Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОГО АКТИВНОГО ЭЛЕМЕНТА СТАТОРА МОМЕНТНОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Изобретение относится к электрическим двигателям, а именно к изготовлению спиральных активных элементов статоров моментных магнитоэлектрических двигателей, от которых требуется создание повышенной величины развиваемого момента при ограниченном объеме двигателя.
В настоящее время в системах различных электроприводов находят применение моментные электродвигатели. В этом случае электропривод называется ”прямым”, так как исключается дорогостоящий, габаритный и малонадежный элемент - механический редуктор. Кроме того, отсутствие редуктора улучшает точностные характеристики работы электропривода. К моментным принято относить электродвигатели как оптимизированные по моментным характеристикам, так и длительно работающие в пусковом режиме. Упомянутый режим характеризуется большим тепловыделением, так как практически вся потребляемая от источника электрическая мощность выделяется в обмотках двигателя в виде тепла. В связи с указанным обстоятельством моментные двигатели имеют конструктивные особенности, позволяющие обеспечивать интенсивный отвод тепла от обмоток, предохраняя их от разрушения. Современные моментные электродвигатели по способу создания основного потока относятся к магнитоэлектрическим, у которых на роторе размещены постоянные магниты из высококоэрцитивных материалов. По типу исполнения статора и его обмоток моментные электродвигатели подразделяются на двигатели с зубчатым и с ”гладким” статорами. Первый тип является традиционным для большинства электрических машин, у которых витки обмотки укладываются в пазы сердечника статора. У моментных двигателей такого исполнения имеется недостаток - реактивный момент, вызванный магнитным тяжением ротора и статора, что практически исключает применение таких двигателей в прецизионных электроприводах. Поэтому в последних применяются преимущественно моментные двигатели с ”гладким” статором, у которых отсутствие зубчатости магнитной цепи статора приводит к неизменности магнитного потока при всех взаимных положениях ротора и статора, а в конечном итоге, к исключению пульсаций развиваемого момента. В воздушном зазоре между ротором и гладкой внутренней поверхностью сердечника статора помещена статорная обмотка, которую укладывают на немагнитный каркас. В ряде случаев обмотку выполняют намоткой обмоточного провода на шаблон, затем пропитывают компаундным материалом, и в дальнейшем полученную монолитную структуру приклеивают к сердечнику статора. Однако такой тип обмотки статора имеет недостаток, заключающийся в том, что усложнен отвод тепла от активных элементов обмотки - ее проводников. Большое сопротивление отводу тепла от проводников, вызванное наличием пазовой изоляции, низкой теплопроводностью связующих компаундных материалов, ограничивает пропускание по обмотке больших величин тока, необходимых для создания необходимых моментов.
Выходом из описанной выше ситуации стало предложение создать моментный двигатель с гладким статором, у которого обмотка представляет собой спирально намотанную электропроводящую ленту, покрытую слоем изоляционного материала, при этом по боковым краям ленты поочередно с одного и другого края выполнены узкие поперечные вырезы. [Патент РФ 2441310 ”Моментный двигатель” МПК H02K 26/00. Бюл. №3, 2012].
В работе [Иванова А.Г., Самодуров И.Н.”Технологические приемы изготовления ленточной намотки моментного двигателя” //Международный студенческий научный вестник. -2015. -№1] рассмотрены различные способы изготовления спирально намотанной электропроводящей ленты, выбранные в качестве аналогов предлагаемого изобретения. Во всех случаях предполагается, что намотка производится лентой из тонкостенной фольги из электропроводящего материала, на которую нанесен электроизоляционный слой, обеспечивающий монолитность спирально намотанной электропроводящей ленты, предохраняя ее от разматывания. Предполагается использовать гильзу, на которую производится намотка ленты, из материала, исключающего магнитное тяжение и обладающего хорошей теплопроводностью для отвода тепла от спирально намотанной электропроводящей ленты непосредственно на корпус двигателя и последующего его рассеяния в окружающей среде. Отличия различных способов изготовления спирально намотанной электропроводящей ленты заключаются в приёмах создания поперечных вырезов по боковым краям электропроводящей ленты.
Электроискровой способ изготовления спирально намотанной электропроводящей ленты характеризуется значительным расходом электроэнергии и малой производительностью, обусловленной небольшой скоростью резки.
Холодная штамповка требует сложного оборудования с высокоточными позиционирующими механизмами. При использовании холодной штамповки и электроискрового способа создание поперечных вырезов по боковым краям электропроводящей ленты осуществляется перед намоткой ее на гильзу. В процессе намотки электропроводящей ленты на гильзу могут возникнуть нежелательные её натяжения и, как следствие, разрывы электропроводящей ленты в местах выполнения вырезов, где наблюдается резкое сужение ленты.
Выполнение поперечных вырезов по боковым краям электропроводящей ленты с помощью резки алмазным диском производится, когда спирально намотанная электропроводящая лента будет представлять монолитную структуру, образованную после намотки на гильзу ленты с нанесенным термореактивным изоляционным покрытием и термического воздействия на конструкцию. Недостаток такого способа заключается в необходимости дальнейшего удаления заусенцев путем помещения монолитной структуры в ванну со специальным химическим раствором. Кроме того, в процессе резки может быть повреждена гильза, на которую намотана лента.
Наиболее близким к заявляемому изобретению по назначению, технической сущности является современный и производительный способ выполнения поперечных вырезов по боковым краям электропроводящей ленты с помощью лазерной резки, который также рассмотрен в упомянутом выше источнике [Иванова А.Г., Самодуров И.Н. ”Технологические приемы изготовления ленточной намотки моментного двигателя” //Международный студенческий научный вестник. -2015. -№1] и который выбран в качестве прототипа. В данном случае лента из электропроводящего материала, покрытая слоем электроизоляционного термореактивного пропиточного лака наматывается на гильзу, которая вращается при помощи приводного электродвигателя. Выполнение поперечных вырезов по боковым краям электропроводящей ленты производится нагреванием и разрушением участков ленты при воздействии на неё луча лазера. Необходимое перемещение по поверхности ленты сфокусированного лазерного излучения, выполняющего вырезы, осуществляется по командам схемы управления. Также по командам схемы управления производится поворот ротора приводного электродвигателя. Соответствующий алгоритм выдачи команд схемой управления обеспечивает включение луча лазера и перемещение сфокусированного излучения, создающего вырез, в том месте ленты, которое затем, при намотке последней будет находиться точно над аналогичным вырезом предыдущего витка ленты. После завершения процесса намотки ленты с выполненными поперечными вырезами на гильзу, полученную структуру подвергают термическому воздействию с целью сделать ее монолитной и исключить разматывание ленты при создании электродвигателем больших моментов.
Наряду с достоинствами описанного способа изготовления электропроводящей ленты с помощью лазерной резки - возможностью автоматизации процесса выполнения поперечных вырезов в процессе наматывания ленты, имеются и недостатки, в частности, возможны разрывы ленты при ее намотке в местах выполнения вырезов, где наблюдается резкое сужение ленты. Кроме того, усложняется определение места расположения выреза, где необходимо воздействие лучом лазера, так как длина участков ленты между вырезами увеличивается по мере увеличения числа витков намотанной ленты. Введение необходимых поправок в алгоритм работы схемы управления приводным электродвигателем нереально, так как в этом случае необходимо учитывать нестабильность толщины ленты с нанесенным электроизоляционным слоем. Следует также отметить необходимость дополнительной технологической операции - термообработку с целью создания монолитной структуры спирально намотанной электропроводящей ленты. Кроме того, следует учесть, что для спирального активного элемента, выполненного как способами-аналогами, так и способом-прототипом, где в качестве электроизоляционного материала применяется термореактивный лак, обладающий малой теплопроводностью, характерно то, что тепло, выделяемое витками ленты в срединной и периферической частях монолитной структуры, будет проходить через нижележащие витки, дополнительно перегревая их.
Общими существенными признаками с предлагаемым техническим решением являются последовательное формирование слоёв спирального активного элемента статора с заданной конфигурацией (в прототипе - формирование вырезов в электропроводящей ленте) из материалов с различной электропроводностью на вращающейся гильзе из материала с высокой теплопроводностью.
Поставлена задача разработать способ изготовления спирального активного элемента статора, исключающий повреждение электрической цепи, обеспечивающий заданную конфигурацию спирального активного элемента, а также получение монолитной структуры без дополнительных термических операций.
Технический результат, на достижение которого направлено предлагаемое техническое решение, направлен на расширение арсенала способов изготовления спиральных активных элементов статоров моментных двигателей с одновременным исключением повреждений электрической цепи и повышением теплоотдачи от спирального активного элемента статора на корпус двигателя.
Предлагаемый технический результат достигается последовательным формированием слоев с заданной конфигурацией из материалов с различной электропроводностью на вращающейся гильзе из материала с высокой теплопроводностью, при этом слои формируют последовательным нанесением мелких частиц электропроводящего и электроизоляционного теплопроводящего материалов.
Допускается нанесение мелких частиц электропроводящего материала осуществлять газодинамическим напылением.
Целесообразно заданную конфигурацию спирального активного элемента формировать дискретной подачей электропроводящего материала и перемещением вдоль оси вращения гильзы сопла установки напыления частиц электропроводящего материала.
Рекомендуется нанесение мелких частиц электроизоляционного теплопроводящего материала осуществлять плазменным напылением.
Целесообразно в качестве электропроводящего материала использовать алюминий либо медь.
Целесообразно в качестве электроизоляционного теплопроводящего материала использовать керамику на основе оксида бериллия либо нитрид алюминия.
Рекомендуется дискретизацию подачи электропроводящего материала проводить путем отключения и включения подачи материала, а перемещение сопла установки напыления частиц электропроводящего материала вдоль оси вращения гильзы осуществлять электроприводом, управляемым сигналами с электронного блока управления, выполненного на основе микропроцессора.
Путем плазменного и газодинамического напыления на цилиндрическую поверхность гильзы создается монолитная структура, которая исключает повреждения электрической цепи, по причине отсутствия натяжения спирального активного элемента при его изготовлении. Наличие керамики с высокой теплопроводностью вокруг слоя металла активного элемента обеспечивает эффективный отвод тепла от спирального активного элемента непосредственно на корпус двигателя и последующего его рассеяния в окружающей среде.
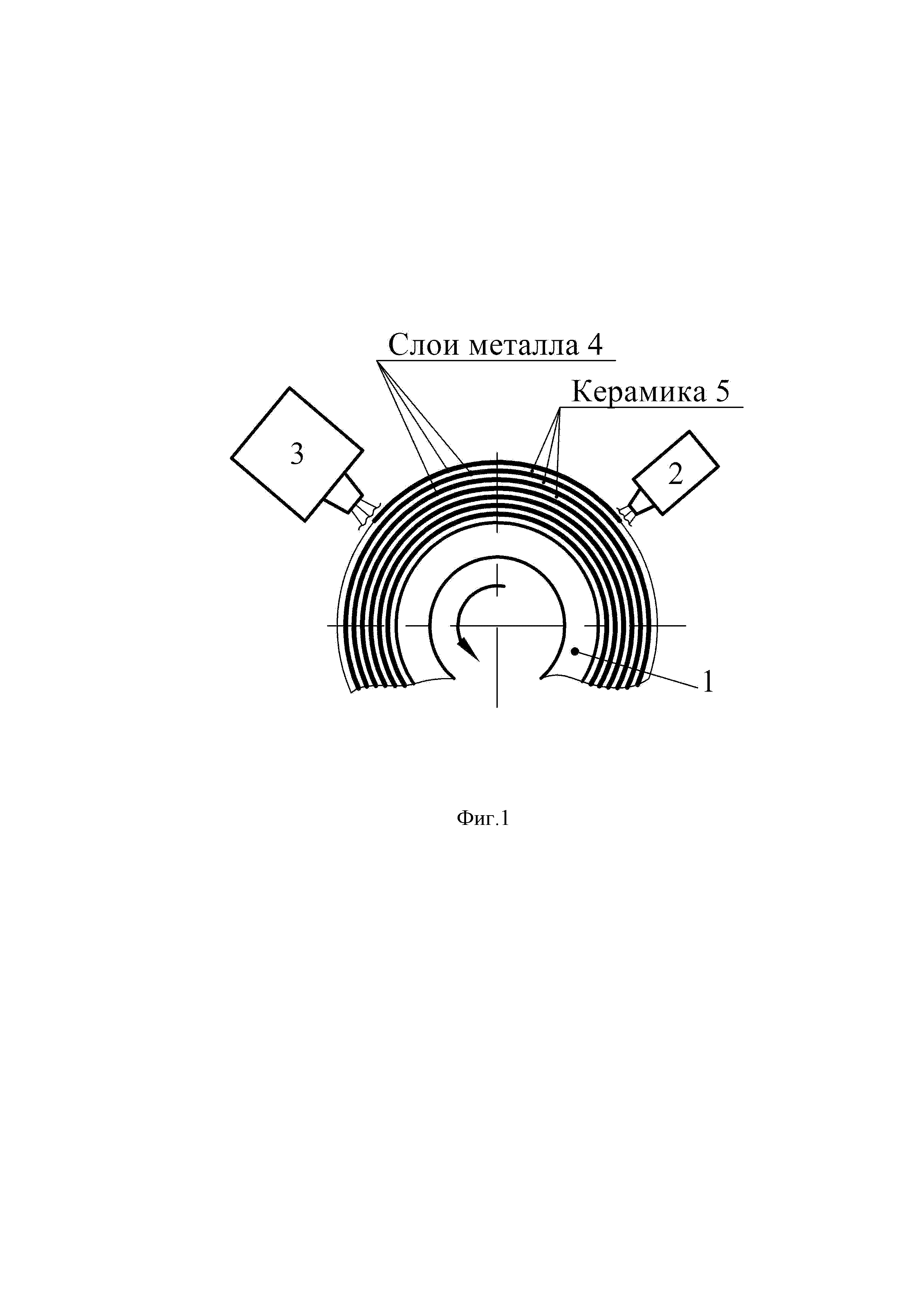
Сущность изобретения поясняется фиг. 1, где показан принцип послойного нанесения электропроводящего и электроизоляционного теплопроводящего материалов на вращающуюся гильзу.
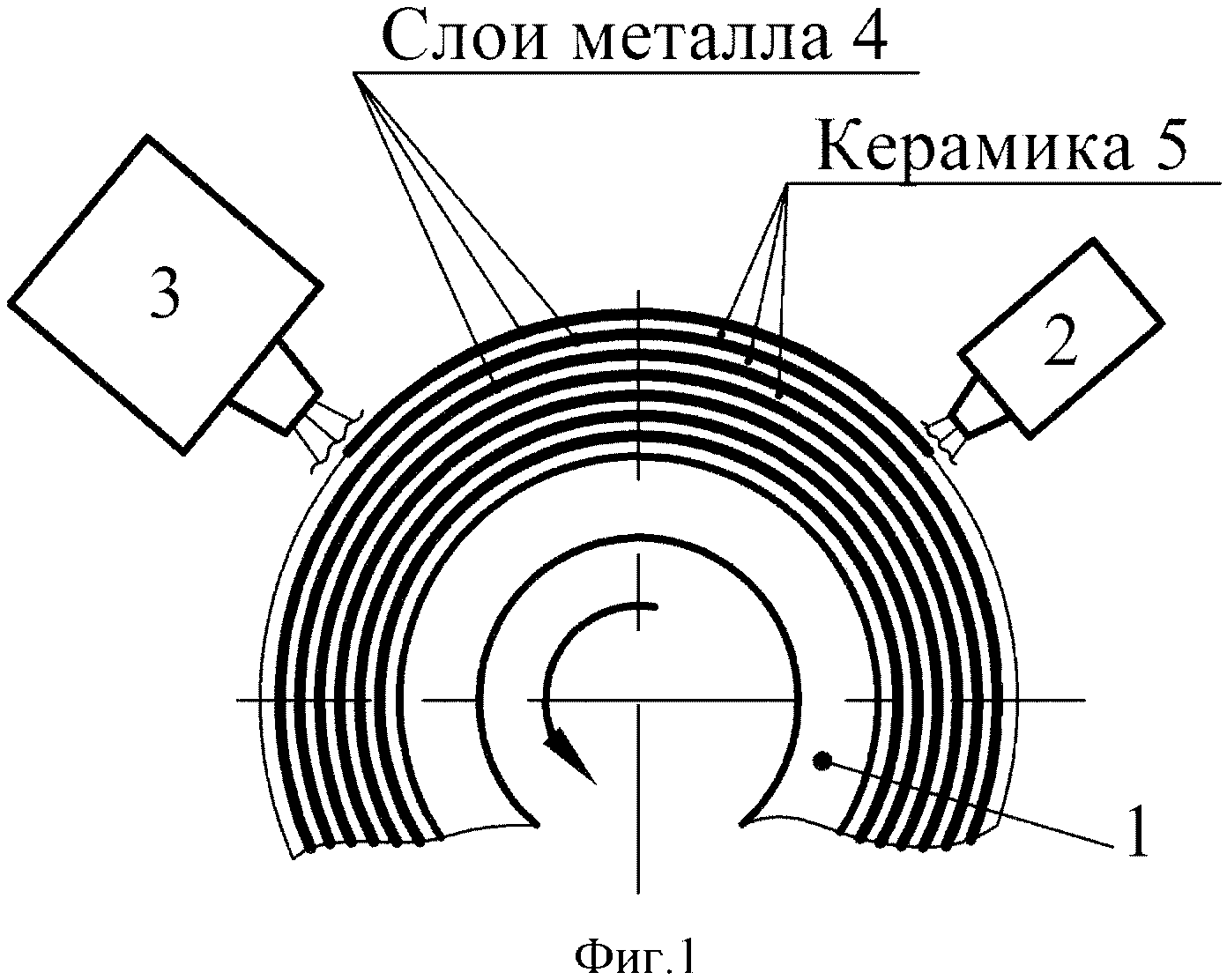
Фиг. 2 демонстрирует положение электропроводящего спирального активного элемента (слои металла) в сечении монолитной структуры из керамики, выполненного согласно предлагаемому способу.
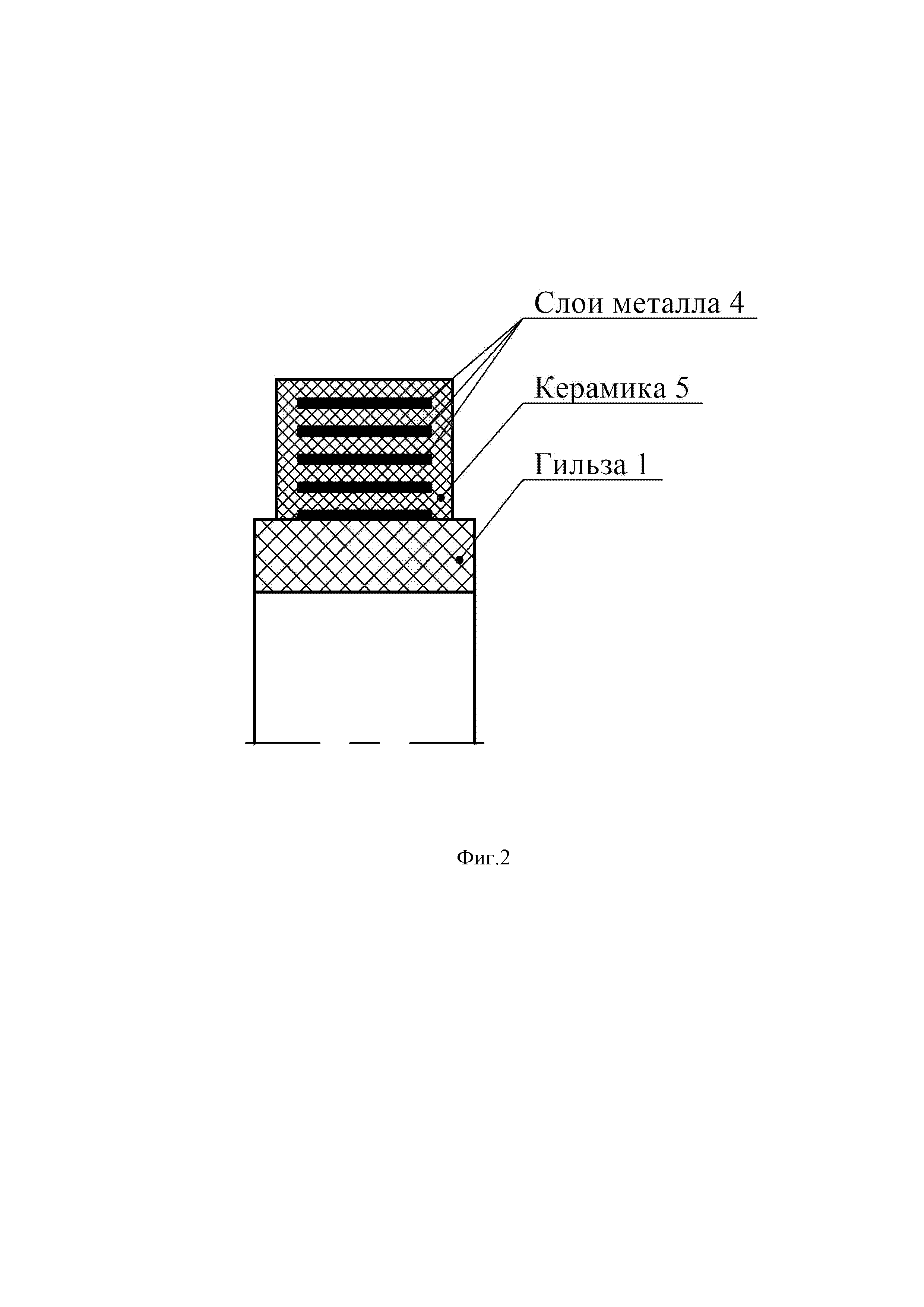
На фиг. 3 представлена функциональная схема установки, реализующей заявленный способ.
Сущность предлагаемого способа отражена на фиг. 1. На вращающуюся гильзу 1 из сверхзвукового сопла 2 устройства газодинамического напыления потоком нагретого сжатого воздуха порошковый электропроводящий материал (медь, алюминий) наносится на поверхность гильзы, создавая тонкую пленку металла, имеющую необходимую конфигурацию, соответствующую конфигурации электропроводящей ленты в прототипе. По мере вращения гильзы область, на которую нанесено металлическое покрытие, оказывается в зоне действия сопла 3 установки плазменного напыления частиц электроизоляционного теплопроводящего материала (керамика на основе оксида бериллия, нитрид алюминия). При дальнейшем вращении гильзы к соплу 2 подходит поверхность, покрытая слоем керамики, и на которую наносится металлический слой, форма и размеры которого соответствуют аналогичным, созданным за предыдущий оборот гильзы. В процессе многооборотного вращения гильзы внутри монолитной керамической структуры создается спиральный активный элемент. Необходимая конфигурация активного элемента, в том числе и выполнение ”поперечных вырезов” (отсутствие нанесенного металла, как в прототипе) создается, например, за счет управляемого осевого перемещения сопла 2, имеющего малую площадь сечения. Сопло 3 непрерывно распыляет керамический порошок на всю цилиндрическую поверхность монолитной структуры. На фиг. 2 показано сечение получаемой при использовании предлагаемого способа монолитной структуры. Как видно из рисунка, любой фрагмент спирального активного элемента (слоя металла) 4 окружен керамикой 5 - электроизоляционным теплопроводящим материалом. Это означает, что полученный заявляемым способом спиральный активный элемент обладает улучшенным теплоотводом, чем спиральный элемент, получаемый при изготовлении способом-прототипом.
На фиг. 3 представлена возможная схема реализации предлагаемого способа. Гильза 1, на которую наносятся из сопла 2 металлический порошок (размер частиц менее 50 мкм), а из сопла 3 поступает порошок керамики (размер частиц менее 50 мкм), вращается приводным электродвигателем 6. Угол поворота гильзы относительно положения сопла 2 измеряется датчиком угла поворота 7. Нанесение на вращающуюся гильзу металлического порошка из сопла 2 происходит при периодическом перемещении последнего вдоль оси вращения гильзы на расстояние, равное ширине создаваемого активного элемента. Это перемещение создается регулируемым приводом 8 по сигналам выхода 9 электронного блока управления 10. Входным сигналом для электронного блока управления 10 служит информация с датчика угла поворота 7. Создание ”поперечных вырезов” (отсутствие нанесенного металла, как в прототипе) производится отключением подачи металлического порошка в сопло 2, что осуществляется командой с выхода 11 блока управления 10. Для синхронизации работы привода 8 и электродвигателя 6, последний связан с выходом 12 блока управления 10, который выполнен на основе микропроцессора.
Техническая реализация предлагаемого способа изготовления спирального активного элемента статора моментного двигателя в основном связана с технологиями нанесения (напыления) металлических и керамических покрытий. В настоящее время эти технологии достаточно широко применяются в отечественной промышленности. В частности, газодинамическое (”холодное”) нанесение металлических (алюминиевых и медных) покрытий на керамическую поверхность, обеспечивающее четкие границы напыления и не требующее дорогого и дефицитного оборудования, разработано Обнинским центром порошкового напыления [www.dymet.info]. Устройства для напыления неметаллических покрытий, в том числе керамики, могут быть построены на основе плазмотронов, например марки ПП-25 [http://el-mech.ru/products/pokryt/pokryt_44.html].
Таким образом, заявляемый способ существенно расширяет арсенал способов изготовления спиральных активных элементов статоров моментных двигателей, повышает теплоотдачу от спирального активного элемента статора на корпус двигателя, а также снижает вероятность повреждений его электрической цепи.
Способ определения параметров асинхронного электродвигателя
Устройство для сжигания жидкого и газообразного топлива
Способ оценки эффективности защиты лимфоцитов от апоптоза
Способ получения влагостойкого композитного топлива из торфа
Способ обработки полых цилиндров
Тепловизионная система для проведения наружной тепловизионной съемки
Тепловизионный дефектоскоп
Ретрансляционный модуль для телеметрической системы с электромагнитным каналом связи
Устройство регистрации крутящего момента при вращательном и возвратно-вращательном движениях исполнительного органа
Способ определения метионина в модельных водных растворах методом циклической вольтамперометрии на графитовом электроде, модифицированном коллоидными частицами золота
Вентильный моментный двигатель

