Результат интеллектуальной деятельности: РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к режущему инструменту с износостойким покрытием для механической обработки металлов со снятием стружки. В частности, изобретение относится к режущему инструменту с износостойким покрытием, содержащим многослойную структуру, причем данный режущий инструмент с износостойким покрытием обладает улучшенными характеристиками при операциях резания, особенно в операциях резания, вызывающих повышение температуры. Кроме того, настоящее изобретение относится к способу изготовления режущего инструмента с износостойким покрытием.
УРОВЕНЬ ТЕХНИКИ
На рабочую поверхность режущего инструмента для обработки металлов со снятием стружки, например круглого инструмента, т.е. торцевых фрез, сверел и т.д., и режущих пластин, изготовленных из стойких материалов, например цементированного карбида, кермета, кубического нитрида бора или быстрорежущей стали, обычно наносят специальное покрытие, которое удлиняет срок службы режущего инструмента. Общеизвестно, что достаточно высокая твердость покрытия поверхности служит в качестве главного фактора, определяющего износостойкость материала. Покрытия поверхности обычно наносят с использованием методик химического осаждения из паровой фазы (CVD) или физического осаждения из паровой фазы (PVD).
Одно из первых износостойких покрытий изготовили из нитрида титана (TiN). Высокая твердость, высокая температура плавления и коррозионная стойкость TiN обеспечили значительное повышение эксплуатационных характеристик и срока службы по сравнению с инструментами без покрытий. Указанные полезные свойства детально исследовали и в настоящее время покрытия, изготовленные из нитридов различных металлов, применяют для режущих инструментов для различных вариантов применения. В качестве примера к TiN часто добавляют алюминий, который придает повышенную устойчивость к окислению при высоких температурах.
Общеизвестно, что высокие характеристики покрытий из титано-алюминиевого нитрида (TiAlN) можно по меньшей мере частично приписать области несмешиваемости в системе Ti-Al-N, которая способствует стабилизации метастабильных фаз. Кроме того, обнаружили, что покрытия из TiAlN обладают способностью к упрочению при старении, т.е. повышению твердости при термообработке. Повышение твердости приписывают разделению несмешивающихся фаз. Кубический TiAlN в процессе термообработки при 800-900°С разлагается на кубический TiN и кубический AlN, что приводит к ограничению перемещения дислокаций и вызывает эффект отверждения. Однако при более высоких температурах, например при температурах, составляющих приблизительно 1000°С, за кубической фазой следует превращение в гексагональный AlN, что снова вызывает резкое снижение твердости, которое может быть неприемлемым во многих вариантах применения.
В публикации Кнутссона с соавт. «Эксплуатационные характеристики станка и разрушение металлических режущих пластин с многослойным покрытием из TiAlN/TiN» (Surface and Coating Technology 205 (2011) 4005-4010) описаны параметры микроструктуры и эксплуатационные испытания пластин режущего инструмента c многослойными покрытиями из Ti0,34Al0,66N/TiN, нанесенными методом PVD. Было обнаружено, что многослойные покрытия имеют повышенную термическую стабильность и улучшенные механические свойства по сравнению с гомогенными покрытиями из Ti0,34Al0,66N вследствие более резковыраженного вызываемого температурой эффекта отверждения при старении и расширения диапазона температур приблизительно до 1050°C. Это улучшение подтверждено снижением износа в виде лунки и износа по задней поверхности пластин режущего инструмента по сравнению с гомогенным покрытием. Также раскрыто, что твердость повышалась по мере уменьшения периода повторения слоев в многослойном покрытии.
Несмотря на то, что эффект отверждения при старении повышает термическую стабильность и эксплуатационные характеристики режущего инструмента с износостойким покрытием, заметное снижение твердости при повышенных температурах остается проблемой, в частности, при механической обработке никелевых сплавов, титановых сплавов и закаленной стали.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Первая задача настоящего изобретения заключается в разработке режущего инструмента с износостойким покрытием, обладающего повышенными эксплуатационными характеристиками при обработке резанием, в частности при обработке резанием, сопровождающимся сильным нагревом режущего инструмента с износостойким покрытием. Вторая задача изобретения состоит в повышении термической стабильности покрытия режущего инструмента с износостойким покрытием для того, чтобы обеспечить высокую твердость покрытия даже если подвергается воздействию температур, равных 1100°С.
Указанные задачи достигаются за счет режущего инструмента с износостойким покрытием, а также способа его изготовления в соответствие с независимыми пунктами формулы изобретения.
В соответствии с настоящим изобретением режущий инструмент с покрытием содержит подложку, предпочтительно выполненую из цементированного карбида, кермета, керамики, кубического нитрита бора или быстрорежущей стали, более предпочтительно из цементированного карбида или кермета, и покрытие на поверхности подложки. Покрытие имеет многослойную структуру, состоящую из чередующихся слоя А из Zr1-xAlxN, где 0<х<1, и слоя В из TiN и промежуточного слоя С между указанными чередующимися слоями А и В, образующими последовательность А/С/В/С/А/С/В… с толщиной отдельного слоя А и слоя В от 1 до 30 нм, причем слой С содержит один или более металлических элементов из каждого из слоев А и В и отличается по составу и структуре от указанных чередующихся слоев А и В.
Для цели данного варианта применения многослойная структура содержит по меньшей мере 10, более предпочтительно по меньшей мере 30 отдельных слоев. Многослойная структура обладает высокой твердостью, даже если подвергается воздействию температур, равных 1100°С, и таким образом повышается эффективность режущих операций, в частности режущих операций с выделением высоких температур в режущем инструменте с износостойким покрытием.
В одном варианте осуществления изобретения многослойная структура состоит из чередующихся слоев А из Zr1-xAlxN, где 0<x<1, и В из TiN, образующих последовательность A/B/A/B…. При использовании в режущей операции данной многослойной структуры в многослойной структуре выделяется тепло, а ее микроструктура изменяется таким образом, что покрытие проявляет эффект отверждения при старении, т.е. твердость многослойной структуры возрастает по мере выделения тепла. Данный эффект отверждения при старении сохраняется даже после нагревания многослойной структуры по меньшей мере до 1100°С за счет микроструктурных изменений. При нагревании многослойной структуры микроструктура изменяется таким образом, что в слое Zr1-xAlxN происходит разделение на ZrN и AlN с образованием слоя, обогащенного цирконием и титаном на исходной поверхности раздела между слоем TiN и слоем Zr1-xAlxN, а также слоя, обогащенного алюминием в середине исходного слоя Zr1-xAlxN. Предпочтительно, чтобы по существу не было когерентности между подслоями многослойной структуры в состоянии после осаждения, самое большее случайно на поверхности раздела от одного подслоя до соседнего подслоя, но не на нескольких поверхностях раздела. Благодаря специфической многослойной структуре нагрев не вызывает натяжение столбчатых зерен по нескольким подслоям; самое большее некоторые зерна связываются через поверхность раздела Zr1-xAlxN-TiN и через слой Zr1-xAlxN, но на следующей поверхности Zr1-xAlxN-TiN когерентность прерывается. Благодаря измененной микроструктуре твердость возрастает, и повышается эффективность операции резания.
В одном варианте осуществления изобретения слой А Zr1-xAlxN имеет низкое содержание алюминия, где х составляет от 0,02 до 0,35, предпочтительно от 0,10 до 0,35. При столь низком содержании алюминия слой А содержит кубический Zr1-xAlxN. Предпочтительно, чтобы слой А состоял из кубического Zr1-xAlxN, а слой В состоял из кубического TiN. Несоответствие решеток между кубическим Zr1-xAlxN и кубическим TiN невелико, поэтому возможна когеренция между смежными чередующимися слоями и повышенная взаимная адгезия этих слоев.
В другом варианте осуществления изобретения слой Zr1-xAlxN имеет высокое содержание алюминия, где х составляет от 0,35 до 0,90, предпочтительно от 0,50 до 0,90. При таком высоком содержании Al слой А содержит гексагональный Zr1-xAlxN. При x больше чем 0,90 благоприятное изменение микроструктуры многослойной структуры практически незаметно. Более предпочтительно, когда Zr1-xAlxN слоя А имеет высокое содержание алюминия, где х составляет от 0,60 до 0,90, даже более предпочтительно от 0,70 до 0,90, при этом Zr1-xAlxN находится в гексагональной фазе. В отличие от нитридов многих других металлов гексагональная фаза Zr1-xAlxN обладает высокой твердостью и высокой износостойкостью.
В одном варианте осуществления изобретения Zr1-xAlxN является нанокристаллическим со средней шириной зерна менее чем 10 мм, предпочтительно менее чем 5 нм.
В одном варианте осуществления изобретения толщина отдельного слоя А и слоя В больше чем 5 нм и меньше чем 20 нм. Толщина отдельного слоя большая, чем 5 нм, желательна для получения предпочтительного разделение двух слоев на три слоя.
В одном варианте осуществления изобретения толщина многослойной структуры составляет 1-20, предпочтительно 1-15 мкм.
В одном варианте осуществления изобретения покрытие представляет собой PVD покрытие.
В другом варианте осуществления изобретения покрытие представляет собой CVD покрытие.
В одном варианте осуществления изобретения многослойная структура состоит из указанных чередующихся слоев А и В с толщиной отдельного слоя, составляющей 1-30 нм, при этом слой А состоит из Zr1-xAlxN, где 0<x<1, а слой В состоит из TiN, и дополнительно образован промежуточный слой С, расположенный между указанными чередующимися слоями А и В, содержащий один или более металлических элементов из каждого из чередующихся слоев А и В, и отличается по составу и структуре от указанных чередующихся слоев А и В. В результате образуется многослойная структура, состоящая из последовательности A/C/B/C/A/C/B…. Это придает твердость многослойной структуре, аналогичную твердости, полученной за счет упомянутого выше твердения многослойной структуры при старении вследствие использования режущего инструмента, т.е. выделения тепла в многослойной структуре.
В одном варианте осуществления изобретения толщина промежуточного слоя С находится между 50 и 150% толщины отдельного слоя В.
В одном варианте осуществления изобретения толщина промежуточного слоя С составляет по меньшей мере 3 нм.
В одном варианте осуществления изобретения промежуточный слой С состоит из Zr1-yAlyN, где y>0, предпочтительно 0<y<1.
В одном варианте осуществления режущего инструмента с износостойким покрытием в соответствии с приведенными выше вариантами осуществления изобретения состав слоя А и слоя В содержит по меньшей мере один дополнительный элемент, выбранный из первого, второго, третьего и четвертого дополнительных элементов в соответствии со следующим далее без ухудшения предпочтительных свойств твердости многослойной структуры. Слой А содержит первые элементы, содержащие цирконий и алюминий, и необязательно первые дополнительные элементы, выбранные из одного или более элементов из группы 4а, группы 5а, группы 6а периодической системы, Si и Y, и вторые элементы, содержащие азот и необязательно вторые дополнительные элементы, выбранные из одного или более из углерода, кислорода и бора. Слой В содержит третьи элементы, включая титан и необязательно третьи дополнительные элементы, выбранные из одного или более элементов из группы 4а, группы 5а, группы 6а периодической системы, Si, Al и Y, и четвертые элементы, содержащие азот и необязательно четвертые дополнительные элементы, выбранные из одного или более из углерода, кислорода и бора.
В настоящем изобретении также предложен способ изготовления режущего инструмента с покрытием, содержащего подложку, выполненную предпочтительно из цементированного карбида, кермета, керамики, кубического нитрида бора или быстрорежущей стали, а также покрытие на поверхности подложки в соответствие с рассмотренными выше вариантами осуществления, содержащее промежуточный слой С.
Способ включает этапы:
- осаждения многослойной структуры, состоящей из чередующихся слоев А и В, образующих последовательность A/B/A/B/A… с толщиной отдельного слоя А и слоя В от 1 до 30 нм с образованием по меньшей мере части покрытия, при этом слой А состоит из Zr1-xAlxN, где 0<x<1, а слой В состоит из TiN, и
- термообработки покрытия для образования промежуточного слоя С между указанными чередующимися слоями А и В с образованием последовательности A/C/B/C/A/C/B…, причем слой С содержит один или более металлических элементов из каждого из указанных чередующихся слоев А и В.
Предпочтительно, чтобы свойства многослойной структуры в состоянии после осаждения указанным способом соответствовали рассмотренным выше вариантам осуществления изобретения.
В одном варианте осуществления покрытие подвергают термообработке по меньшей мере при 1000°С, предпочтительно по меньшей мере при 1100°С, в неокислительной атмосфере с формированием промежуточного слоя С.
Покрытие можно осаждать методом CVD или PVD.
В одном варианте осуществления изобретения многослойную структуру осаждают методом PVD, например методом осаждения распылением, катодно-дугового осаждения, испарением или ионным осаждением.
Многослойную структуру, состоящую из чередующихся слоев А, В и C с образованием последовательности A/C/B/C/A/C/B…, также можно сформировать методом последовательного осаждения указанных слоев.
Другие задачи, преимущества и новые признаки настоящего изобретения проясняются из представленного ниже подробного описания изобретения при рассмотрении в комплексе с сопровождающими рисунками и пунктами формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Варианты осуществления настоящего изобретения будут описаны далее со ссылкой на сопровождающие чертежи, на которых:
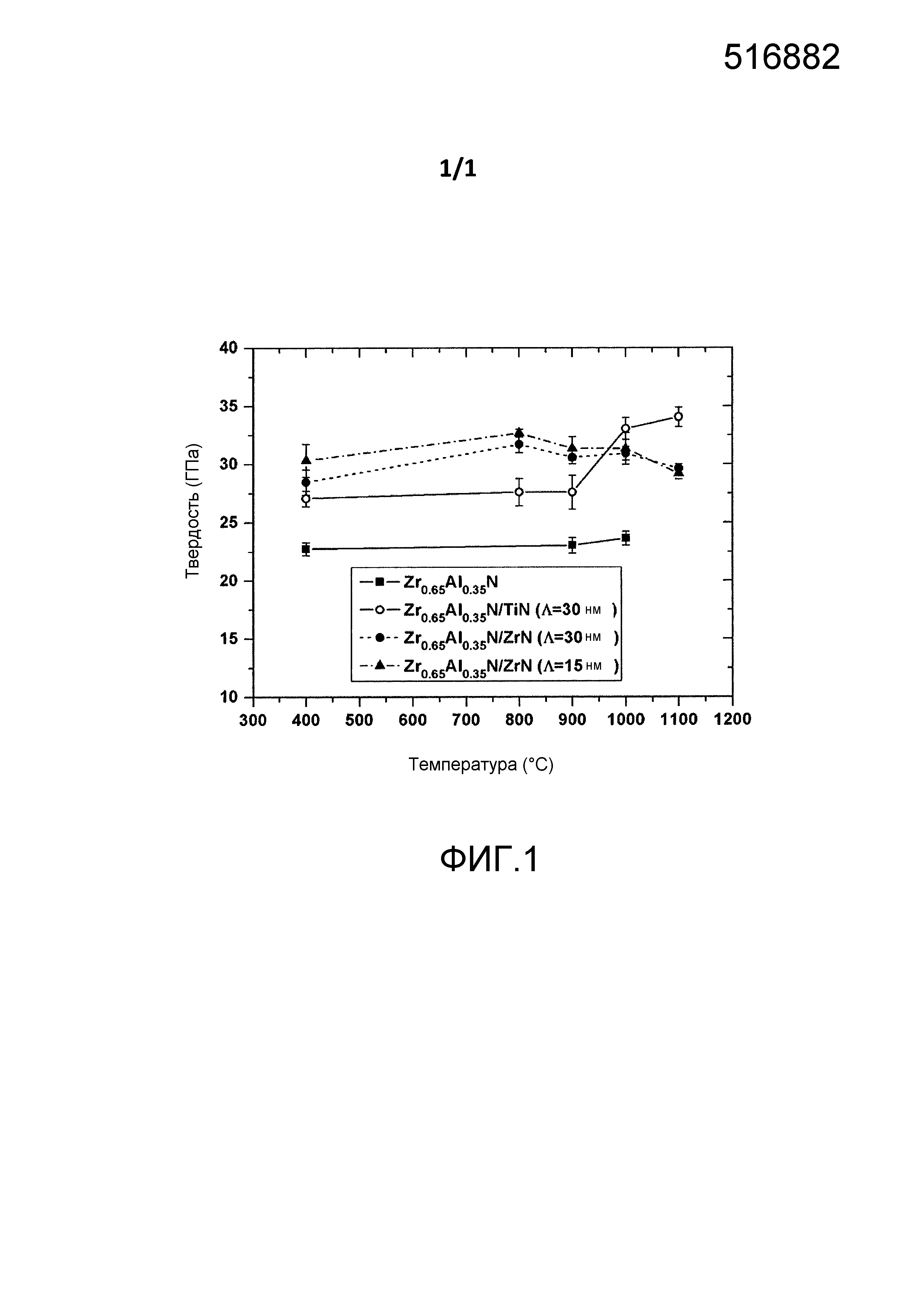
Фиг. 1 иллюстрирует твердость покрытия согласно настоящему изобретению как функцию температуры отжига и в сравнении с эталонными покрытиями.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Режущий инструмент с износостойким покрытием в соответствие с первым вариантом осуществления изобретения содержит подложку и PVD-покрытие на подложки. Покрытие содержит многослойную структуру толщиной 1-20, предпочтительно 1-15 мкм, состоящую из чередующихся слоев А и В, образующих последовательность A/B/A/B/A… с толщиной отдельного слоя от 1 до 30 нм, предпочтительно больше чем 5 нм и меньше чем 20 нм, причем слой А состоит из кубического Zr1-xAlxN, где х составляет от 0,02 до 0,35, предпочтительно х составляет от 0,10 до 0,35, а слой В состоит из кубического TiN. Предпочтительно, чтобы Zr1-xAlxN был нанокристаллическим со средней шириной зерна менее чем 10 нм, предпочтительно менее чем 5 нм.
Режущий инструмент с износостойким покрытием в соответствие со вторым вариантом осуществления изобретения образован из подложки и покрытия в соответствии с первым вариантом осуществления изобретения и подвергнутое термообработке при по меньшей мере 1000°С, предпочтительно при по меньшей мере 1100°С в неокислительной атмосфере, для изменения микроструктуры многослойной структуры покрытия. Многослойная структура после термообработки состоит из чередующихся слоев А и В и промежуточного слоя С, расположенного между слоем А и слоем В, с образованием последовательности A/C/B/C/A/C/B/C/A… с толщиной каждого отдельного слоя от 1 до 30 нм. Слой А состоит кубического Zr1-xAlxN, где х составляет от 0,02 до 0,35, предпочтительно х составляет от 0,10 до 0,35, а слой В состоит из кубического TiN. Предпочтительно, чтобы Zr1-xAlxN был нанокристаллическим со средней шириной зерна менее чем 10 нм, предпочтительно менее чем 5 нм. Слой С содержит один или более металлических элементов из каждого из чередующихся слоев А и В, и отличается по составу и структуре от указанных чередующихся слоев А и В. Вследствие разделения ZrN и AlN в процессе тепловой обработки в слое Zr1-xAlxN образуется слой С, обогащенный цирконием и титаном на исходной поверхности раздела между слоем TiN и слоем Zr1-xAlxN, а также область, обогащенная алюминием и образованная в середине исходного слоя Zr1-xAlxN. Например промежуточный слой С может состоять из Ti1-yZryN, где y>0, предпочтительно 0<y<1. Предпочтительная толщина слоя С зависит от термообработки и толщины отдельных слоев в состоянии после осаждения. Образование слоя С происходит при расходовании слоя А. Предпочтительно, чтобы толщина слоя С составляла по меньшей мере 3 нм, однако предпочтительно, чтобы толщина слоя С составляла 50-150% толщины отдельного слоя В, а толщина слоя А после термообработки предпочтительно составляла по меньшей мере 3 нм. Предпочтительно, чтобы отсутствовали столбчатые зерна, вытянутые через несколько подслоев; допустимо лишь наличие нескольких когерентных зерен, проходящих через поверхность раздела TiN-ZrAlN и через слой Zr1-xAlxN, при прерывании когерентности на следующей поверхности раздела.
Режущий инструмент с износостойким покрытием в соответствии с третьим вариантом осуществления изобретения содержит подложку и PVD-покрытие на подложке. Покрытие содержит многослойную структуру толщиной 1-20, предпочтительно 1-15 мкм, состоящую из чередующихся слоев А и В, образующих последовательность A/B/A/B/A… с толщиной отдельного слоя от 1 до 30 нм, предпочтительно больше чем 5 нм и меньше чем 20 нм, причем слой А состоит из Zr1-xAlxN, где х составляет от 0,35 до 0,90, предпочтительно х составляет от 0,70 до 0,90, а слой В состоит из кубического TiN. Zr1-xAlxN слоя А содержит гексагональную фазу Zr1-xAlxN. Предпочтительно Zr1-xAlxN является нанокристаллическим со средней шириной зерна менее чем 10 нм, предпочтительно менее чем 5 нм.
Режущий инструмент с износостойким покрытием в соответствие с четвертым вариантом осуществления изобретения образуют из подложки и покрытия в соответствии с третьим вариантом осуществления изобретения и подвергают термообработке по меньшей мере при 1000°С, предпочтительно по меньшей мере при 1100°С в неокислительной атмосфере для изменения микроструктуры многослойной структуры покрытия. Многослойная структура после термообработки состоит из чередующихся слоев А и В и промежуточного слоя С, расположенного между слоем А и слоем В, с образованием последовательности A/C/B/C/A/C/B/C/A… с толщиной отдельного каждого слоя от 1 до 30 нм. Слой А состоит из гексагонального Zr1-xAlxN, где х составляет от 0,35 до 0,90, предпочтительно х составляет от 0,70 до 0,90, а слой В состоит из TiN. Предпочтительно, чтобы Zr1-xAlxN был нанокристаллическим со средней шириной зерна менее чем 10 нм, предпочтительно менее чем 5 нм. Слой С содержит один или более металлических элементов из каждого из чередующихся слоев А и В и отличается по составу и структуре от указанных чередующихся слоев А и В. Вследствие разделения ZrN и AlN в процессе тепловой обработки в слое Zr1-xAlxN на исходной поверхности раздела между слоем TiN и слоем Zr1-xAlxN образуется слой С, обогащенный цирконием и титаном, а в середине исходного слоя Zr1-xAlxN образуется область, обогащенная алюминием. Например промежуточный слой С может состоять из Ti1-yZryN, где y>0, предпочтительно 0<y<1. Предпочтительная толщина слоя С зависит от термообработки и толщины отдельного слоя в состоянии после осаждения. Образование слоя С происходит при расходовании слоя А. Предпочтительно, чтобы толщина слоя С составляла по меньшей мере 3 нм, однако предпочтительно, чтобы толщина слоя С составляла 50-150% толщины отдельного слоя В, а толщина слоя А после термообработки предпочтительно составляла по меньшей мере 3 нм. Предпочтительно, чтобы отсутствовали столбчатые зерна, вытянутые через несколько подслоев; допустимо лишь наличие нескольких когерентных зерен, проходящих через поверхность раздела TiN-ZrAlN и через слой Zr1-xAlxN, при отсутствии когерентности на следующей поверхности раздела.
Пример 1: Zr0,65Al0,35N/TiN, период 15 нм
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и TiN сформировали методом катодно-дугового осаждения на полированной подложке CNMG 120408-MM, изготовленной из цементированного карбида вольфрама-кобальта (10 м/% Co) с помощью системы «Oerlikon Balzers RCS» с образованием режущего инструмента с покрытием. С противоположных сторон в вакуумной камере системы установили мишень из Zr0,65Al0,35 и мишень из Ti, служащие в качестве катодов. Подложку установили в вакуумной камере и выполнили осаждение при 400°С в потоке N2 (400 см3/мин) и Ar (200 см3/мин) при давлении 1,7 Па со смещением подложки 40 В с поворотом подложек при 5 об/мин, обращая поочередно к указанным мишеням. В результате сформировали многослойное покрытие из чередующихся слоев Zr1-xAlxN и TiN с периодом повторения слоев 15 нм, т.е. с толщиной отдельного слоя 7,5 нм, измеренной в поперечном сечении с помощью TEM (просвечивающего электронного микроскопа). Толщина покрытия на задней поверхности инструмента составила 2,2 мкм. Относительное содержание Zr и Al в осажденном покрытии оказалась по существу таким же, как в мишени. После осаждения режущий инструмент с покрытием отжигали в атмосфере Ar в течение 2 ч при постоянной температуре между 800 и 1100°С.
Пример 2: Zr0,65Al0,35N/TiN, период 30 нм
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и TiN, сформировали методом катодно-дугового осаждения и отожгли, как описано в примере 1, но при вращении подложки 2,5 об/мин. Полученный в результате период составил 30 нм, т.е. толщина отдельного слоев составила 15 нм. Толщина покрытия на задней поверхности инструмента составила 2,6 мкм.
Пример 3: Zr0,65Al0,35N/ZrN, период 15 нм
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и ZrN с периодом Λ=15 нм, сформировали методом катодно-дугового осаждения и отожгли, как описано в примере 1, но вместо титановой мишени применили мишень из циркония. Толщина покрытия составила 2-3 мкм.
Пример 4: Zr0,65Al0,35N/ZrN, период 30 нм
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и ZrN с периодом Λ=30 нм сформировали методом катодно-дугового осаждения и отожгли, как описано в примере 2, но вместо титановой мишени применили мишень из циркония. Длительность осаждения была той же, что и в примере 2, поэтому и толщина покрытия оказалась приблизительно той же.
Пример 5: Zr0,65Al0,35N, один слой
Покрытие, состоящее из одного слоя Zr0,65Al0,35N, сформировали методом катодно-дугового осаждения, как описано в примере 1, но применили только мишень из Zr0,65Al0,35 без вращения. Длительность осаждения была той же, что и в примере 2, поэтому и толщина покрытия оказалась приблизительно той же.
МИКРОСТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА ПОКРЫТИЙ ПРИМЕРОВ 1-4
Исследовали микроструктуру и механические свойства пленок после осаждения и отжига примеров 1-5.
Структуру пленок после осаждения и отжига исследовали методом рентгеновской дифракции с помощью дифрактометра PANanalytical Empyrean.
Образцы с поперечным сечением механически полировали и подвергали ионному травлению, после чего исследовали с помощью STEM (сканирующий просвечивающий электронный микроскоп) в режиме светлого поля с высоким разрешением и, применяя просвечивание посредством FEI Technai G2, формировали картины SAED (локальная дифракция электронов). В этом режиме проводили анализ методом EDS (энергорассеивающая рентгеноспектроскопия).
Механические свойства определяли методом наноотпечатков с помощью системы UMIS 2000, снабженной индентором Берковича. Приготовили полированные сужающиеся (приблизительно 5°) поперечные срезы пленок, и в каждом образце сформировали минимум 20 отпечатков с использованием нагрузки 40 мН. Данные анализировали методом Оливера и Фара (W.C. Oliver, G.M. Pharr, J.Mater. Res. 7 (1992) 1564). При этом вычисляли среднее значение и стандартное отклонение по 20-ти измеренным величинам.
На фиг. 1 показана твердость в качестве функции температуры отжига многослойных покрытий примеров 2, 3, 4 и однослойного покрытия примера 5. Твердость однослойного покрытия из Zr0,65Al0,35N в состоянии непосредственно после осаждения примера 5 составила 23 ГПа и осталась практически неизменной вплоть до температуры 1000°С. Для многослойных покрытий в состоянии после осаждения максимальной твердостью в 30 ГПа обладает покрытие с минимальным периодом. Отжиг обоих покрытий Zr0,65Al0,35N/ZrN при 800°С приводит к увеличению твердости, однако после отжига при более высокой температуре твердость снова падает. Твердость покрытия Zr0,65Al0,35N/TiN с периодом 30 нм оставалась стабильной до температуры отжига 900°С. При более высоких температурах отжига твердость увеличивается и после отжига при 1100°С твердость покрытия Zr0,65Al0,35N/TiN (Λ=30 нм) составляет 34 ГПа. Таким образом, эффект повышения твердости наиболее сильно выражен в многослойном покрытии, содержащем подслой TiN, причем не наблюдается снижения твердости даже при 1100°С.
Рентгеновские дифрактограммы покрытий Zr0,65Al0,35N/ZrN в состоянии после осаждения показали широкие и асимметричные пики от кубического ZrN. Рентгеновские дифрактограммы многослойных покрытий Zr0,65Al0,35N/ZrN после отжига показали суженные пики, смещенные в сторону больших углов. Любые пики от кубического ZrAlN в многослойных покрытиях Zr0,65Al0,35N/ZrN перекрываются пиками от кубического ZrN.
Исследования с помощью TEM показали, что в слое Zr1-xAlxN происходило разделение ZrN и AlN, приводящее к образованию обогащенного алюминием слоя в середине слоя Zr1-xAlxN и обогащенных цирконием слоев на исходных поверхностях раздела Zr1-xAlxN-ZrN. Многослойное покрытие Zr0,65Al0,35N/ZrN по меньшей мере частично связано через слои, обогащенные алюминием и цирконием; развиты большие кубические зерна, которые распространяются по нескольким подслоям. Исследования с помощью TEM показали также, что в многослойных покрытиях Zr0,65Al0,35N/ZrN после отжига происходит разделение ZrN и AlN, но отсутствуют гексагональные фазы.
Многослойное покрытие Zr0,65Al0,35N/TiN после осаждения показало дифракционные пики как от кубического TiN, так и от кубического ZrAlN. Кубическая фаза ZrAlN показывает широкие пики. После отжига при 800°С дифракционные пики от обеих фаз суживаются; при этом пики от кубического TiN смещаются в сторону больших углов. Отжиг при 1000°С вызывает смещение пиков от кубического ZrAlN в сторону больших углов, тогда как для кубического TiN изменения пиков не наблюдались.
Исследования с помощью TEM показали, что размер зерен TiN в осажденном многослойном покрытии Zr0,65Al0,35N/TiN зависит от толщины слоя TiN, причем эти зерна не распространяются через резкую границу раздела в нанокристаллические слои Zr1-xAlxN, ширина зерен которых составляет около 5 нм. В нескольких местах кубическая решетка когерентна через поверхность раздела TiN-Zr1-xAlxN. Картины SAED подтвердили наличие кубического TiN и кубической фазы с параметром решетки, близким к кубическому ZrN.
Отжиг многослойного покрытия Zr0,65Al0,35N/TiN при 1100°С приводит к улучшению TEM-изображения зерен TiN. При этом поверхности раздела TiN-ZrAlN становятся более размытыми, а структура слоев ZrAlN изменяется на обогащенный цирконием слой на исходной поверхности раздела между подслоями и обогащенный алюминием слой в середине исходного слоя Zr1-xAlxN. В отличие от отожженных покрытий Zr0,65Al0,35N/ZrN в данном случае отсутствуют столбчатые зерна, вытянутые по нескольким подслоям, и лишь несколько зерен связаны через поверхность раздела TiN-Zr1-xAlxN и через слой Zr1-xAlxN, но в следующей поверхности раздела когерентность прерывается. На исходной поверхности раздела между подслоями образовался слой, обогащенный титаном и цирконием. Картины SAED показали, что в отожженном покрытии существуют две кубические фазы с-TiN и с-ZrN, но отсутствует гексагональная фаза.
Пример 6: покрытие Zr0,65Al0,35N/TiN
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и TiN, сформировали методом катодно-дугового осаждения на подложке из цементированного карбида CNMG 120408-MM системы карбид вольфрама-кобальт (10% Co) методом, аналогичным примеру 1, но с трехкратным поворотом подложки. С помощью оптического микроскопа измерили толщину покрытия, составляющую 2,2 мкм на задней поверхности и 1,7 мкм на передней поверхности инструмента.
Пример 7: покрытие Zr0,65Al0,35N/TiN
Покрытие, состоящее из чередующихся слоев Zr0,65Al0,35N и TiN, сформировали методом катодно-дугового осаждения на подложке из цементированного карбида CNMG 120408-MM системы карбид вольфрама-кобальт (10% Co) методом, аналогичным примеру 2, но с трехкратным поворотом подложки. Толщина покрытия: 2,6 мкм на задней поверхности и 1,9 мкм на передней поверхности инструмента.
Пример 8: покрытие Zr0,50Al0,50N
Покрытие, состоящее из чередующихся слоев Zr0,50Al0,50N и TiN, осаждали по методу, описанному в примере 7, но вместо мишени из Zr0,65Al0,35 применили мишень из Zr0,50Al0,50. Толщина покрытия составляла 1,5 мкм на задней поверхности и 1,0 мкм на передней поверхности инструмента.
Пример 9: покрытие Zr0,17Al0,83N
Покрытие, состоящее из чередующихся слоев Zr0,17Al0,83N и TiN, осаждали по методу, описанному в примере 7, но вместо мишени из Zr0,65Al0,35 применили мишень из Zr0,17Al0,83. Толщина покрытия: 1,7 мкм на задней поверхности и 0,9 мкм на передней поверхности инструмента.
Пример 10: однослойное покрытие Ti33Al77N
Однослойное покрытие, состоящее из Ti33Al77N, осаждали по методу, описанному в примере 6 с использованием только мишени из Ti33Al77 под давлением, равным 10 мкбар, и смещении на подложке 100 В. Толщина покрытия составляла 4,79 мкм на задней поверхности и 3,2 мкм на передней поверхности инструмента.
Пример 11: испытания инструментов
Режущие инструменты с покрытием, изготовленные в примерах 6-10, оценивали по величине лунки износа при непрерывной длительной операции вращения в шарикоподшипниковой стали марки Ovako 825B с глубиной резания 2 мм, скоростью резания 160 м/мин, скоростью подачи 0,3 мм/об, с применением хладагента. В качестве оценочного критерия приняли площадь лунки 0,8 мм2 и длительность периода резания, требуемого для достижения указанного критерия. Результаты испытаний показаны в таблице 1.
|
Несмотря на то, что настоящее изобретение описано в связи с различными вариантами его осуществления, следует понимать, что изобретение не следует ограничивать раскрытыми иллюстративными вариантами осуществления, а напротив, охватывает различные модификации и эквивалентные конфигурации в пределах приложенной формулы изобретения.
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия
Конусная дробилка
Дробильная установка и способ управления такой установкой
Конструктивные элементы с залитым цементированным карбидом
Отбойный или землеройный инструмент, содержащий вставку и кольцо из цементированного карбида вольфрама, машина для удаления материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Ослабление колебаний давления в дробилках
Фиксирующее устройство для земляного бура и система земляного бура с указанным фиксирующим устройством
Средство крепления просеивающих поверхностей и применение такого средства
Инструмент для отбойки и выемки грунта со вставкой из цементированного карбида вольфрама и кольцом, машина для выемки материала, включающая в себя такой инструмент, и способ изготовления такого инструмента
Упорный подшипник конусной дробилки и способ поддержания вертикального вала в такой дробилке
Способ и устройство для управления работой конусной дробилки
Сплав на основе никеля, способный образовывать оксид алюминия

