Результат интеллектуальной деятельности: КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВКИ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к области металлургии, в частности к непрерывному литью металлов, и может быть использовано для получения непрерывнолитой заготовки из металла, в том числе из алюминия и его сплавов.
Уровень техники
Известно охлаждающее устройство в установке колесно-ленточного типа для непрерывного литья (IT1126618, 21.05.1986). Охлаждающее устройство содержит кольцо, на котором находятся держатели форсунок, распыляющие жидкость. Кольцо надевается на литейное колесо, обеспечивая охлаждение заготовки во время литья, и может сниматься в течение техобслуживания. Недостатком указанного устройства является неоднородное охлаждение заготовки, что при кристаллизации металла приводит к сегрегации примесей, трещинам, шероховатости поверхности и хрупкости. Кроме того, известное устройство обеспечивает недостаточную скорость охлаждения, что приводит к снижению производительности.
Известно устройство для высокоскоростного непрерывного литья (US3774669, 27.11.1973). Известным устройством является кристаллизатор, содержащий распылитель охлаждающей жидкости на внешнюю сторону литейного колеса, интенсифицирую процесс вторичного охлаждения литой заготовки. Недостатком указанного устройства является обеспечение неравномерного охлаждения заготовки, что приводит к формированию дефектов преимущественно в центральной части литой заготовки в виде усадочных раковин.
Другим известным устройством для производства алюминиевых и медных заготовок является кристаллизатор, предложенный в RU2623559, 27.06.2017. Известный кристаллизатор отличается тем, что в калибре в виде трапеции в радиальном сечении литейного колеса роторной литейной машины выполнена впадина в виде равнобедренного треугольника, в котором угол при вершине треугольника и углы, образованные сторонами треугольника и боковыми сторонами трапеции, равны между собой и составляют 123° …130°. Преимуществом указанного устройства является уменьшение зоны термического влияния, что уменьшает вероятность растрескивания и разрушения поверхности кристаллизатора, увеличивая его срок службы. Среди недостатков предложенной конструкции кристаллизатора следует выделить необходимость дополнительной операции по корректировке формы литой заготовки, полученной с помощью известного устройства.
Известна система охлаждения для установки непрерывного литья (US4957155, 18.09.1990). В известной установке реализуется направленная кристаллизация за счет присутствия на ленте литейного колеса теплоизолирующего слоя, при этом для улучшения охлаждения в канавку литейного колеса через нижние отверстия вводится охлаждающая жидкость. В совокупности наличие внешних оросителей обеспечивает направленную и интенсивную кристаллизацию от нижней части заготовки к верхней, создавая максимальный перепад теплопередачи. В результате применения известной системы охлаждения в установке происходит формирование заготовки с минимальным количеством дефектов литейного происхождения. Недостатком указанного технического решения является сложная для исполнения система охлаждения с относительно низкой производительностью ввиду большего времени, необходимого на кристаллизацию заготовки.
Ближайшим аналогом заявленного изобретения является охлаждающее устройство в установке для непрерывного литья (US3800852, 04.02.1974). Известное охлаждающее устройство содержит ряды форсунок внутреннего оросителя, охлаждающего литейное колесо, и ряды форсунок внешнего оросителя, охлаждающего ленты. При этом только форсунки внешнего оросителя имеют регулировку подачи охлаждающей жидкости. Недостатком указанного устройства является неэффективное регулирование потока охлаждающей жидкости, что приводит к образованию дефектов заготовок (трещинам, шероховатостям поверхности), а также недостаточная скорость охлаждения, что приводит к снижению производительности.
Раскрытие изобретения
Техническая задача заявленного изобретения заключается в обеспечении равномерного и регулируемого охлаждения внутренней, наружной и боковых поверхностей литейного колеса с целью получения непрерывнолитой заготовки высокого качества.
Техническим результатом заявленного изобретения является повышение технологичности непрерывнолитой заготовки, увеличение скорости ее производства и повышение ее качества за счет исключения формирования дефектов кристаллизационного происхождения, т.е. получение непрерывнолитой заготовки, по существу, не содержащей трещин, пустот и т.п.
Заявленные технические результаты изобретения достигаются предложенным кристаллизатором для непрерывного литья заготовки.
В соответствии с изобретением кристаллизатор для непрерывного литья заготовки содержит литейное колесо, на наружной поверхности которого выполнен открытый канал, имеющий поперечное сечение в форме равнобедренной трапеции (т.е. трапецеидальное сечение), непрерывную ленту (т.е. ленту бесконечной длины), прилегающую к литейному колесу со стороны его наружной поверхности таким образом, чтобы закрывать указанный открытый канал, а также содержит систему охлаждения.
Отношение длины большого основания трапецеидального сечения открытого канала литейного колеса к длине малого основания указанного сечения находится в диапазоне 1,3 – 1,6.
Система охлаждения выполнена с возможностью регулируемой подачи охлаждающей жидкости на литейное колесо и непрерывную ленту по меньшей мере с четырех сторон: со стороны наружной поверхности, внутренней поверхности и обеих боковых поверхностей колеса, причем отношение расхода охлаждающей жидкости со стороны внутренней поверхности колеса к расходу охлаждающей жидкости со стороны наружной поверхности колеса составляет 1,9 – 3,0, а отношение суммарного расхода охлаждающей жидкости с боковых поверхностей литейного колеса к расходу охлаждающей жидкости со стороны внутренней поверхности литейного колеса составляет 1,3 – 1,7.
При такой системе охлаждения обеспечивается первичное охлаждение, т.е. охлаждение непрерывнолитой заготовки во время кристаллизации металла, и вторичное охлаждение непрерывнолитой заготовки, т.е. охлаждение закристаллизованного металла, при этом периферийная часть заготовки охлаждается быстрее, чем ее центральная часть. Было экспериментально установлено, что разница в скоростях охлаждения между любой центральной частью и любой периферийной частью заготовки не превышает 1,5 раза.
Система охлаждения может включать в себя по меньшей мере четыре дуговых трубчатых оросителя, расположенные вдоль наружной, внутренней и боковых поверхностей литейного колеса и выполненные с возможностью регулируемой подачи охлаждающей жидкости на соответствующие поверхности литейного колеса и ленту:
наружный ороситель, расположенный со стороны наружной поверхности литейного колеса и непрерывной ленты для подачи на них охлаждающей жидкости;
внутренний ороситель, расположенный со стороны внутренней поверхности литейного колеса для подачи на нее охлаждающей жидкости;
правый боковой ороситель и левый боковой ороситель, расположенные со стороны правой боковой поверхности и левой боковой поверхности литейного колеса, соответственно, для подачи на них охлаждающей жидкости.
Регулируемую подачу охлаждающей жидкости могут осуществлять через форсунки, распределенные по всей длине каждого оросителя.
Регулирование расхода охлаждающей жидкости могут осуществлять путем управления запорной арматурой и соответствующих регулирующих расход узлов форсунок.
Трубчатые оросители с помощью внутренних поперечных перегородок могут быть разделены на независимые зоны для обеспечения регулируемой подачи охлаждающей жидкости независимо друг от друга.
Каждая из вышеуказанных независимых зон может иметь индивидуальное регулирование подачи охлаждающей жидкости, с помощью которого осуществляется регулируемая подача жидкости в эту зону. Таким образом, система управления охлаждением может настраиваться на каждую независимую зону индивидуально.
Подачу охлаждающей жидкости из оросителей на литейное колесо и ленту могут осуществлять через плоскофакельные форсунки с индивидуальными узлами регулирования расхода жидкости.
В качестве охлаждающей жидкости обычно используют воду, но возможно использование и других подходящих для этих целей жидкостей, например, этиленгликоля, который применяют для специальных сплавов, таких как алюминиево-литиевые сплавы.
В соответствии с другим аспектом настоящее изобретение относится к способу охлаждения непрерывнолитой заготовки с использованием предложенного кристаллизатора, включающий в себя подачу охлаждающей жидкости на литейное колесо кристаллизатора и непрерывную ленту по меньшей мере с четырех сторон: со стороны наружной, внутренней и обеих боковых поверхностей колеса, при регулировании ее расхода в следующих соотношениях:
отношение расхода со стороны внутренней поверхности литейного колеса к расходу со стороны наружной поверхности колеса находится в интервале 1,9 – 3,0;
отношение суммарного расхода охлаждающей жидкости со стороны боковых поверхностей литейного колеса к расходу охлаждающей жидкости со стороны внутренней поверхности литейного колеса находится в интервале 1,3 – 1,7.
Подачу охлаждающей жидкости могут осуществлять через по меньшей мере четыре дуговых трубчатых оросителя, расположенные вдоль наружной поверхности, внутренней поверхности и боковых поверхностей литейного колеса и выполненные с возможностью регулируемой подачи охлаждающей жидкости:
наружный ороситель, расположенный со стороны наружной поверхности литейного колеса и непрерывной ленты для подачи на них охлаждающей жидкости;
внутренний ороситель, расположенный со стороны внутренней поверхности литейного колеса для подачи на нее охлаждающей жидкости;
правый боковой ороситель и левый боковой ороситель, расположенные со стороны правой боковой поверхности и левой боковой поверхности литейного колеса, соответственно, для подачи на них охлаждающей жидкости.
Подачу охлаждающей жидкости могут осуществлять через форсунки, распределенные по всей длине каждого оросителя.
Регулирование расхода охлаждающей жидкости могут осуществлять путем управления запорной арматурой и соответствующих регулирующих расход узлов форсунок.
Трубчатые оросители с помощью внутренних поперечных перегородок могут быть разделены на независимые зоны для обеспечения регулирования подачи охлаждающей жидкости независимо друг от друга.
Каждая из вышеуказанных независимых зон может иметь индивидуальное регулирование подачи охлаждающей жидкости, с помощью которого осуществляется регулируемый подвод жидкости в эту зону. Таким образом, система управления охлаждением может настраиваться на каждую независимую зону индивидуально.
Регулируемую подачу охлаждающей жидкости из оросителей на литейное колесо и ленту могут осуществлять через плоскофакельные форсунки с индивидуальными узлами регулирования расхода жидкости.
В одном из вариантов осуществления изобретения устройство и способ предназначено для производства непрерывнолитых заготовок из сплавов на основе алюминия с содержанием по меньшей мере одного легирующего элемента, выбранного из группы: железо, кремний, магний, цирконий, скандий, марганец, титан, медь, никель и хром, при этом структура литой заготовки представляет собой алюминиевую матрицу с распределёнными в ней частицами эвтектического происхождения.
Обоснование заявляемых параметров кристаллизатора, обеспечивающих достижение технических результатов – повышения технологичности непрерывнолитой заготовки, повышения ее качества, а также повышения производительности кристаллизатора (увеличения скорости производства заготовки), представлено ниже.
Отношение длины большого основания трапецеидального сечения открытого канала литейного колеса к длине малого основания указанного сечения должно находиться в диапазоне 1,3 – 1,6.
Если отношение указанных длин большого основания сечения и малого основания сечения будет составлять более 1,6, то полученная непрерывнолитая заготовка будет иметь форму, настолько далекую от квадратной, являющейся предпочтительной с точки зрения ее дальнейшей переработки в изделие, что при получении из такой заготовки изделия потребуются дополнительные операции для ее калибровки, что отрицательно повлияет на технологичность заготовки.
Если отношение указанных длин большого основания сечения и малого основания сечения будет составлять менее 1,3, то при литье сплавов c низкой линейной усадкой возможно формирование холодных трещин за счет затруднения извлечения заготовки из открытого канала литейного колеса, а, следовательно, ухудшение качества заготовки.
Отношение расхода охлаждающей жидкости из внутреннего оросителя (т.е. со стороны малого основания сечения открытого канала литейного колеса) к расходу охлаждающей жидкости из наружного оросителя (т.е. со стороны большого основания указанного сечения) должно находиться в интервале 1,9 – 3,0.
Если при регулировании расхода охлаждающей жидкости на оросителях указанное отношение будет менее 1,9 или более 3,0, то кристаллизационная лунка будет смещена ближе к большому и малому основанию трапеции, соответственно, что приведет к неравномерному охлаждению и формированию трещин в заготовке, т.е. к снижению ее качества.
Для формирования качественной внутренней структуры литой заготовки на различных участках охлаждаемых поверхностей литейного колеса кристаллизатора требуется разная интенсивность охлаждения, которая зависит от сплава и производительности кристаллизатора.
Для обеспечения этих условий охлаждающая жидкость может подаваться на литейное колесо и ленту через дуговые трубчатые оросители, расположенные вдоль наружной, внутренней и боковых поверхностей литейного колеса и разделенные внутренними поперечными перегородками для обеспечения регулируемой подачи охлаждающей жидкости на независимые зоны.
Каждая из вышеуказанных независимых зон может иметь индивидуальное регулирование подачи охлаждающей жидкости, с помощью которого осуществляется регулируемая подача жидкости в эту зону. Таким образом, система управления охлаждением может настраиваться на каждую независимую зону индивидуально.
Подачу охлаждающей жидкости могут осуществлять через плоскофакельные форсунки с индивидуальными узлами регулирования расхода жидкости.
Для более точной индивидуальной настройки расхода охлаждающей жидкости перед каждой форсункой может быть установлен узел регулирования с игольчатым клапаном.
краткое описание чертежей
Сущность изобретения поясняется графическими материалами.
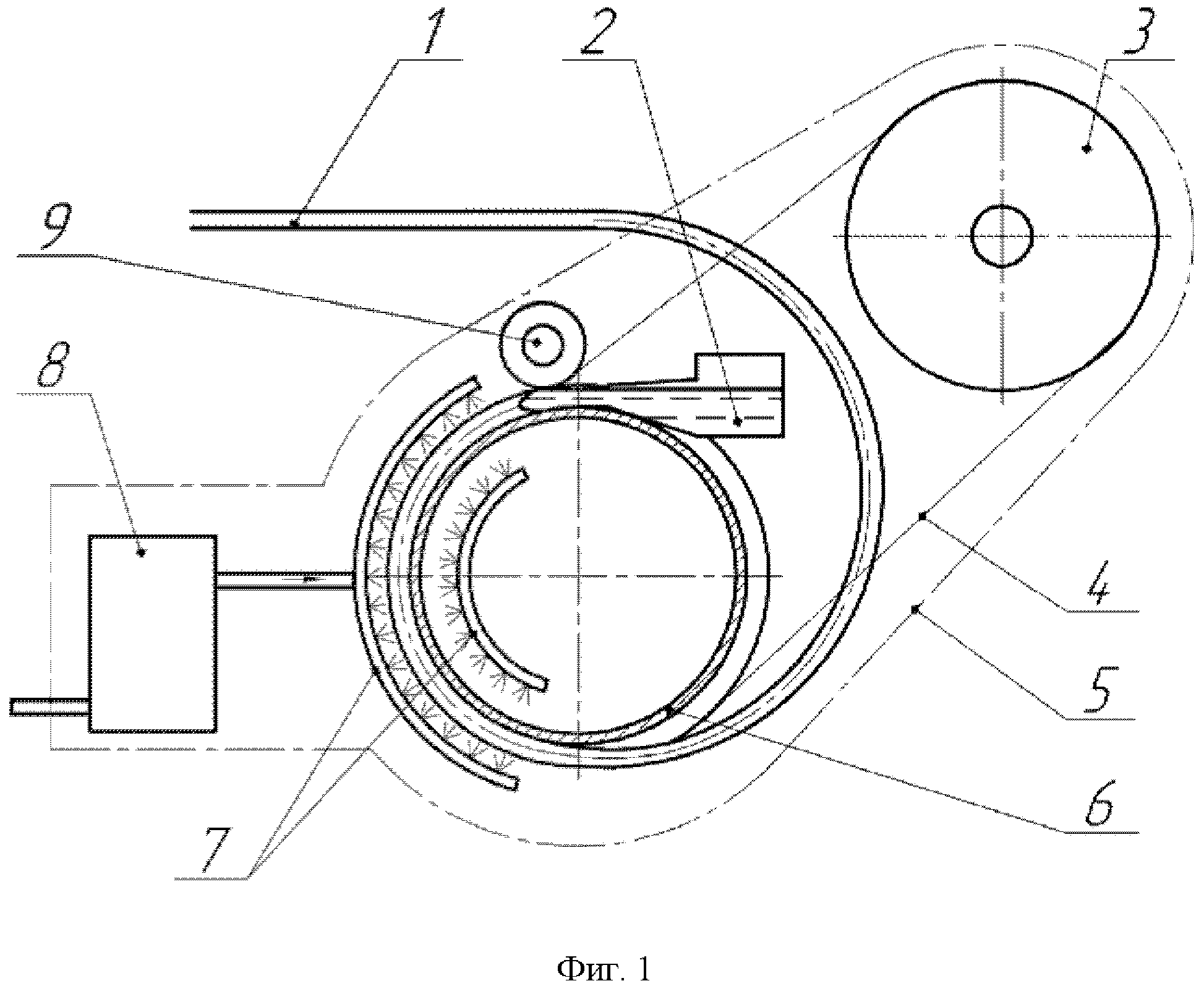
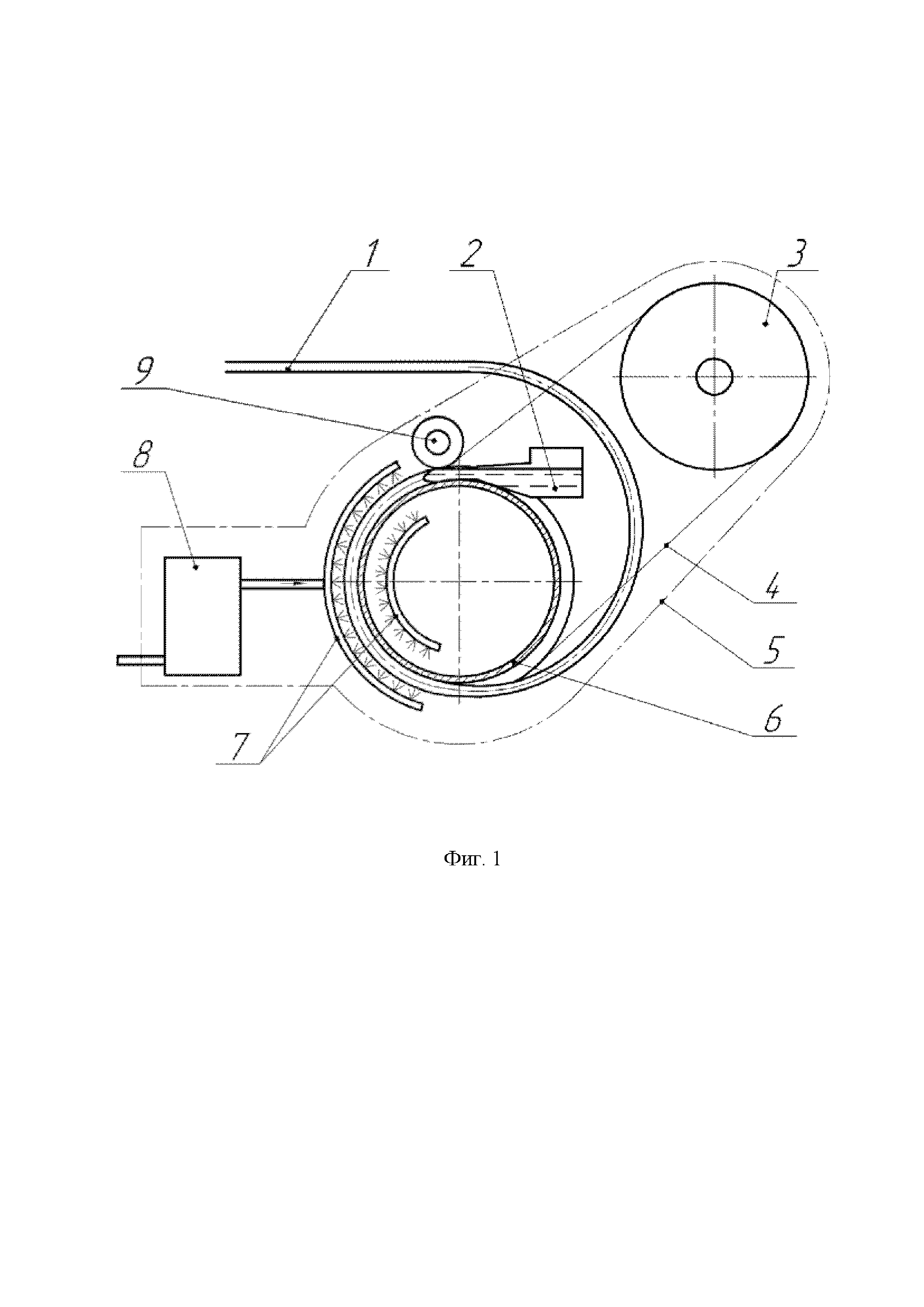
На Фиг.1 приведен общий вид кристаллизатора в составе линии литья, где: 1 – непрерывнолитая заготовка; 2 – система подачи металла на колесо кристаллизатора; 3 – натяжное колесо непрерывной ленты; 4 – непрерывная лента; 5 – кристаллизатор; 6 – литейное колесо; 7 – форсунки системы охлаждения, 8 – фильтр охлаждающей жидкости; 9 – прижимной ролик непрерывной ленты.
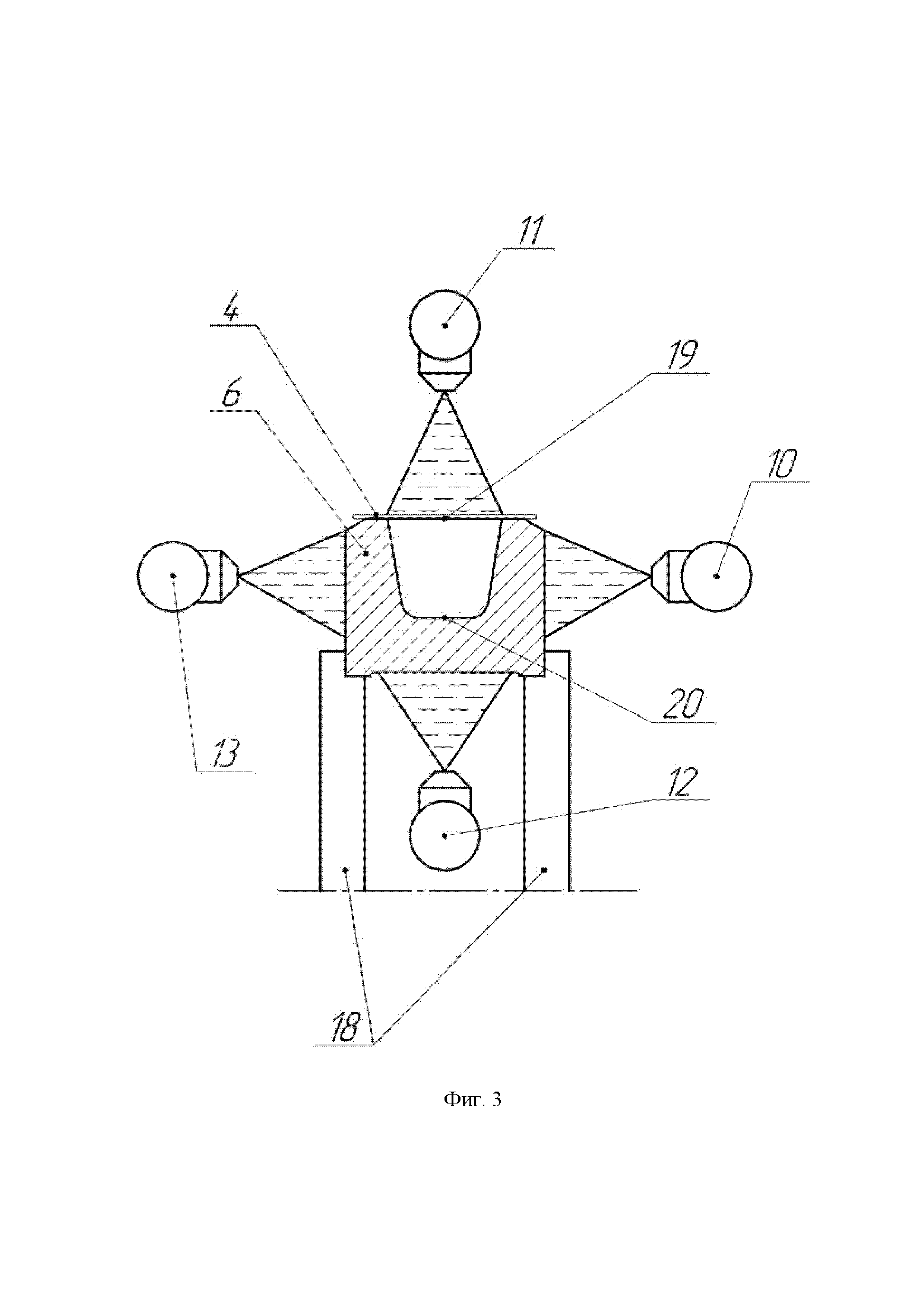
На фиг.2, включающей вид А, приведена схема распределения охлаждающей жидкости (система охлаждения) в кристаллизаторе, в которой: 4 – непрерывная лента; 6 – литейное колесо; 10 – ороситель боковой правый; 11 – наружный ороситель; 12 – внутренний ороситель; 13 – ороситель боковой левый; 14 – форсунки оросителей; 15 – наружная поверхность колеса; 16 – боковые поверхности колеса; 17 – внутренняя поверхность колеса, при этом на виде А показана вторая боковая поверхность 16.
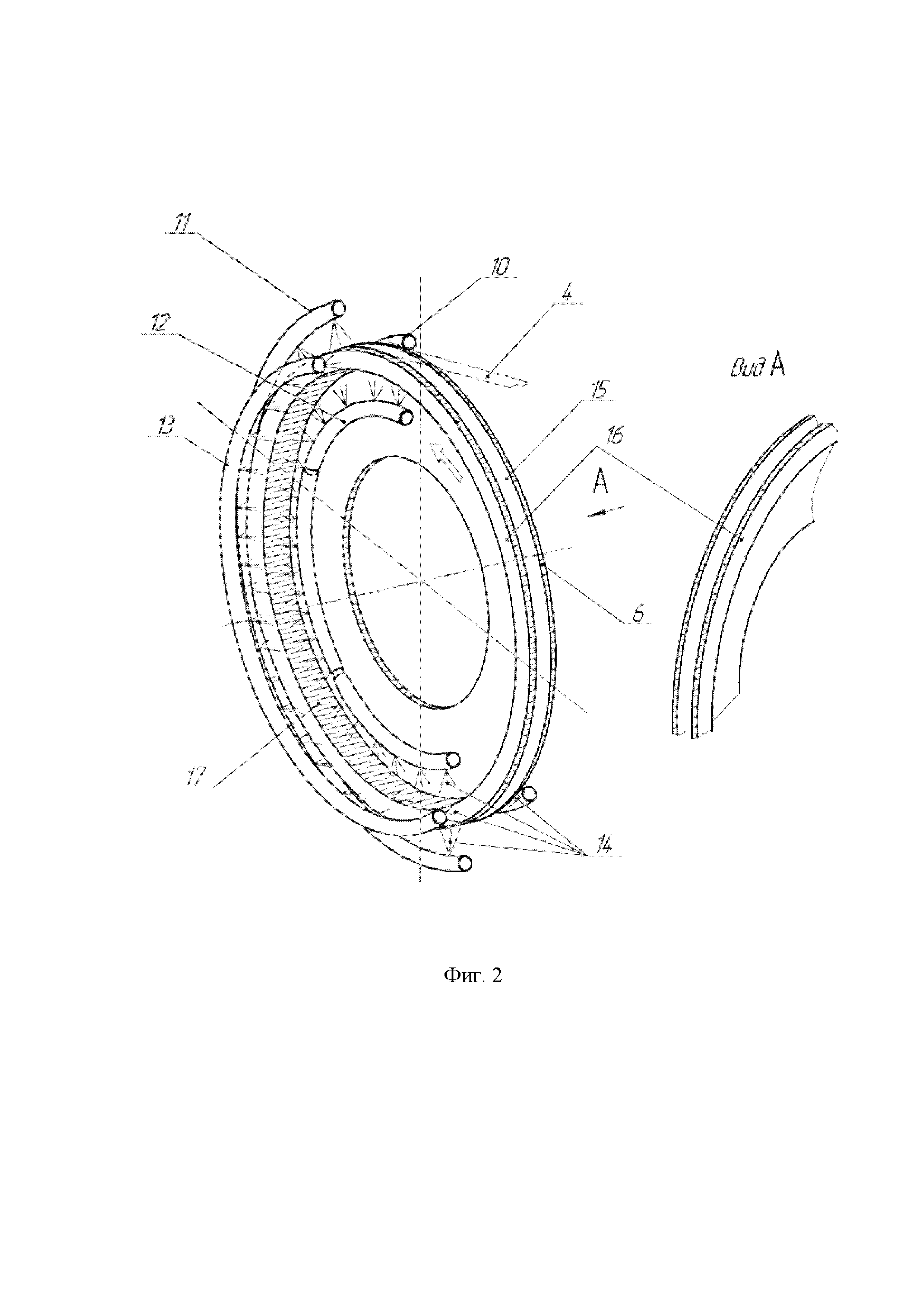
На фиг. 3 приведен кристаллизатор в поперечном разрезе, где: 4 – непрерывная лента, 6 – литейное колесо, 10 – ороситель боковой правый; 11 – наружный ороситель; 12 – внутренний ороситель; 13 – ороситель боковой левый; 18 – кольца крепления литейного колеса; 19 – большое основание трапецеидального сечения, 20 – малое основание трапецеидального сечения.
Осуществление изобретения
Далее представлены примеры конкретного осуществления изобретения.
Пример 1
Обоснование выбора геометрических размеров поперечного сечения открытого канала литейного колеса, формирующего непрерывнолитую заготовку, в виде равнобедренной трапеции с использованием пакета программ Procast
Целью примера является выбор соотношения длин оснований трапецеидального (т.е. в форме трапеции) сечения открытого канала литьевого колеса, при котором обеспечивается равномерная кристаллизация металла в непрерывнолитой заготовке.
В качестве критерия равномерности кристаллизации при высокой производительности литья линии, т.е. не менее 2 т/час, использованы следующие параметры:
– наличие/отсутствие векторов внутренних растягивающих напряжений, прежде всего, в углах при большом основании трапеции;
– глубина лунки кристаллизующегося расплава, величина которой контролирует наличие/отсутствие центральной усадочной пористости.
– отсутствие значимых тепловых градиентов в интервале кристаллизации.
При наличии разнонаправленных векторов растягивающих напряжений высока вероятность разрушения заготовки (или по меньшей мере возникновение трещин) при кристаллизации.
При формировании глубокой лунки вероятно формирование центральной усадочной пористости за счет изменения теплового градиента в процессе реального охлаждения. Расчеты справедливы для сечения в диапазоне 1000 – 3600 мм2.
При наличии хотя бы одного параметра с максимальным результатом велик риск получения негодной заготовки. Качественные результаты моделирования приведены в табл.1.
Таблица 1
Результаты моделирования выбора сечения трапеции
|
Как видно из табл. 1, при отношении длины большого основания к длине малого основания трапеции, равного 1,1, в ходе кристаллизации велика вероятность формирования глубокой центральной лунки, что может приводить к возникновению максимальной усадочной пористости. При отношении длины большого основания трапеции к длине малого основания трапеции около 1 затруднено извлечение заготовки из кристаллизатора.
При отношении длины большого основания трапеции к длине малого основания трапеции в диапазоне 1,3 – 1,6 одновременно исключено формирование глубокой лунки и отсутствуют критические растягивающие напряжения.
При отношении длины большого основания трапеции к длине малого основания трапеции выше 2 исключается формирование глубокой лунки, однако, присутствует разнонаправленность вектора растягивающих напряжений в углах при большом основании трапеции, что будет способствовать разрушению заготовки в процессе деформации. При этом следует отметить наличие теплового градиента в углах большого основания трапеции, что будет способствовать формированию ликвационных зон и, как следствие, неоднородность химического состава заготовки.
На основании полученных результатов был изготовлен кристаллизатор 5 (Фиг.1) с открытым каналом, имеющим трапецеидальное поперечное сечение с большим основанием 19 и малым основанием 20, как показано на Фиг.3. Кристаллизатор 5 содержит литейное колесо 6, непрерывную ленту 4 и систему охлаждения. Непрерывная лента 4 намотана через натяжное колесо 3. Прижимной ролик ленты 9 прижимает ленту 4 к колесу 6. Литейное колесо 6 установлено с помощью колец 18 крепления.
Изготовленный кристаллизатор был установлен в составе литейно-прокатного агрегата производства катанки из алюминия и его сплавов производительностью 2-5 т/час. Непрерывнолитая заготовка прокатывалась в клетях прокатного стана с получением на выходе алюминиевой катанки диаметра 9,5; 12; 22 мм.
При работе кристаллизатора 5 жидкий металл подается через систему подачи металла 2 в открытый канал литейного колеса 6 кристаллизатора 5, затем в результате кристаллизации металла между стенками канала и непрерывной лентой 4 формируется непрерывнолитая заготовка 1, которая в ходе всего процесса кристаллизации охлаждается при помощи охлаждающей жидкости, подаваемой на наружную 15, внутреннюю 17, боковые поверхности 16 литейного колеса 6 и непрерывную ленту 4 через форсунки 7 системы охлаждения.
Система охлаждения кристаллизатора 5 включает в себя четыре дуговых трубчатых оросителя, расположенные вдоль наружной 15, внутренней 17 и обеих боковых поверхностей 16 литейного колеса 6 и выполненные с возможностью регулируемой подачи охлаждающей жидкости (Фиг. 2 с видом А):
наружный ороситель 11, расположенный со стороны наружной поверхности 15 литейного колеса 6 и непрерывной ленты 4 для подачи на них охлаждающей жидкости;
внутренний ороситель 12, расположенный со стороны внутренней поверхности 17 литейного колеса 6 для подачи на нее охлаждающей жидкости;
правый боковой ороситель 10 и левый боковой ороситель 13, расположенные со стороны правой боковой поверхности и левой боковой поверхности 16 литейного колеса 6, соответственно, для подачи на них охлаждающей жидкости.
Форсунки 7 расположены: на внутреннем оросителе 12 (фиг. 2), разделенном внутренними перегородками на три независимые зоны; на наружном оросителе 11, также состоящем из трех независимых внутренних зон, а также на двух боковых оросителях 10, 13, каждый из которых состоит из двух независимых зон. Каждая из вышеуказанных независимых зон имеет индивидуальное регулирование подачи воды, с помощью которого осуществляется регулируемый подвод воды в эту зону. Система управления охлаждением настраивается на каждую независимую зону индивидуально.
Выбор типа форсунок определяется выбранной конструкцией оросителей и колеса (размер колеса, удаленность оросителей от колеса и т.д.), поскольку форсунки формируют струю охлаждающей жидкости определенной формы. В каждом конкретном случае определяется необходимая форма струи, в соответствии с которой выбирается тип форсунки. В данном случае были установлены плоскофакельные форсунки.
Для более точной индивидуальной настройки расхода воды перед каждой форсункой установлен узел регулирования с игольчатым клапаном.
Для быстрого монтажа/демонтажа ленты правый ороситель и внутренний ороситель могут быть сдвинуты в сторону на 20 ° при помощи поворотной стойки (на чертежах не показана).
Параметры системы охлаждения в кристаллизаторе 5 с применением воды в качестве охлаждающей жидкости приведены в табл. 2.
Таблица 2
Параметры системы охлаждения
|
В системе подвода охлаждающей жидкости, например, воды, может быть предусмотрена установка самоочищающегося фильтра 8 (например, водяного фильтра) (Фиг. 1).
Управление расходом воды осуществляют в ручном и автоматическом режиме. Контроль температуры охлаждающей воды производят до и после кристаллизатора 5.
Пример 2
Определение условий, обеспечивающих получение бездефектной заготовки
Была проведена серия исследований, показывающая влияние различных настроек системы охлаждения, и были найдены те параметры регулирования расхода охлаждающей жидкости системы, которые обеспечивают получение в ходе кристаллизации бездефектной непрерывнолитой заготовки.
Плавка была выполнена на примере сплава типа 6101 (№1) и технического алюминия (№2), химический состав которых приведен в табл. 3.
Таблица 3
Химический состав сплавов, масс.%
|
В качестве критерия качества заготовки использовали следующие параметры:
– отсутствие усадочной раковины при производительности линии не менее 2 т/час.
Параметры регулирования охлаждающей жидкости (воды) приведены в табл. 4.
Таблица 4
Параметры регулирования отношения расхода (количества) жидкости, подаваемой со стороны малого и большого основания трапеции
|
Из анализа приведенных в табл. 4 результатов следует, что при отношении количества охлаждающей жидкости, подаваемой со стороны малого и большого основания трапецеидального сечения открытого канала литейного колеса, меньше 1,9 не удается добиться производительности более 1,5 т/час с получением бездефектной литой заготовки.
При отношении количества охлаждающей жидкости, подаваемой со стороны малого и большого основания трапецеидального сечения открытого канала литейного колеса (расхода из внутреннего оросителя к расходу охлаждающей жидкости из наружного оросителя) в интервале 1,9 – 3,0, можно полностью исключить формирование дефектов в виде усадочных раковин с обеспечением производительности линии более 2 т/час (больше чем в прототипе), что было подтверждено металлографическими исследования внутренней структуры темплетов непрерывнолитой заготовки.
Наиболее предпочтительным является соотношение расхода (количества) охлаждающей жидкости, подаваемой со стороны малого и большого основания трапецеидального сечения открытого канала литейного колеса (расхода из внутреннего оросителя к расходу охлаждающей жидкости из наружного оросителя) в диапазоне 1,9 – 2,4, при котором обеспечивается максимальная производительность линии литья.
Анализ темплетов показал, что при использовании кристаллизатора, содержащего литьевое колесо с открытым каналом предложенного трапецеидального сечения, при указанных регулировочных настройках системы охлаждения кристаллизатора, а именно соотношениях расхода воды на каждом оросителе, можно исключить дефекты кристаллизационного происхождения в виде усадочных раковин, трещин кристаллизационного происхождения, при этом количество ликватов в углах при большом основания трапеции (сечения канала колеса) оказалось минимальным, что было подтверждено результатами металлографического исследования внутренней структуры темплетов непрерывнолитой заготовки и является допустимым с точки зрения качества заготовки.
Анализ микроструктуры литой заготовки из сплава 6101 (состав №1 в табл. 3) показал, что типичная структура заготовки представлена алюминиевым раствором кремния и магния в алюминии и прожилками эвтектических железосодержащих фаз. Анализ структуры литой заготовки из технического алюминия (состав №2 в табл. 3) показал, что структура представлена алюминиевым раствором прожилками эвтектических железосодержащих фаз. При этом расчетная скорость охлаждения в интервале кристаллизации для сплава 6101 и технического алюминия (табл.3) во всем сечении составляла не менее 10 К/с. Благодаря высокой скорости охлаждения, реализуемой при использовании предложенного кристаллизатора, структура известных промышленных сплавов, содержащих железо, кремний, магний, цирконий, скандий, марганец, титан, медь, никель и хром, будет представлена преимущественно алюминиевым раствором и эвтектическими фазами, образованными соответствующими легирующими элементами.
Применение заявленного кристаллизатора позволяет получить непрерывнолитую заготовку высокого качества (практически без дефектов), которая с меньшими производственными затратами может быть в дальнейшем переработана в изделие, т.е. позволяет повысить технологичность заготовки. При этом обеспечивается высокая производительность линии литья – более 2 т/час.
Оксид алюминия
Способ определения компонентного состава и криолитового отношения твердых проб калийсодержащего электролита алюминиевого производства методом рфа
Конструкция токоотводов катода алюминиевого электролизера
Устройство для сбора и удаления газов из алюминиевого электролизера
Способ футеровки катодного устройства электролизера неформованными материалами
Способ получения глинозема
Способ получения высокопрочного гипсового вяжущего
Способ и система управления электротехнологическими режимами восстановительной плавки технического кремния в руднотермических электрических печах
Устройство для непрерывного литья, прокатки и прессования катанки
Система автоматической подачи сырья в электролизеры с самообжигающимися анодами
Способ получения деформированных полуфабрикатов из сплавов на основе алюминия
Высокопрочный сплав на основе алюминия
Способ модифицирования алюминия и его сплавов
Нагреватель защищенного типа
Сплав на основе алюминия
Алюминиевый сплав
Алюминиевый сплав
Способ плавки и литья литейного алюминиевого сплава
Установка для непрерывного литья плоских слитков
Вакуумный ковш для выливки жидкого металла

