образца 4 около (111)-пика.
Подробное описание изобретения
Теперь же неожиданно было обнаружено, что могут быть созданы PVD-слои из (Ti,Si)N, имеющие более высокое содержание Si, в то же время по-прежнему остающиеся в состоянии твердого раствора, и тем самым не переходящие в нанокристаллическое состояние.
Настоящее изобретение относится к режущему инструменту с покрытием, содержащему подложку и покрытие, причем покрытие включает PVD-слой (А), который представляет собой соединение формулы Ti1-xSixCaNbOc, 0,10<x≤0,30, 0≤a≤0,75, 0,25≤b≤1, 0≤c≤0,2, a+b+c=1, причем PVD-слой (A) представляет собой твердый раствор со структурой типа NaCl.
В формуле Ti1-xSixCaNbOc, должным образом 0,11≤x≤0,27, или 0,12≤x≤0,25, или 0,13≤x≤0,24, или 0,14≤x≤0,23, или 0,15≤x≤0,22, или 0,16≤x≤0,22, или 0,17≤x≤0,22.
В формуле Ti1-xSixCaNbOc, должным образом 0≤a≤0,5, 0,5≤b≤1, 0≤c≤0,1, или 0≤a≤0,25, 0,75≤b≤1, 0≤c≤0,05, или 0≤a≤0,1, 0,9≤b≤1, 0≤c≤0,02, или a=0, b=1, c=0, a+b+c=1.
Присутствие твердого раствора со структурой типа NaCl в PVD-слое (A) может быть выявлено, например, анализом TEM-изображений (Трансмиссионной Электронной Микроскопии).
Кроме того, настоящее изобретение относится к способу нанесения покрытия на подложку, причем покрытие включает PVD-слой (А), осажденный катодно-дуговым испарением, который представляет собой соединение формулы Ti1-xSixCaNbOc, 0,10<x≤0,30, 0≤a≤0,75, 0,25≤b≤1, 0≤c≤0,2, a+b+c=1, и причем PVD-слой (А) представляет собой твердый раствор со структурой типа NaCl, PVD-слой (А) осаждается приложением импульсного напряжения смещения от около -40 до около -450 В к подложке, и с использованием рабочего цикла менее, чем около 12%, и частоты импульсного смещения менее, чем около 10 кГц.
В одном варианте исполнения рабочий цикл может быть менее чем около 11%. Кроме того, рабочий цикл может составлять от около 1,5 до около 10%, или от около 2 до около 10%.
В одном варианте исполнения рабочий цикл может быть менее чем около 10%. Кроме того, рабочий цикл может составлять от около 1,5 до около 8%, или от около 2 до около 6%.
На протяжении «времени в выключенном состоянии» потенциал должным образом является плавающим.
Частота импульсного смещения может составлять более, чем около 0,1 кГц, или от около 0,1 до около 8 кГц, или от около 1 до около 6 кГц, или от около 1,5 до около 5 кГц, или от около 1,75 до около 4 кГц.
Напряжение смещения в импульсном режиме может составлять от около -40 до около -450 В, или от около -50 до около -450 В.
Наиболее подходящий диапазон для напряжения смещения в импульсном режиме может варьировать в зависимости от конкретного используемого PVD-реактора.
В одном варианте исполнения напряжение смещения в импульсном режиме может быть от около -55 до около -400 В, или от около -60 до около -350 В, или от около -70 до около -325 В, или от около -75 до около -300 В, или от около -75 до около -250 В, или от около -100 до около -200 В.
В еще одном варианте исполнения напряжение смещения в импульсном режиме может быть от около -45 до около -400 В, или от около -50 до около -350 В, или от около -50 до около -300 В.
Напряжение смещения в импульсном режиме должным образом является однополярным.
PVD-слой (А) должным образом осаждается при температуре камеры между 400 и 700°С, или между 400-600°С, или между 450-550°С.
PVD-слой (А) должным образом осаждается в вакуумной PVD-камере, как раскрытой в патентном документе US 2013/0126347 A1, оснащенной катодными сборными узлами, где оба катода размещены с кольцеобразным анодом, помещенным вокруг них, и с использованием системы, создающей магнитное поле с силовыми линиями поля, выходящими из поверхности мишени и входящими в анод.
Давление газа во время осаждения PVD-слоя (А) может составлять от около 0,5 до около 15 Па, или от около 0,5 до около 10 Па, или от около 1 до около 5 Па.
Подложка может быть выбрана из группы спеченного карбида, металлокерамического материала, керамического материала, кубического нитрида бора и быстрорежущей стали.
Подложке должным образом придается форма режущего инструмента.
Режущий инструмент может быть режущей пластиной режущего инструмента, сверлом или твердой концевой фрезой, для обработки металлов резанием.
Описываемые здесь дополнительные возможные признаки PVD-слоя (А) имеют отношение как к PVD-слою (А), определяемому в режущем инструменте с покрытием, так и к PVD-слою (А), определяемому в способе.
Очень резкие пики дифракционной картины видны, когда выполняется рентгенодифракционный анализ PVD-слоя (А). Это означает высокую кристалличность. Также должным образом получается предпочтительная внеплоскостная кристаллографическая ориентация (111).
PVD-слой (А) должным образом имеет значение FWHM для пика (111) кубической структуры в картине рентгеновской дифракции ≤0,4 градуса (2тета), или ≤0,35 градуса (2тета), или ≤0,3 градуса (2тета), или ≤0,25 градуса (2тета), или ≤0,2 градуса (2тета), или ≤0,18 градуса (2тета).
PVD-слой (А) должным образом имеет значение FWQM (полной ширины на четверти пика) для пика (111) кубической структуры в картине рентгеновской дифракции, составляющее ≤0,45 градуса (2тета), или ≤0,4 градуса (2тета), или ≤0,35 градуса (2тета), или ≤0,3 градуса (2тета).
PVD-слой (А) должным образом имеет значение FWHM для пика (200) кубической структуры в картине рентгеновской дифракции ≤0,5 градуса (2тета), или ≤0,45 градуса (2тета), или ≤0,4 градуса (2тета), или ≤0,35 градуса (2тета).
PVD-слой (А) должным образом имеет соотношение максимумов интенсивности пиков I(111)/I(200) в картине рентгеновской дифракции, составляющее ≥0,3, или ≥0,5, или ≥0,7, или ≥0,8, или ≥0,9, или ≥1, или ≥1,5, или ≥2, или ≥3, или ≥4.
Максимумы интенсивности пиков I(111) и I(200), используемые здесь, а также пик (111), применяемый для определения значений FWHM и FWQM, представляют собой значения с удалением Cu-Kα2.
PVD-слой (А) должным образом имеет остаточное напряжение, составляющее >-3 ГПа, или >-2 ГПа, или >-1 ГПа, или >-0,5 ГПа, или >0 ГПа.
PVD-слой (А) должным образом имеет остаточное напряжение, составляющее <4 ГПа, или <3 ГПа, или <2 ГПа, или <1,5 ГПа, или <1 ГПа.
Остаточное напряжение PVD-слоя (А) оценивается измерениями рентгеновской дифракции с использованием общеизвестного sin2ψ-метода, как описано авторами I.C. Noyan, J.B. Cohen, Residual Stress Measurement by Diffraction and Interpretation, («Дифракционное измерение и интерпретация остаточного напряжения»), издательство Springer-Verlag, Нью-Йорк, 1987 (стр. 117-130). Также смотри, например, работу автора V Hauk, Structural and Residual Stress analysis by Nondestructive Methods («Анализ структуры и остаточного напряжения неразрушающими методами»), издательство Elsevier, Амстердам, 1997. Измерения выполняются с использованием CuKα-излучения на отражении (200). Применялся метод бокового наклона (ψ-геометрия) с ψ-углами от шести до одиннадцати, предпочтительно девятью ψ-углами, на равном расстоянии в пределах выбранного sin2ψ-диапазона. Предпочтительным является эквидистантное распределение Φ-углов в пределах Φ-сектора 90°. Для подтверждения состояния биаксиального напряжения образец нужно поворачивать для Φ=0 и 90°, в то же время наклоняя на угол ψ. Рекомендуется исследовать возможное присутствие напряжений сдвига, и поэтому должны быть измерены как отрицательные, так и положительные ψ-углы. В случае 1/4-маятника Эйлера это выполняется измерением образца также при Φ=180 и 270° для различных ψ-углов. Измерение должно проводиться на настолько плоской поверхности, насколько возможно, предпочтительно на боковой стороне режущей пластины режущего инструмента. Для расчетов значений остаточного напряжения должны применяться коэффициент Пуассона, ν=0,22, и модуль Юнга, E=447 ГПа. Данные оцениваются с использованием имеющегося в продаже на рынке пакета программ, такого как DIFFRACPlus Leptos, версия 7.8, от Bruker AXS, предпочтительно определяющего положение отражение (200) аппроксимацией по псевдофункции Войта. Общее значение напряжения рассчитывается как среднее из полученных биаксиальных напряжений.
PVD-слой (А) должным образом включает ограненные кристаллические зерна на своей поверхности. Под ограненными здесь подразумевается, что на зернах имеются плоские грани.
Ограненные кристаллические зерна PVD-слоя (А) должным образом занимают >50%, или >75%, или >90%, площади поверхности PVD-слоя (А).
Толщина PVD-слоя (А) должным образом составляет от около 0,5 до около 20 мкм, или от около 0,5 до около 15 мкм, или от около 0,5 до около 10 мкм, или от около 1 до около 7 мкм, или от около 2 до около 5 мкм.
PVD-слой (А) должным образом представляет собой осажденный дуговым распылением слой.
PVD-слой (А) должным образом осаждается способом согласно изобретению.
В одном варианте исполнения покрытие включает самый внутренний связующий слой, например, из TiN, CrN или ZrN, ближайший в подложке. Толщина связующего слоя может составлять от около 0,1 до около 1 мкм, или от около 0,1 до около 0,5 мкм.
В одном варианте исполнения покрытие включает самый внутренний связующий слой, например, из TiN, CrN или ZrN, ближайший в подложке. Толщина связующего слоя может составлять от около 0,1 до около 1 мкм, или от около 0,1 до около 0,5 мкм. Самый внутренний связующий слой может быть осажден с использованием иных технологических параметров, нежели использованные для осаждения PVD-слоя (А), например, DC-смещения, вместо импульсного смещения, причем такой самый внутренний связующий слой может иметь по существу такой же элементный состав, как и PVD-слой (А).
Подложка режущего инструмента с покрытием может быть выбрана из группы спеченного карбида, металлокерамического материала, керамического материала, кубического нитрида бора и быстрорежущей стали.
Режущий инструмент с покрытием может представлять собой режущую пластину режущего инструмента, сверло или твердую концевую фрезу, для обработки металлов резанием.
Примеры
Пример 1:
Слой (Ti,Si)N был осажден на заготовки режущих пластин режущего инструмента из спеченного цементированного карбида с геометрией SNMA120804. Цементированный карбид имел состав 10 вес.% Co, 0,4 вес.% Cr, и остальное количество из WC. На заготовки из цементированного карбида было нанесено покрытие в вакуумной PVD-камере системы Oerlikon Balzer INNOVA, модернизированной Усовершенствованным Оптимизатором Плазмы. Вакуумная PVD-камера была оснащена 6 катодными сборными узлами. Каждый узел включал одну мишень из сплава Ti-Si. Катодные сборные узлы были размещены на двух уровнях в камере. Оба катода были размещены с находящимся вокруг них кольцеобразным анодом (как раскрыто в патентном документе US 2013/0126347 A1), с системой, создающей магнитное поле с силовыми линиями поля, выходящими из поверхности мишени и входящими в анод (смотри патентный документ US 2013/0126347 A1).
Камера была откачана до высокого вакуума (менее 10-2 Па) и нагрета до температуры 350-500°С размещенными внутри камеры нагревателями, в этом конкретном случае до 500°С. Затем заготовки были протравлены в Ar-плазме в течение 30 минут.
Были проведены четыре различных осаждения с вариацией отношения Ti к Si в мишенях. Использованные мишени представляли собой Ti0,90Si0,10, Ti0,85Si0,15, Ti0,80Si0,20 и Ti0,75Si0,25.
Давление в камере (давление реакционного газа) было отрегулировано на 3,5 Па газообразного N2, и к комплекту заготовок подводилось однополярное импульсное напряжение смещения -300 В (относительно стенок камеры). Частота импульсного смещения составляла 1,9 кГц, и рабочий цикл составлял 3,8% («время включения» 20 мсек, «время выключения» 500 мсек). Катоды действовали в режиме дугового разряда с током 150 А (каждый) в течение 120 минут. Был осажден слой, имеющий толщину около 3 мкм.
Фактические составы осажденных PVD-слоев были измерены с использованием EDX (энергодисперсионной спектроскопии), и составляли Ti0,91Si0,09, Ti0,87Si0,13, Ti0,82Si0,18 и Ti0,78Si0,22, соответственно.
Рентгенодифракционный (XRD) анализ проводился на боковой поверхности режущих пластин с покрытием с использованием дифрактометра Bruker D8 Discover, оснащенного 2D-детектором (VANTEC-500) и рентгеновским IμS-источником (Cu-Ká, 50,0 кВ, 1,0 мА) со встроенным зеркалом параллельного пучка Монтеля. Режущие пластины режущего инструмента с покрытием были установлены в держателях образцов, которые обеспечивают то, что боковые поверхности образцов были параллельны контрольной поверхности держателя образца, и также то, что боковая поверхность была на надлежащей высоте. Интенсивность дифракции от режущего инструмента с покрытием измерялась по 2θ-углам, где проявлялись соответственные пики, так, что включен по меньшей мере диапазон от 35° до 50°. Анализ данных, в том числе вычитание фона и удаление Cu-Kα2, выполнялся с использованием пакета программ X'Pert HighScore Plus от PANalytical. Для анализа пиков использовалась аппроксимация по псевдофункции Войта. Коррекция тонкой пленки для полученных интенсивностей пиков не применялась. Возможное перекрывание пика (111) или (200) с любым дифракционным максимумом, не относящимся к PVD-слою, например, рефлексом подложки, такого как WC, компенсировалось с помощью программного обеспечения (деконволюцией (разверткой) объединенных пиков) при определении интенсивностей пиков и значений ширины пиков.
Фиг. 1 показывает объединенную рентгеновскую дифрактограмму (без удаления Cu-Kα2) для покрытий Образцов 1-4, изображающую резкий пик (111). Также ясно видно изменение положения пика (111) по мере повышения содержания Si в PVD-слое. Это является свидетельством того, что имеет место изменение параметра кристаллической решетки, в то же время с сохранением структуры типа NaCl, то есть, во всех образцах присутствует твердый раствор (Ti,Si)N. Фиг. 2-4 показывают увеличенные части дифрактограмм (с удалением Cu-Kα2) для Образцов 2-4 около пика (111).
Были рассчитаны значения FWHM и FWQM для образцов.
Результаты показаны в Таблице 1.
Таблица 1. Результаты SEM-анализа и XRD-анализа
|
Пример 2
Новая серия режущих инструментов с покрытием (Ti,Si)N была сформирована осаждением (Ti,Si)N на заготовки режущих пластин режущего инструмента из спеченного цементированного карбида с геометрией SNMA120804, как в Примере 1, но теперь с использованием несколько иного оборудования.
Были изготовлены заготовки режущих пластин режущего инструмента из спеченного цементированного карбида с такими же составом и геометрией SNMA120804, как использованные в Примере 1.
Слой (Ti,Si)N был осажден катодно-дуговым испарением в вакуумной камере от другого изготовителя, нежели в Примере 1. Вакуумная камера содержала четыре дуговых фланца. Мишени из TiSi с выбранным составом были смонтированы на всех из четырех фланцев напротив друг друга. Все мишени имели одинаковый состав TiSi. Заготовки без покрытия были установлены на штифтах, которые трехкратно поворачивались в PVD-камере.
Осаждения проводились с вариацией отношения Ti к Si в мишенях. Использованные мишени представляли собой Ti0,90Si0,10, Ti0,85Si0,15 и Ti0,80Si0,20. Были сформированы три покрытия (образцы 5-7) с различными уровнями содержания Si согласно заявленному здесь способу с использованием импульсного смещения, смотри технологические параметры в Таблице 2.
Во-первых, был осажден самый внутренний тонкий (около 0,1 мкм) (Ti,Si)N-слой с использованием DC-смещения. Технологические параметры показаны в Таблице 2.
Таблица 2
|
Во-вторых, основной слой (Ti,Si)N для образцов 5-7 был осажден с использованием импульсного смещения. Технологические параметры показаны в Таблице 3.
Таблица 3
|
Между осаждением самого внутреннего слоя в DC-режиме и осаждением основного слоя в импульсном режиме была применена промежуточная стадия, которая включала продолжение начального осаждения в DC-режиме, но с плавным повышением давления от 4 Па до 10 Па, и также с постепенным переходом от DC-режима к импульсному режиму, используемому для основного слоя. Продолжительность повышения составляла 10 минут.
Толщина самого внутреннего (Ti,Si)N-слоя (осажденного в DC-режиме+при постепенном изменении) составляла около 0,1 мкм.
Толщина основного (Ti,Si)N-слоя составляла для каждого образца около 2,5 мкм.
Затем три дополнительных образца 8-10 с различными уровнями содержания Si были изготовлены осаждением на заготовки (Ti,Si)N-слоя с использованием способа с DC-смещением для всего слоя, смотри применяемые технологические параметры в Таблице 4.
Таблица 4.
|
Толщины (Ti,Si)N-слоя для каждого образца составляли около 2,5 мкм.
Рентгенодифракционный (XRD) анализ был проведен на боковой поверхности режущих пластин с покрытием с использованием тех же оборудования и процедуры, как в предыдущих примерах.
Были определены значения FWHM для пика (111) и пика (200) образцов, а также соотношения I(111)/I(200).
Результаты показаны в Таблице 5.
Таблица 5. Результаты XRD-анализа
|
*на основе состава мишени
Более широкой пик (200) для образцов 8-10, который в общем получается, если сравнивать с образцами 5-7, и также при повышении содержания Si, показывает гораздо более выраженную нанокристаллическую микроструктуру.
Валок для горячей прокатки
Способ получения цементированного карбида
Опорная рама щековой дробилки
Верхний кожух гирационной дробилки
Натяжное устройство для вращающегося режущего механизма
Щит ребра крестовины гирационной дробилки
Режущий инструмент с покрытием и способ его изготовления
Режущий инструмент с износостойким покрытием и способ его изготовления
Буровое долото для инструмента бурения горной породы и инструмент бурения горной породы
Способ взаимного соединения буровой штанги с бурильной колонной посредством резьбового соединения, система погрузки-разгрузки штанги и буровая установка
Режущий инструмент с покрытием и способ изготовления режущего инструмента с покрытием

