Результат интеллектуальной деятельности: СПОСОБ ОТЛИВКИ СБОРНЫХ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ ИЗДЕЛИЙ И СООТВЕТСТВУЮЩАЯ УСТАНОВКА
Вид РИД
Изобретение
Настоящее изобретение относится к отливке сборных предварительно напряженных бетонных изделий, в частности - к отливке бетонных изделий с применением скользящей опалубки. Более конкретно, настоящее изобретение относится к натяжению предварительно напрягаемых арматурных прядей в процессе отливки.
Сборные бетонные элементы, в частности, многопустотные плиты и сплошные бетонные плиты, обычно отливают с помощью скользящей опалубки на длинных формовочных стендах способом непрерывной заливки. Протяженность данного процесса непрерывной заливки определяется, исходя из общей длины отливаемых элементов, или исходя из максимальной длины формовочного стенда. Длина формовочных стендов, применяемых при заливке с применением скользящей опалубки, может достигать от 50-60 м до 150-200 м в зависимости от размеров предприятия-изготовителя для изготовления бетонных элементов. После окончания заливки с применением скользящей опалубки для получения непрерывной плиты на формовочном стенде отлитая бетонная масса выдерживается для отверждения на указанном формовочном стенде. После отверждения бетонной массы однородный отлитый элемент разрезается, как правило, путем распиливания на отрезки заданной длины на основании расчетных характеристик готовых элементов, а затем отрезанные бетонные элементы снимают со стендов и направляют на склад для хранения перед отправкой к месту целевого применения.
Как правило, бетонные элементы, получаемые посредством заливки с применением скользящей опалубки, являются предварительно напряженными, т.е., они содержат предварительно напряженные арматурные пряди. Эти арматурные пряди подвергаются предварительному напряжению путем их растяжения до заданной величины напряжения перед началом фактической отливки с применением скользящей опалубки с помощью соответствующей заливочной машины.
Натяжение арматурных прядей можно создавать прядь за прядью или в пучке, где все необходимые арматурные пряди присоединяют к одной натяжной плите, отводимой затем на заданное расстояние устройством для натяжения арматуры, чтобы достичь требуемого натяжения арматурных прядей.
Проблема натяжения арматурных прядей в пучке заключается в том, чтобы обеспечить надлежащее натяжение всех прядей пучка. Обеспечение правильного натяжения арматурных прядей в большой степени влияет на свойства отлитой бетонной плиты, в особенности с учетом несущей способности этой плиты.
Настоящее изобретение обеспечивает техническое решение для осуществления и контроля процесса натяжения арматурных прядей, чтобы гарантировать, по существу, надлежащее натяжение арматурных прядей в напрягаемом пучке, и позволяет быстро обнаруживать отклонения в процессе натяжения вследствие неправильного количества арматурных прядей, незакрепленных прядей или других причин. Это повышает качество отливаемых изделий и позволяет повторно запускать процесс натяжения без необходимости замены арматурных прядей в пучке при раннем обнаружении проблем в процессе натяжения.
В способе отливки сборных предварительно напряженных бетонных изделий согласно изобретению с использованием процесса отливки с, по существу, горизонтальной скользящей опалубкой, в котором арматурные пряди подвергают натяжению в пучке на формовочном стенде до начала отливки со скользящей опалубкой, и в котором задана расчетная характеристика по меньшей мере одного измеряемого параметра, влияющего на процесс натяжения, в ходе процесса натяжения прядей, при этом указанная характеристика указанного по меньшей мере одного измеряемого параметра измеряется и сравнивается с его заданной расчетной характеристикой в ходе процесса натяжения прядей.
Характеристика по меньшей мере одного измеряемого параметра в данном контексте означает, каким образом этот параметр проявляется и изменяется во время осуществления процесса натяжения прядей.
Задание расчетной характеристики указанного по меньшей мере одного измеряемого параметра, влияющего на процесс натяжения прядей, может быть осуществлено, например, путем применения закона Гука. При этом указанный по меньшей мере один измеряемый параметр, предпочтительно, представляет собой силу, прилагаемую в процессе натяжения прядей, удлинение пучка арматурных прядей и/или какой-либо иной измеряемый параметр, который можно использовать для определения указанной силы или указанного удлинения.
Кроме того, в задании расчетной характеристики указанного по меньшей мере одного измеряемого параметра могут быть использованы количество и тип арматурных прядей в пучке.
В способе согласно изобретению управление процессом натяжения, предпочтительно, осуществляется системой автоматического управления, использующей задание расчетной характеристики указанного по меньшей мере одного измеряемого параметра и/или измерение характеристики по меньшей мере одного измеряемого параметра в ходе процесса натяжения прядей. Такая система автоматического управления, предпочтительно, представляет собой часть автоматизированной системы управления производством предприятия-изготовителя или непосредственно связана с ней.
В способе согласно изобретению указанная система автоматического управления, предпочтительно, также подает предупредительный сигнал и заканчивает процесс натяжения и, кроме того, может освобождать нагружаемый пучок арматурных прядей, если в ходе процесса натяжения результат измерения по меньшей мере одного измеряемого параметра имеет отклонение от заданной расчетной характеристики указанного по меньшей мере одного измеряемого параметра, превышающее заданную величину.
Установка для отливки сборных предварительно напряженных бетонных изделий с использованием процесса отливки с, по существу, горизонтальной скользящей опалубкой согласно изобретению содержит формовочный стенд и устройство для натяжения арматурных прядей в пучке на указанном стенде, при этом указанное устройство для натяжения пучка содержит устройство для измерения характеристики по меньшей мере одного измеряемого параметра, оказывающего влияние на процесс натяжения, в ходе процесса натяжения прядей и для сравнения измеренной характеристики с заданной расчетной характеристикой указанного по меньшей мере одного измеряемого параметра в ходе процесса натяжения прядей.
В установке согласно изобретению указанное устройство для измерения характеристики может, предпочтительно, содержать средства для задания расчетной характеристики указанного по меньшей мере одного измеряемого параметра.
Установка согласно изобретению может, предпочтительно, содержать систему автоматического управления для управления функционированием устройства для натяжения пучка на основании информации, полученной от этого устройства.
Установка согласно изобретению может также содержать средства подачи предупредительных сигналов на основании информации, полученной от устройства для натяжения пучка.
Установка согласно изобретению может также содержать средства для хранения данных, связанных с измеренной характеристикой указанного по меньшей мере одного измеряемого параметра. Система автоматического управления может осуществлять сохранение этих данных в соответствующей базе данных, которая может представлять собой внешнюю базу данных. Это позволяет проверять правильность натяжения пучка арматурных прядей для каждого предварительно напряженного отливаемого изделия.
Признаки способа согласно настоящему изобретению более конкретно раскрыты в пункте 1 формулы изобретения, тогда как признаки установки согласно настоящему изобретению более конкретно раскрыты в пункте 6 формулы изобретения. В зависимых пунктах формулы изобретения раскрыты предпочтительные варианты осуществления и признаки изобретения.
Ниже приведено более подробное описание изобретения на примере его осуществления со ссылками на прилагаемые чертежи, на которых показаны:
фиг. 1 - схематический план предприятия-изготовителя для изготовления предварительно напряженных бетонных изделий согласно настоящему изобретению,
фиг. 2 - схематическое изображение устройства для натяжения пучка согласно настоящему изобретению, и
фиг. 3 - схематическое графическое изображение принципа осуществления и контроля процесса натяжения на основе закона Гука.
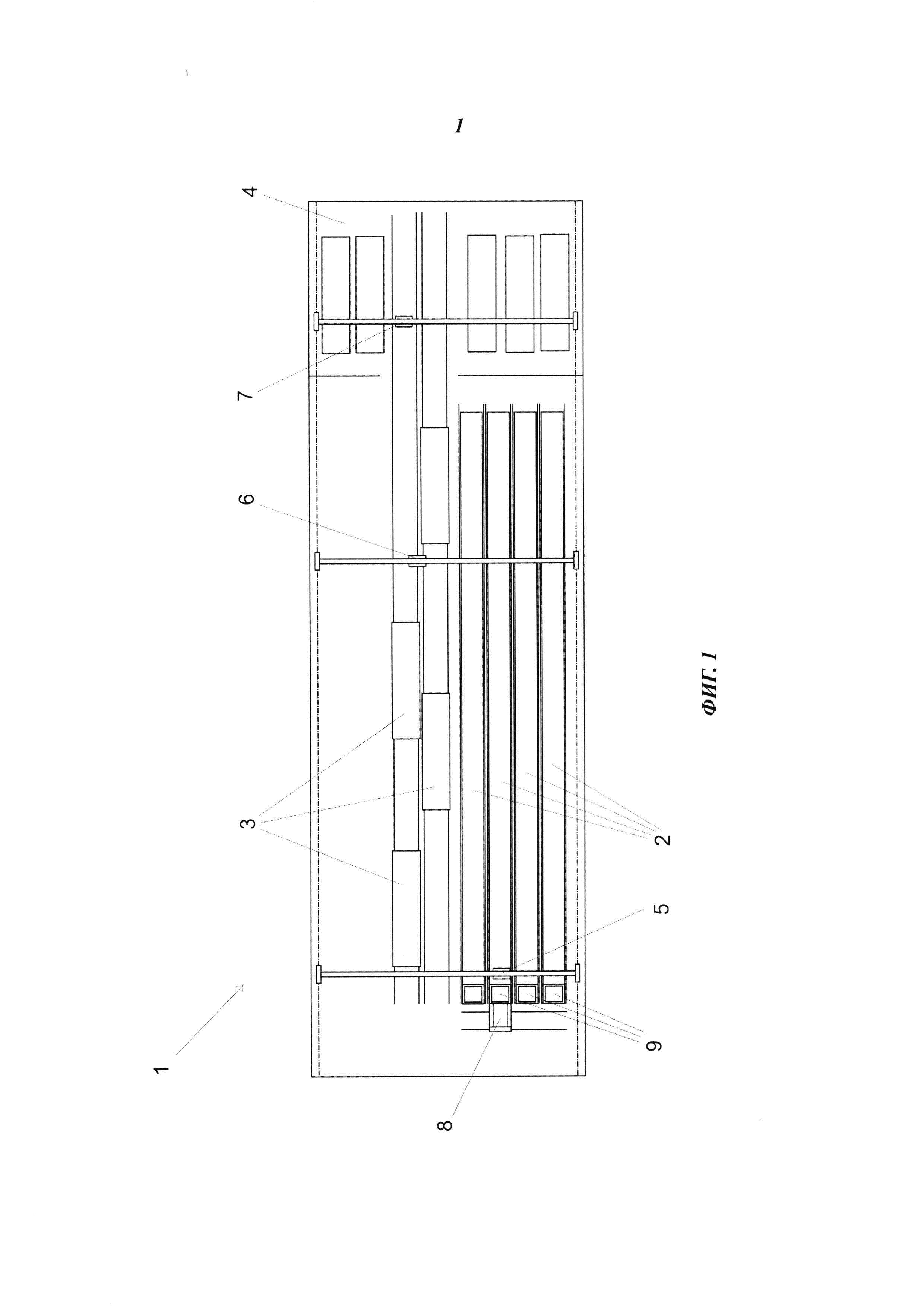
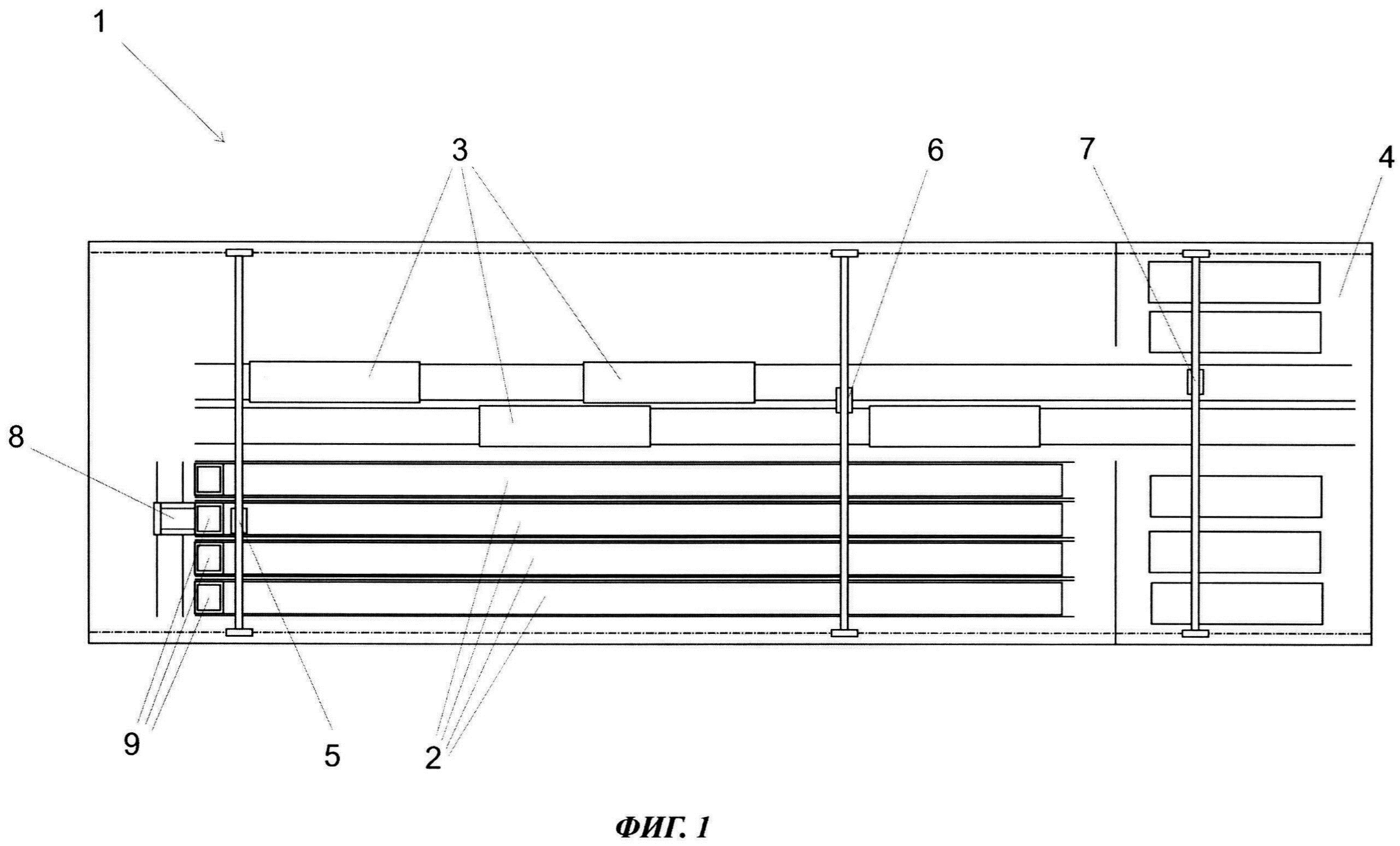
На фиг. 1 показан схематический план предприятия-изготовителя 1 для изготовления предварительно напряженных бетонных изделий, где используется настоящее изобретение.
Предприятие-изготовитель 1, показанное на фиг. 1, содержит множество формовочных стендов 2 со скользящей опалубкой, множество транспортировочных стендов 3 для перемещения разрезанных многопустотных бетонных изделий в складскую зону, складскую зону 4, мостовые краны 5, 6, 7 для подъема и перемещения отлитых бетонных изделий и заливочного оборудования, а также устройство 8 для натяжения пучка.
Перед началом нового процесса отливки, как правило, производят очистку и смазывание формовочных стендов 2, после чего арматурные пряди растягивают вдоль формовочных стендов, а концы арматурных прядей, расположенных на одном формовочном стенде, прикрепляют к натяжной плите, образуя пучок арматурных прядей. После закрепления арматурных прядей натяжную плиту соединяют с устройством 8 для натяжения пучка.
Далее начинается процесс натяжения, во время которого устройство 8 для натяжения пучка начинает напрягать арматурные пряди, натягивая натяжную плиту с помощью гидравлических цилиндров. Начало процесса натяжения, как правило, сопровождается подачей световых и звуковых предупредительных сигналов с целью информирования персонала о необходимости освободить рабочую зону. После натяжения арматурных прядей до требуемого значения напряжения с помощью устройства 8 для натяжения пучка натяжную плиту прикрепляют к механической крепежной конструкции 9, расположенной на конце каждого формовочного стенда 2, а затем натяжную плиту отсоединяют от устройства для натяжения пучка, при этом устройство для натяжения пучка можно перемещать по поперечным направляющим к концу другого формовочного стенда для выполнения нового процесса натяжения.
После прикрепления концов арматурных прядей к натяжной плите и соединения натяжной плиты с устройством 8 для натяжения пучка, натяжная плита может быть отведена на небольшое расстояние перед началом фактического натяжения арматурных прядей. Это небольшое перемещение, которое может составлять, например, 20 см, ликвидирует провисание арматурных прядей и уменьшает опасность их неравномерного натяжения.
После окончания процесса натяжения начинается процесс заливки с применением скользящей опалубки, во время которого производится подъем заливочной машины на стенд над арматурными прядями и подача бетонной массы в загрузочный контейнер заливочной машины.
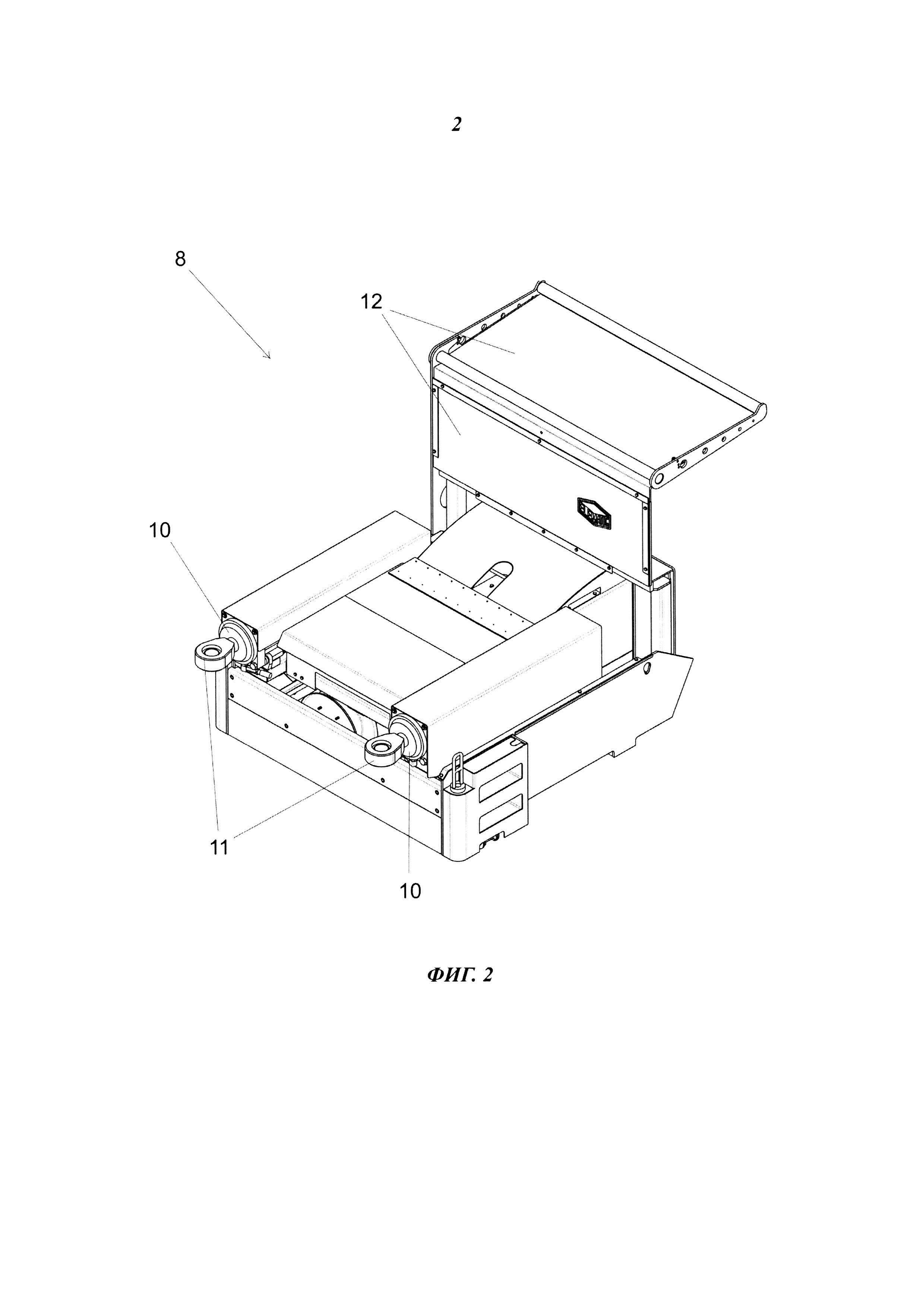
На фиг. 2 схематически показано устройство 8 для натяжения пучка согласно настоящему изобретению.
Устройство 8 для натяжения пучка содержит два гидравлических цилиндра 10, предназначенных для того, чтобы тянуть натяжную плиту для пучка прядей (не показана), присоединенную к штокам 11 гидравлических цилиндров. Оператор устройства для натяжения пучка находится за защитным ограждением 12.
Сила, прикладываемая гидравлическими цилиндрами 10 (FS), определяется, например, на основании измеренного гидравлического давления в цилиндрах, количества гидравлических цилиндров, осуществляющих процесс натяжения, и площади поперечного сечения зоны рабочей жидкости в цилиндрах (площадь поверхности поршня за вычетом площади поперечного сечения штока поршня). Величина растяжения, создаваемого гидравлическими цилиндрами, также измеряется, например, с помощью датчиков расстояния (не показаны). Эта величина растяжения (ΔL) используется для определения характеристики силы в ходе процесса растяжения в зависимости от величины растяжения. Указанные измерения и определение действующей силы, предпочтительно, выполняются системой автоматического управления (не показана) устройства 8 для натяжения пучка на основе применения закона Гука.
В некоторых вариантах осуществления каждый из гидравлических цилиндров 10 может приводиться в действие через отдельные клапаны или с помощью уравнивающего устройства, при этом фактическое давление в каждом из гидравлических цилиндров может изменяться. В этих типах вариантов осуществления средняя величина давления в гидравлических цилиндрах может быть использована для определения силы, создаваемой гидравлическими цилиндрами 10. Система автоматического управления устройства 8 для натяжения пучка согласно изобретению может также выполнять сравнение давлений каждого из гидравлических цилиндров 10 и подавать предупредительный сигнал, если отклонение давления в одном из гидравлических цилиндров от давления в другом гидравлическом цилиндре превышает заданную максимальную величину.
Система автоматического управления устройством 8 для натяжения пучка, предпочтительно, соединена с системой управления производством предприятия-изготовителя, поэтому информацию о количестве и типе арматурных прядей в пучке можно вводить в указанную систему автоматического управления для определения расчетной характеристики напряженного состояния пучка арматурных прядей в ходе процесса натяжения.
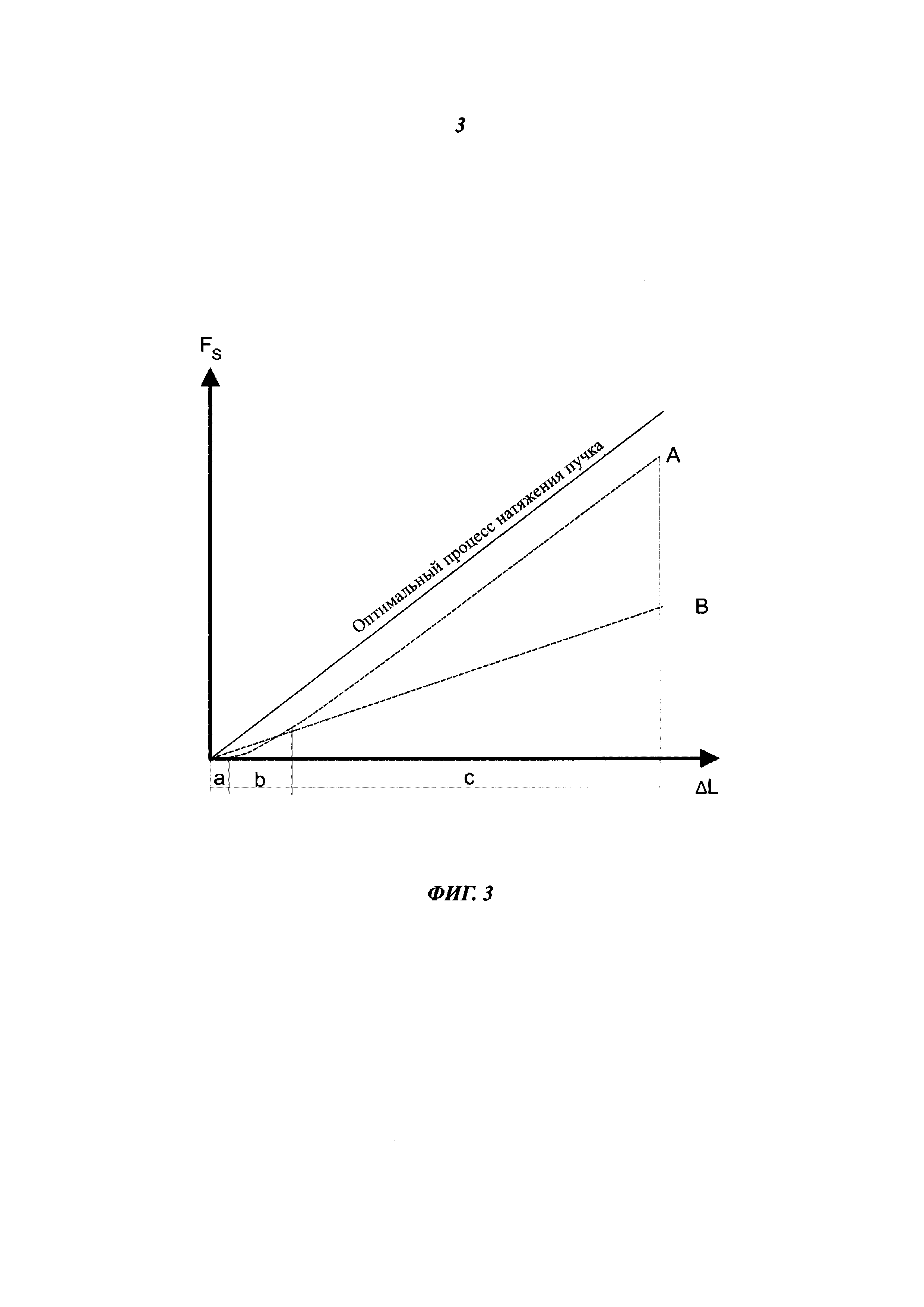
На фиг. 3 в виде схематического графика показан принцип выполнения и контроля процесса натяжения на основании закона Гука.
На фиг. 3 сила FS представляет собой силу, которую создают гидравлические цилиндры 10 устройства 8 для натяжения пучка, и которую можно определить уравнением:
FS=рА, где
р = давление рабочей жидкости в цилиндрах, и
А = площадь поперечного сечения зоны рабочей жидкости в цилиндрах (площадь поверхности поршня за вычетом площади поперечного сечения штока поршня, умноженная на количество цилиндров)
На фиг. 3 удлинение ΔL представляет собой удлинение пучка арматурных прядей, полученное в ходе процесса натяжения, и которое можно определить путем измерения перемещения натяжной плиты, соединенной с устройством для натяжения прядей в процессе натяжения. Удлинение ΔL можно также использовать для определения силы, действующей на арматурные пряди, с помощью уравнения:
F=(ΔLAE)/L, где
ΔL = полученное удлинение,
А = суммарная площадь поперечного сечения арматурных прядей в пучке,
Е = модуль упругости арматурных прядей, и
L = длина арматурных прядей при отсутствии нагрузки.
Как показано на фиг. 3 сплошной линией, оптимальный процесс натяжения пучка создает прямолинейный график при измерении этих двух вышеуказанных параметров в ходе процесса натяжения прядей. Угловой коэффициент для оптимального процесса натяжения пучка на графике фиг. 3 соответствует модулю упругости по закону Гука и может быть задан, исходя из типа и количества арматурных прядей в пучке, подлежащем натяжению. Таким образом, кривую, представляющую оптимальный процесс натяжения пучка можно задать заранее и использовать в качестве эталонного графика для фактического процесса натяжения.
Прерывистой линией А на фиг. 3 показан пример графика для контролируемого процесса натяжения пучка, где вначале имеет место некоторое провисание части арматурных прядей и/или некоторое проскальзывание, по меньшей мере части, арматурных прядей в их креплении к натяжной плите, однако, расчетный процесс натяжения восстановился на ранних стадиях. Такой процесс часто является допустимым процессом натяжения, если выполняются следующие требования:
а) Отклонение от расчетного процесса натяжения не превышает максимальной заданной величины общего удлинения (ΔL), предпочтительно - без длины фазы а. Установленный максимум может составлять, например, 5% от общего удлинения. При этом могут быть также заданы отдельные максимальные значения для длины фазы а и для суммарной длины фаз b+с, при этом, например, превышение одного из двух отдельных максимальных значений приведет к неприемлемому процессу натяжения.
б) Требуемая сила FS прикладывается в конце процесса натяжения.
В процессе натяжения, показанном прерывистой линией А, во время фазы а провисание арматурных прядей устранено, что не влияет на величину измеряемой силы, при этом во время фазы b арматурные пряди начинают натягивать друг за другом, а во время фазы с все арматурные пряди натягивают в соответствии с расчетным процессом натяжения.
Прерывистой линией В на фиг. 3 показан пример графика контролируемого процесса натяжения пучка, при этом крепление некоторых арматурных прядей нарушено, или в пучке имеется слишком мало арматурных прядей.
Сравнение предварительно заданного протекания процесса натяжения с фактически протекающим контролируемым процессом натяжения, как показано на фиг. 3, позволяет быстро определять проблемы, возникающие в процессе натяжения и реагировать на них.
Если в фазе b превышается заданный максимум, или если результат измерения силы не достигает заданного значения или диапазона значений силы, то система автоматического управления устройством для натяжения пучка подает предупредительный сигнал и/или требуется освобождение нагружаемых арматурных прядей. Кроме того, устанавливается заданное значение длины в фазах b+с, а если требуемое значение силы не будет достигнуто на этой длине, подается предупредительный сигнал.
Оба конца стенда для отливки со скользящей опалубкой часто оснащают неподвижно закрепленными гребенками, которые используются для фиксации арматурных прядей в нужном месте в ходе процесса натяжения прядей и во время отливки со скользящей опалубкой. Эти гребенки могут создавать трение в ходе процесса натяжения прядей, влияние которого в процессе натяжения можно учитывать, например, вводя соответствующие коэффициенты в процессе калибровки устройства для натяжения прядей. Калибровку устройств для натяжения прядей проводят, как правило, два раза в год.
Данные, полученные в процессе натяжения, также, предпочтительно, сохраняют в системе автоматического управления или во внешней базе данных, чтобы иметь возможность проверки и подтверждения правильности выполнения процесса натяжения и правильности натяжения арматурных прядей после отливки каждого предварительно напряженного бетонного изделия.
Настоящее изобретение позволяет определять и гарантировать адекватность натяжения арматурных прядей, а также различие натяжения отдельных арматурных прядей в пучке менее заданной величины (например, как указано, 5%).
Конкретные иллюстративные варианты осуществления изобретения, показанные на чертежах и описанные выше, не следует рассматривать в качестве ограничения изобретения. Специалисты в данной области техники могут вносить изменения и модификации в эти варианты осуществления множеством очевидных способов, не отклоняясь от объема изобретения, который определяет прилагаемая формула изобретения. Таким образом, изобретение не ограничивается только описанными выше вариантами осуществления.
Способ и устройство для прикрепления ярлыка к сборному изделию из бетона, полученному с помощью скользящей опалубки
Способ и устройство для обработки изделия в виде сборного бетона
Устройство для отпиливания отвержденного бетонного изделия, полученного с помощью скользящей опалубки
Кассетная форма для отливки бетонных изделий и соответствующий способ
Способ и устройство для установки монтажной петли и элемент, образующий монтажную петлю
Способ отливки бетонных изделий и соответствующее устройство
Способ регулировки модуля боковой стенки и модуль боковой стенки
Подъемная стрела для подъема бетонных изделий и способ подъема бетонных изделий с помощью подъемной стрелы
Шнековый питатель для бетонной смеси и способ изготовления шнекового питателя
Способ и устройство для отливки бетонного изделия с центральной полостью
Формующее устройство и оборудование, содержащее такое устройство
Подъемная стрела для подъема бетонных изделий и способ подъема бетонных изделий с помощью подъемной стрелы
Способ и оборудование для отливки бетонных изделий
Устройство для литья бетонных изделий
Устройство и способ выдержки бетонных изделий
Способ и устройство для литья бетонных изделий
Способ отливки бетонных изделий
Способ отливки бетонных изделий

