Результат интеллектуальной деятельности: СПОСОБ ГИБКИ СТЕКЛЯННОГО ЛИСТА
Вид РИД
Изобретение
Изобретение относится к способу и устройству для гибки стеклянного листа.
В современной практике, особенно в области автомобилестроения, встречаются стеклянные листы, являющиеся не плоскими, а имеющими изгибы самой разной формы.
Далее без ограничения общего принципа будет говориться о стеклянном листе, причем этот термин не следует понимать как ограничивающий, он может относиться также, например, к множеству стеклянных листов, какие встречаются, например, в производстве многослойного остекления.
Типично гнутые стеклянные листы получают тем, что лист предоставляют на подходящий держатель и нагревают, например, до 650°C, чтобы придать стеклянному листу желаемую форму под действием силы тяжести и/или в результате формования, как, например, прессование, вытяжка, всасывание. Затем стеклянный лист, теперь уже изогнутый, снова охлаждают и снимают с держателя.
При этом без ограничения общего принципа можно предусмотреть дополнительные этапы перед, между и после гибки, например, может оказаться необходимым гнуть стекло несколько раз в разных направлениях, чтобы достичь желаемой формы. При этом можно предусмотреть неоднократное нагревание стеклянного листа. Таким образом, далее термин «печь» следует понимать в широком смысле, он охватывает любые системы, которые подходят, чтобы довести стеклянный лист до температуры больше или равной 180°C, например, до 650°C, или поддерживать при этой температуре. При этом под печью могут пониматься все без исключения процессы термической гибки.
После удаления стеклянного листа с держателя этот держатель можно использовать снова.
Это делает возможным массовое изготовление гнутых стеклянных листов. При этом на одной технологической линии в печи могут одновременно находиться также несколько стеклянных листов на соответствующих держателях, например, на разных технологических этапах.
В качестве примера здесь можно сослаться на международную заявку PCT/EP2011/072492, поданную заявителем настоящей заявки, где на фиг.1 приведено схематическое изображение примерного обычного технологического процесса.
Однако, прежние технологии и прежние устройства оказались невыгодными.
Так, оказалось, что значительная часть, например, 20%, используемой тепловой мощности печи должна расходоваться на то, чтобы нагреть держатель(и) до желаемой температуры, так как температура держателей типично снижается с момента удаления гнутого стеклянного листа до повторного использования.
Это ведет к высоким издержкам производства, чего следует избегать.
Кроме того, оказалось, что качество гибки сильно колеблется. При этом становятся заметными, например, эффекты теплового расширения держателя. Так как снижение температуры зависит от длительности периода до повторного использования держателя, существует сильный разброс "начальной температуры". При последующем нагревании в печи держатели расширяются по-разному. Так как держатель имеет также сложную форму, ее теплопроводность и связанной с ней тепловое расширение предсказать затруднительно. Поэтому в зависимости от начальной температуры и времени пребывания в печи, а также в зависимости от конкретной конструкции держателя, мест примыкания к держателю и т.д. тепловое расширение всегда разное. Кроме того, изменяется профиль температуры для гибки, так как теперь, в зависимости от начальной температуры, тепловая энергия используется также для нагревания держателя.
Этот разброс влияет на результат гибки и, тем самым, на качество полученных гнутых стеклянных листов. Если изгибы слишком сильно различаются, то лист становится непригодным к применению, так как его либо больше невозможно смонтировать, либо он имеет плохие оптические свойства, либо же не соблюдаются предельные значения для разрешения на эксплуатацию.
Из JP S56-26734 A известно устройство гибки стекла с устройством транспортировки стекла. В устройстве гибки стекла применяется циклический способ гибки стеклянных листов в печи, причем листы проводятся через печь на держателях, и пустые держатели после выгрузки гнутых листов снова возвращаются через шахтный ствол, находящийся над печью, к исходной точке. Шахтный ствол обогревается отходящими газами печи, в результате чего пустые держатели нагреваются. Устройство требует специальной системы, к тому же оно занимает много места. Кроме того, то, что система требует отвода горячих отходящих газов, приводит к потере тепла.
Исходя из сказанного выше, задачей изобретения является разработать устройство и способ, которые позволяют дешевле и с большей точностью получать гнутые стеклянные листы.
Указанная задача решена посредством способа гибки стеклянного листа в печи, причем печь имеет вход и выход. Способ включает этап размещения стеклянного листа на держателе, причем держатель был предварительно нагрет. Далее, способ включает этап введения поддерживаемого стеклянного листа во вход печи для гибки и этап выведения гнутого поддерживаемого стеклянного листа из выхода печи. На следующем этапе гнутый поддерживаемый стеклянный лист снимают с держателя. Затем на держателе размещают теплоизоляцию. Держатель и теплоизоляцию на следующем этапе возвращают с помощью транспортирующего устройства. Затем перед новой поддержкой теплоизоляцию удаляют, и вышеописанные этапы снова циклически повторяют.
В одном варианте осуществления способа держатель по меньшей мере периодически нагревают между снятием гнутого поддерживаемого стеклянного листа с держателя и введением поддерживаемого стеклянного листа во вход печи. В следующем варианте осуществления способа теплоизоляция выполнена в виде колпака и при размещении теплоизоляции надевается на держатель сверху.
Согласно одному другому осуществлению способа, держатель перемещают от окрестности выхода печи до окрестности входа печи менее, чем за 60 секунд.
Согласно еще одному варианту осуществления способа, по меньшей мере периодически проводится регулируемый/управляемый или неуправляемый нагрев держателя между снятием гнутого поддерживаемого стеклянного листа с держателя и введением предоставленного стеклянного листа во вход печи.
В еще одном варианте осуществления способа температура держателя перед входом в печь составляет 200°C или выше.
Кроме того, задача решена посредством устройства гибки нескольких стеклянных листов, содержащего печь, причем печь имеет вход и выход, причем устройство содержит транспортирующее устройство для перемещения держателя для стеклянного листа, так что держатель предусмотрен на транспортирующем устройстве для перемещения от выхода печи ко входу печи, причем для держателя на транспортирующем устройстве предусмотрена также теплоизоляция.
В одном осуществлении устройства теплоизоляция выполнена в виде колпака.
Согласно одному другому осуществлению устройства транспортирующее устройство представляет собой ленточный конвейер или линейную транспортную каретку.
В одном другом осуществлении устройства транспортирующее устройство способно перемещать держатель от окрестности выхода печи до окрестности входа печи менее, чем за 60 секунд.
Согласно еще одному осуществлению устройства, предусмотрено нагревательное устройство на транспортирующем устройстве для нагревания держателя, которое по меньшей мере периодически осуществляет регулируемый/управляемый или неуправляемый нагрев держателя между снятием гнутого поддерживаемого стеклянного листа с держателя и введением предоставленного стеклянного листа во вход печи.
В еще одном осуществлении устройства нагревательное устройство во время перемещения транспортирующим устройством находится на нижнем конце держателя.
Кроме того, задача решена посредством устройства для гибки нескольких стеклянных листов, содержащего печь, причем печь имеет вход и выход, причем устройство содержит транспортирующее устройство для перемещения держателя для стеклянного листа, так что держатель предусмотрен на транспортирующем устройстве для перемещения от выхода печи ко входу печи, причем транспортирующее устройство содержит ленточный конвейер или линейную транспортную тележку.
В одном осуществлении устройства транспортирующее устройство способно перемещать держатель от окрестности выход печи до окрестности входа печи менее, чем за 60 секунд.
Кроме того, задача решена посредством устройства для гибки нескольких стеклянных листов, содержащего печь, причем печь имеет вход и выход, причем устройство содержит транспортирующее устройство для перемещения держателя для стеклянного листа, так что держатель предусмотрен на транспортирующем устройстве для перемещения от выхода печи до входа печи, причем на транспортирующем устройстве предусмотрено также нагревательное устройство для держателя, которое имеет по меньшей мере периодически регулируемый/управляемый или неуправляемый нагрев держателя между снятием гнутого поддерживаемого стеклянного листа с держателя и введением предоставленного стеклянного листа во вход печи.
В одном другом осуществлении устройства нагревательное устройство находится на нижнем краю держателя во время перемещения транспортирующим устройством. В принципе, расположение нагревательного устройства ничем не ограничено, так что возможно боковое размещение или размещение на верхнем краю.
Согласно одному осуществлению, для всех устройств по изобретению температура держателя перед вводом в печь составляет 200°C или более.
Варианты осуществления настоящего изобретения описываются на примере с обращением к прилагаемым чертежам, на которых:
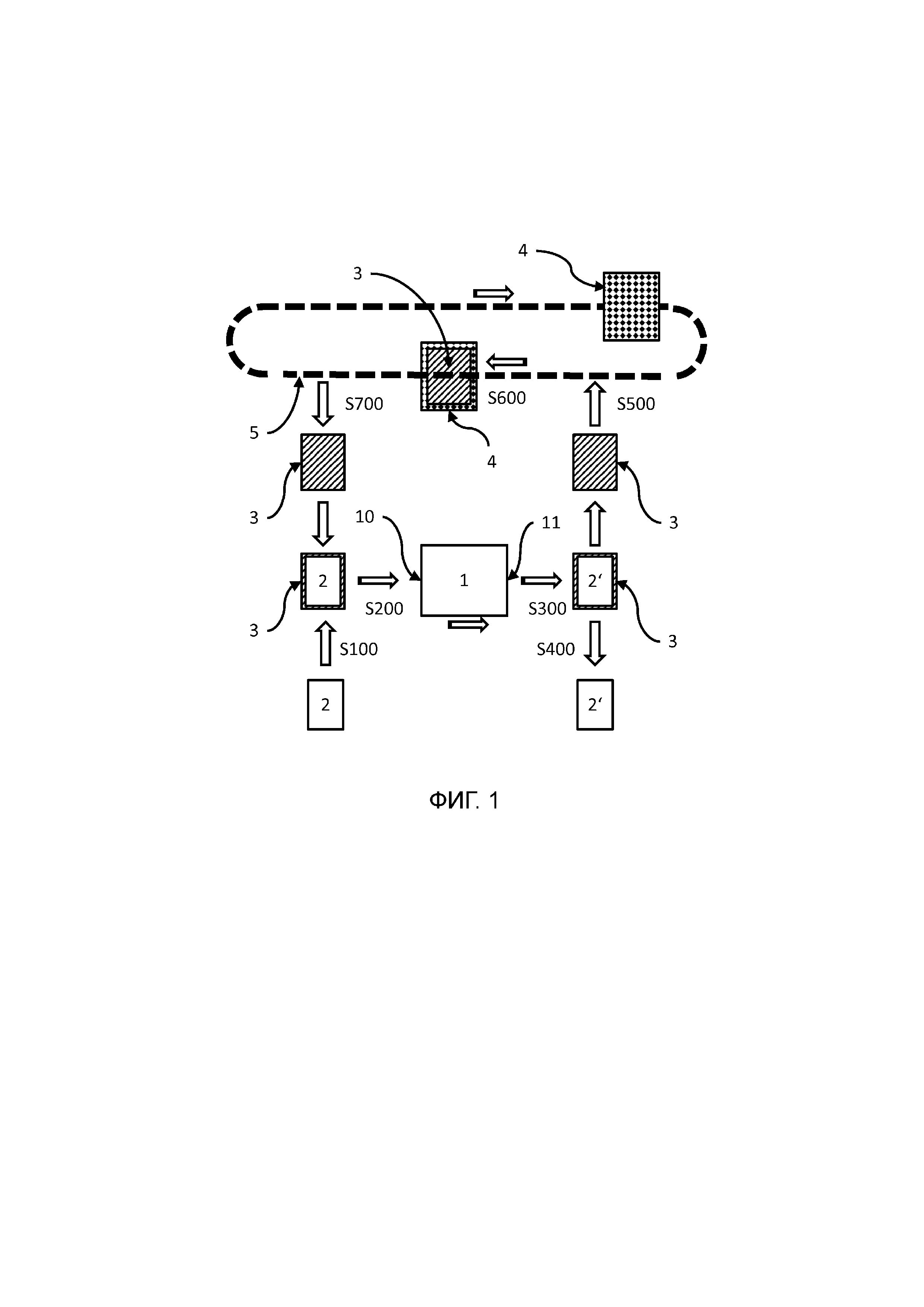
- фиг.1 схематически показывает один вариант осуществления устройства по изобретению, и
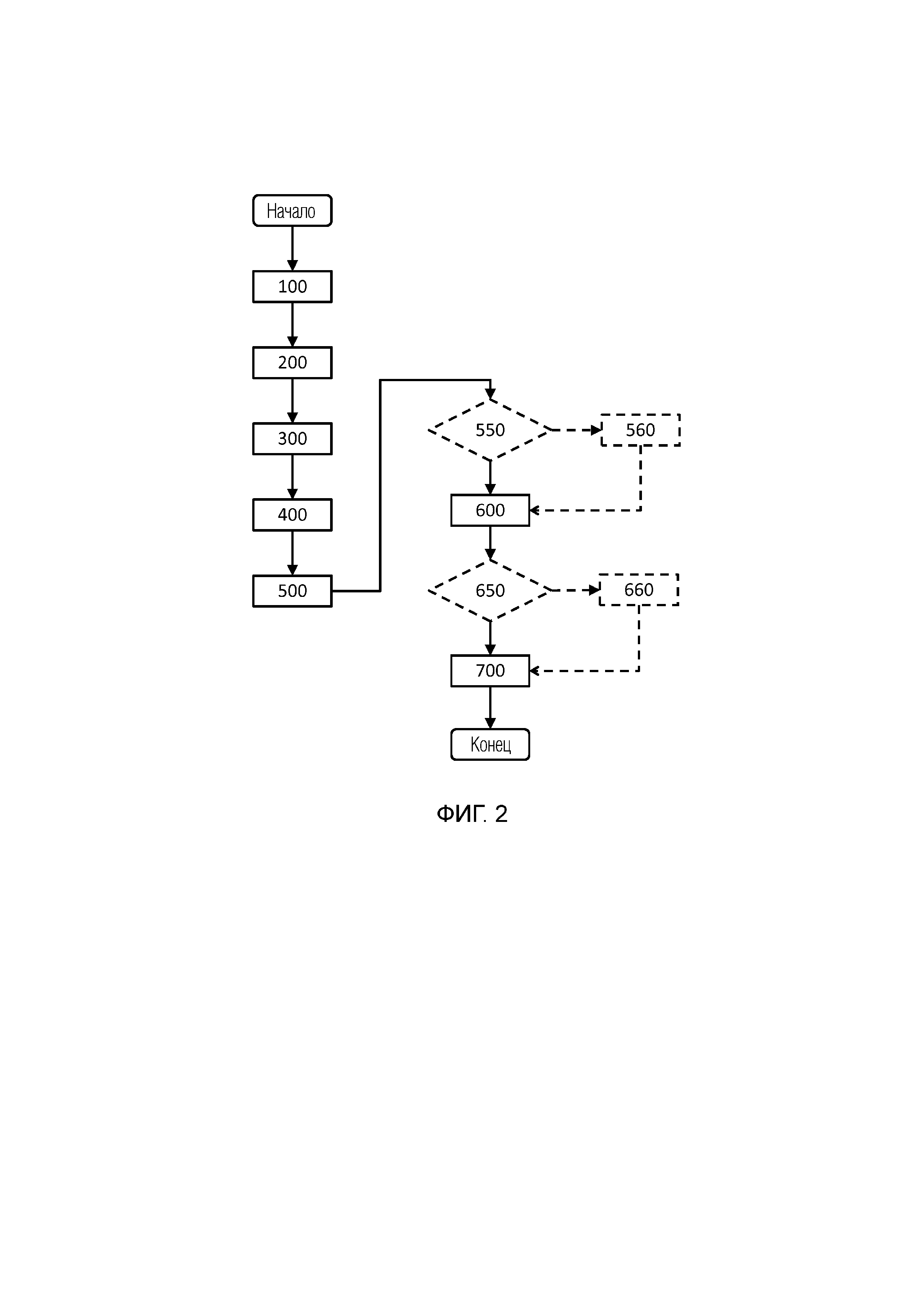
- фиг.2 схематически показывает блок-схему этапов способа в соответствии с вариантами осуществления изобретения.
Далее изобретение будет подробно представлено со ссылками на фигуры. При этом следует отметить, что различные описываемые аспекты могут применяться по отдельности или в комбинации. Таким образом, каждый аспект может применяться с разными вариантами осуществления изобретения, если только он явно не описан как чисто альтернативный.
Кроме того, в дальнейшем для простоты обычно всегда рассматривается только один объект. Однако, если явно не отмечено иное, изобретение может иметь включать в себя несколько соответствующих объектов. Таким образом, использование единственного числа является лишь указанием на то, что в простом варианте осуществления используется по меньшей мере один объект.
В описываемом ниже способе отдельные этапы могут быть объединены в один этап и осуществляться, например, параллельно друг другу. Кроме того, последовательность технологических этапов можно менять, так что представленную последовательность этапов не следует рассматривать как обязательную, если только какая-то определенная последовательность явно не описана как необходимая.
На фиг.1 схематически показан один вариант осуществления изобретения, в котором может применяться предлагаемый изобретением способ. При этом для облегчения ориентировки отдельные элементы обозначены одинаковыми позициями и/или штриховкой. Способ подходит для гибки стеклянного листа 2 в печи 1, причем печь имеет вход 10 и выход 11. Негнутый стеклянный лист 2, так же как и гнутый стеклянный лист 2', показаны как незаштрихованные прямоугольники.
На первом этапе S100 по меньшей мере один стеклянный лист 2 предоставляют на держатель 3, причем держатель 3 был предварительно нагрет. Держатель 3 показан как заштрихованный прямоугольник. «Предварительно нагретый» означает в этой связи, что держатель имеет температуру выше 180°C, в частности, 200°C или выше. При этом нагревание может обеспечиваться в результате предыдущего использования и/или в результате активного нагрева, как еще будет поясняться ниже.
На следующем этапе S200 поддерживаемый стеклянный лист 2 вводится во вход 10 печи 1 для гибки. Без ограничения общего принципа далее будет говориться о стеклянном листе, причем этот термин не следует понимать как ограничивающий, он может относиться, например, также к нескольким стеклянным листам, как бывает, например, в производстве многослойного остекления.
После некоторого времени пребывания в печи и гибки гнутый поддерживаемый стеклянный лист 2' выводится из выхода 11 печи 1 на этапе S300.
Затем поддерживаемый стеклянный лист 2', теперь гнутый, можно сразу или же после периода охлаждения снять с держателя 3 на этапе S400.
Неиспользуемый теперь держатель 3 можно защитить от охлаждения различными способами, причем эти разные способы не являются взаимоисключающими, а могут применяться в любой комбинации.
Так, можно, например, на этапе S500 разместить теплоизоляцию 4 на держателе 3. Теплоизоляция 4 показана как разграфленный в клетку прямоугольник. Тем самым можно снизить естественное излучение тепла, чтобы держатель после возвращения на этап S100 еще был подогретым в смысле изобретения. Предпочтительно, чтобы такие пассивные меры применялись как можно быстрее после снятия стеклянного листа 2' с держателя 3.
Параллельно или сразу после этого держатель 3 возвращают на этап S600 с помощью транспортирующего устройства 5. Транспортирующее устройство 5 показано жирной пунктирной линией.
На следующем этапе S700 теплоизоляцию 4 удаляют перед новой поддержкой на повторном этапе S100.
Эти этапы можно снова неоднократно осуществлять циклически на технологической линии.
Размещение теплоизоляции 4 снижает потери тепла. В результате держатель 3 остается подогретым и требует меньшей мощности нагрева. Тем самым снижаются производственные расходы. Кроме того, благодаря теплоизоляции 4 улучшается распределение тепла по держателю 3, так что можно обеспечить меньшие напряжения на держателе и, таким образом, улучшенного качества гнутого стеклянного листа 2'. В частности, описанное выше изобретение позволяет также уменьшить потребное монтажное пространство, так как теперь требуется обеспечить меньшую мощность нагрева, соответственно, можно снизить потери тепла. Указанными мерами можно снизить потребление энергии примерно на 10%.
Теплоизоляцию 4 можно выполнить, например, в виде колпака, который при размещении (S500) теплоизоляции (4) надевается сверху на держатель 3. Чем точнее соответствие этого колпака, тем меньше будут потери тепла. Этот колпак можно, например, покрыть пленкой, известной из изотермических спасательных покрывал. Далее, этот колпак может содержать такие материалы, как, например, каменная вата, стекловата или сополимер этилена с пропиленом, полиимид, стеклоткани с силиконовым покрытием, причем выбор материала может быть ограничен температурой держателя 3 перед размещением теплоизоляции, соответственно, номинальной температурой держателя 3.
В одном осуществлении изобретения, которое может проводиться как альтернатива или дополнение к этапам S500 и S700, т.е. к размещению и удалению теплоизоляции, держатель 3 по меньшей мере периодически нагревают между снятием S400 гнутого поддерживаемого стеклянного листа 2' с держателя 3 и введением S200 поддерживаемого стеклянного листа 2 во вход 10 печи 1.
Это нагревание можно обеспечить, например, путем резистивного нагрева или путем сжигания газа. Например, с помощью индуктивной связи электроэнергию к держателю 3 можно подвести бесконтактно, так что не требуется термочувствительное кабельное соединение. Собственно нагревательное устройство может в таком случае быть выполнено как резистивный элемент. Обе указанные возможности позволяют независимое выполнение транспортирующего устройства 5. В частности, обе указанные возможности являются простыми в реализации.
При этом нагревательное устройство может нагревать отдельные части держателя 3 или же весь держатель 3. Например, нагревательное устройство может находиться на нижнем краю держателя 3 во время ее перемещения транспортирующим устройством 5, чтобы поднимающееся тепло равномерно нагревало держатель 3.
Без ограничения общего принципа, этот подогрев может быть регулируемым/управляемым или неуправляемым. Регулируемое нагревание может быть, например, управляемым по времени. Управляемый нагрев может обеспечиваться путем сравнения текущей температуры с номинальным значением, при этом нагревание управляется в зависимости от результата сравнения.
Например, регулирование может осуществляться с помощью датчика температуры на держателе 3, чтобы, например, на факультативном этапе S550 проверить, снизилась ли температура до или ниже определенного значения, например, 200°C, и если да, то на этапе S560 включается нагревательное устройство. Затем нагревание можно продолжать до тех пор, пока держатель 3 не достигнет желаемой целевой температуры, например, 280°C. Для этого можно на факультативном этапе S650 проверить, достигла ли температура определенного значения, например, 280°C, или превысила его, и в если да, то на этапе S660 нагревательное устройство выключается.
Хотя на фиг.2 эти два этапа показаны перед, соответственно, после этапа S600 возвращения, это не создает никаких ограничений. Напротив, этапы S550, S560, S650, S660 могут также осуществляться циклически между этапами S500 и S700.
Этими мерами можно снизить расход энергии примерно на 5%. То есть, хотя, казалось бы, требуется больше энергии, общий энергобаланс и баланс качества являются положительными.
В одном осуществлении изобретения, который может осуществляться альтернативно или дополнительно к этапам S500 и S700, т.е. к размещению и удалению теплоизоляции, и/или альтернативно или дополнительно к этапам S550, S560, S650, S660, держатель 3 находится вне печи 1 лишь в течение малого времени. Это можно достичь, например, с помощью транспортирующего устройства 5, которое обеспечивает относительно высокую скорость, как, например, ленточный конвейер, линейная транспортная тележка и т.д.
Особенно выгодно, если держатель перемещается от окрестности выхода 11 печи 1 до окрестности входа 10 печи менее, чем за 60 секунд.
Этими пассивными дополнительными мерами можно снизить потери энергии примерно на 5%. Кроме того, минимизируются расходы на приобретение и содержание держателей, так как теперь число держателей можно уменьшить благодаря использованию (высокоскоростного) ленточного конвейера, линейной транспортной тележки и т.д.
Во всех вариантах осуществления изобретения выгодным оказалось, чтобы температура держателя 3 перед введением в печь 1 составляла 200°C или больше. Этой температуры можно достичь одной мерой или комбинацией нескольких мер.
В результате комбинации мер можно снизить расход энергии до 20%. Кроме того, снижаются расходы как на приобретение, так и на содержание держателей.
Все эти меры, предпринимаемые по отдельности или в комбинации, позволяют снизить потери энергии, уменьшить затраты и повысить качество получаемого гнутого стеклянного листа.
Список позиций
|
Технологические этапы
|
Прозрачная рассеивающая подложка для органических светодиодов и способ изготовления такой подложки
Светящееся остекление
Ламинат для светоиспускающего устройства и способ его изготовления
Слоистый материал для светоизлучающего прибора и способ его изготовления
Закаливающееся эмалированное стекло
Остекление, содержащее прозрачный экран
Остекление, обеспеченное тонкослойным пакетом для защиты от солнца
Устройство и способ моллирования стекла с использованием вентилятора
Способ и устройство для заполнения распорной рамы для изготовления изолирующего остекления
Способ и устройство для изготовления трехслойного изоляционного стеклопакета
Способ восстановления подложек с электропроводным покрытием и рисунком лазерной резки
Многослойное стекло для проекционного дисплея на стекле
Составная панель остекления с солнцезащитным покрытием и покрытием, отражающим тепловые лучи

