Результат интеллектуальной деятельности: Способ изготовления высокопрочной стальной полосы с улучшенными свойствами для дальнейшей обработки и стальная полоса такого типа
Вид РИД
Изобретение
Изобретение относится к способу изготовления сверхпрочной стальной полосы с улучшенными свойствами при дальнейшей обработке и к соответствующей стальной полосе.
В частности, изобретение относится к производству стальной полосы из TRIP (пластичность, наведенная превращением) и/или TWIP (пластичность, наведенная двойникованием) стали с содержанием марганца, имеющей превосходную способность к холодной и горячей штамповке, повышенную устойчивость к отложенному образованию трещин, индуцированному водородом (отложенное разрушение), водородному охрупчиванию и жидко-металлическому охрупчиванию при сварке.
Европейская патентная заявка ЕР 2 383 353 А2 описывает сталь с содержанием марганца, плоский стальной продукт, полученный из этой стали, и способ изготовления такого плоского стального продукта. Эта сталь имеет прочность на разрыв 900 – 1500 МПа и удлинение при разрушении A80 по меньшей мере 4%. Наибольшее описанное удлинение при разрушении А80 составляет 8%. В дополнение, сталь состоит из элементов (содержание дано в весовых процентах относительно стального расплава): C: до 0,5; Mn: 4 до 12,0; Si: до 1,0; Al: до 3,0; Cr: 0,1 до 4,0; Cu: до 4,0; Ni: до 2,0; N: до 0,05; P: до 0,05; S: до 0,01, при этом остаток – это железо и неизбежные примеси. В качестве опции, представлены один или несколько элементов из группы «V, Nb, Ti», при этом суммарное содержание этих элементов максимально равно 0,5. При содержании Mn: 5 и содержании Al: 2, суммарное содержание составляет 7. Микроструктура такого плоского стального продукта на 30-100% состоит из мартенсита, закаленного мартенсита или бейнита, при этом остаток – это аустенит. Утверждается, что эта сталь отличается тем, что может производиться более экономично, чем сталь с высоким содержанием марганца, имея при этом высокие значения по удлинению при разрушении и, в связи с этим, значительно улучшенную способность к деформации. Способ изготовления плоского стального продукта из описанной выше высокопрочной стали с содержанием марганца содержит следующие рабочие этапы: - выплавка вышеописанного стального расплава; - производство начального продукта для последующей горячей прокатки, при этом стальной расплав можно лить струей, с отделением по меньшей мере одного сляба или тонкого сляба в качестве начального продукта для горячей прокатки, или в отлитую полосу, которая подается в процесс горячей прокатки в качестве начального продукта; - термообработка начального продукта для достижения этим начальным продуктом начальной температуры горячей прокатки 1150 – 1000°С; - горячая прокатка начального продукта с получением горячей полосы с толщиной максимум 2,5 мм, при этом горячая прокатка прекращается при конечной температуре горячей прокатки 1050 – 800°С; - намотка горячей полосы с получением катушки при температуре намотки ≤ 700°С. В качестве опции, отжиг горячей полосы при температуре 250 – 950°С, с последующей холодной прокаткой и затем отжигом при температуре 450 – 950°С. Кроме того, после холодной прокатки или горячей прокатки плоского стального продукта, на указанный продукт наносят металлическое антикоррозионное или органическое покрытие.
В дополнение, немецкий опубликованный документ DE 10 2012 013 113 А1 уже описывает так называемые TRIP-стали с доминирующей ферритной базовой микроструктурой с включением остаточного аустенита, с возможностью превращения в мартенсит при деформации (TRIP-эффект). Содержание марганца в стальной полосе составляет 1,00 до 2,25 вес.%. Cтальная полоса снабжается покрытием и подвергается дрессировке в ванне плавления. Благодаря сильному холодному затвердеванию TRIP-сталь достигает высоких значений по однородному удлинению и прочности на разрыв. В числе прочего TRIP-стали используются в структурных компонентах, компонентах шасси и компонентах автомобиля, важных при аварии, таких как заготовки из листового металла и сварные заготовки.
Европейский патент ЕР 1 067 203 В1 раскрывает способ изготовления стальной полосы. В данном случае, тонкую полосу толщиной 1,5 мм – 10 мм отливают из стального расплава, состоящего по меньшей мере из следующих элементов (содержание дано в весовых процентах) С: 0,001 до 1,6; Mn: 6 до 30; Аl: до 6; P: до 0,2; S: до 0,5; N: до 0,3, при этом остаток – это железо и неизбежные примеси. Тонкая полоса подвергается горячей прокатке со степенью обжатия от 10% до 60%, очищается кислотой, подвергается холодной прокатке со степенью обжатия от 10% до 90% и подвергается рекристаллизационному отжигу в течение 1-2 минут при температуре 800 – 850°С.
Патент Японии JP 3 317 303 B2 раскрывает высокопрочную стальную полосу со следующим составом (в вес.%): C: 0,05 – 0,3, Si: < 0,2, Mn: 0,5-4,0, P: ≤ 0,1; S: ≤ 0,1; Ni: 0 – 5,0; Al: 0,1 – 2,0 и N ≤ 0,01. При этом выполняются следующие уравнения: Si + Al = 0,5; Mn + 1/3 Ni ≥ 1,0. Микроструктура содержит ≥ 5 об.% остаточного аустенита. Расплав ранее описанной стали выплавляют в вакуумной лабораторной печи. Посредством горячей ковки изготавливается контрольный образец толщиной 25 мм. Затем его нагревают до температуры 1250°С в электрической печи в течение одного часа. Затем, выполняют горячую прокатку при температуре 930 – 1150°C, чтобы достичь толщины стальной полосы 5 мм. Для моделирования намотки, стальную полосу сразу же охлаждают до температуры 500°C и отжигают в электрической печи при этой температуре в течение одного часа.
Исходя из этого, целью настоящего изобретения является предоставление способа изготовления сверхпрочной стальной полосы из TRIP и/или TWIP стали с содержанием марганца, имеющей прочность на разрыв 1100 – 2200 МПа, который является экономически выгодным и при котором стальная полоса имеет улучшенные свойства при дальнейшей обработке, в частности, хорошее сочетание свойств по прочности и деформации, повышенную устойчивость к отложенному образованию трещин, индуцированному водородом, водородному охрупчиванию и жидко-металлическому охрупчиванию. В дополнение, должна быть предоставлена сверхпрочная и экономичная стальная полоса, имеющая улучшенные свойства при дальнейшей обработке.
Эта цель достигается при помощи способа изготовления плоского стального продукта, в частности, с использованием вышеупомянутой стали, с признаками по пункту 1 формулы изобретения, и сверхпрочной стальной полосы, с признаками по пункту 10 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения описаны в зависимых пунктах формулы изобретения.
В соответствии с настоящим изобретением, предложен способ изготовления сверхпрочной стальной полосы, содержащий следующие этапы: - выплавка стального расплава с содержанием (в вес.%): С: 0,1 до < 0,3; Mn: 4 до < 8; Al: > 1 до 2,9; Р: < 0,05; S: < 0,05; N < 0,02; при этом остаток –железо и неизбежные сопутствующие стали элементы, с легированием в качестве опции посредством одного или нескольких следующих элементов (в вес.%): Si: 0,05 до 0,7; Cr: 0,1 до 3; Mo: 0,01 до 0,9; Ti: 0,005 до 0,3; B: 0,0005 до 0,01 посредством технологического маршурта при доменном или дуговом процессе, каждый с вакуумной обработкой расплава в качестве опции; - литье стального расплава с получением пред-полосы посредством процесса горизонтального или вертикального литья полосы с приближением к конечным размерам, или литье стального расплава с получением сляба или тонкого сляба посредством процесса горизонтального или вертикального литья сляба или тонкого сляба, - нагрев до температуры прокатки 1050 – 1250°C или прокатка без повторного нагрева от тепла литья, - горячая прокатка пред-полосы или сляба или тонкого сляба с получением горячей полосы толщиной 12 – 0,8 мм, при конечной температуре прокатки 1050 – 800°С, - намотка горячей полосы при температуре от более 200 до 800°C, - травление горячей полосы, - отжиг горячей полосы в установке непрерывного или прерывистого отжига при продолжительности отжига от 1 мин до 48 ч и при температурах 540°С – 840°С, - холодная прокатка горячей полосы при комнатной температуре или повышенной температуре за один или несколько проходов прокатки, - в качестве опции, оцинковка стальной полосы электролитическим способом или горячим погружением, с предоставлением экономически выгодно полученной стальной полосы, имеющей прочность на разрыв 1100 – 2200 МПа, хорошее сочетание свойств по прочности, расширению и деформации, и повышенную устойчивость к отложенному образованию трещин, водородному охрупчиванию и жидко-металлическому охрупчиванию, при дополнительном TRIP- и/или TWIP-эффекте при механической нагрузке.
Обычно диапазоны толщины пред-полосы составляют 1 – 35 мм, а для слябов и тонких слябов - 35 – 450 мм. Предпочтительно условие, что сляб или тонкий сляб проходит горячую прокатку для получения горячей полосы толщиной 12 – 0,8 мм, или литая пред-полоса с приближением к конечным размерам проходит горячую прокатку с получением горячей полосы толщиной 8 мм – 0,8 мм. Холодная полоса, в соответствии с настоящим изобретением, имеет толщину максимум 3 мм, предпочтительно 0,1 – 1,4 мм.
В контексте вышеуказанного способа согласно настоящему изобретению, пред-полоса, произведенная в процессе литья с двумя валками, с приближением к конечным размерам с толщиной менее чем, или равной 3 мм, предпочтительно 1 мм – 3 мм, уже понимается, как горячая полоса. Пред-полоса, произведенная, как горячая полоса, не имеет на 100% литую структуру из-за добавленной двумя валками деформации при движении в противоположных направлениях. Поэтому, горячая прокатка имеет место уже на производственной линии при литье с двумя валками, и это означает, что в отдельном нагреве и горячей прокатке нет необходимости.
Холодная прокатка горячей полосы может происходить при комнатной температуре или выгодным образом при повышенной температуре, до первого прохода прокатки, за один или несколько проходов прокатки.
Холодная прокатка при повышенной температуре выгодна для уменьшения силы качения и способствует образованию двойников деформации (TWIP-эффект). Предпочтительными температурами подвергаемого прокатке материала перед первым проходом прокатки являются 60 – 450°С.
Если холодная прокатка выполняется за несколько проходов прокатки, то выгодным является промежуточный нагрев или охлаждение стальной полосы между проходами прокатки до температуры 60 – 450°С, так как в этом случае TWIP-эффект проявляется особенно предпочтительным образом. В зависимоти от скорости прокатки и степени деформации, например, при очень низких степенях деформации и скоростях прокатки, а также при дополнительном охлаждении, вызванном нагревом материала при быстрой прокатке и высоких степенях деформации, может быть выполнен промежуточный нагрев.
После холодной прокатки горячей полосы при комнатной температуре, стальную полосу выгодным образом подвергают отжигу, в частности, в установке непрерывного отжига, предпочтительно при продолжительности отжига 1 – 15 минут и при температурах 720 – 840°С, для восстановления достаточных свойств по деформации. В качестве опции, отжиг может быть выполнен посредством установки прерывистого отжига при температуре 550 – 820°С и продолжительности отжига от 30 минут до 48 часов. Если требуется достижение особых свойств материала, эту процедуру отжига можно также проводить со стальной полосой, прокатанной при повышенной температуре.
После обработки отжигом, стальную полосу выгодным образом охлаждают до температуры от 250°C до комнатной температуры и затем, если требуется корректировка необходимых механических свойств, в ходе обработки старением, повторно нагревают до температуры 300 – 450°С, выдерживают при этой температуре до 5 минут, и затем охлаждают до комнатной температуры. Обработку старением можно выгодным образом проводить в установке непрерывного отжига.
При необходимости, стальная полоса может быть подвергнута дрессировке после холодной прокатки, в результате чего корректируется структура поверхности, требуемая для конечного применения. Дрессировка может быть выполнена, например, с помощью Pretex®-метода.
В предпочтительном варианте осуществления, полученная таким образом стальная полоса приобретает дополнительное покрытие на органической или неорганической основе вместо или после оцинковки электролитическим способом или горячим погружением. Это могут быть, например, органические покрытия, синтетические покрытия или лаки или иные неорганические покрытия, такие как, например, слои оксида железа.
Стальную полосу, изготовленную в соответствии с настоящим изобретением, можно использовать как в виде металлического листа, части металлического листа, так и в виде заготовки, или она может быть дополнительно обработана с получением продольной или витой сварной шовной трубы.
В дополнение, стальной лист или стальная полоса особенно предпочтительным образом пригодны для дальнейшей обработки с получением детали посредством холодной или горячей штамповки, например, в автомобильной промышленности, строительстве объектов инфраструктуры и машиностроении.
Стальная полоса, имеющая улучшенные свойства при дальнейшей обработке, обладает TRIP/TWIP-эффектом, имеет микроструктуру (в об.%), состоящую из 10-80% аустенита, 10-90% мартенсита, при этом остаток – феррит и бейнит, совокупная доля которых менее 20%. В данном случае, доля по меньшей мере 20% мартенсита присутствует в виде отожженного мартенсита и, в качестве опции, доля > 10% аустенита присутствует в виде двойников отжига или деформации.
Благодаря обработке отжигом, в соответствии с настоящим изобретением, стальная полоса имеет особенно мелкое зерно со средним размером зерен фазовых компонентов:
- аустенит: менее 500 нм
- мартенсит, феррит, бейнит: менее 650 нм.
Благодаря окончательному отжигу холодной полосы, которая изготавливается при комнатной температуре или при повышенных температурах, аустенит присутствует в метастабильном состоянии и, в качестве опции, с двойниками деформации, в результате чего он частично превращается в мартенсит, при приложении механического усилия (например, штамповка) посредством TRIP-эффекта.
Доля аустенита стали, в соответствии с настоящим изобретением, может частично или полностью превращаться в мартенсит при приложении механических напряжений (TRIP-эффект).
Сплав, в соответствии с настоящим изобретением, под воздействием соответствующей механической нагрузки, также имеет двойникование при пластической деформации (TWIP-эффект). Благодаря интенсивному холодному затвердеванию, наведенному TRIP- и/или TWIP-эффектом, сталь достигает высоких значений по удлинению при разрушении, в частности, по равномерному удлинению и прочности на разрыв.
Сталь, в соответствии с настоящим изобретением, затем может быть cформована особенно выгодным образом посредством горячей штамповки при температуре 60 – 450°C, поскольку стабильность аустенита при этих температурах, по меньшей мере, частично подавляет превращение аустенита в мартенсит (TRIP-эффект), при этом 50 – 100% исходного аустенита сохраняется и в качестве опции частично превращается в двойники деформации (TWIP-эффект). Двойники деформации могут превращаться в мартенсит при комнатной температуре с расходом дополнительной энергии (TRIP-эффект, повышенная способность к поглощению энергии, например, в случае аварии). Остаточное удлинение, которое сохранялось до разрушения детали, значительно увеличивается при горячей штамповке по сравнению с холодной штамповкой. В дополнение, предотвращение TRIP-эффекта при горячей штамповке приводит к значительному улучшению в отношении нежелательных воздействий, наведенных водородом (отложенное образование трещин, водородное охрупчивание). Кроме того, горячая штамповка выгодным образом служит для повышения 0,2% предела эластичности формуемого материала, тем самым, например, толщина листа может быть выгодным образом уменьшена.
Способ, в соответствии с настоящим изобретением, может быть использован для изготовления очень экономичной стальной полосы, имеющей концепцию сплава, где кроме железа, требуются только элементы углерод, марганец и алюминий. Необходимая обработка отжигом может быть выгодным образом выполнена посредством непрерывного процесса отжига, который значительно более экономичен, чем пакетный процесс отжига.
Стальная полоса, изготовленная по способу в соответствии с настоящим изобретением, преимущественно имеет предел эластичности Rp0.2 300 – 1550 МПа, предел прочности на разрыв Rm 1100 – 2200 МПа и удлинение при разрушении A80 более 4 – 41%, при этом высокая прочность на разрыв, как правило, увязывается с меньшим удлинением при разрушении и наоборот:
- Rm более 1100 – 1200 МПа: Rm x A80 ≥ 25000 до 45000 МПа%
- Rm более 1200 – 1400 МПа: Rm x A80 ≥ 20000 до 42000 МПа%
- Rm более 1400 – 1800 МПа: Rm x A80 ≥ 10000 до 40000 МПа%
- Rm более 1800 МПа: Rm x A80 ≥ 7200 до 20000 МПа%.
Испытательный образец А80 использовался для испытаний на удлинение при разрушении в соответствии с DIN 50 125.
Свойства по расширению и ударной вязкости выгодным образом улучшаются благодаря тому, что сплав проявляет TRIP- и/или TWIP-эффект согласно изобретению.
Стальная полоса, изготовленная в соответствии с настоящим изобретением, предлагает хорошее сочетание свойств по прочности, расширению и деформации. Кроме того, производство такой марганцевой стали, в соответствии с настоящим изобретением, при среднем содержании марганца (сталь со средним содержанием марганца) на основе легирующих элементов C, Mn, Al, является очень рентабельным.
По причине повышенного содержания Al, сталь имеет более низкую удельную плотность по сравнению с другими марганцевыми сталями, легированными небольшим количеством Al при среднем содержании марганца. Марганцевая сталь, в соответствии с настоящим изобретением, также отличается повышенной устойчивостью к отложенному образованию трещин (отложенное разрушение), водородному охрупчиванию и жидко-металлическому охрупчиванию при сварке.
Использование термина «до» в определении диапазона содержания, например, 0,01 до 1 вес.%, означает, что предельные значения – 0,01 и 1 в этом примере – тоже учитываются.
Легирующие элементы обычно добавляют в сталь для влияния на конкретные свойства нужным образом. Легирующий элемент, таким образом, может влиять на различные свойства в различных сталях. Влияние и взаимодействие обычно сильно зависят от количества, присутствия дополнительных легирующих элементов и состояния раствора в материале. Корреляции изменчивы и сложны. Эффект от легирующих элементов в стали, в соответствии с настоящим изобретением, будет более подробно описан далее. Положительные эффекты от легирующих элементов, используемых в соответствии с настоящим изобретением, описаны ниже:
Углерод C: необходим для образования карбидов, стабилизирует аустенит и повышает прочность. Более высокое содержание углерода ухудшает свариваемость и приводит к ухудшению свойств по расширению и ударной вязкости, поэтому задано максимальное содержание менее 0,3 вес.%. Для достижения достаточной прочности материала, требуется минимальное добавление 0,1 вес.%.
Марганец Mn: стабилизирует аустенит, повышает прочность и ударную вязкость, допуская образование мартенсита, наведенное деформированием, и/или двойникование в сплаве, в соответствии с настоящим изобретением. Содержание менее 4 вес.% недостаточно для стабилизации аустенита и это ухудшает свойства по расширению, при этом при содержании 8 вес.% и более, аустенит стабилизируется слишком сильно, и, как результат, прочностные свойства, в частности, 0,2% предел эластичности, ухудшаются. В соответствии с настоящим изобретением, для марганцевой стали при среднем содержании марганца, предпочтителен диапазон 4 до < 8 вес.%.
Алюминий Al: при содержании Al более 1 вес.%, улучшаются свойства по прочности и расширению, понижается удельная плотность и это положительно влияет на конверсионное поведение сплава в соответствии с настоящим изобретением. При содержании Al более 2,9 вес.% ухудшаются свойства по расширению. При более высоком содержании Al, значительно ухудшается поведение при литье в процессе непрерывного литья. При литье это приводит к повышению издержек. При содержании Al более 1 вес.% замедляется осаждение карбидов в сплаве в соответствии с настоящим изобретением. По этой причине, задано максимальное содержание 2,9 вес.% при минимальном содержании более 1 вес.%.
В дополнение, для суммы Mn и Al следует поддерживать минимальное содержание (в вес.%) более 6,5 и менее 10, для обеспечения желаемого конверсионного поведения. Содержание Mn + Al, составляющее 10 вес.% и более, ухудшает литейные свойства, тем самым снижая выработку и, следовательно, увеличивая затраты. При содержании Mn + Al 6,5 вес.% или менее, невозможно обеспечить достаточную стабильность аустенита для желаемого конверсионного поведения.
Кремний Si: добавление Si, в качестве опции, при содержании более 0,05 вес.% препятствует диффузии углерода, понижает удельную плотность, и повышает прочность и свойства по расширению и ударной вязкости. В дополнение, при легировании кремнием наблюдается улучшение способности к холодной прокатке. При содержании более 0,7 вес.%, материал становится хрупким и имеет место отрицательное влияние на возможность горячей и холодной прокатки, и нанесения покрытия, например, оцинковки. Поэтому задано максимальное содержание 0,7 вес.% при минимальном содержании 0,05 вес.%.
Хром Cr: добавление Cr, в качестве опции, повышает прочность и понижает скорость коррозии, замедляет образование феррита и перлита и образует карбиды. Максимальное содержание задано 3 вес.%, поскольку более высокое содержание приводит к ухудшению свойств по расширению. Минимальное содержание Cr для эффективности задано 0,1 вес.%.
Молибден Мо: добавление Мо, в качестве опции, действует как карбидообразующий агент, повышает прочность и повышает устойчивость к отложенному образованию трещин и водородному охрупчиванию. При содержании Мо более 0,9 вес.% ухудшаются свойства по расширению, и поэтому, для достаточной эффективности, задано максимальное содержание 0,9 вес.% при минимальном содержании 0,01 вес.%.
Фосфор Р: фосфор – это следовой элемент железной руды, и он растворяется в решетке железа, как замещающий атом. Фосфор повышает твердость посредством закалки на твёрдый раствор и повышает способность к затвердеванию. Однако, предпринимаются меры к понижению содержания фосфора настолько, насколько это возможно, поскольку, среди прочего, имеет место сильная тенденция к сегрегации из-за низкой скорости диффузии, с сильным понижением уровня ударной вязкости. Присоединение фосфора к границам зерен может вызвать трещины вдоль границ зерен при горячей прокатке. В дополнение фосфор повышает температуру перехода из вязкого в хрупкое поведение на величину до 300°С. По вышеуказанным причинам содержание фосфора ограничено до менее 0,05 вес.%.
Сера S: подобно фосфору, связана в качестве следового элемента в железной руде. Обычно она нежелательна в стали, поскольку имеет сильную тенденцию к сегрегации и делает металл очень хрупким, при этом свойства по расширению и ударной вязкости ухудшаются. Поэтому, делается всё возможное для достижения низкого, насколько это возможно, содержания серы в расплаве (например, посредством глубокой десульфурации). По вышеуказанным причинам содержание серы ограничено до менее 0,05 вес.%.
Азот N: азот – это тоже элемент, сопутствующий производству стали. В растворенном состоянии он повышает свойства по прочности и ударной вязкости в сталях с высоким содержанием марганца более или равным 4 вес.%. Стали с меньшим содержанием марганца менее 4 вес.%, при наличии свободного азота, склонны к сильному эффекту старения. Азот диффундирует даже при низких температурах в дислокациях и блокирует их. Таким образом, он повышает прочность вкупе с быстрой потерей ударной вязкости. Можно связать азот в форме нитридов, например, посредством легирования алюминием или титаном, при этом, в частности, нитриды алюминия отрицательно влияют на способность сплава к деформации в соответствии с настоящим изобретением. По вышеуказанным причинам содержание азота ограничено до менее 0,02 вес.%.
Титан Ti: способствует измельчению зерен в качестве карбидообразующего агента, и в то же время улучшаются свойства по прочности, ударной вязкости и расширению, и понижается межкристаллитная коррозия. Содержание титана более 0,3 вес.% ухудшает свойства по расширению, поэтому задано максимальное содержание 0,3 вес.%. В качестве опции, задано минимальное содержание 0,005 вес.% для связывания азота и осаждения титана выгодным образом.
Бор В: замедляет конверсию аустенита, улучшает способность сталей деформироваться в горячем состоянии и повышает прочность при температуре окружающей среды. Он достигает своего эффекта даже при очень низком содержании в сплаве. Содержание более 0,01 вес.% сильно ухудшает свойства по расширению и ударной вязкости, поэтому задано максимальное содержание 0,01 вес.%. В качестве опции, задано минимальное содержание 0,0005 вес.%, при котором выгодным образом используется свойство бора по увеличению прочности.
Были проведены испытания для изучения механических свойств стальных полос, изготовленных в соответствии с настоящим изобретением, c использованием, например, сплава 1. Помимо железа и примесей, вызванных плавлением, сплав 1 содежит следующие элементы в указанных количествах в вес.%:

В целях сравнения, стальные полосы, изготовленные из вышеупомянутого сплава 1, подвергали холодной прокатке, то есть при комнатной температуре и, следовательно, ниже 50°С, а также прокатывали в соответствии с настоящим изобретением при температуре 250°С. Измеренные силы качения приведены ниже:
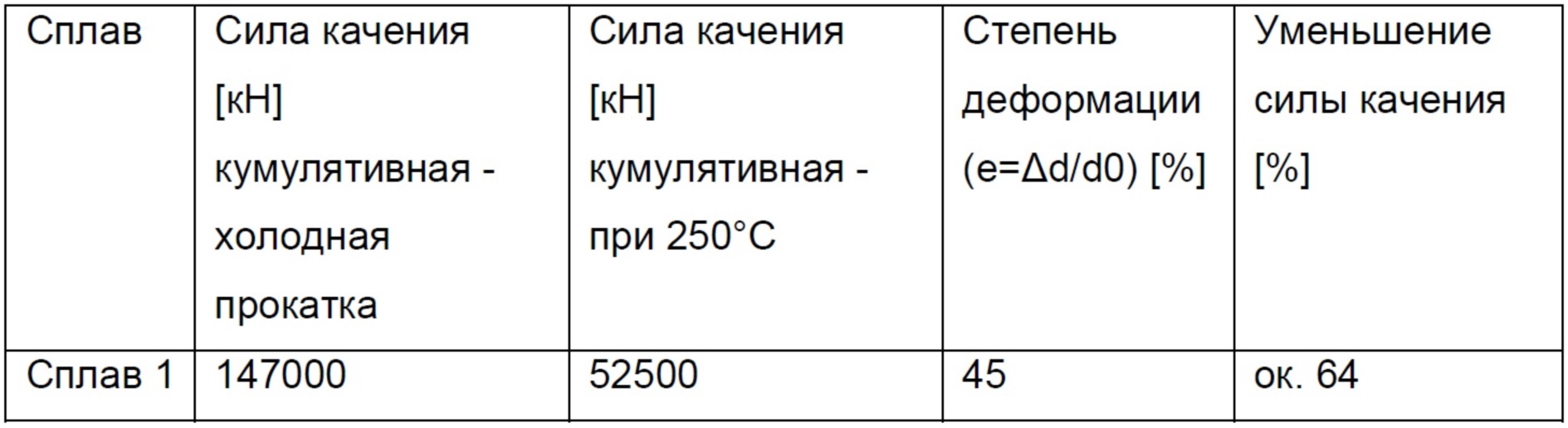
Под кумулятивной силой качения понимается сложение сил качения отдельных проходов, чтобы получить сопоставимую меру расходования силы. Сила качения была стандартизирована для ширины полосы 1000 мм. Степень деформации e определяется как отношение между изменением толщины Δd исследуемой стальной полосы и начальной толщиной d0 исследуемой стальной полосы. Уменьшением силы качения является расчетное уменьшение силы качения при температуре 250°C по сравнению с силой качения при холодной прокатке.
Также было определено удлинение при разрушении A80:
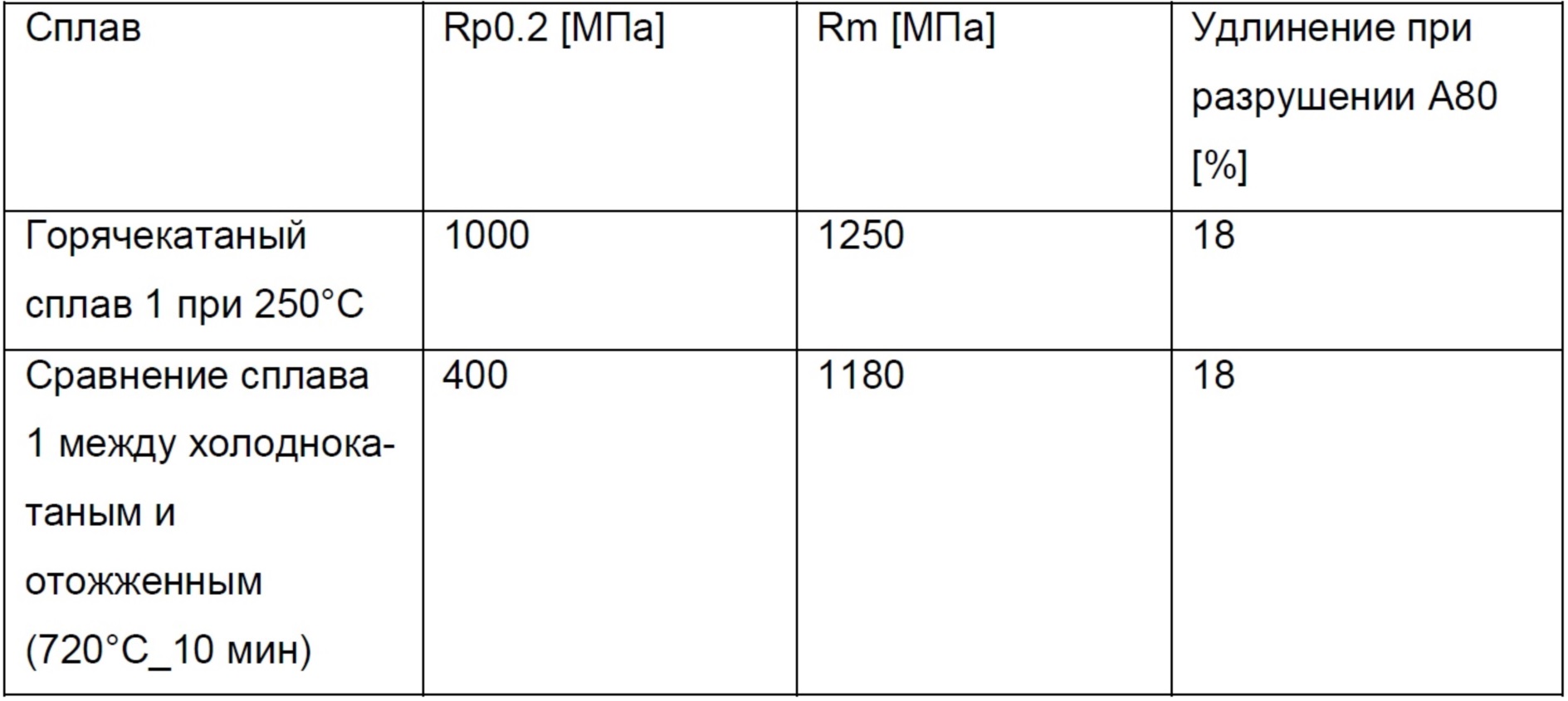
Характеризующие удлинение значения относятся к удлинению по направлению прокатки. Очевидно, что имеет место значительное увеличение предела эластичности, в то время как удлинение при разрушении остается прежним.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Способ изготовления изделий из легкой аустенитной конструкционной стали и изделие из легкой аустенитной конструкционной стали (варианты)
Композитная труба, состоящая из несущей трубы и по меньшей мере одной защитной трубы, и способ ее изготовления
Высоколегированная сталь и способ производства труб из этой стали при помощи формования внутренним высоким давлением
Формуемая легковесная сталь с улучшенными механическими свойствами и способ производства полуфабрикатов из указанной стали
Высокопрочная сталь с содержанием марганца и использование указанной стали для гибко-катаных листовых продуктов, способ производства и сопутствующий стальной листовой продукт
Высокопрочная марганцевая сталь, содержащая алюминий, способ производства листового стального продукта из указанной стали и листовой стальной продукт, полученный в соответствии с этим способом
Способ изготовления холоднокатаной стальной полосы из высокопрочной, содержащей марганец стали с trip-свойствами
Способ изготовления подвергнутой формованию детали из плоского стального продукта со средним содержанием марганца и такая деталь
Способ изготовления подвергнутой повторному формованию детали из плоского стального продукта с содержанием марганца и деталь такого типа
Способ изготовления горячеформованной стальной детали и горячеформованная стальная деталь
Стальной продукт со средним содержанием марганца для использования при низких температурах и способ его производства

