Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ РАСПОРНОЙ РАМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОЛИРУЮЩЕГО ОСТЕКЛЕНИЯ
Вид РИД
Изобретение
Данное изобретение относится к способу и устройству для заполнения распорной рамы для изготовления изолирующего остекления и к изготовленной с помощью способа, согласно изобретению, распорной раме.
Теплопроводность стекла примерно в 2-3 раза меньше теплопроводности бетона или аналогичных строительных материалов. Однако, поскольку стекла в большинстве случаев выполнены значительно тоньше, чем сравнимые элементы из камня или бетона, то здания часто теряют наибольшую часть тепла через наружное остекление. Необходимые дополнительные затраты на отопление и установки кондиционирования воздуха составляют немаловажную часть стоимости эксплуатации здания. Дополнительно к этому, в соответствии с все более строгими строительными нормами, требуется низкий выброс углекислого газа. Важным принципом решения этой проблемы является применение тройного изолирующего остекления, которое, прежде всего, из-за все более быстро растущих цен на исходные материалы и более строгих требований защиты окружающей среды, является неотъемлемой частью конструкции зданий. Поэтому тройное изолирующее остекление составляет все большую часть направленного наружу остекления.
Изолирующее остекление содержит, как правило, две или три пластины из стекла или полимерных материалов, которые отделены друг от друга с помощью двух отдельных распорок. При этом на двойное остекление устанавливается с помощью дополнительной распорки другая пластина. Для монтажа такого тройного остекления задаются очень небольшие допуски, поскольку обе распорки должны быть установлены точно на одинаковой высоте. Таким образом, монтаж тройного остекления является значительно более затратным по сравнению с двойным остеклением, поскольку либо необходимы дополнительные компоненты установки для монтажа другого стекла, либо необходимо требующее много времени многократное прохождение через классическую установку.
В ЕР 0 852 280 А1 раскрыта распорка для двойного изолирующего остекления. Распорка содержит металлическую фольгу на поверхности склеивания и долю стекловолокна в пластмассе основного тела. Такие распорки часто используются также в тройном изолирующем остеклении, при этом первая распорка смонтирована между первым наружным стеклом и внутренним стеклом, и вторая распорка смонтирована между вторым наружным стеклом и внутренним стеклом. При этом обе распорки должны быть установлены конгруэнтно, с целью обеспечения соответствующего внешнего вида.
В WO 2010/115456 А1 раскрыта распорка из полого профиля с несколькими полыми камерами для многократных оконных стекол, содержащих два наружных стекла и одно или несколько средних стекол, которые установлены в имеющем вид канавки приемном профиле. При этом распорка может быть изготовлена как из полимерного материала, так и из жестких металлов, таких как нержавеющая сталь или алюминий. Среднее стекло многократного остекления предпочтительно фиксировано в канавке с помощью первичного уплотнения, в частности клея на основе бутила, акрилата или термоклея. За счет фиксации с помощью первичного уплотнения предотвращается обмен воздуха между промежуточными пространствами многократного остекления.
В DE 10 2009 057 156 А1 приведено описание тройного изолирующего остекления, которое содержит жесткую на сдвиг распорку, которая с помощью высокопрочного клея соединена без возможности сдвига с обоими наружными стеклами. Распорка имеет канавку, в которой фиксировано среднее стекло тройного остекления. Фиксация в канавке обеспечивается, например, с помощью бутилового уплотнения. Оба пространства между стеклами герметично отделены друг от друга.
Указанные в WO 2010/115456 А1 и DE 10 2009 057 156 А1 распорки, которые могут размещаться в канавке третьего стекла, имеют то преимущество, что должна монтироваться лишь одна единственная распорка, и тем самым отпадает стадия юстировки двух отдельных распорок в обычных тройных изолирующих остеклениях. В обоих документах приводится описание фиксации среднего стекла с помощью уплотнения, так что предотвращается обмен воздуха между внутренними пространствами между стеклами, и оба пространства между стеклами герметично закрыты относительно друг друга. Это имеет тот недостаток, что между отдельными пространствами между стеклами не может происходить выравнивание давления. При разнице температур между обращенным внутрь здания пространством между стеклами и обращенным к наружной стороне здания пространством между стеклами, возникает разница давления между обоими пространствами между стеклами. Когда пространства между стеклами герметично закрыты, то не может осуществляться выравнивание давления, за счет чего происходит большая нагрузка среднего стекла. Для повышения стабильности среднего стекла необходимо использовать более толстые и/или предварительно напряженные стекла. Это приводит к увеличению стоимости материала и изготовления.
Из WO 2014/198429 А1 и из WO 2014/198431 известно тройное изолирующее остекление и способ изготовления тройного изолирующего остекления. В соответствии с этим, для изготовления тройного изолирующего остекления внутреннее или третье стекло вводится в канавку распорки, затем устанавливается первое стекло на первой контактной поверхности стекла и второе стекло на второй контактной поверхности стекла распорки, и после этого оконная система из стекол и распорки спрессовывается друг с другом.
Распорка предпочтительно заполняется молекулярным ситом или смесью молекулярных сит. Эта стадия способа выполняется с помощью заполнителя. Необходимое заполнение молекулярным ситом изолирующего остекления не может контролироваться во время процесса заполнения в известных заполнителях. Заполнители имеют интегрированный измеритель расхода, который реагирует на сопротивление. Когда массовый поток останавливается, то производственная установка останавливается и ошибочно показывает, что распорная рама заполнена. Во время изготовления не может быть установлена степень заполнения, и находится ли желательное количество молекулярного сита в раме распорки. Количество недостаточно заполненных распорных рам еще велико.
На основании существенных размеров рамы не могут распознаваться грубые ошибки и различия в несколько грамм. В частности, в более старых производственных установках существует большой риск неправильного заполнения.
В зависимости от состояния обслуживания производственные установки имеют от 10 до 40% неправильно заполненных распорных рам. На основании изменяющихся размеров распорных рам невозможно устанавливать грубые неправильные заполнения и разницы в несколько грамм.
Заполнение молекулярным ситом оказывает влияние на качество. Для изготовления распорки в соответствии со стандартом, необходимо заполнять заданное количество молекулярного сита в раму распорки.
В DE 10 2008 028010 приведено описание способа заполнения распорки осушителем. Заполнение распорки осушителем заканчивается, как только уровень заполнения в вертикальном плече распорки достигает отверстия для заполнения, что определяется с помощью реагирующего на сопротивление детектора потока сыпучего материала. Распорка перед и после заполнения осушителем взвешивается. Определяемый вес сравнивается с заданным весом, который заранее заносится в память и определяется из измеренных параметров распорки. Заранее внесенные в память или измеренные параметры распорки применяются исключительно для определения заданного веса распорки. Определение времени заполнения распорки не осуществляется.
Одной задачей данного изобретения является создание экономичного и щадящего окружение, а также воспроизводимого способа заполнения распорки для изготовления изолирующего остекления.
Другой задачей данного изобретения является создание устройства для заполнения распорки для изготовления изолирующего остекления.
Задача данного изобретения решена, согласно изобретению, с помощью способа заполнения распорки для изготовления изолирующего остекления, согласно независимому пункту 1 формулы изобретения. Предпочтительные варианты выполнения изобретения следуют из зависимых пунктов формулы изобретения.
Поэтому задача данного изобретения решена с помощью способа заполнения распорной рамы наполнителем, в частности молекулярным ситом или смесью молекулярных сит, для изготовления изолирующего остекления, содержащего следующие стадии способа, при этом по меньшей мере
а) вычисляется время для заполнения (со степенью заполнения 100%) распорной рамы;
b) распорная рама устанавливается в заполнительное устройство с весами и держателем рамы, при этом распорная рама подвешивается в подвесных приспособлениях,
с) распорная рама заполняется в течение вычисленного времени заполнения, и
d) распорная рама взвешивается, и определяется степень заполнения, и когда степень заполнения составляет больше 90%, заполнение распорной рамы заканчивается.
Способ, согласно изобретению, обеспечивает возможность простого, надежного и воспроизводимого контролирования заполнения распорных рам для изолирующего остекления. Распорную раму можно взвешивать во время и/или после заполнения наполнителем.
Понятие «степень заполнения» обозначает относительное количество содержащегося в распорной раме наполнителя, при этом степень заполнения 100% соответствует задаваемому, соответственно, заданному номинальному заполнению распорной рамы наполнителем (т.е. номинальному количеству наполнителя относительно объема распорной рамы для размещения наполнителя). Значения меньше 100% относятся к меньшему заполнению, чем номинальное заполнение. Значения больше 100% относятся к большему заполнению, чем номинальное заполнение.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы время заполнения распорной рамы вычисляется с помощью заданного размера рамы и ширины рамы. За счет этого получаются особенно хорошие результаты.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы задаются параметры распорной рамы, которые содержат по меньшей мере расстояние отверстий от угла, величину угловых соединителей, скорость заполнения в граммах в секунду в зависимости от вида профиля и величины профиля распорной рамы, количество заполнения в граммах на метр в зависимости от вида профиля и величины профиля распорной рамы, величину распорной рамы и ширину распорной рамы. За счет этого достигаются особенно хорошие результаты.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы взвешивается пустая распорная рама, и порожний вес распорной рамы сравнивается с вычисленным порожним весом. За счет этого достигаются особенно хорошие результаты.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда фактический порожний вес совпадает с вычисленным порожним весом, то процесс заполнения продолжается. За счет этого достигаются особенно хорошие результаты.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда степень заполнения составляет 90%-110%, то заполнение распорной рамы заканчивается.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда степень заполнения составляет больше 110%, то заполнение распорной рамы заканчивается, и вычисляется новая скорость заполнения.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда степень заполнения составляет меньше 90%, то определяется остаточное время заполнения, и распорная рама дополнительно заполняется.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда степень заполнения трижды составляет меньше 90%, то процесс заполнения прерывается. За счет этого достигаются особенно хорошие результаты, поскольку процесс заполнения прерывается лишь при таких распорных рамах, которые являются дефектными.
В одном предпочтительном варианте выполнения способа заполнения распорной рамы, когда процесс заполнения прерывается два раза друг за другом, то вычисляется новая скорость заполнения. За счет этого достигаются особенно хорошие результаты, поскольку тем самым можно заполнять большое количество сначала не полностью заполненных распорных рам.
Изобретение распространяется также на устройство для заполнения распорной рамы наполнителем для изготовления изолирующего остекления, содержащее по меньшей мере
- заполнительное устройство с весами и держателем рамы и приспособлениями для подвески, которые выполнены так, что распорную раму можно подвешивать на подвесных приспособлениях, при этом
- весы выполнены так, что они могут перемещаться вверх относительно подвесных приспособлений и взвешивать пустую распорную раму или заполненную распорную раму,
- заполнительное устройство выполнено так, что оно подает наполнитель и заполняет распорную раму наполнителем.
Устройство, согласно изобретению, предназначено для выполнения способа, согласно изобретению.
Изготовленное, согласно изобретению, двойное изолирующее остекление и тройное изолирующее остекление применяется предпочтительно в строительстве и в архитектуре внутри и снаружи.
Ниже приводится более подробное пояснение изобретения на основании примеров выполнения со ссылками на прилагаемые чертежи. Чертежи являются чисто схематичными и без соблюдения масштаба. Они никак не ограничивают изобретение. На чертежах изображено:
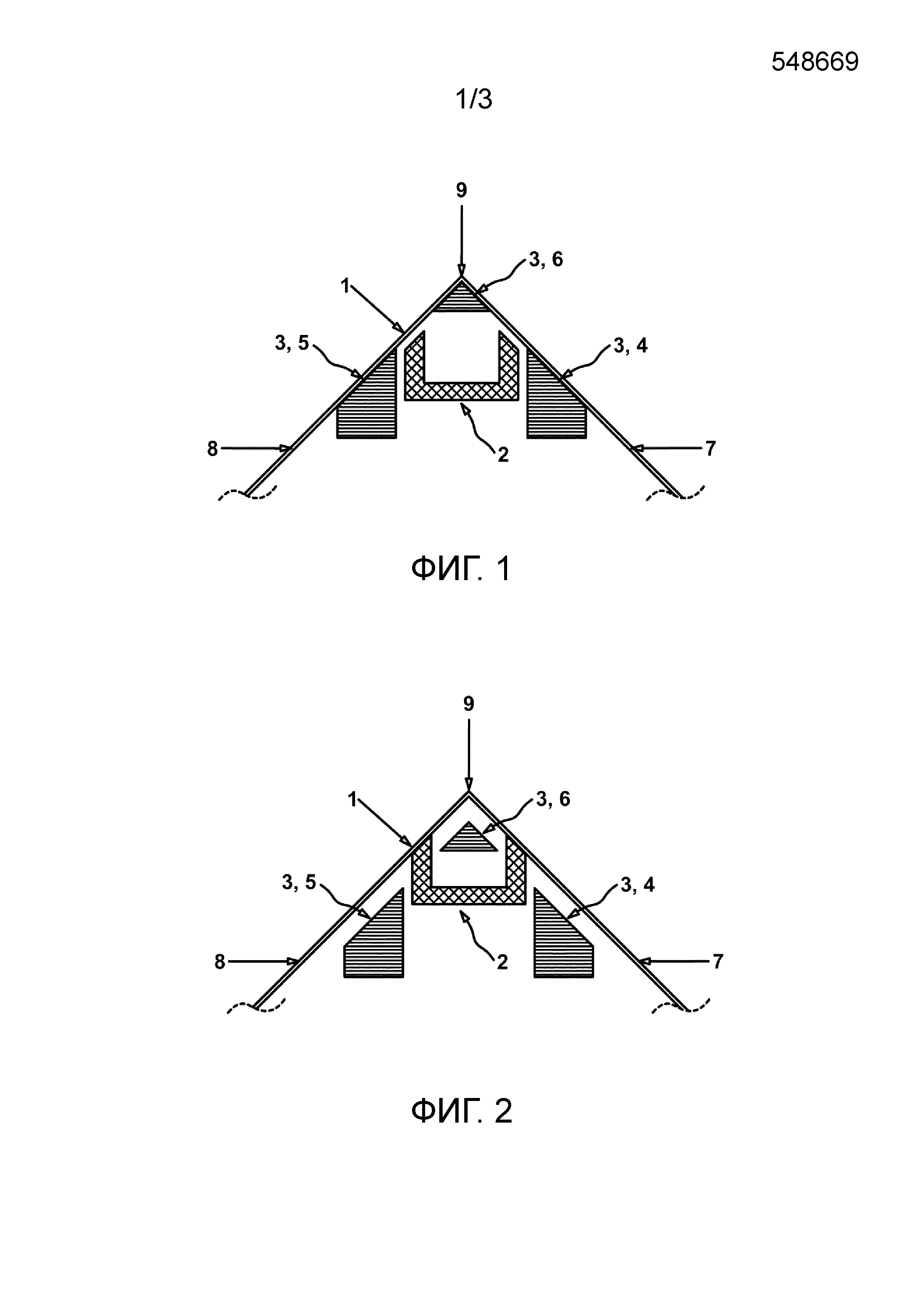
фиг. 1 - устройство, согласно изобретению, с весами и держателем рамы для заполнения распорной рамы, на виде сверху;
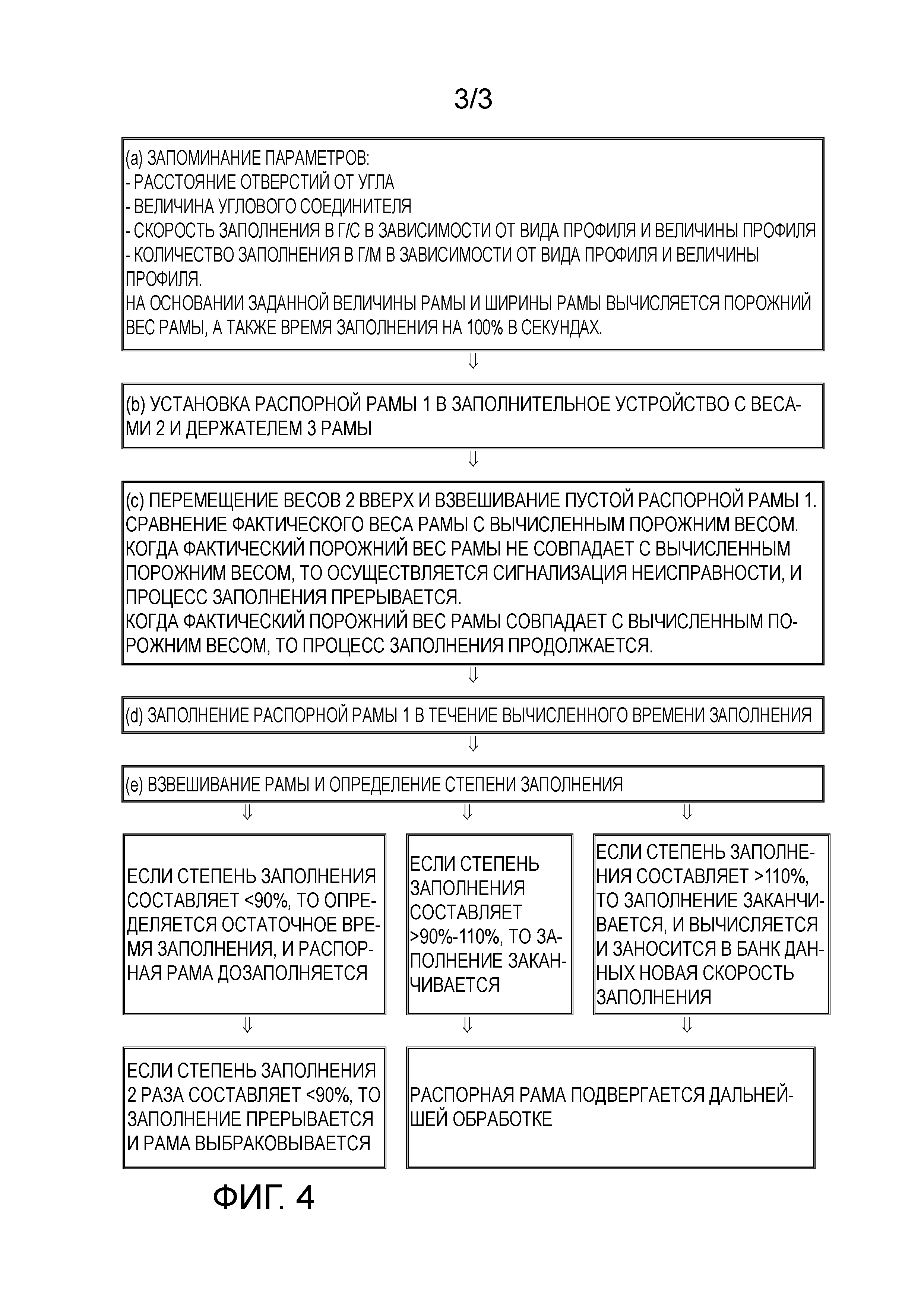
фиг. 2 - устройство, согласно изобретению, с весами и держателем рамы для заполнения распорной рамы, на виде сверху;
фиг. 3 - распорная рама для изолирующего остекления, на виде сверху, и
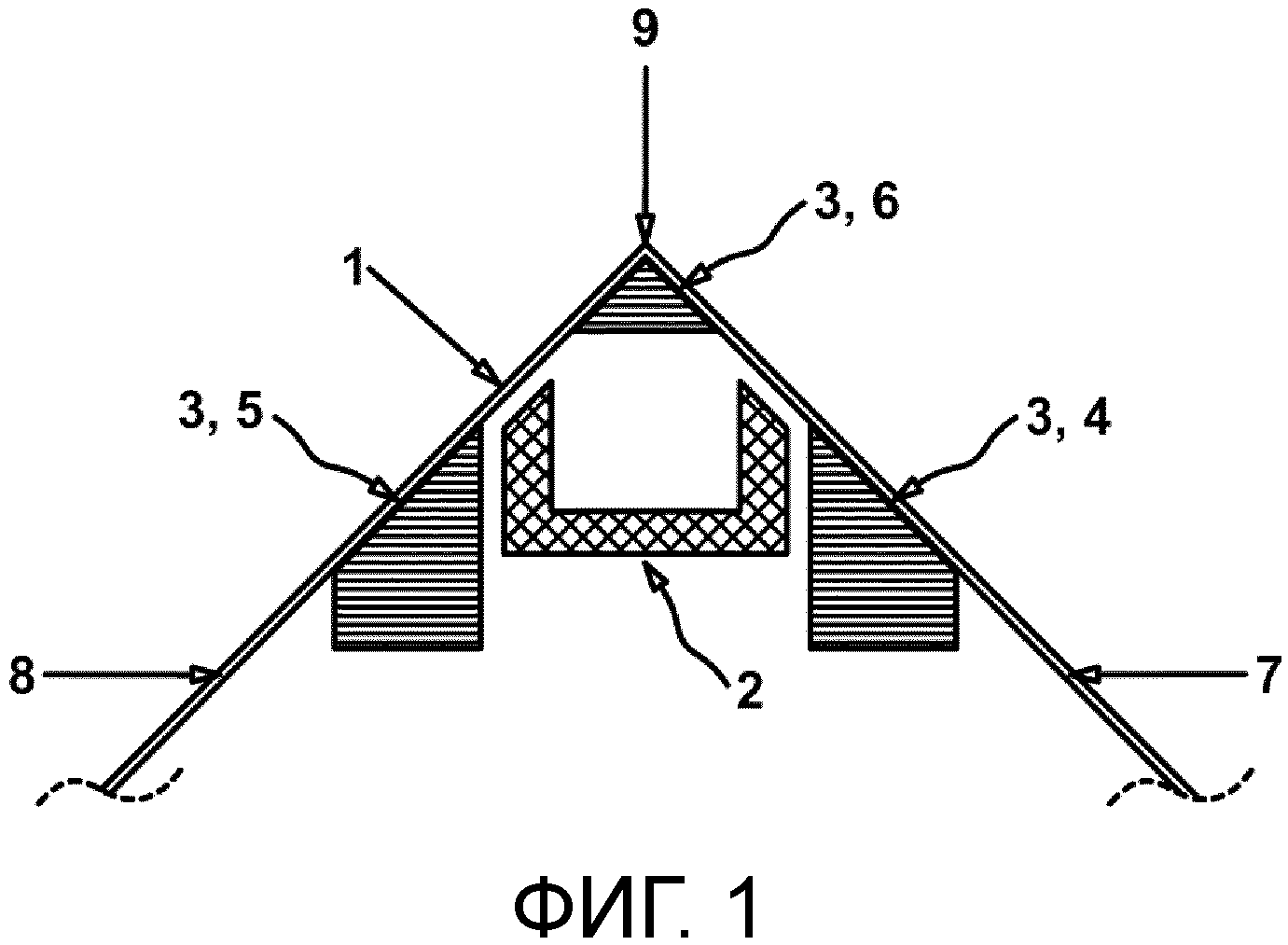
фиг. 4 - блок-схема возможного варианта выполнения способа, согласно изобретению.
На фиг. 1 и 2 показано на виде сверху устройство, согласно изобретению, называемое также заполнителем, содержащее весы 2 и держатель 3 рамы, для заполнения распорной рамы 1. На фиг. 1 и 2 показана часть распорной рамы 1, а именно, угол 9. Распорная рама 1 подвешивается в устройстве с помощью одного из четырех углов 9. Держатель 3 рамы содержит три подвесных приспособления 4, 5 и 6, на которых подвешена рама 1. Подвесные приспособления 4 и 5 служат для подвески распорной рамы 1, соответственно, на двух плечах 7 и 8. Подвесное приспособление 6 служит для подвески распорной рамы 1 в углу 9. Распорная рама 1 висит на подвесных приспособлениях 4, 5 и 6 для заполнения молекулярным ситом.
Распорная рама 1 вводится в наполнительное устройство с весами 2 и держателем 3 рамы. Весы 2 перемещаются вверх относительно подвесных приспособлений 4, 5, 6 и взвешивают пустую распорную раму 1. Время заполнения на 100% вычисляется в секундах, и распорная рама 1 заполняется в течение заданного времени заполнения. Если степень заполнения составляет 90%, то определяется остаточное время заполнения, и осуществляется дозаполнение распорной рамы. Когда степень заполнения составляет больше 90%-110%, то заполнение заканчивается. Когда степень заполнения составляет больше 110%, то заполнение заканчивается, и вычисляется новая скорость заполнения и вносится в банк данных. Если степень заполнения составляет меньше 90%, то определяется остаточное время заполнения, и распорная рама 1 при необходимости дозаполняется.
На фиг. 3 показана на виде сверху распорная рама 1. Распорная рама 1 сформирована в четырехугольник. При этом распорная рама 1 сгибается из прямой части на четырех углах, и свободные концевые участки свариваются. Распорная рама 1 может составляться из четырех прямых частей с помощью так называемых угловых соединителей. В поперечном сечении распорка может быть выполнена так, что она пригодна для удерживания двух стекол на заданном расстоянии друг от друга и соединения в изолирующее остекление из двух стекол. Распорка может быть выполнена так, что она удерживает три стекла на заданном расстоянии друг от друга и соединяет в изолирующее остекление из трех стекол. Геометрическая форма распорки 1 для соединения двух стекол для изготовления двойного изолирующего остекления известна, среди прочего, из WO 2013/104507 А1. Геометрическая форма распорки 1 для соединения трех стекол для изготовления тройного изолирующего остекления известна, среди прочего, из WO 2014/198429 А1 и WO 2014/198431 А1. Раскрытия из WO 2013/104507 А1, WO 2014/198429 А1 и WO 2014/198431 А1 включаются в виде ссылки в данную патентную заявку.
На фиг. 4 показана блок-схема возможного варианта выполнения способа, согласно изобретению.
Пример
Было изготовлено 100 распорок (рам) с помощью способа, согласно изобретению. Для этого в программное обеспечение были внесены следующие параметры:
расстояние отверстий от угла,
величина углового соединителя, скорость заполнения в г/с в зависимости от вида профиля и размера профиля,
количество заполнения в г/м в зависимости от вида профиля и размера профиля.
С помощью заданной величины рамы и ширины рамы было вычислено время заполнения.
Рама было введена в заполнитель (заполнительное устройство).
Весы перемещались вверх, и взвешивалась пустая рама.
Вычислялось время заполнения на 100% (степень заполнения), равное 5 с.
Заполнялась рама в течение 5 с.
Весы перемещались вверх, и взвешивалась заполненная рама.
Определялась степень заполнения.
Заполнение 100 рам дало следующий результат.
85 рам имели степень заполнения между 90% и 100%. Эти рамы можно было сразу подвергать дальнейшей обработке.
5 рам имели степень заполнения между 100% и 110%. Эти рамы можно было сразу подвергать дальнейшей обработке.
5 рам имели степень заполнения меньше 90%. Определялось остаточное время заполнения, и рамы дозаполнялись.
8 рам имели степень заполнения между 90% и 100%. Эти рамы можно было сразу подвергать дальнейшей обработке.
2 рам имели степень заполнения меньше 90%. Эти рамы были забракованы.
Результаты сведены для ясности в следующую таблицу 1.
|
Это означает, что 98% рам пригодно для дальнейшей обработки.
Сравнительный пример
Было изготовлено 100 распорок (рам) с помощью способа, согласно изобретению. Заполнительное устройство (заполнитель) было снабжено интегрированным измерителем расхода. 100 рам после заполнения были взвешены. Измеритель расхода реагирует на сопротивление. При остановке массового потока установка останавливается и показывает, что рама заполнена.
Результаты сведены для ясности в следующую таблицу 2.
|
Это означает, что 85% рам пригодно для дальнейшей обработки.
Результат был неожиданным и поразительным. С помощью способа, согласно изобретению, количество рам, которые можно применять для дальнейшей обработки, может быть увеличено с 85 до 98, и тем самым может быть увеличен выход на 13%.
Решающим преимуществом способа, согласно изобретению, является то, что дефектные рамы можно распознавать и выбраковывать, так что они не поступают в дальнейшую обработку.
Перечень позиций
1 Распорка, распорная рама, рама
2 Весы
3 Держатель рамы
4 Подвесные приспособления
5 Подвесные приспособления
6 Подвесные приспособления
7 Плечо
8 Плечо
9 Угол
Элемент остекления с усовершенствованными свойствами вибрационно-акустического ослабления, способ изготовления такого элемента остекления и способ акустической защиты в кабине транспортного средства
Способ проецирования или обратного проецирования на стекло, содержащее прозрачный слоевой элемент, имеющий свойства рассеянного отражения
Способ изготовления прозрачной рассеивающей подложки осид и полученная подложка
Проставочный элемент для изоляционного остекления
Электропроводящая основа для органического светодиода oled, содержащий ее oled и ее изготовление
Освещающее остекление с печатным промежуточным слоем
Осветительное остекление
Прозрачная рассеивающая подложка для органических светодиодов и способ изготовления такой подложки
Подложка, снабженная стеклопакетом с тепловыми свойствами
Прозрачная рассеивающая подложка для органических светодиодов и способ изготовления такой подложки

