Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ)
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к способу изготовления изделий из легкой конструкционной стали с изменяемыми в направлении толщины стенки свойствами материала согласно признакам пункта 1 формулы изобретения, а также к изделию из легкой аустенитной конструкционной стали.
Уровень техники
Далее под изделиями понимаются конструктивные элементы или полуфабрикаты для конструктивных элементов, как, например, полосы, листы или трубы, которые находят применение, например, в областях машиностроения, производства промышленного оборудования, возведения стальных конструкций и кораблестроения, а также, в частности, автомобилестроения.
Именно характеризующийся сильной конкуренцией автомобильный рынок заставляет производителей постоянно искать пути снижения расхода топлива при сохранении максимально возможного комфорта и безопасности пассажиров. При этом решающее значение имеет, с одной стороны, снижение веса всех компонентов автомобиля, а с другой стороны, также способствующее пассивной безопасности пассажиров поведение отдельных конструктивных элементов при высоких статических и динамических нагрузках в процессе работы и при аварии.
В последние годы достигнут значительный прогресс в области разработки так называемых легких конструкционных сталей, которые отличаются малым удельным весом при одновременно высоких показателях твердости и вязкости (например, ЕР 0489727 В1, ЕР 0573641 Bl, DE 19900199 А1), а также имеют высокую пластичность и поэтому представляют большой интерес для автомобилестроения.
Благодаря этим в исходном состоянии аустенитным сталям за счет высокого содержания легирующих компонентов (Mn, Si, А1) с удельным весом, значительно меньшим удельного веса железа, достигается выгодное для автомобильной промышленности уменьшение веса при сохранении существующей технологии производства. Из DE 10 2004 061 284 А1, например, известна легкая конструкционная сталь с содержанием (вес.%) компонентов сплава: С - от 0,04 до<1,0; Аl - от 0,05 до<4,0; Si - от 0,05 до<6,0; Mn - от 9,0 до<18,0. Остальное приходится на железо и сопутствующие стали элементы. Опционно по необходимости могут быть добавлены Cr, Cu, Ti, Zr, V и Nb. Эта известная легкая конструкционная сталь имеет частично стабилизированную смешанную γ-кристаллическую структуру с выраженной энергией дефекта упаковки с частично множественным TRIP-эффектом, который трансформирует индицированное напряжением или растяжением изменение гранецентрированного смешанного γ-кристалла (аустенит) в ε-мартенсит (гексагональная самая плотная шаровая упаковка), а затем при дальнейшем деформировании в объемноцентрированный α-мартенсит и остаточный аустенит.
Высокая степень преобразования достигается в результате TRIP-свойства (Transformation Induced Plasticity - индуцированная трансформированием пластичность) и TWIP-свойства (Twinning Induced Plasticity - индуцированная двойникованием пластичность) стали.
Многочисленные опыты позволили сделать вывод, что для сложного взаимодействия между Al, Si, Mn наибольшее значение имеет содержание углерода. Во-первых, он повышает энергию дефекта упаковки, а во-вторых, расширяет метастабильную область аустенита. Это может оказать влияние на индуцированное деформацией образование мартенсита и обусловленное этим отверждение, а также на вязкость.
Эти легкие конструкционные стали могут уже отвечать очень разным требованиям потребителей, но по-прежнему есть еще потребность в оптимизированных с учетом нагрузок изделиях из легких конструкционных сталей, которые соответственно ожидаемым нагрузкам в процессе работы проявляют в направлении толщины стенки или листа различные материальные свойства в отношении твердости, вязкости, износостойкости и т.д. В качестве примера в связи с этим можно назвать устойчивые к обстрелу части автомобилей, конструктивные элементы которых должны иметь твердый поверхностный слой для защиты от поражающих элементов оружия и находящийся под ним слой с высокой вязкостью и высокой способностью к поглощению энергии в случае обстрела.
Способ изготовления комбинированной стальной полосы известен, например, из DE 10124594 А1. Согласно ему произведенная двухвалковым способом прямого литья ферритная сердцевинная полоса плакируется аустенитной или высоколегированной ферритной полосой холодной прокатки.
Трубы с различными в направлении толщины стенки свойствами материала известны, в частности, из ЕР 0944443 В1. В данном случае одна труба вдвигается в другую трубу и таким образом соединяется с ней, причем для внешней и внутренней трубы используются различные материалы.
Недостатками этих известных способов являются обусловленный плакированием резкий перепад свойств комбинированного материала, который затрудняет оптимальное согласование свойств материала в направлении толщины стенки или полосы с соответствующими требованиями, а также высокие затраты на плакирование. Кроме того, из-за плакирования обычными сталями в значительной степени теряется весовое преимущество легких конструкционных сталей.
Еще один способ изготовления комбинированного материала известен из DE 3904776 С2. Согласно ему с использованием диффузионной сварки соединяют друг с другом несколько слоев стали и эти слои легируются металлоидами в газовой атмосфере в такой форме, что формируется изменяющийся по поперечному сечению плоского проката профиль концентрации металлоидов.
В результате этого по поперечному сечению комбинированной полосы материал приобретает различные свойства в отношении твердости и вязкости.
Этот способ также затратный и также имеет весовые недостатки в сравнении с изделиями только лишь из легкой конструкционной стали.
Задачей изобретения является создание способа изготовления изделий из аустенитной легкой конструкционной стали, позволяющий простым и недорогим способом при сохранении весовых преимуществ легкой конструкционной стали формировать различные изменяющиеся в направлении толщины полосы или стенки свойства материала, а также к созданию изделия из легкой аустенитной конструкционной стали.
Раскрытие изобретения
Эта задача решается признаками пункта 1 формулы изобретения. Предпочтительные варианты изобретения изделия для производства горячепрокатанных полос являются объектом других пунктов.
Согласно изобретению конструктивный элемент или полуфабрикат подвергается обезуглероживающему отжигу в окисляющей атмосфере таким способом, что в приповерхностных областях образуется ферритная или метастабильная аустенитная структура, толщину слоя которой можно регулировать изменением параметров отжига (температура, время выдержки) и атмосферы (газовый состав, парциальное давление), в которой он проводится, а для обеспечения градиента свойства он подвергается последующему ускоренному охлаждению и/или холодному формованию.
Сущность изобретения состоит в том, чтобы в стальных материалах, которые согласно концепции их легирования являются сплошными аустенитными и при этом имеют достаточно высокое содержание углерода, путем целенаправленного обезуглероживания создать локально начиная с поверхности изделия ферритный или ферритно-аустенитный материал, которому путем обеспечения соответствующих условий нагревания и охлаждения можно придать все структурные состояния ферритных сталей. К ним относятся компоненты структуры феррит, бейнит и, в частности, мартенсит, а также карбид в различных морфологических формах.
Кроме того, стали, трансформация которых на основе химического состава (энергия дефекта упаковки) происходит преимущественно путем образования двойников (TWIP), после целенаправленного поверхностного обезуглероживания локально на поверхности под воздействием деформирования превращаются из аустенита в мартенсит (TRIP).
В данном случае затем, например, при холодном формовании листа в обезуглероженных областях может формироваться индуцированный деформацией мартенсит соответственно с высокой твердостью. При этом в целенаправленно обезуглероженном поверхностном слое содержится главным образом нестабильный аустенит, который после трансформации проявляет TRIP-эффект.
Как было установлено в результате измерений методом GDOES (англ. Glow Discharge Optical Emission Spectrometry - оптическая электронная спектроскопия с тлеющим разрядом), во всех пробах под действием обезуглероживающего отжига произошло поверхностное обезуглероживание. Металлографические оценки подтвердили произошедшее образование мартенсита в результате целенаправленного охлаждения и/или холодного формования во всех пробах в области поверхности изделия с одновременным увеличением твердости в его приповерхностной области.
Таким образом, в результате целенаправленного поверхностного обезуглероживания с использованием отжига в окисляющей атмосфере был изготовлен градиентный материал.
В приповерхностной области подвергнувшаяся такой термической обработке сталь из-за меньшего содержания углерода содержит метастабильный аустенит, который при последующем холодном формовании и/или уже в результате резкого охлаждения превращается в мартенсит и соответственно проявляет высокую твердость. В сердцевине находится стабильный аустенит с исходным содержанием углерода, который после формования содержит двойники и проявляет высокую пластичность при уменьшенной твердости.
Следующее за термической обработкой холодное формование приводило в результате проявления TRIP-эффекта к образованию мартенсита в сочетании со значительным увеличением твердости.
Известно, что углеродсодержащие ферритные сорта стали используются для отверждения и улучшения, чтобы придать различные материальные свойства поверхности и сердцевине изделия. Аустенитные сорта стали, напротив, из-за свойств материала не отверждаются.
Об углеродсодержащих ферритных сортах стали известно также, что при отверждении или улучшении может произойти так называемое поверхностное окисление, которое ответственно за образование окалины на поверхности, а также за обезуглероживание в приповерхностных областях.
Обычно обезуглероживание нежелательно, так как обезуглероженные области материала являются менее твердыми. Обычно максимальная глубина обезуглероживания ограничена нормами и спецификациями потребителей (например, улучшенные стали и шарикоподшипники).
Настоящее изобретение отходит от описанного уровня техники и следует в противоположном направлении, в котором обезуглероживание аустенитной конструкционной стали комбинируют с ускоренным охлаждением и/или холодным формованием специально для увеличения твердости, в результате чего в направлении толщины листа материалу могут задаваться разные свойства.
В отличие от известных комбинированных материалов из ферритных сортов стали изменение в направлении толщины листа свойств материала может быть реализовано простым и недорогим способом при сохранении весовых преимуществ и прочих выгодных свойств легкой конструкционной стали. С помощью соответствующего изобретению метода теперь можно использовать высоколегированные аустенитные легкие стали для получения так называемых градиентных материалов. Обезуглероживание, т.е. формирование градиентного материала, проводится с использованием как горячепрокатной, так и холоднопрокатной полосы, причем на обработанные таким способом полосы могут быть нанесены металлические покрытия. В качестве металлических покрытий могут быть покрытия на основе Zn, а также Mg или А1 с возможностью различных степеней легирования.
За счет такого изготовленного согласно изобретению градиентного материала значительно расширяется область применения известных легких конструкционных сталей именно в автомобильной области, причем используются соответственно оптимизированные применительно к нагрузкам изделия, имеющие одновременно преимущества легких конструкционных сталей.
Кроме того, достигаемый за счет различий в структуре градиент твердости имеет значение для разнообразия конструкций, например, в строительстве.
Путем целенаправленного поддержания параметров отжига (температура, время выдержки), а также окисляющей атмосферы (газовый состав, парциальное давление) при термической обработке можно регулировать степень обезуглероживания и его глубину относительно поверхности изделия.
Например, при большем времени отжига и более высокой температуре отжига обезуглероживание становится интенсивнее и глубже проникает в изделие. Окисляющей атмосферой при отжиге может быть, например, воздух, или же может специально добавляться кислород или кислородсодержащие газы, причем регулировать степень обезуглероживания можно также изменяя парциальное давление газа.
Влияние на обезуглероживание можно также оказывать путем целенаправленного поддержания режима (температура, время выдержки) повторного нагрева перед горячей прокаткой и/или между проходами горячей прокатки в окисляющей атмосфере отжига. В комбинации с восстанавливающей или инертной термической обработкой степень обезуглероживания и его глубину относительно поверхности можно в последующем отрегулировать точно, например, при более длительном времени прокатки или времени пребывания в печи и более высокой температуре обезуглероживание происходит интенсивнее и проникает в изделие на более значительную глубину.
Путем последующей восстанавливающей или инертной обработки можно изменять степень обезуглероживания, в результате чего обезуглероженный поверхностный слой в корректирующем процессе может быть уменьшен. Таким способом в направлении толщины изделия целенаправленно формируется градиент обезуглероживания с соответствующими свойствами после последующего целенаправленного охлаждения и/или холодного формования.
Образование мартенсита, а вместе с тем и степень отверждения зависят при этом от скорости охлаждения и степени деформирования.
Такой материал особенно пригоден для тех случаев, когда желательным является сочетание высокой твердости поверхности с высокой вязкостью, как, например, для устойчивых к обстрелу конструктивных элементов, так как данный материал имеет высокую поверхностную твердость (мартенсит) в сочетании с очень высокой абсорбцией энергии в случае обстрела.
В производственных опытах применялись сплавы следующих составов (вес.%):
|
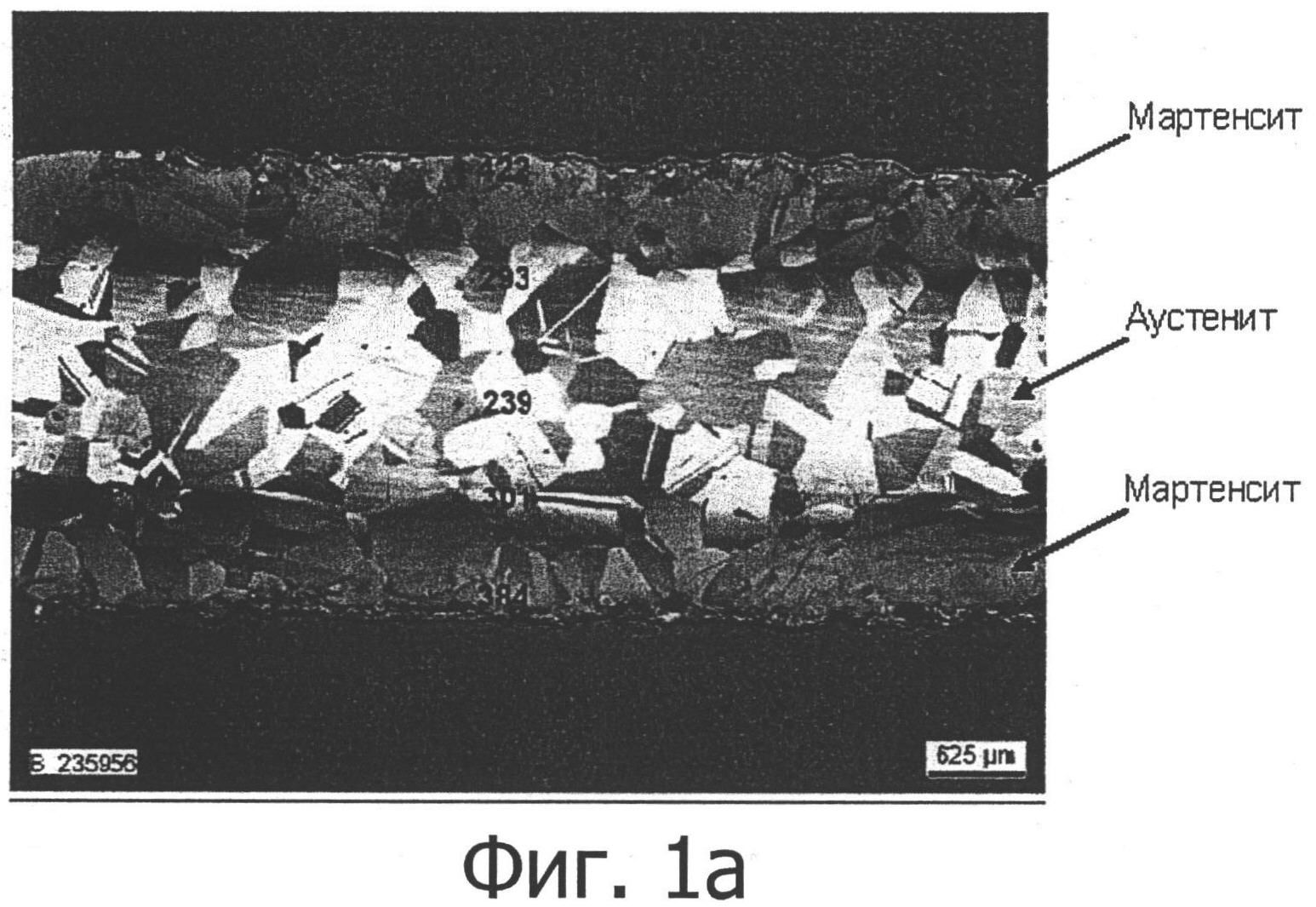
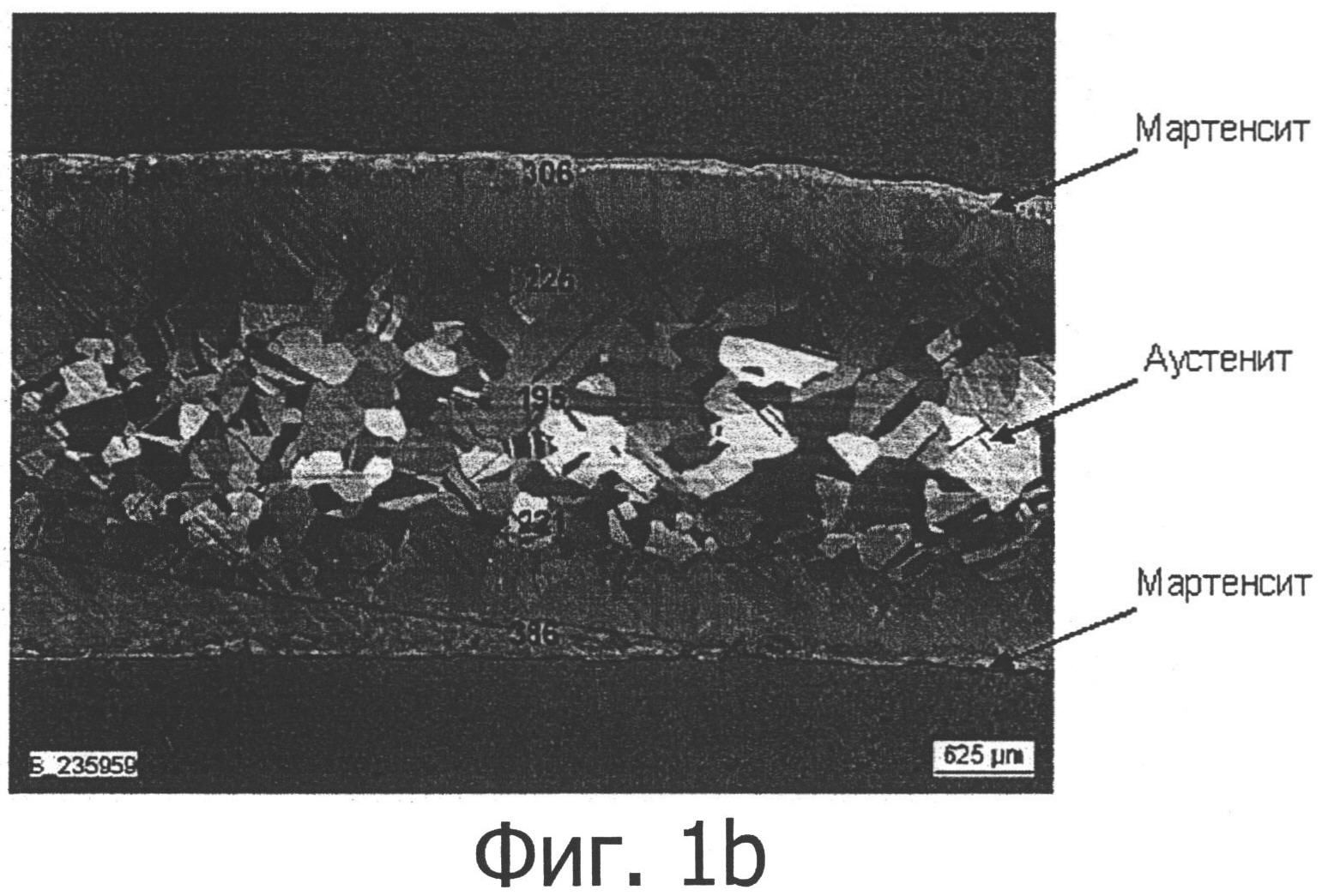
Снимки структуры обработанных согласно изобретению изделий для формирования мартенсита и соответствующих измерений твердости показаны на двух изображениях структуры (фигура 1a, 1b). Материалы здесь отличаются по содержанию Si. На снимках в приповерхностных областях виден слой мартенсита различной толщины и отражено связанное с ним явное увеличение твердости по сравнению с аустенитной структурой в сердцевине. Здесь у стали согласно фигуре 1а увеличение твердости существенно больше, чем у стали согласно фигуре 1b.
Необходимая для обезуглероживания окислительная обработка отжигом изображенных на фигурах 1а и 1b проб проводилась в естественной атмосфере (воздух) при температуре отжига 1150° и продолжительности отжига 1 ч. В данном случае пробы после отжига быстро не охлаждались, а только лишь подвергались холодному формованию для подтверждения TRIP-эффекта (образования индуцируемого деформацией мартенсита).
Краткое описание чертежей
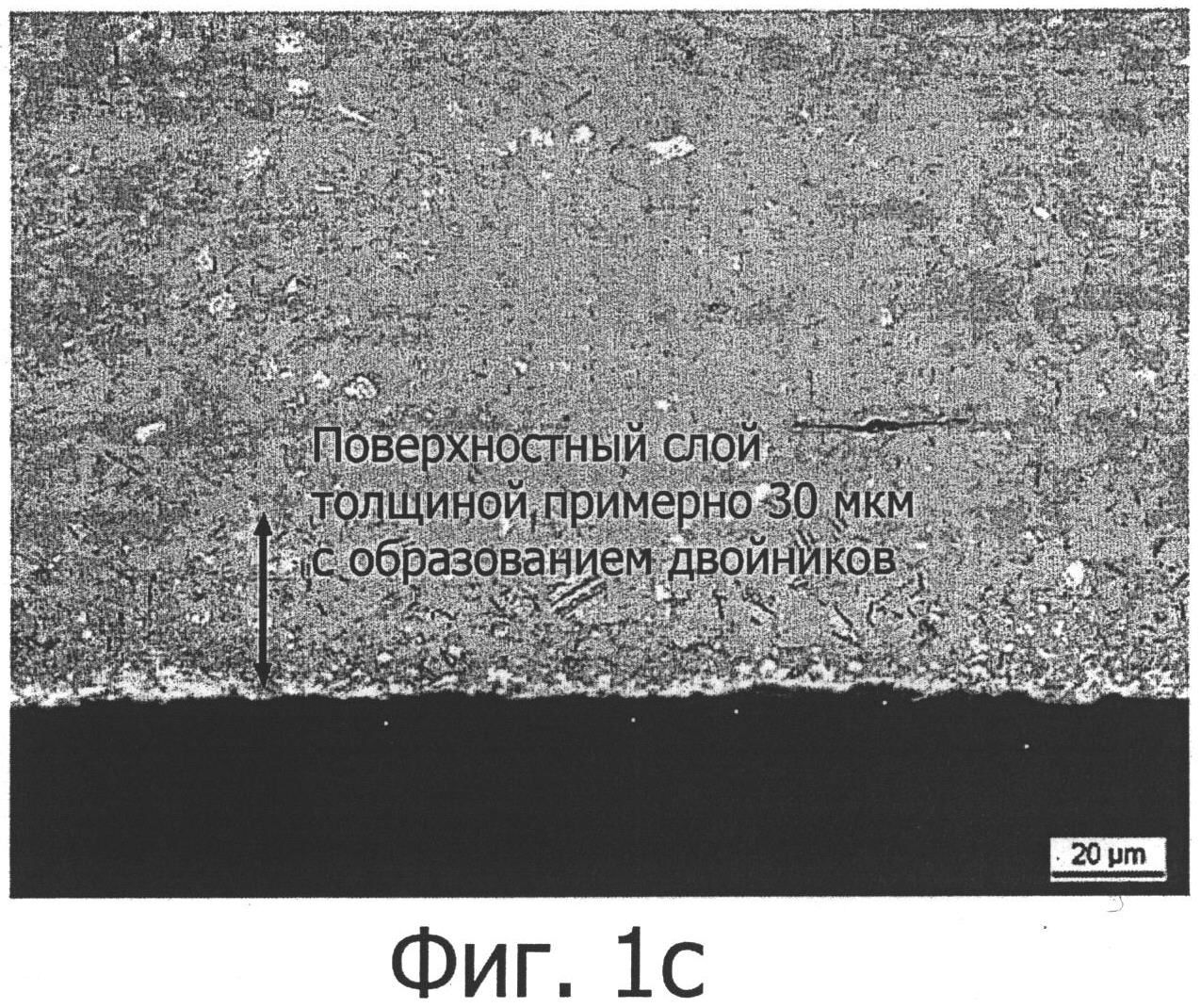
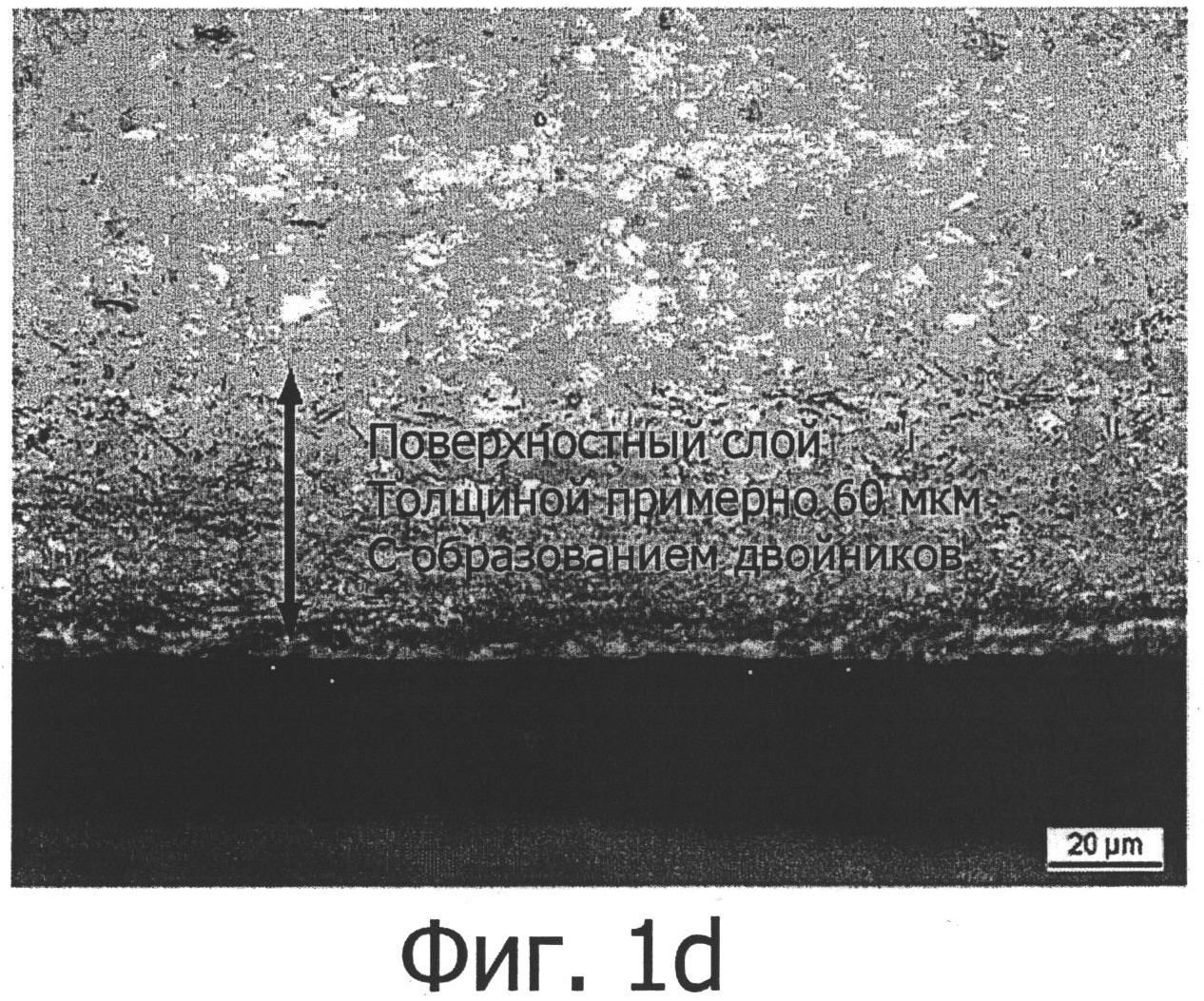
Фигуры 1с и 1d показывают, что в зависимости от степени обезуглероживания могут создаваться также приповерхностные области с локальным образованием двойников. В зависимости от степени обезуглероживания также может создаваться неравномерность карбидообразования по толщине листа.
Осуществление изобретения
Необходимая для обезуглероживания окислительная обработка отжигом изображенных на фигурах 1с и 1d проб происходила во время горячей прокатки. В дополнение к последующей холодной прокатке была проведена восстановительная обработка отжигом при разных температурах (фигура 1с: 750°С - поверхностный слой 30 мкм с двойниками, фигура 1d: 700°С - поверхностный слой 60 мкм с двойниками).
Изделия из легкой конструкционной стали должны к тому же отвечать относительно высоким требованиям к обрабатываемости, например к холодному формованию, сварке и/или антикоррозионной обработке (например, к нанесению цинксодержащих покрытий).
При сварке оцинкованных аустенитных легких конструкционных сталей могут, правда, быть проблемы, связанные с так называемым жидкометаллическим охрупчиванием. При этом в результате нагрева при сварке в основном материале происходит инфильтрация границ зерен ожиженным цинковым материалом покрытия. В результате этого основной материал вблизи зоны сварки теряет свою твердость и вязкость, поэтому сварное соединение и соответственно граничащий со сварным соединением основной материал становится уже не отвечающим требованиям к механическим свойствам, в результате чего увеличивается опасность отказа сварного соединения.
В опытах установлено, что при сварке сталей с высоким содержанием марганца воздействие расплавленного цинка на границы зерен эффективно предотвращается образованием мартенситной или мартенситно-аустенитной смешанной структуры в обезуглероженных приповерхностных областях. Твердый с поверхности обезуглероженный поверхностный слой очень подходит для выполнения роли промежуточного слоя, эффективно предотвращающего жидкометаллическое охрупчивание в оцинкованных легких конструкционных сталях.
Лежащая в основе изобретения идея применима не только для плоских изделий, таких как горячепрокатная полоса и холоднопрокатная полоса, но и для профилей и труб, а также изготовляемых из них конструктивных элементов. Формование может быть проведено всеми известными способами холодного, горячего и полугорячего формования, такими как гибка, глубокая вытяжка, обжатие, раскатывание и т.д., но, например, и известными формованием высоким внутренним давлением или отверждением с использованием пресс-форм. В соответствии с этим изготовление соответствующих изобретению градиентных материалов может происходить, например, по следующим технологическим схемам:
- холодное или горячее формование изделия, как, например, листовой заготовки в конструктивный элемент с последующим окислительным отжигом конструктивного элемента и последующим целенаправленным охлаждением для отверждения поверхности в результате преобразования обезуглероженной области в мартенсит;
- формование трубы высоким внутренним давлением при повышенной температуре, при которой происходит обезуглероживание поверхности, с последующим быстрым охлаждением (отверждение);
- формование трубы высоким внутренним давлением при температуре окружающего воздуха с последующим окислительным отжигом уже сформованного конструктивного элемента и последующим быстрым охлаждением (отверждение);
- отверждение изделия в пресс-форме с окислительным отжигом перед формованием; формование при повышенной температуре в аустенитном структурном состоянии и последующее быстрое охлаждение для мартенситного преобразования приповерхностных обезуглероженных областей;
- окислительный отжиг для формирования обезуглероженного слоя, например, листа с последующим целенаправленным охлаждением (без отверждения) с последующим холодным формованием;
- окислительный отжиг для формирования обезуглероженного слоя, например, листа с последующим целенаправленным охлаждением (без отверждения) с последующей холодной прокаткой для целенаправленного формирования отвержденного слоя над областью деформационного мартенсита;
- окислительный отжиг, например, листа с последующим целенаправленным охлаждением (отверждение) и непосредственным применением без дополнительного формующего воздействия;
- окислительный отжиг в рамках процесса горячей прокатки для формирования обезуглероженного слоя с последующей холодной прокаткой;
- окислительный отжиг в рамках процесса горячей прокатки для формирования обезуглероженного слоя с последующей холодной прокаткой и отжигом в окислительной атмосфере для дополнительного обезуглероживания;
- окислительный отжиг в рамках процесса горячей прокатки для формирования обезуглероженного слоя с последующей холодной прокаткой и отжигом в восстановительной или инертной атмосфере для уменьшения или наращивания обезуглероживания в корректирующем процессе.
Соответствующий изобретению метод в принципе подходит для всех аустенитных при температуре окружающего воздуха сплавов, но особенно для высоколегированных легких конструкционных сталей.
Соответствующий изобретению метод в первую очередь предоставляет выгодную возможность учитывать специальные требования к свойствам материалов готовых конструктивных элементов, поскольку позволяет целенаправленно формировать эти свойства в направлении толщины полосы.
Суммируя вышесказанное, из изобретения вытекают следующие преимущества:
- Формирование необходимых свойств материала в направлении толщины стенки простым обезуглероживающим отжигом с последующим отверждением или механическим формованием.
- Возможность целенаправленно оказывать влияние на:
- изнашивание/истирание/трибологию
- окалиностойкость
- устойчивость к коррозии
- пригодность к покрытию
- оклеиваемость
- электрические свойства
- свариваемость (например, точечной сваркой сопротивлением)
- термические свойства (биметалл)
- оптические свойства (внешний вид)
- демпфирование.
- Реализация комбинаций различных свойств поверхности и сердцевины материала.
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Емкость из облегченной конструкционной стали для содержания источника энергии
Сталь для высокопрочных деталей из лент, листов или труб с превосходной деформируемостью и особо пригодная для способов высокотемпературного нанесения покрытий
Способ получения расплава стали с содержанием марганца до 30%
Способ изготовления горячекатаной полосы
Способ изготовления горячекатаной полосы и изготовленная из ферритной стали горячекатаная полоса
Литьевое сопло для горизонтальной ленточной литейной установки
Литьевое сопло для горизонтальной ленточной литейной установки
Способ получения горячекатаной полосы из стали посредством непрерывной разливки и регулируемыми по ее сечению свойствами материала
Способ изготовления конструктивного элемента из стали, способной к самозакаливанию на воздухе, и конструктивный элемент, изготовленный этим способом
Способ нанесения покрытия на стальные полосы и стальная полоса с покрытием (варианты)
Емкость из облегченной конструкционной стали для содержания источника энергии

