Результат интеллектуальной деятельности: ТЕКСТУРИРОВАННЫЙ ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к текстурированному листу из электротехнической стали, преимущественно используемому для изготовления сердечников трансформаторов, в частности, обмоточных трансформаторов.
Уровень техники
Текстурированный лист из электротехнической стали в основном используется для изготовления сердечников трансформаторов и должен иметь исключительные намагничивающие свойства, в частности, низкие потери в железе. В этом отношении важно очень точно согласовать положение зерен вторичной рекристаллизации стального листа с ориентацией (110)[001] (ориентацией Госса) и уменьшить содержание примесей в стальном листе.
Однако существуют ограничения в отношении контроля ориентаций и уменьшения содержания примесей. Соответственно, были выполнены различные разработки в отношении способа разделения магнитных доменов с помощью физических средств для уменьшения потерь в железе, т.е. способа измельчения магнитных доменов. Технология измельчения магнитных доменов в общих чертах разделяется на технологии нетеплостойкого измельчения и технологии теплостойкого измельчения. Обмоточный трансформатор требует применения технологии теплостойкого измельчения магнитных доменов для обработки стального листа и получения сердечника трансформатора и его последующего отжига для снятия напряжений.
В качестве технологии нетеплостойкого измельчения магнитных доменов в документе JP S55-18566 A (PTL 1) приведено описание технологии воздействия излучения с помощью лазера на стальной лист после окончательного отжига для получения областей линейной деформации в поверхностном слое стального листа. В качестве технологии теплостойкого измельчения магнитных доменов обычно используют способ формирования канавок в поверхности стального листа. В частности, в документе JP S62-067114 A (PTL 2) описан способ механической обработки давлением с получением рисок от зубьев режущего инструмента на стальном листе для формирования канавок. В документе JP S63-042332 A (PTL 3) описан способ формирования канавок травлением. В документе JP H07-220913 A (PTL 4) описан способ формирования канавок лазером.
Технология измельчения магнитных доменов посредством формирования канавок имеет небольшой эффект уменьшения потерь в железе при низкой плотности магнитного потока по сравнению с технологией измельчения магнитных доменов посредством получения областей с высокой плотностью дислокаций, например, с помощью лазера. Для уменьшения указанных проблем предложены усовершенствования способа формирования канавок. Например, в документе JP 4719319 B (PTL 5) описано усовершенствование формы поверхности стального листа. В документе JP 5771620 B (PTL 6) описано усовершенствование формы канавки.
Перечень цитированных документов
Патентная литература
PTL 1: JP S55-18566 A
PTL 2: JP S62-067114 A
PTL 3: JP S63-042332 A
PTL 4: JP H07-220913 A
PTL 5: JP 4719319 B
PTL 6: JP 5771620 B
Раскрытие сущности изобретения
Техническая проблема
Технология теплостойкого измельчения магнитных доменов посредством формирования канавок уменьшает стальную подложку пропорционально объему канавок, подлежащих формированию. Соответственно, углубление канавок для повышения эффекта измельчения магнитных доменов снижает плотность магнитного потока. То же самое относится к технологиям, раскрытым в PTL 5 и PTL 6. Таким образом, традиционные технологии являются проблематичными в том смысле, что ограничивается эффект, который получают при балансе между уменьшением плотности магнитного потока и повышением эффекта измельчения магнитных доменов.
Таким образом, можно предложить текстурированный лист из электротехнической стали, имеющий улучшенные характеристики потерь в железе и уменьшенное снижение плотности магнитного потока за счет улучшения формы линейной канавки в направлении глубины.
Решение проблемы
Были повторно выполнены эксперименты по формированию различных канавок в текстурированных листах из электротехнической стали, имеющих одни и те же характеристики перед измельчением магнитных доменов. Во время выполнения этих экспериментов были определены текстурированные листы из электротехнической стали, которые показали значительное улучшение характеристик потерь в железе относительно уменьшения плотности магнитного потока из числа стальных листов с канавками, которые имели негладкое и шершавое дно. Эти стальные листы были тщательно проверены для установления оптимальной формы дна канавок. Таким образом, было осуществлено раскрытие.
Предлагается:
1. Текстурированный лист из электротехнической стали, содержащий магнитные домены, измельченные множеством линейных канавок в поверхности стального листа,
причем каждая из линейных канавок имеет на дне множество углубленных частей, выровненных в направлении, в котором продолжается линейная канавка, с интервалом p (мкм), который удовлетворяет следующей формуле (1):
0,20 W ≤ p ≤ 1,20 W (1),
где W – ширина раскрытия линейной канавки (мкм), и
углубленная часть имеет глубину d (мкм), которая удовлетворяет следующей формуле (2):
0,10 D ≤ d ≤ 1,00 D (2),
где D – средняя глубина линейной канавки (мкм).
2. Текстурированный лист из электротехнической стали по п. 1, в котором средняя глубина D (мкм) линейной канавки удовлетворяет следующей формуле (3):
0,05 t ≤ D ≤ 0,20 t (3),
где t – толщина стального листа (мкм).
3. Текстурированный лист из электротехнической стали по п. 1 или 2, в котором направление, в котором продолжается линейная канавка, образует угол 0° или более и 40° или менее с направлением, перпендикулярным направлению прокатки стального листа.
4. Текстурированный лист из электротехнической стали по п. 1, 2 или 3, в котором линейные канавки имеют взаимный интервал l (мкм) в направлении прокатки стального листа, который удовлетворяет следующей формуле (4):
10 W ≤ l ≤ 400 W (4),
где W – ширина раскрытия линейной канавки (мкм).
5. Текстурированный лист из электротехнической стали по любому из п.п. 1- 4, в котором ширина раскрытия W линейной канавки составляет 5 мкм или более и 150 мкм или менее.
Преимущественный эффект
По изобретению можно уменьшить снижение плотности магнитного потока в текстурированном листе из электротехнической стали, имеющем улучшенные характеристики потерь в железе, посредством эффекта измельчения магнитных доменов за счет формирования канавок в поверхности стального листа.
Краткое описание чертежей
На приложенных чертежах:
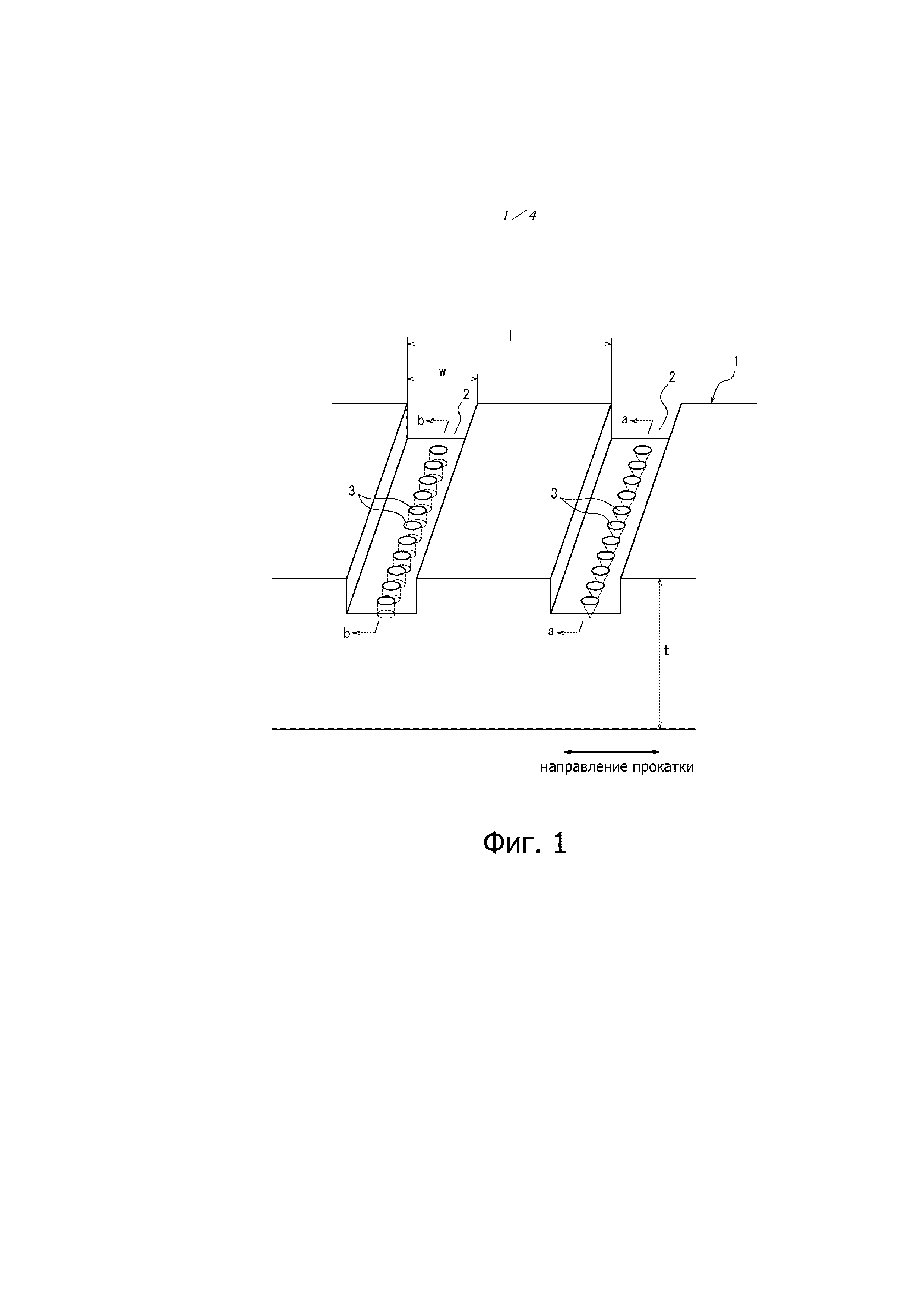
фиг. 1 – перспективный вид стального листа, имеющего линейные канавки на поверхности;
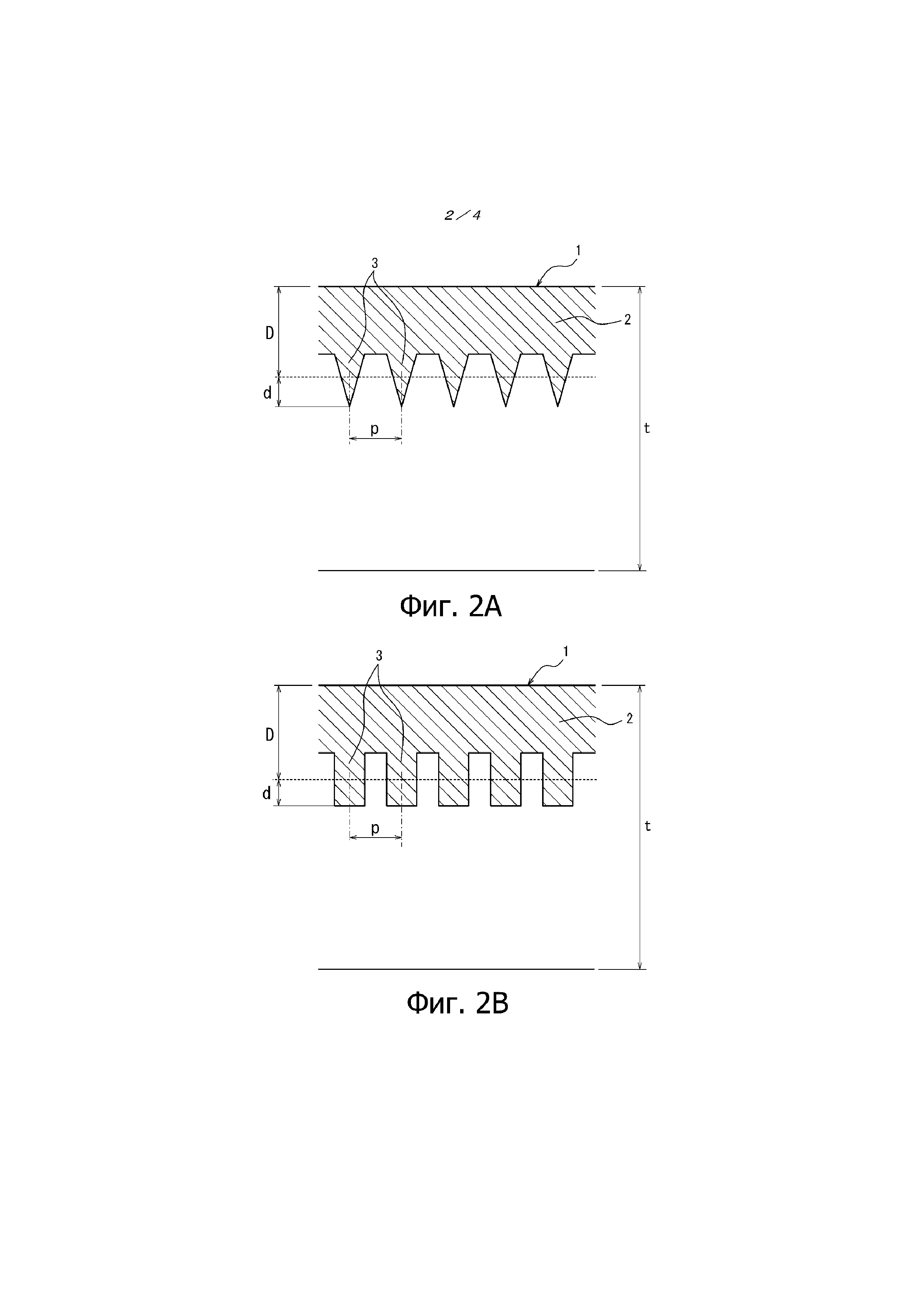
фиг. 2 – схематический вид формы линейной канавки;
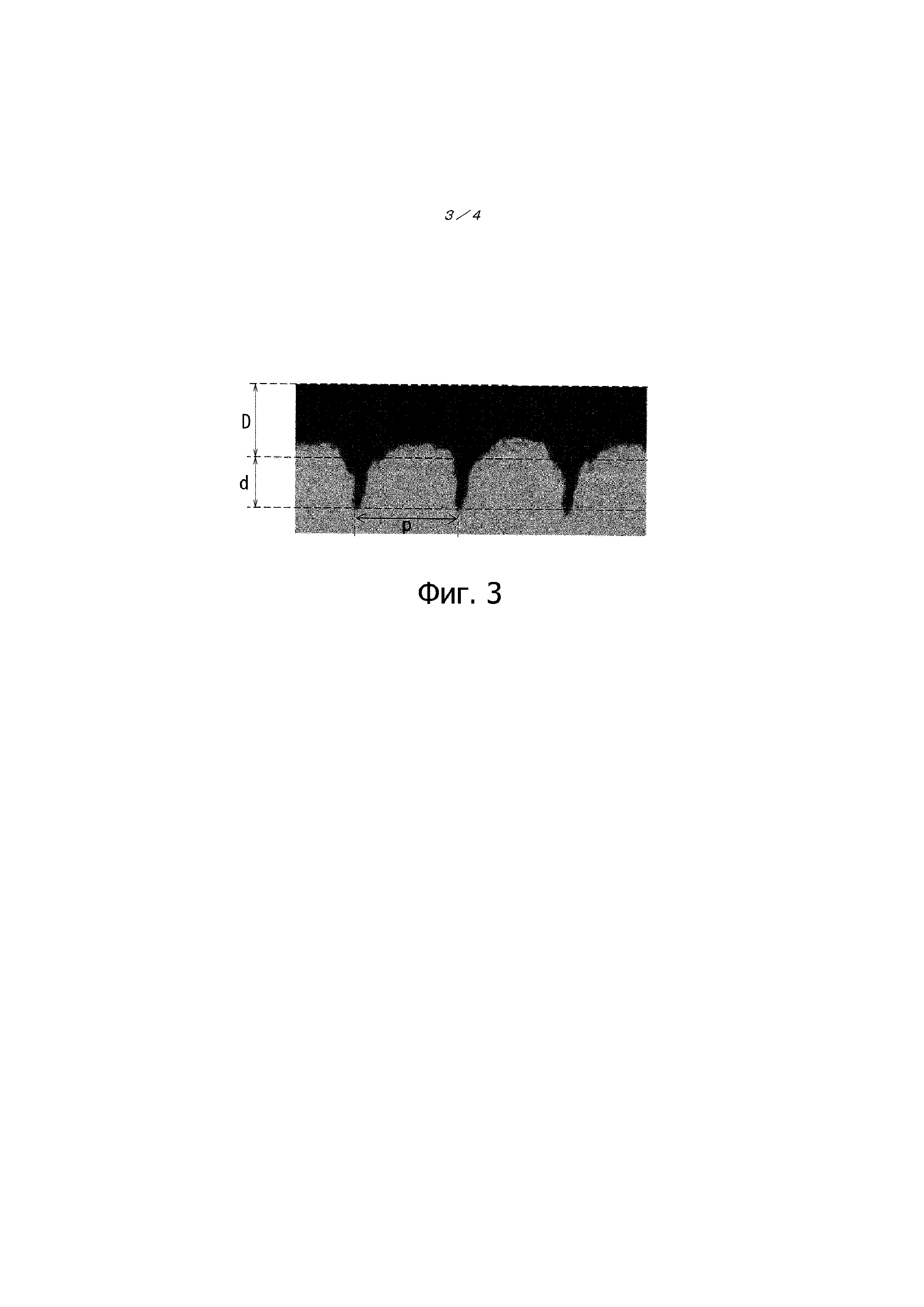
фиг. 3 – фотография, сделанная с помощью электронного микроскопа, на которой показана форма сечения линейной канавки (D = 20 мкм, d = 15 мкм, p = 30 мкм);
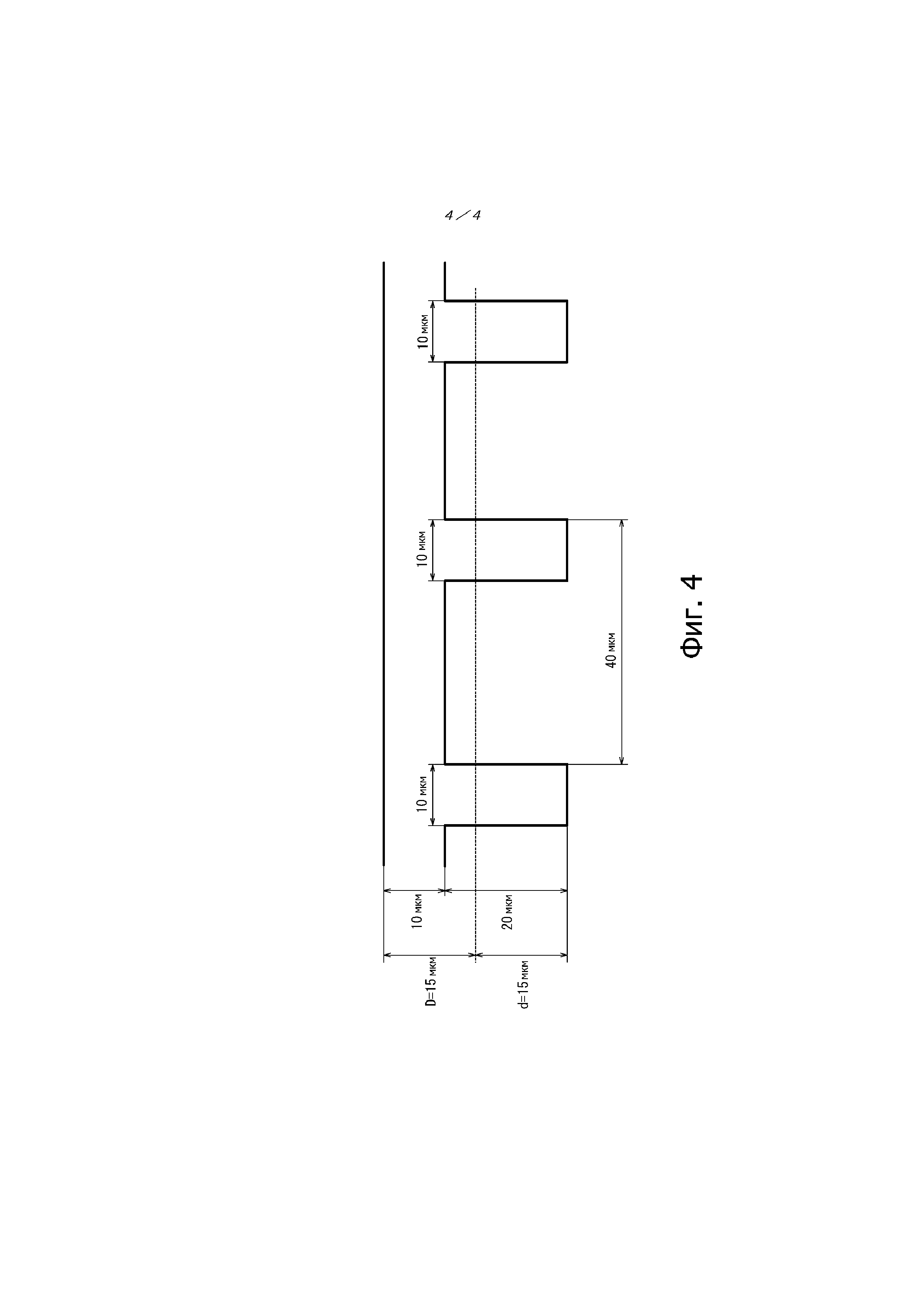
фиг. 4 – схематический вид примера формы линейной канавки в случае d = 1,00 D.
Осуществление изобретения
Ниже приведено подробное описание.
Во время формирования канавки 180-градусная стенка магнитного домена генерируется заново для сужения ширины магнитного домена с целью предотвращения увеличения магнитостатической энергии из-за магнитных полей, генерируемых на боковых поверхностях канавки, что обеспечивает теплостойкое измельчение магнитных доменов. Когда ширина магнитных доменов сужается указанным образом, расстояние смещения стенки магнитного домена во время намагничивания стального листа уменьшается, тем самым, снижая потери энергии при смещении стенки домена, т.е. уменьшая потери в железе.
Механизм уменьшения потерь в железе требует генерирования магнитного поля. Следовательно, необходимо формирование границ материалов, которые имеют разную магнитную проницаемость.
Способ формирования канавок использует железо и воздух в качестве материалов, имеющих разную магнитную проницаемость. Следовательно, формируют пространство, эквивалентное объему канавок, тем самым, уменьшая эффективную магнитную проницаемость стального листа для уменьшения значения плотности B8 магнитного потока при намагничивающей силе 800 А/м, что обозначает показатель магнитных характеристик.
Соответственно, при генерировании многочисленных магнитных полей для повышения эффекта измельчения магнитных доменов плотность магнитного потока уменьшается, что обусловливает необходимость выбора. Кроме того, магнитные поля генерируются только на боковых поверхностях канавок; следовательно, формирование канавок в поверхности (одной боковой поверхности) стального листа не может вызывать эффект формирования канавок в центральной части в направлении толщины или задней поверхности (другой боковой поверхности) стального листа.
Были выполнены всесторонние исследования в отношении формы дна канавок, которая максимально увеличивает эффект формирования канавок. Установлено, что формирование углубленных частей в дне линейной канавки эффективно удовлетворяет предварительно заданным условиям. Другими словами, установлено, что формирование множества углубленных частей, выровненных с заданными интервалами в дне линейной канавки, и наличие углубленных частей с предварительно заданной глубиной является оптимальным для достижения эффекта измельчения магнитных доменов посредством формирования канавок.
В частности, как показано на фиг. 1, линейные канавки 2, продолжающиеся в поперечном направлении по отношению к направлению прокатки стального листа 1 и образованные с определенными интервалами в направлении прокатки, имеют множество углубленных частей 3 на их доньях в направлении, в котором продолжаются канавки 2. Углубленная часть 3 может иметь сечение конической формы по линии a-a, как показано на фиг. 2A и фиг. 3, и имеет сечение цилиндрической формы, как показано на фиг. 2B линией b-b. В ином случае углубленные части могут иметь любые другие формы при условии, что они расположены с интервалом p, который удовлетворяет приведенной ниже формуле (1), и имеют глубину d (мкм), которая удовлетворяет приведенной ниже формуле (2). Для удобства объяснения на фиг. 1 формы углубленных частей в каждой канавке отличаются друг от друга, но во всех линейных канавках с точки зрения технологичности углубленные части предпочтительно имеют одинаковую форму.
Когда углубленные части 3 образованы на дне линейной канавки 2 указанным образом, внутри стального листа генерируются новые магнитные поля, хотя их количество меньше количества магнитных полей, генерируемых в поверхности стального листа. Стенки магнитных доменов имеют склонность генерироваться в направлении, в котором их внутренняя энергия сводится к минимуму, т.е. в направлении, перпендикулярном к поверхности стального листа к задней стороне стального листа. Соответственно, даже если внутри стального листа генерируется меньшее количество магнитных полей, стенки магнитных доменов генерируются напрямую внутри стального листа, и, таким образом, эффект измельчения магнитных доменов нисколько не уменьшается по сравнению с уменьшением количества магнитных полей, генерируемых внутри стального листа относительно количества магнитных полей на поверхности стального листа. Соответственно, может быть достигнут больший эффект измельчения магнитных доменов по сравнению с обычной канавкой постоянной глубины, имеющей одну и ту же площадь сечения.
Средства, отличающиеся от средств, представленных в описании, включают в себя способ линейного выравнивания отверстий в виде точек, которые проникают по все толщине стального листа для генерирования магнитных полей в условиях наличия постоянной площади сечения. Однако эта форма не имеет канавки между отверстиями, тем самым, не создавая эффекта измельчения магнитных доменов. Если площадь сечения постоянная, эффект измельчения до некоторой степени увеличивается, когда стальной лист имеет в поверхности канавки одинаковой глубины. Следовательно, в настоящем описании в поверхности стального листа образованы канавки одинаковой глубины, и в доньях канавок образованы углубленные части, рассматриваемые как часть глубокой канавки, в результате чего достигается эффект измельчения магнитных доменов более высокого уровня.
Ниже приведено объяснение причин ограничения признаков описания.
Применительно к настоящему описанию важно, чтобы линейная канавка имела на дне множество углубленных частей, выровненных в направлении, в котором продолжается линейная канавка, с интервалом p, который удовлетворяет следующей формуле (1):
0,20 W ≤ p ≤ 1,20 W (1),
где W – ширина раскрытия линейной канавки, и
углубленная часть имела глубину d, которая удовлетворяет следующей формуле (2):
0,10 D ≤ d ≤ 1,00 D (2),
где D – средняя глубина линейной канавки.
В настоящем описании единицей измерения p, d, W и D является (мкм).
Интервал p между углубленными частями определяется следующим образом. Сечение в направлении, в котором продолжается линейная канавка (сечение по линии a-a на фиг. 1), наблюдают на длине 1 мм с помощью оптического микроскопа или электронного микроскопа для измерения количества углубленных частей, которые выровнены в положении нижеупомянутой средней глубины D (положение точечной пунктирной линии на фиг. 2), и делят 1 мм на количество углубленных частей. Это измерение выполняют в трех произвольно выбранных местах, и среднее значение принимают за интервал p. W – ширина раскрытия линейной канавки в поверхности стального листа.
Глубина d углубленной части определяется следующим образом. Сечение в направлении, в котором продолжается линейная канавка (сечение по линии a-a на фиг. 1), наблюдают на длине 1 мм с помощью оптического микроскопа или электронного микроскопа для вычитания средней глубины D линейной канавки из средней глубины самой глубокой части каждой глубокой части.
Средняя глубина D канавки определяется следующим образом. Сечение в направлении, в котором продолжается линейная канавка (сечение по линии a-a на фиг. 1), наблюдают на длине 1 мм с помощью оптического микроскопа или электронного микроскопа для измерения площади сечения канавок, содержащих углубленные части (заштрихованная часть на фиг. 2), и делят площадь сечения на 1 мм. Сечение, подлежащее измерению, является сечением, проходящим через центр канавки в направлении прокатки.
Как упомянуто выше, требуется, чтобы интервал p между углубленными частями составлял 0,20 W или более и 1,20 W или менее, где W – ширина раскрытия линейной канавки. Имеется ввиду, что в случае, когда интервал p между углубленными частями меньше 0,20 W, эффект образования углубленных частей не достигается. Другими словами, в таком случае канавки являются такими же, как и обычные канавки постоянной глубины, что затрудняет значительное улучшение эффекта измельчения магнитных доменов. Кроме того, в случае, когда интервал p больше 1,20 W, интервал является слишком широким для значительного улучшения эффекта измельчения магнитных доменов.
Глубина d углубленной части должна составлять 0,10 D или более и 1,00 D или менее. В случае, когда глубина углубленной части меньше 0,10 D, эффект измельчения магнитных доменов не может быть получен в вышеупомянутой центральной части в направлении толщины листа. В случае, когда глубина углубленной части больше 1,00 D, эффект измельчения магнитных доменов увеличивается. Однако стальной лист имеет уменьшенную магнитную проницаемость, что обусловливает потери в железе при возбуждении высокой плотности магнитного потока. Соответственно, глубина углубленной части должна составлять 1,00 D или менее. Например, в случае, когда углубленная часть имеет форму сечения, как показано на фиг. 4, величина d равна 1,00 D.
На фиг. 1 и фиг. 2 показан пример углубленных частей 3 конической формы или цилиндрической формы, но форма не ограничивается до этих двух форм, и углубленная часть может иметь, например, форму эллиптического конуса или эллиптического цилиндра, а также форму квадратной стойки или пирамидальную форму. В общих словах, достаточно, чтобы интервал p удовлетворял вышеуказанной формуле (1), и глубина d удовлетворяла вышеуказанной формуле (2).
(Средняя) глубина D линейной канавки предпочтительно удовлетворяет следующей формуле (3):
0,05 t ≤ D ≤ 0,20 t (3),
где t – толщина стального листа, причем толщина t стального листа является толщиной той части листа, которая не имеет канавок (в настоящем описании единицей измерения t является мм, но в случае использования вышеуказанной формулы единица измерения конвертируется в мкм).
В случае, когда (средняя) глубина D линейной канавки меньше 0,05 t, глубина канавки настолько мала относительно толщины стального листа, что эффект измельчения магнитных доменов не может быть достигнут. В случае, когда (средняя) глубина D больше 0,20 t, эффект измельчения магнитных доменов увеличивается, но магнитная проницаемость стального листа уменьшается, что может обусловливать увеличение потерь в железе при возбуждении высокой плотности магнитного потока. Соответственно, величина D должна составлять 0,20 t или менее.
Кроме того, направление, в котором продолжается линейная канавка, предпочтительно образует угол 0° или более и 40° или менее с направлением, перпендикулярным направлению прокатки стального листа. Другими словами, размер магнитного поля зависит от угла направления, в котором магнитный потока течет по отношению к боковой поверхности канавки. В текстурированном листе из электротехнической стали угол 0° генерирует наибольший размер магнитного поля. Больший угол обусловливает меньший размер магнитного поля, и, таким образом, угол предпочтительно должен составлять 40° или менее. Более предпочтительно угол должен составлять 30° или менее.
Взаимный интервал l между линейными канавками в направлении прокатки стального листа (см. фиг. 1 (единицей измерения l является мкм)) предпочтительно удовлетворяет следующей формуле (4):
10 W ≤ l ≤ 400 W (4),
где W – ширина раскрытия линейной канавки.
Другими словами, в случае, когда интервал l между линейными канавками меньше 10 W, количество канавок, образованных на единицу длины увеличивается, тем самым повышая эффект измельчения магнитных доменов. Однако такое формирование канавок требует времени, что обусловливает повышение стоимости. В случае, когда интервал l больше 400 W, количество канавок уменьшается, повышая производительность, но эффект измельчения магнитных доменов уменьшается.
Ширина раскрытия W линейной канавки предпочтительно составляет 5 мкм или более и 150 мкм или менее. Другими словами, меньшая ширина раскрытия W линейной канавки является эффективной для измельчения магнитных доменов, но обработка канавок в поверхности стального листа шириной менее 5 мкм требует использования весьма дорогостоящего способа обработки, что отрицательно влияет на производительность и производственные издержки. Обработка становится более легкой с увеличением ширины канавки, но даже если ширина больше 150 мкм, маловероятно, что производительность повысится, а издержки уменьшатся.
На фиг. 1 линейная канавка 2 имеет сечение прямоугольной формы, которое перпендикулярно направлению, в котором продолжается линейная канавка 2, но форма не ограничивается до перпендикулярной формы, и линейная канавка 2 может иметь сечение желобчатой формы, так что дно будет иметь форму дуги окружности.
Способ формирования канавок в текстурированном листе из электротехнической стали по изобретению особо не ограничивается. Ниже приведено описание некоторых конкретных примеров способа формирования канавок.
Способ 1 травления
Способ 1 травления является способом формирования резистной маски на поверхности текстурированного листа из электротехнической стали после окончательной холодной прокатки и соответствующего формирования канавок, имеющих форму по изобретению, в поверхности стального листа посредством электролитического травления.
Для получения формы канавки по изобретению формирование маски и травления должны выполняться дважды. Другими словами, на первом этапе на стальном листе формируют резистную маску, и выполняют травление таким образом, чтобы стальной лист подвергался воздействию в местах, соответствующих углубленным частям, с образованием точечного рисунка с заданным интервалом. Затем резистную маску удаляют. На втором этапе на стальном листе заново формируют маску, и выполняют травление таким образом, чтобы стальной лист подвергался воздействию линейным образом. В результате двухэтапная обработка позволяет получить форму канавки по изобретению.
С учетом эффекта D, содержащего участок углубленной части, второе травление (определение D) необходимо выполнять таким образом, чтобы оно соответствовало изобретению. Кроме того, участки, соответствующие углубленным частям, образованные во время первого травления, имеют верхнюю сторону, удаляемую во время второго травления. Следовательно, с учетом такого удаления участки, соответствующие углубленным участкам, должны быть образованы во время первого травления, так чтобы углубленные участки имели описанную форму после второго травления. Формирование резистной маски выполняют, например, посредством глубокой печати и струйной печати. Травление можно выполнять посредством химического травления, в котором используют кислоту, или электролитического травления, в котором используют водный раствор NaCl.
Способ 2 травления
Способ 2 травления является способом, в котором используют текстурированный лист из электротехнической стали после окончательного отжига, на котором образована форстеритная пленка. Этот способ использует форстеритную пленку в качестве резистной маски вместо дорогостоящего ресиста для травления и не требует выполнения процесса отслаивания резиста. Этот способ также требует двухэтапной обработки, как и в случае со способом 1 травления. На первом этапе для отслаивания форстеритной пленки в виде рисунка из пунктирной линии используют волоконный лазер. Затем выполняют травление стального листа. В дальнейшем отслаивают пленку на линейном рисунке, используя, например, волоконный лазер. Далее стальной лист подвергают второй обработке травлением. Травление может выполняться таким же образом, как по способу 1 травления. Как упомянуто в предыдущем параграфе, важным фактором является форма углубленной части после выполнения второй обработки травлением.
Способ прямого лазерного гравирования
Способ травления требует двухэтапной обработки, тем самым, обусловливая высокие издержки. Вследствие этого канавки изготавливают напрямую, используя короткоимпульсный лазер (пикосекундный лазер или фемтосекундный лазер).
Текстурированный лист из электротехнической стали после окончательного отжига можно легко обрабатывать и проще использовать. В общем, выходная мощность лазера является разной для обработки форстерита (керамики) и стали (стальной подложки) (обработка керамики требует большей мощности); однако предпочтительно обрабатывать стальную подложку с большей мощностью, оптимизированной для керамики, поскольку требуемые форма канавки и форма углубленной могут части могут быть легко получены с шагом, пропорциональным интервалу между импульсами и скорости лазерного сканирования.
И, наконец, во время изготовления текстурированного листа из электротехнической стали по изобретению другие условия, помимо вышеуказанных, особо не ограничиваются, но рекомендуемые и предпочтительные химические составы и условия изготовления помимо вышеуказанных, будут описаны ниже.
В настоящем описании в случае необходимости использования ингибитора химический состав может содержать соответствующие количества Al и N, когда используется ингибитор на основе AlN, или соответствующие количества Mn и Se и/или S в случае использования ингибитора на основе MnS ⋅ MnSe. Разумеется, оба ингибитора могут использоваться совместно. Когда используются вышеописанные ингибиторы, содержание Al, N, S и Se в химическом составе предпочтительно составляет: 0,01 – 0,065 % масс. Al, 0,005 – 0,012 % масс. N, 0,005 – 0,03 % масс. S, 0,005 – 0,03 % масс. Se. Эти компоненты ингибитора удаляют из стального листа (стальной подложки) после окончательного отжига, и их содержание будет всего лишь на уровне содержания примесей.
Настоящее изобретение также применимо к текстурированному листу из электротехнической стали, имеющего ограниченные содержания Al, N, S и Se, по существу, без использования ингибитора. В таком случае содержания Al, N, S и Se предпочтительно оргничиваются до следующих значений: 100 млн-1 или менее масс. Al, 50 млн-1 или менее масс. N, 50 млн-1 или менее масс. S и 50 млн-1 или менее масс. Se.
Другие основные компоненты и добавляемые по усмотрению компоненты перечислены ниже.
0,08% масс. и менее С
Если содержание C превышает 0,08% масс., становится затруднительным снизить его содержание до 50 млн-1 масс или менее, что не вызывает никакого магнитного старения в продукте во время процесса производства. Следовательно, содержание C предпочтительно должно составлять 0,08 % масс. или менее. Задание конкретного нижнего предела на содержание C не является обязательным, поскольку вторичная рекристаллизация может иметь место, даже когда материал не содержит C.
2,0 – 8,0% масс. Si
Si является элементом, который используется для увеличения электрического сопротивления стали и повышения характеристик потерь в железе. Однако, если содержание Si составляет менее 2,0% масс., достаточный эффект уменьшения потерь в железе не достигается. Если содержание Si превышает 8,0% масс., значительно ухудшается формуемость, а также уменьшается плотность магнитного потока. Следовательно, содержание Si предпочтительно должно составлять 2,0 – 8,0% масс.
0,005 – 1,0% масс. Mn
Mn является элементом, который необходим для улучшения обрабатываемости в горячем состоянии. Однако, если содержание Mn меньше 0,005% масс., эффект добавления уменьшается. Если содержание Mn превышает 1,0% масс., плотность магнитного потока листа уменьшается. Следовательно, содержание Mn должно составлять 0,005 – 1,0% масс.
Помимо вышеуказанных основных компонентов химический состав при необходимости может содержать элементы для улучшения магнитных свойств.
Может быть выбран, по меньшей мере, один элемент из следующих элементов в % масс.: 0,03 – 1,50% масс. Ni, 0,01 – 1,50% масс. Sn, 0,005 – 1,50% масс. Sb, 0,03 – 3,0% масс. Cu, 0,03 – 0,50% масс. P, 0,005 – 0,10% масс. Mo и 0,03 – 1,50% масс. Cr.
Ni является полезным элементом, который улучшает структуру горячекатаного листа для улучшения магнитных свойств. Однако, если содержание Ni меньше 0,03% масс., оно является менее эффективным для улучшения магнитных свойств. Если содержание Ni превышает 1,50% масс., вторичная рекристаллизация становится нестабильной, и магнитные свойства ухудшаются. Следовательно, содержание Ni предпочтительно должно составлять 0,03 – 1,50% масс.
Кроме того, Sn, Sb, Cu, P, Mo и Cr являются полезными элементами с токи зрения улучшения магнитных свойств. Однако, если содержания этих элементов меньше соответствующих нижних ограничений, описанных выше, эффект улучшения магнитных свойств ограничивается. Если содержания этих элементов превышает соответствующие верхние ограничения, указанные выше, замедляется рост зерен вторичной рекристаллизации. Следовательно, элементы предпочтительно должны находиться в соответствующих вышеуказанных пределах. Помимо вышеописанных элементов остальное включает в себя Fe и неизбежные примеси, образующиеся в процессе изготовления.
Материал стали, регулируемый до вышеуказанного предпочтительного химического состава, может быть образован в виде сляба посредством разливки в слитки или посредством непрерывного литья или тонкий сляб или более тонкие стальные отливки толщиной 100 мм или менее могут быть изготовлены посредством бесслиткового непрерывного литья. Сляб подвергают нагреву и последующей горячей прокатке обычным образом. Сляб может быть подвергнут горячей прокатке непосредственно после литья без нагрева. В случае тонкого сляба или более тонкой стальной отливки они могут быть подвергнуты горячей прокатке или последующим операциям без горячей прокатки. После выполнения по необходимости отжига в зоне горячих состояний получают материал в виде холоднокатаного листа с окончательной толщиной листа посредством холодной прокатки или двойной холодной прокатки с промежуточным отжигом между ними. В дальнейшем после обезуглероживающего отжига и окончательного отжига на лист как обычно наносят изоляционное покрытие, создающее растягивающее напряжение, для получения готового продукта.
Пример 1
Стальные слябы, каждый из которых содержал в % масс.: 3,3% Si, 0,06% C, 0,08% Mn, 0,001% S, 0,015% Al, 0,006% N, 0,05% Cu и 0,01% Sb, были нагреты при 1100°C в течение 30 минут и затем подвергнуты горячей прокатке для получения горячекатаных листов с толщиной листа 2,2 мм. Затем горячекатаные листы были подвергнуты отжигу в зоне горячих состояний в условиях 1000°C x 1 минута и затем холодной прокатке для получения стальных листов с окончательной толщиной листа 0,23 мм. Затем стальные листы были нагреты от комнатной температуры до 820°C с интенсивностью нагрева 20°C/с и подвергнуты первичному рекристаллизационному отжигу (также служащему в качестве обезуглероживания) во влажной атмосфере. В дальнейшем на стальные листы был нанесен и осушен отжиговый сепаратор в состоянии водяной взвеси, главным образом состоящий из MgO. Затем стальные листы были подвергнуты окончательному отжигу с нагревом от 300°C до 800°C в течение 100 часов, затем нагреву до 1200°C с интенсивностью нагрева 50°C/ч и подвергнуты отжигу в течение 5 часов при 1200°C. Затем на стальные листы было нанесено изоляционное покрытие на основе кремнефосфата, создающее растягивающее напряжение и содержащее состав из 30% мол. фосфата магния (Mg(PO3)2), 60% мол. коллоидного диоксида кремния (SiO2), 10% мол. CrO3, с последующим отверждением в условиях 850°C x 1 минута. Изготовленные таким образом стальные листы были разрезаны с размерами 300 мм в направлении прокатки x 100 мм в направлении, перпендикулярном направлению прокатки, и затем подвергнуты отжигу для снятия напряжений (800°C, 2 часа, в атмосфере N2). В дальнейшем были измерены магнитные свойства стальных листов (значение W17/50, значение B8). Результаты измерений были следующими: W17/50: 0,83 Вт/кг, B8: 1,92 Tл.
Затем для образования в стальных листах линейных канавок с различными формами, перечисленными в табл. 1, была использована машина для пикосекундной лазерной обработки (PiCooLs) от компании L.P.S. Works Co., Ltd. В это время угол между направлением, в котором продолжается линейная канавка, и направлением, перпендикулярным направлению проката составлял 10°, и взаимный интервал между линейными канавками составлял 3000 мкм. После формирования этой канавки стальные листы были подвергнуты отжигу для снятия напряжений (800°C, 2 часа, в атмосфере N2), и в дальнейшем были измерены магнитные свойства стальных листов (значение W17/50, значение W15/60, значение B8). Результаты приведены в табл. 1.
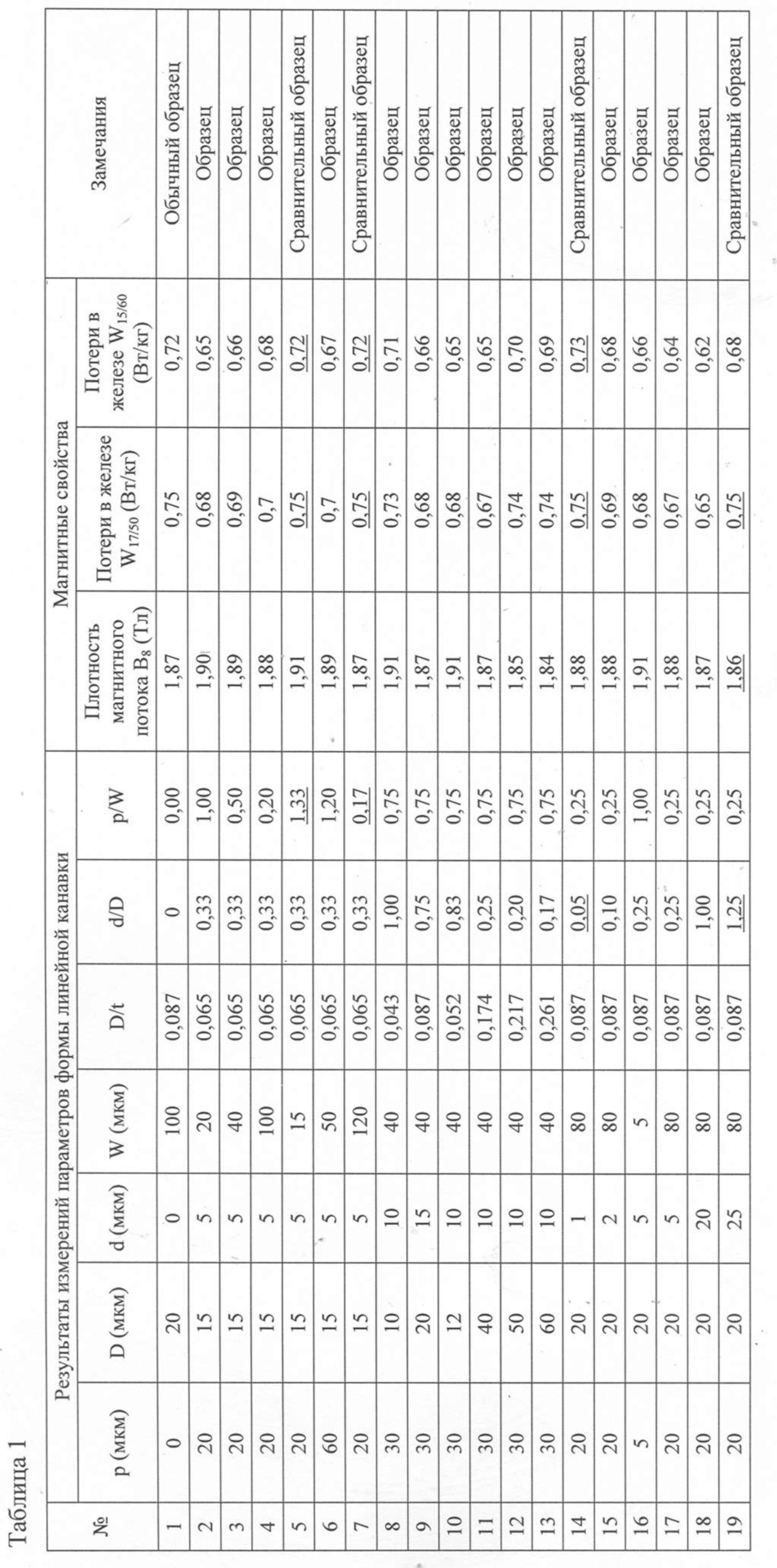
Как указано в табл. 1, канавка с формой по изобретению позволяет стальному листу иметь исключительные характеристики потерь в железе, такие как 0,74 Вт/кг или меньше для потерь в железе W17/50 при высоком магнитном поле и 0,71 Вт/кг или меньше для потерь в железе W15/60, сохраняя плотность B8 магнитного потока, которая эквивалентна или выше плотности магнитного потока обычного стального листа, дно которого имеет постоянную глубину.
В контексте настоящего документа B8 обозначает плотность магнитного потока при возбуждении при намагничивающей силе 800 А/м, W17/50 обозначает потери в железе при возбуждении с плотностью магнитного потока 1,7 Тл и частотой 50 Гц переменного тока, и W15/60 обозначает потери в железе при возбуждении с плотностью магнитного потока 1,5 Тл и частотой 60 Гц переменного тока.
Пример 2
Стальные слябы, каждый из которых содержал в % масс.: 3,3% Si, 0,06% C, 0,08% Mn, 0,001% S, 0,020% Al, 0,006% N, 0,05% Cu и 0,01% Sb, были нагреты при 1200°C x 30 минут и затем подвергнуты горячей прокатке для получения горячекатаных листов с толщиной листа 2,2 мм. Затем горячекатаные листы были подвергнуты отжигу в зоне горячих состояний в условиях 1000°C x 1 минута и затем холодной прокатке для получения стальных листов с окончательной толщиной листа 0,27 мм. Затем стальные листы были нагреты от комнатной температуры до 820°C с интенсивностью нагрева 200°C/с и подвергнуты первичному рекристаллизационному отжигу (также служащему в качестве обезуглероживания) во влажной атмосфере H2-N2. В дальнейшем на стальные листы был нанесен и осушен отжиговый сепаратор в состоянии водяной взвеси, главным образом состоящий из MgO. Затем стальные листы были подвергнуты окончательному отжигу с нагревом от 300°C до 800°C в течение 100 часов, затем нагреву до 1200°C с интенсивностью нагрева 50°C/ч и подвергнуты отжигу в течение 5 часов при 1200°C. Затем на стальные листы было нанесено изоляционное покрытие на основе кремнефосфата, создающее растягивающее напряжение и содержащее состав из 25% мол. фосфата алюминия (Al(PO3)3), 60% мол. коллоидного диоксида кремния (SiO2) и 7% мол. CrO3, с последующим отверждением в условиях 800°C x 1 минута. Изготовленные таким образом стальные листы были разрезаны с размерами 300 мм в направлении прокатки x 100 мм в направлении, перпендикулярном направлению прокатки, и затем подвергнуты отжигу для снятия напряжений (800°C, 2 часа, в атмосфере N2). В дальнейшем были измерены магнитные свойства стальных листов (значение W17/50, значение B8). Результаты измерений были следующими: W17/50: 0,90 Вт/кг, B8: 1,93 Tл.
Затем был выполнен первый этап, используя машину для пикосекундной лазерной обработки (PiCooLs) от компании L.P.S. Works Co., Ltd, для отслаивания форстеритной пленки и изоляционного покрытия, создающего растягивающее напряжение, в виде точечного рисунка для получения формы, указанной в табл. 2. Затем выполняли электролитическое травление, используя NaCl в качестве электролитического раствора. В дальнейшем на втором этапе использовали машину для лазерной обработки для отслаивания форстеритной пленки и изоляционного покрытия, создающего растягивающее напряжение, между точками, образованными на первом этапе, для получения формы, указанной в табл. 2. Далее выполнили электролитическое травление, используя NaCl в качестве электролитического раствора.
Кроме того, после формирования канавки стальные листы были подвергнуты отжигу для снятия напряжений (800°C, 2 часа, в атмосфере N2). Затем были измерены магнитные свойства стальных листов (значение W17/50, значение W15/60, значение B8). Результаты измерений приведены в табл. 2.
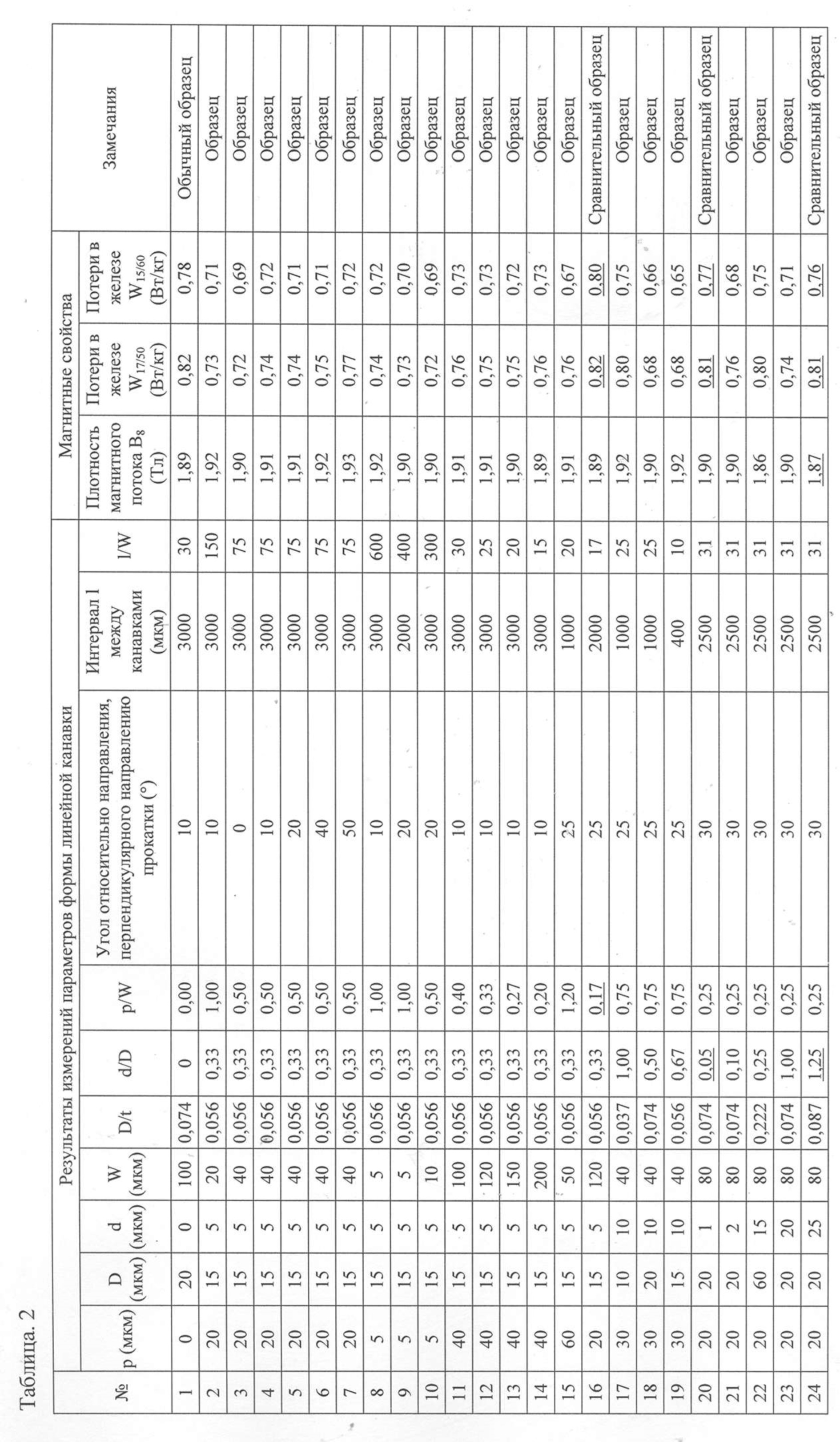
Как указано в табл. 2, канавка с формой по изобретению позволяет стальному листу иметь исключительные характеристики потерь в железе, такие как 0,80 Вт/кг или меньше для потерь в железе W17/50 при высоком магнитном поле и 0,75 Вт/кг или меньше для потерь в железе W15/60, сохраняя плотность B8 магнитного потока, которая эквивалентна или выше плотности магнитного потока обычного стального листа, дно которого имеет постоянную глубину.
Перечень номеров позиций
1 – стальной лист
2 – линейная канавка
3 – углубленная часть
l – взаимный интервал между линейными канавками
W – ширина раскрытия линейной канавки
t – толщина стального листа
D – глубина линейной канавки
d – глубина углубленной части
p – интервал между углубленными частями
Толстостенный высокопрочный горячекатаный стальной лист с высокой стойкостью к индуцируемому водородом растрескиванию и способ его производства
Толстый горячекатаный стальной лист с высоким пределом прочности при растяжении, обладающий высокой низкотемпературной ударной вязкостью, и способ его производства
Стальной лист и стальная труба для трубопроводов
Высокопрочная бесшовная стальная труба, обладающая очень высокой стойкостью к сульфидному растрескиванию под напряжением для нефтяных скважин и способ ее изготовления
Толстостенный высокопрочный горячекатаный стальной лист с превосходной низкотемпературной ударной вязкостью и способ его получения
Высокопрочная стальная труба для применения при низких температурах с превосходной прочностью при продольном изгибе и ударной прочностью зоны термического влияния при сварке
Стальной материал с высокой стойкостью к инициированию вязких трещин от зоны, подвергнутой действию сварочного тепла, и базовый материал, а также способ их производства
Способ дуговой сварки стального листа под флюсом
Толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, высокой прочностью и высокой ударной вязкостью, и способ ее изготовления
Лист электротехнической стали с ориентированными зернами
Рабочий раствор для создающего напряжение бесхромового покрытия, способ формирования создающего напряжение бесхромового покрытия и лист текстурованной электротехнической стали с создающим напряжение бесхромовым покрытием
Лист из текстурированной электротехнической стали, имеющий не содержащее хрома изоляционное покрытие, создающее натяжение, и способы изготовления такого стального листа
Текстурированная электромагнитная листовая сталь и способ производства текстурированной электромагнитной листовой стали
Текстурированная электромагнитная листовая сталь и способ изготовления текстурированной электромагнитной листовой стали
Текстурированная электромагнитная листовая сталь и способ производства текстурированной электромагнитной листовой стали
Лист из текстурированной электротехнической стали и способ изготовления листа из текстурированной электротехнической стали
Текстурированная электротехническая листовая сталь, железный сердечник трансформатора, трансформатор и способ уменьшения шума трансформатора
Текстурированная электротехническая листовая сталь и способ производства текстурированной электротехнической листовой стали
Металл с нанесенным покрытием, рабочий раствор для получения покрытия и способ производства металла с нанесенным покрытием
Текстурированная электротехническая листовая сталь и способ ее производства

