Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ЛИСТОВОЙ СТАЛИ, ОБЛАДАЮЩЕЙ МАГНИТНОЙ ИНДУКЦИЕЙ ≥ 1,7 Тл, ПОТЕРЯМИ В ЖЕЛЕЗЕ ≤ 5,61 Вт/кг И ПОВЕРХНОСТЬЮ БЕЗ ДЕФЕКТОВ ВОЛНИСТОСТИ
Вид РИД
Изобретение
Область техники
Изобретение относится к способу изготовления листовой стали, в частности, нетекстурированной электротехнической листовой стали.
Предшествующий уровень техники
Причины, по которым такие электрические устройства, как эффективные ионизированные стальные сердечники (EI), электродвигатели, малогабаритные трансформаторы, становятся все более популярными, заключаются в том, что эти электрические устройства отвечают требованиям экологической чистоты и энергосбережения, а также эффективного сокращения выбросов двуокиси углерода. Для постоянного улучшения различных характеристик этих электрических устройств требуется, чтобы используемая в качестве сырья нетекстурированная электротехническая листовая сталь обладала превосходными магнитными свойствами и обеспечивала преимущества по стоимости; то есть, нетекстурированная электротехническая сталь, предназначенная для изготовления вышеупомянутых электрических устройств, должна обладать свойствами сверхнизких потерь в железе и сверхвысокой магнитной индукции, чтобы удовлетворить тенденцию развития технологий, согласно которой электрические устройства должны быть экологичными, энергоэффективными и эффективными.
Чтобы добиться хороших электромагнитных характеристик, содержание кремния и алюминия в стали, как правило, значительно повышают, что позволяет эффективно улучшить характеристику электросопротивления материала, тем самым эффективно снижая потери в железе и улучшая магнитную индукцию готовой листовой стали. Кроме того, для получения листовой стали с хорошей поверхностью требуется дополнительное электромагнитное перемешивание с целью улучшения соотношения равноосных кристаллов стального листа, или выполняется промежуточный отжиг с использованием нормализующей печи или колоколообразной печи, чтобы избежать дефекта волнистости, тем самым предотвращая негативное влияние на внешний вид и эксплуатационные свойства листовой стали. Тем не менее, этапы процесса изготовления, особенно промежуточный отжиг с использованием нормализующей печи или колоколообразной печи, не только значительно увеличивают стоимость изготовления листовой стали, но и увеличивают длительность изготовления и цикл поставки готовой листовой стали, а также приводят к большим трудностям в области управления производством и управления качеством.
В патенте CN 1888112 А, опубликованном 3 января 2007 года и озаглавленном «Высокосортная нетекстурированная электротехническая сталь, обладающая высокой магнитной индукцией, и способ ее изготовления», раскрыта электротехническая сталь и способ ее изготовления. Химический состав стали следующий, масс. %: С ≤ 0.0050, N ≤ 0.0030, Si 1.50-2.50, Al 0.80-1.30, Mn 0.20-0.50, Р ≤ 0.030, S ≤ 0.005, Sb 0.03-0.10, Sn 0.05-0.12, В 0.0005-0.0040, Fe и неизбежные примеси - остальное, в которые добавляют Sb или Sn.
Технология изготовления следующая: черновая прокатка с высоким коэффициентом уковки и прокатка с помощью валка черновой прокатки, высокотемпературное навивание и оптимизация коэффициента уковки при каждом проходе с целью получения идеальной структуры горячекатаной листовой стали и улучшения коэффициента уковки при холодной прокатке для обеспечения большей энергии (работы деформации) для роста зерна в процессе отжига в ходе конечной рекристаллизации. Такими мерами, как контроль температуры рекристаллизационного отжига для получения идеальной структуры зерен, получают сталь, имеющую превосходное качество поверхности, высокую магнитную индукцию и низкие потери в железе, наиболее подходящую для изготовления стальных сердечников энергоэкономичных электродвигателей.
В патенте CN 101492786 А, опубликованном 29 июля 2009 года и озаглавленном «Способ изготовления нетекстурированной кремниевой стали» раскрыт способ изготовления нетекстурированной кремниевой стали. Данный способ включает плавку в электрической печи, конвертере или среднечастотной индукционной электропечи, последующее непрерывное литье при низкой скорости вытягивания и высоком содержании кремния; горячую прокатку; тепловое консервирование с покрытием горячепрокатанных слябов, при этом слябы очищают от ржавчины кислотным травлением, подвергают нормализующей термообработке, медленному нагреву и охлаждению, причем период сохранения тепла составляет 1-3 часа; одноразовую холодную прокатку, обезжиривание или удаление поверхностного масла и размотку для уменьшения натяжения; рекристаллизационный отжиг или декарбонизацию в колпаковой печи при температуре отжига 750-1150°С в течение периода сохранения тепла (1-80 ч) с использованием водородной защиты при отжиге и при точке росы ≤ 60°С, последующее нанесение изоляционного покрытия, горячее протягивание и закаливающую прокатку.
В патенте CN 102453837 А, опубликованном 16 мая 2012 года и озаглавленном «Производственный способ изготовления нетекстурированной кремниевой стали, обладающей высокой магнитной индукцией» раскрыт способ изготовления нетекстурированной кремниевой стали с высокой магнитной индукцией, включающий следующие стадии: 1) выплавка нетекстурированной кремниевой стали следющего химического состава, масс. %: Si: 0.1-1, Al: 0.005-1, С ≤ 0.004, Mn: 0.10-1.50, Р ≤ 0.2, S ≤ 0.005, N ≤ 0.002, Nb + V + Ti ≤ 0.006, остальное - железо, а также отливка стали в слитки; 2) горячая прокатка, при этом температура нагрева составляет 1150-1200°С, конечная температура прокатки составляет 830-900°С, а навивание выполняют при температуре ≥ 570°С; 3) закалка, холодная прокатка с коэффициентом уковки 2-5%; 4) нормализация при температуре не ниже 950°С и времени сохранения тепла 30-180 с; 5) кислотное травление и последующая холодная прокатка с совокупным коэффициентом уковки 70-80%; 6) отжиг, при этом температура возрастает до 800-1000°С со скоростью ≥ 100°С/с, время сохранения тепла составляет 5-60 с, и последующее медленное охлаждение до 600-750°С со скоростью 3-15°С/с.
Раскрытие изобретения
Перед изобретением ставится задача создания способа изготовления нетекстурированной электротехнической листовой стали с поверхностью без дефекта волнистости, обладающей сверхвысокой магнитной индукцией, сверхнизкими потерями в железе и высокой степенью чистоты стали при низкой производственной себестоимости.
Способ изготовления нетекстурированной электротехнической листовой стали, обладающей магнитной индукцией ≥ 1,7 Тл, потерями в железе ≤ 5,61 Вт/кг и поверхностью без дефектов волнистости, в котором листовая сталь имеет следующий химический состав, масс. %: 0 < С ≤ 0.004, 0.1 ≤ Si ≤ 1.6, 0.1 ≤ Mn ≤ 0.8, 0.1 ≤ Al ≤ 0.6, Ti ≤ 0.0015, Fe и неизбежные примеси - остальное, при этом 0.2 ≤ (Si + Al) ≤ 2.0, включающий предварительную обработку жидким чугуном, плавку в конвертере, циркуляционное вакуумирование, заливку в слябы, горячую прокатку, кислотное травление, холодную прокатку, отжиг и плакирование, при этом плавку в конвертере осуществляют с обеспечением содержания оксида железа в ковшевом шлаке (Т • Fe), составляющем ≥ 5 масс. %.
Преимущественно на стадии циркуляционного вакуумирования в конце обезуглероживания жидкого чугуна и перед легированием, раскисление и легирование выполняют в следующей последовательности: сначала ферросилиций, а затем ферроалюминий, с добавлением ферросилиция в количестве на тонну стали (MFeSi) согласно следующей формуле:  (кг/т стали), где: [O]Free представляет собой содержание свободного кислорода в жидком чугуне в конце процесса обезуглероживания на стадии циркуляционного вакуумирования; k1 - константа раскисления, k1 = 1,33-1,67.
(кг/т стали), где: [O]Free представляет собой содержание свободного кислорода в жидком чугуне в конце процесса обезуглероживания на стадии циркуляционного вакуумирования; k1 - константа раскисления, k1 = 1,33-1,67.
Содержание марганца в стали может составлять:
Mn = k2 × Si + k3 × Al + а, где k2 = 0.08-0.11, k3 = 0.17-0.38, а = 0.1-0.4.
Преимущественно, содержание Ti<0.0008 масс. %, а доля текстуры (111), распределенной в направлении прокатки по объему, составляет менее 37 масс. %.
Неизбежными примесями в настоящем техническом решении, в основном, являются элементы N и S. Содержание неизбежных примесей должно быть как можно ниже. Согласно настоящему изобретению, во избежание существенного увеличения выделений, таких как MnS и AlN, которые сильно замедляют рост зерна и ухудшают магнитные свойства стали, содержание S следует поддерживать на уровне ≤ 0,003 масс. %, а содержание N - на уровне ≤ 0,003 масс. %.
Принцип строения различных элементов в нетекстурированной электротехнической листовой стали с хорошей поверхностью, высокой магнитной индукцией и низкими потерями в железе, согласно настоящему изобретению заключается в следующем.
С: углерод может сильно препятствовать росту зерен в готовой продукции, легко вызывает увеличение потерь в железе, вызывает магнитное старение и может дополнительно создавать трудности для последующего обезуглероживания; поэтому содержание углерода должно поддерживаться на уровне не выше 0,004 масс. %.
Si: кремний способен улучшить электросопротивление матрицы, эффективно снижая потери в железе. При содержании кремния свыше 1,6 масс. % магнитная индукция стали может быть значительно снижена; а если содержание кремния составляет менее 0,1 масс. %, функция значительного снижения потерь в железе не поддается влиянию. Поэтому содержание кремния должно поддерживаться в пределах 0,1-1,6 масс. %.
Mn: соединение MnS, получаемое путем объединения марганца и серы, способно эффективно снижать негативное воздействие на магнитные свойства стали и в то же время может дополнительно улучшать поверхностное состояние электротехнической листовой стали и снижать ее горячеломкость. Однако, если содержание марганца в стали превышает 0,8 масс. %, не только легко разрушается текстура рекристаллизации, но также могут значительно увеличиваться издержки производства стали. Поэтому содержание марганца должно поддерживаться в пределах 0,1-0,8 масс. %.
Al: алюминий способен повышать сопротивление, и также может использоваться для глубокого раскисления электротехнической листовой стали. Однако, если содержание алюминия выше 0,6 масс. %, возникают трудности в процессе непрерывного литья, что значительно уменьшает магнитную индукцию стали; а если содержание алюминия ниже 0,1 масс. %, температура твердого раствора AlN будет значительно снижена, что приведет к нестабильности магнитных свойств стали. Поэтому количество алюминия, добавляемого в электротехническую сталь для изготовления нетекстурированной листовой стали, поддерживается в диапазоне 0,1-0,6 масс. %.
Ti: контроль содержания титана является одним из ключевых моментов настоящего технического решения. В рамках настоящего технического решения титан не добавляется намеренно, поскольку некоторое остаточное количество титана неизбежно попадает в любую из обычных сталей. Однако изобретатель выявил закономерность, что, если содержание титана превышает 0,0015 масс. %, могут значительно увеличиться включения TiN, в результате рост зерна может сильно затрудняться, а магнитные свойства стали могут ухудшаться. Поэтому содержание титана должно поддерживаться на уровне ≤ 0.0015 масс. %. Это особенность, которой не обладают нетекстурированные листы из обычной электротехнической стали.
Кроме того, содержание Si и Al необходимо контролировать на уровне 0,2 масс. % ≤ (Si + Al) ≤ 2,0 масс. % по следующим причинам. Если содержание Si + Al ниже 0,2 масс. %, эффективное повышение электрического сопротивления стального листа для снижения потерь в железе не возможно. При этом, контролировать включения AlN и TiN не целесообразно, т.к. это легко может привести к нестабильности магнитных характеристик. Когда содержание Si+Al превышает 2,0 масс. %, магнитная индукция стального листа может быть значительно снижена, а более высокое содержание Si и Al вызывает проблемы в процессе непрерывного литья, в частности, засорение сопел и т.п.
Преимущественно, содержание марганца в стали соответствует следующей формуле:
Mn=k2×Si+k3×Al+а, где k2=0.08-0.11, k3=0.17-0.38, а=0.1-0.4.
После завершения декарбонизации жидкой стали необходимо добавить ферросилиций, ферроалюминий и ферромарганец для обработки легирующими элементами, и причина, по которой содержание элемента Mn ограничено вышеупомянутой формулой, состоит в том, что Mn может вызывать увеличение области аустенитной фазы, так что скорость превращения из аустенита в феррит замедляется, что сказывается на стабильности горячей прокатки. Кроме того, когда содержание Si и Al влияет на добавочное количество элемента Mn посредством вышеупомянутых коэффициентов k2 и k3, Mn способен улучшить температуру рекристаллизации горячекатаной листовой стали, способствуя ингибированию полной кристаллизации горячекатаной листовой стали.
Содержание Ti в стали, предпочтительно поддерживать ≤0,0008 масс. %.
Строгий контроль содержания Ti в стали может эффективно предотвращать сильное ингибирующее воздействие в процессе отжига таких включений, как TiN, что положительно влияет на рост зерна и значительно улучшает магнитную индукцию готовой листовой стали.
Доля текстуры (111), распределенная в направлении прокатки по объему, преимущественно, составляет менее 37 масс. %.
В нетекстурированной электротехнической листовой стали, благодаря разумному подбору состава химических элементов, неблагоприятная текстура (111) стали уменьшается; с одной стороны, магнитная индукция стали улучшается на 0,028-0,070 Тл, а потери в железе снижаются на 0,23-0,49 Вт/кг, а с другой стороны, качество поверхности листовой стали улучшается, эффективно устраняется дефект волнистости на поверхности.
В отличие от предшествующего уровня техники, в способе изготовления стали, согласно настоящему изобретению, не производят промежуточный отжиг в нормализационной или колпаковой печи, вследствие чего значительно снижаются издержки производства и время производства, а также сокращается цикл поставки.
Плавка в конвертере с обеспечением содержания оксида железа T⋅Fe-в ковшевом шлаке на уровне ≥ 5 масс. % ("T⋅Fe" представляет собой содержание общего оксида железа в стальном шлаке и является выражением, хорошо известным специалистам в данной области техники) обеспечивает максимальное повышение коэффициента распределения Ti между шлаком и сталью (больший коэффициент распределения Ti между шлаком и сталью означает более низкое содержание Ti в стали, что обеспечивает максимально возможное содержание титана в стали).
Преимущественно, на стадии циркуляционного вакуумирования в конце обезуглероживания жидкого чугуна и перед легированием, раскисление и легирование выполняют в следующей последовательности: сначала ферросилиций, а затем ферроалюминий, с добавлением ферросилиция в количестве на тонну стали (MFeSi) согласно следующей формуле:
MFesi=k1×{[O]Free-50}×10-3 (кг/т стали),
где: [O]Free представляет собой содержание свободного кислорода в жидком чугуне в конце процесса обезуглероживания на стадии циркуляционного вакуумирования; k1 - константа раскисления, k1=1,33-1,67.
В рамках настоящего изобретения на стадии циркуляционного вакуумирования после завершения обезуглероживания и перед легированием раскисление и легирование проводят в следующей последовательности: сначала ферросилиций, а затем ферроалюминий, в отличие от стандартной технологии (сначала ферроалюминий, а затем ферросилиций); это связано с тем, что продукт, полученный путем раскисления и легирования в последовательности «ферроалюминий-ферросилиций», представляет собой соединение Al2O3 гроздевидной формы, которое имеет тенденцию к суспензии в стали и с трудом поддается удалению, а также имеет тенденцию к обвалу в процессе последующего нагрева и прокатки слябов, таким образом размер Al2O3 гроздевидной формы уменьшается, но его количество увеличивается, что препятствует росту зерна в процессе термообработки готовой листовой стали. При этом продукт, получаемый путем раскисления и легирования в последовательности «ферросилиций-ферроалюминий», представляет собой просто SiO2, а размеры его частиц больше, частицы имеют сферическую форму и легче выводятся на поверхность и удаляются. Чтобы обеспечить хороший эффект раскисления, необходимо поддерживать [О]Free в пределах 200-600 ч/млн; кроме того, необходимо добавить некоторое количество ферросилиция в соответствии с приведенной выше формулой. После добавления ферросилиция желательно, если жидкая сталь пройдет, по меньшей мере, 1 или 2 цикла между вакуумной канавкой и сталеразливочным ковшом, чтобы обеспечить полный выход продуктов раскисления SiO2 на поверхность. Так называемый «цикл» означает, что жидкая сталь поступает в подъемную трубу из сталеразливочного ковша, затем поступает в спусковую трубу из подъемной трубы и затем возвращается в сталеразливочный ковш через спусковую трубу.
Преимущественно, в процессе выпуска плавки после завершения стадии выплавки в конвертере количество верхнего ковшевого шлака поддерживают в диапазоне 3-15 кг на тонну стали.
В процессе выпуска плавки с помощью конвертера необходимо строго контролировать количество верхнего ковшевого шлака. Когда количество верхнего ковшевого шлака менее 3 кг/т, поверхность жидкой стали имеет тенденцию подвергаться негативному воздействию, что приводит к абсорбции кислорода и азота жидкой сталью, что ухудшает ее чистоту; когда количество верхнего ковшевого шлака превышает 15 кг/т стали, после раскисления и обработки жидкой стали легирующими элементами с непрерывным уменьшением окисляемости жидкой стали, коэффициент распределения Ti между шлаком и сталью будет значительно уменьшаться, содержание титана в металл о содержащем шлаке будет уменьшаться и снова поступать в жидкую сталь, в результате чего содержание титана в жидкой стали будет чрезмерно высоким и превысит определенный диапазон содержания. Основываясь на вышеупомянутом техническом решении, для остановки шлака можно использовать стопорную планку или подвижную запорную пластину, чтобы гарантировать, что количество шлака не только достаточно для эффективного покрытия поверхности жидкой стали, но также не повлияет на нормальный процесс циркуляционного вакуумирования.
Преимущественно, стадия горячей прокатки включает нагревание перед прокаткой, по меньшей мере, однократную черновую прокатку и чистовую прокатку, при этом закрытое тепловое консервирование выполняют между клетью прокатного стана черновой прокатки и клетью прокатного стана чистовой прокатки, а входную температуру чистовой прокатки поддерживают в диапазоне 980-1120°С.
Выполнение, по крайней мере, 1-го прохода грубой прокатки с использованием двух прокатных клетей выполняют для измельчения столбчатых кристаллов большего размера. Когда промежуточный сляб находится между клетью стана грубой прокатки и клетью стана чистовой прокатки, сохранение тепла может быть достигнуто с помощью крышки для закрытого теплового консервирования, чтобы температура на входе в чистовую прокатку была выше 980°С. Таким образом, внутренние зерна промежуточного сляба могут эффективно расти, что не только эффективно улучшает текстуру готовой листовой стали, но также эффективно устраняет дефекты волнистости на ее поверхности.
Преимущественно, на этапе нагрева перед прокаткой температуру листовой стали при выемке из печи поддерживают в диапазоне 1000-1150°С.
Согласно настоящему изобретению, качество поверхности готовой листовой стали и содержание включений в нее можно строго контролировать с помощью рационального состава и усовершенствованных стадий процесса. Что касается строгого контроля качества поверхности готовой листовой стали, он обоснован тем, что главная причина возникновения дефектов волнистости на поверхности стального листа заключается в том, что столбчатые кристаллы в слябе очень сильно развиты, и не могут быть полностью измельчены в процессе горячей прокатки, с тем, чтобы окончательно сформировать развитую текстуру (111) ориентации, распределенную в направлении прокатки, так что на поверхности стали образуются грубые дефекты волнистости. Ввиду этого контроль содержания Mn, который способен увеличить область фазы аустенита, и добавление соответствующего количества Si, Mn и Al может обеспечить как можно большее образование равноосных зерен в слябе, чтобы уменьшить или устранить дефекты волнистости на поверхности листа стали. Кроме того, регулировка температуры на входе в чистовую прокатку гарантирует, что после грубой прокатки сляба структура измельченного зерна в промежуточном слябе полностью восстановится и вырастет, и благодаря генетическому эффекту в горячекатаной листовой стали, после горячей прокатки и чистовой прокатки, структура зерен грубая и развитая, так что благоприятные текстуры (100) и (110) в стали больше, а неблагоприятная текстура (111) меньше; поэтому на поверхности готовой листовой стали отсутствуют дефекты волнистости, а сама листовая сталь обладает превосходными электромагнитными свойствами. Что касается строгого контроля содержания включений в стали, то необходимо избегать закрепления включений на границе зерен и предотвращать ингибирование роста готовых зерен. Для эффективного уменьшения потерь в железе готовой листвой стали, согласно настоящему изобретению, желательно полностью вырастить зерна в стали. Это достигается путем регулирования процесса циркуляционного вакуумирования и раскисления. Метод раскисления и легирования подразумевает последовательность «ферросилиций, затем ферроалюминий», которая используется для образования сферических и крупных включений SiO2 с целью облегчения полного и быстрого выхода включений на поверхность. Кроме того, посредством строгого ограничения содержания титана для устранения образования мелкодисперсных включений TiN, которые примыкают к границе зерна, обеспечивается рост размеров готовых отожженных зерен, насколько это возможно, и таким образом эффективно снижаются потери в железе готовой листовой стали.
Нетекстурированная электротехническая листовая сталь, изготовленная способом, согласно настоящему изобретению, обладает отличными электромагнитными свойствами, такими как сверхвысокая магнитная индукция и сверхнизкие потери в железе; при этом, по сравнению с существующими нетекстурированными электротехническими листовыми сталями, магнитная индукция улучшена на 0,028-0,070 Тл, а потери в железе снижены на 0,23-0,49 Вт/кг.
При этом сталь имеет хорошее качество поверхности, без дефекта волнистости.
Нетекстурированная электротехническая листовая сталь, согласно настоящему изобретению, отличается низкой производственной себестоимостью и подходит для производства экологически чистых, эффективных и энергоэффективных электроприборов.
Краткое описание чертежей
Конкретные особенности и характеристики изобретения изложены со ссылкой на следующие чертежи.
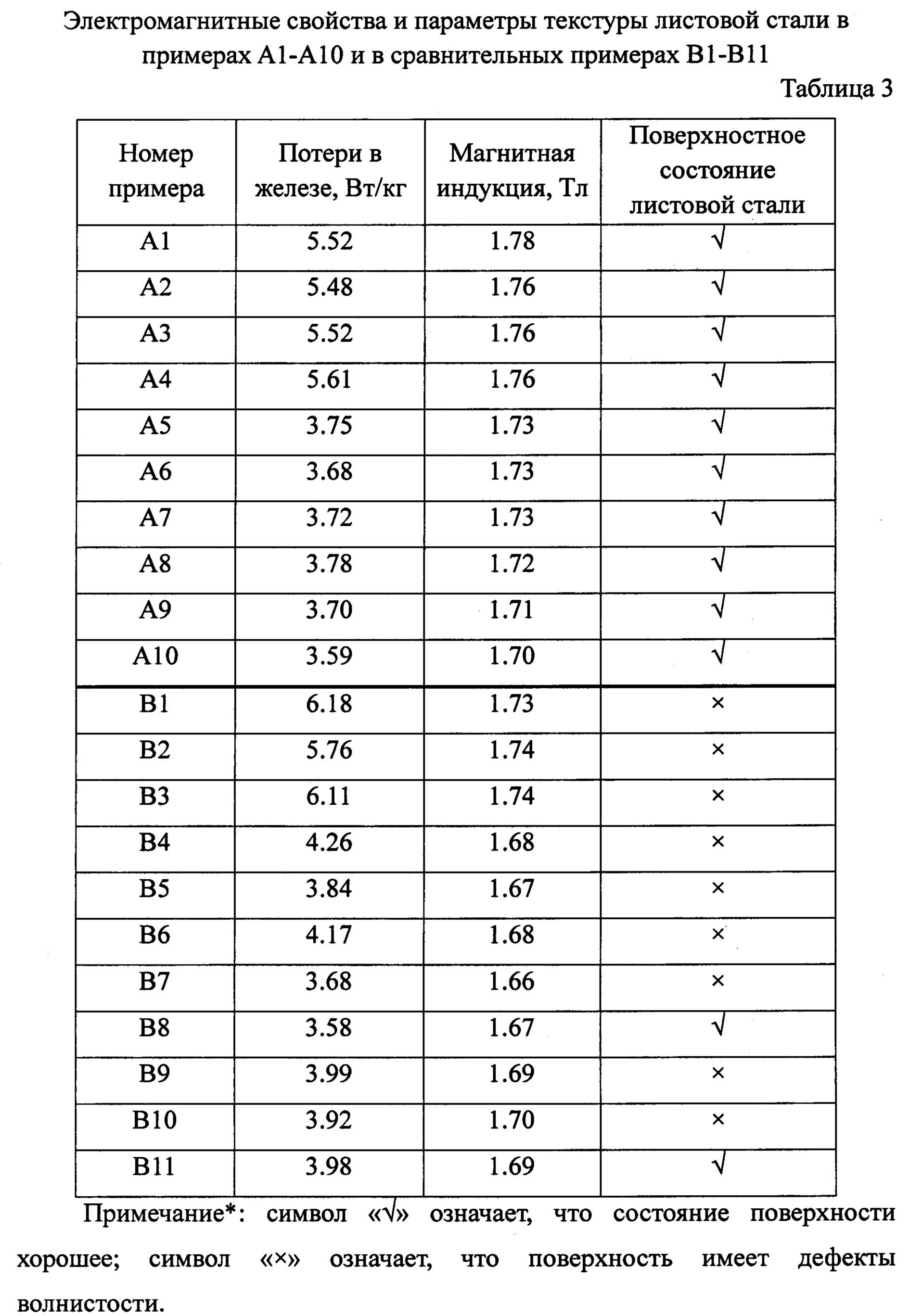
На Фиг. 1 представлен график зависимости между содержанием титана и магнитной индукцией готовой нетекстурированной электротехнической листовой стали.
На Фиг. 2 представлен график сравнения раскисления с помощью ферросилиция, используемого в способе изготовления стали согласно настоящему изобретению, и раскисления с помощью ферроалюминия, используемого в предшествующем уровне техники.
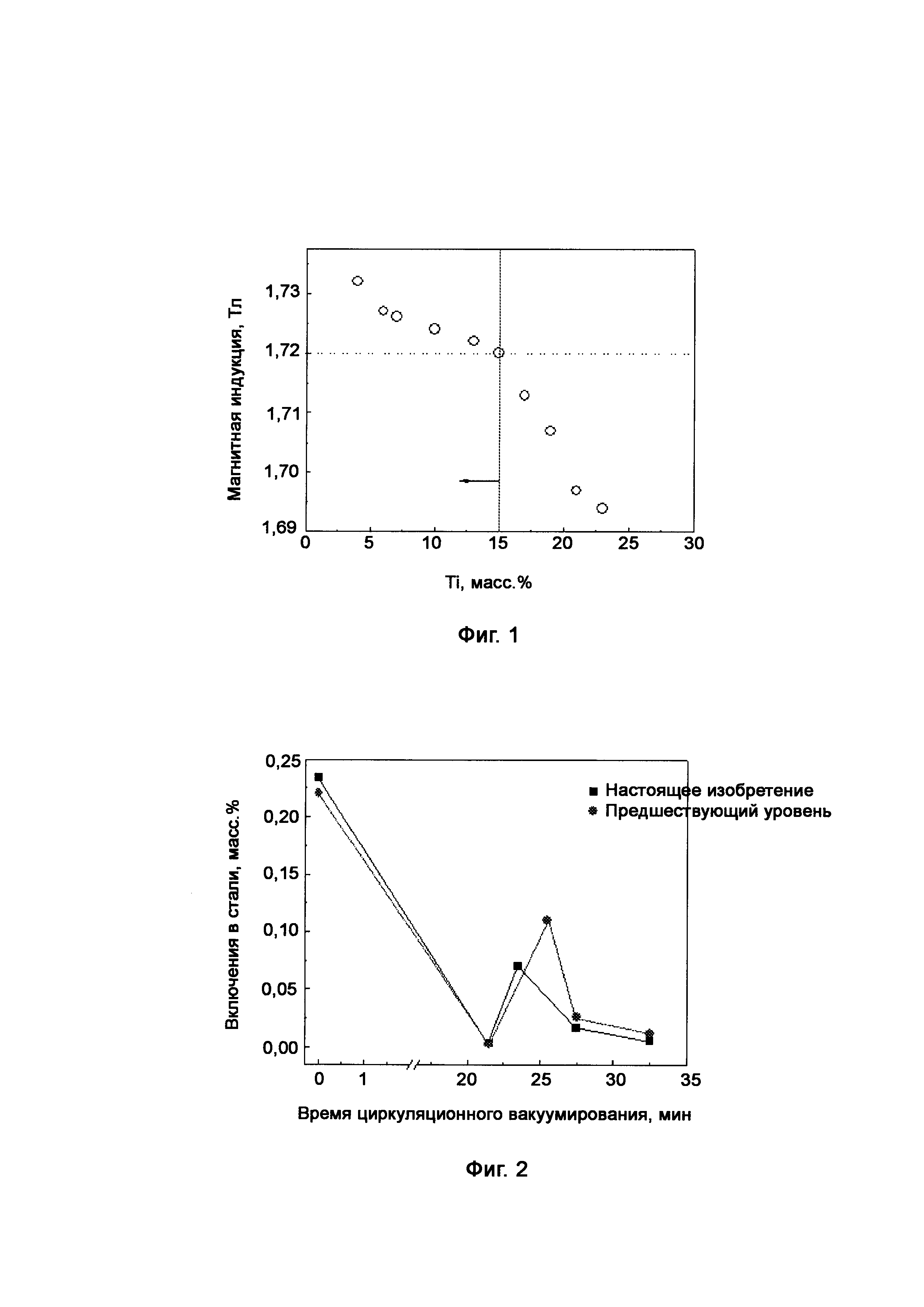
На Фиг. 3 представлен график зависимости между контролируемой температурой на входе конечной прокатки и частотой возникновения дефектов волнистости на поверхности листовой стали.
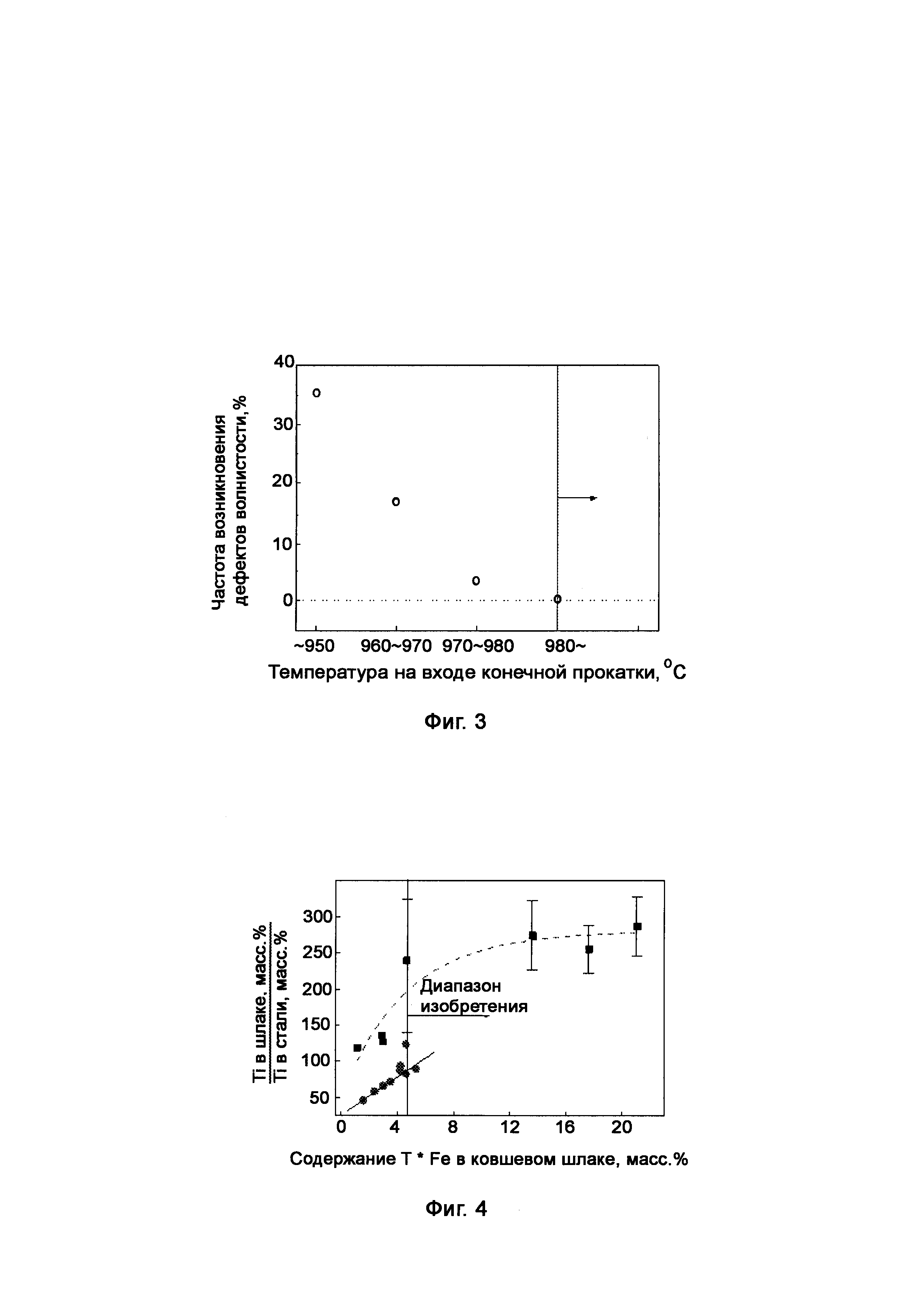
На Фиг. 4 показана зависимость между содержанием Т⋅Fe в ковшевом шлаке и коэффициентом распределения титана между шлаком и сталью.
Конкретные способы реализации изобретения
Далее изобретение проиллюстрировано со ссылкой на следующие примеры и сопровождающие чертежи.
На Фиг. 1 представлен график зависимости между содержанием титана и магнитной индукцией готовой нетекстурированной электротехнической листовой стали.
Продемонстрировано, что, чем ниже содержание титана в стали, тем выше магнитная индукция в полученной листовой стали. Как показано на Фиг. 1, когда содержание Ti составляет ≤15 частей на миллион, магнитная индукция листовой стали составляет 1,72 Т, а когда содержание Ti составляет >15 частей на миллион, магнитная индукция листовой стали значительно снижается, особенно, когда содержание Ti превышает 20 частей на миллион (магнитная индукция листовой стали составляет менее 1,70 Т).
На Фиг. 2 представлен график сравнения раскисления с помощью ферросилиция, используемого в способе изготовления стали согласно настоящему изобретению, и раскисления с помощью ферроалюминия, используемого в предшествующем уровне техники.
Как видно на Фиг. 2, при использовании способа раскисления и легирования в последовательности «ферросилиций, затем ферроалюминий», используемого в способе изготовления стали согласно настоящему изобретению, и способа раскисления и легирования в последовательности «ферроалюминий, затем ферросилиций», используемого в предшествующем уровне техники, соответственно, после рафинирования в течение не менее 20 мин, содержание включений в стали, полученной способом раскисления и легирования в последовательности «ферросилиций, затем ферроалюминий», очевидно меньше содержания включений в листовой стали, полученной с помощью способа раскисления и легирования в последовательности «ферроалюминий, затем ферросилиций».
На Фиг. 3 продемонстрирована зависимость между контролируемой температурой на входе конечной прокатки и частотой возникновения дефектов волнистости на поверхности листовой стали.
Как показано на Фиг. 3, при поддержании температуры на входе в конечную чистовую прокатку на уровне ≥980°С, частота возникновения дефектов волнистости на поверхности листовой стали равна 0, а при поддержании температуры на входе в чистовую прокатку на уровне ≤980°С частота возникновения дефектов волнистости на поверхности листовой стали возрастает по мере снижения температуры на входе в чистовую прокатку.
На Фиг. 4 показана зависимость между содержанием Т⋅Fe в ковшевом шлаке и коэффициентом распределения титана между шлаком и сталью.
Как видно на Фиг. 4, при содержании Т⋅Fe ковшевого шлака ≥5 масс. %, коэффициент распределения Ti между шлаком и сталью может превышать 200, а при содержании Т⋅Fe ковшевого шлака <5 масс. % коэффициент распределения Ti между шлаком и сталью может значительно снижаться по мере снижения содержания Т⋅Fe в ковшевом шлаке.
Примеры А1-А10 и сравнительные примеры В1-В11
Химический состав листовой стали в примерах А1-А10 и в сравнительных примерах В1 -В 11 приведен в таблице 1.
Способ изготовления нетекстурированной электротехнической листовой стали в примерах А1-А10 включает следующие этапы:
1). Предварительная обработка жидким чугуном.
2). Плавка в конвертере: после выплавки в конвертере используют метод двойного останова шлака, в котором для остановки шлака используют стопорную планку или подвижную запорную пластину, причем количество верхнего ковшевого шлака поддерживают в диапазоне 3-15 кг/т стали, а содержание Т⋅Fe в ковшевом шлаке поддерживают на уровне ≥5 масс. %.
3). Циркуляционное вакуумирование: в конце обезуглероживания жидкого чугуна и перед легированием, раскисление и легирование выполняют в следующей последовательности: сначала ферросилиций, а затем ферроалюминий с добавлением ферросилиция в количестве на тонну стали (MFeSi) согласно следующей формуле:
MFeSi=k1×{[O]Free-50}×10-3 (кг/т стали),
где [О]Free представляет собой содержание свободного кислорода в жидкой стали в конце обезуглероживания на стадии циркуляционного вакуумирования; k1 - константа дезоксидации, равная 1,33-1,67; добавочное количество ферроалюминия представляет собой количество, позволяющее поддерживать соответствие содержания Al в данном случае составу, указанному в таблице 1 (в отношении сравнительных примеров из-за добавления сначала ферроалюминия, а затем ферросилиция, добавочное количество ферроалюминия представляет собой содержание, позволяющее поддерживать содержание элемента Si в сравнительном примере в соответствии с указанным в таблице 1).
4). Выплавка и заливка в слябы.
5). Горячая прокатка: стадия горячей прокатки включает в себя этап нагревания перед прокаткой, этап грубой прокатки (по меньшей мере, в один проход) и этап чистовой прокатки, причем на этапе нагревания перед прокаткой температуру сляба при удалении из печи поддерживают в диапазоне 1000-1150°С, закрытую консервацию тепла выполняют на промежуточных слябах между клетью грубой прокатки и клетью чистовой прокатки, а температуру на входе в чистовую прокатку поддерживают в диапазоне 980-1120°С;
6) Кислотное травление.
7) Холодная прокатка.
8) Отжиг.
9) Плакирование (нанесение покрытия).
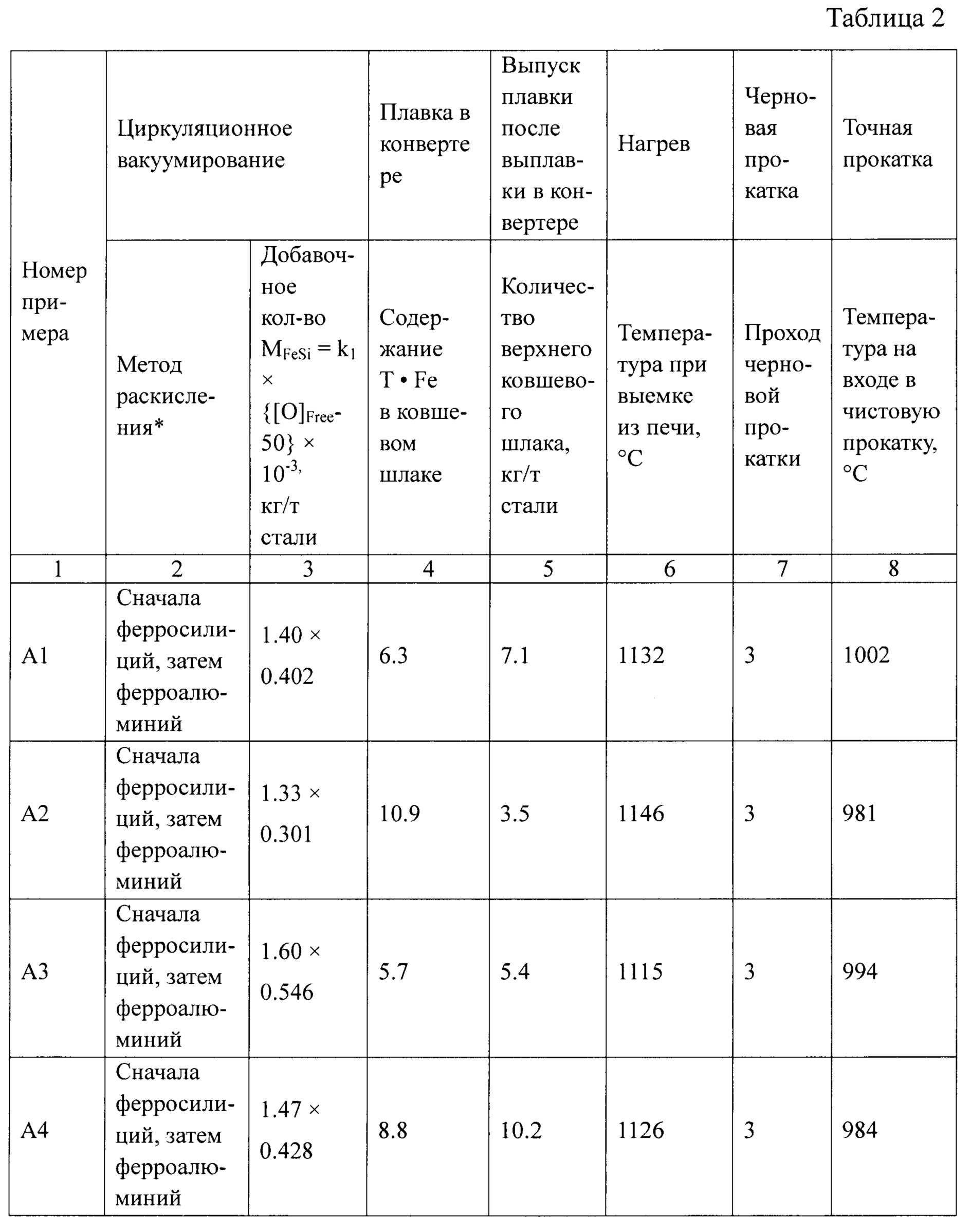
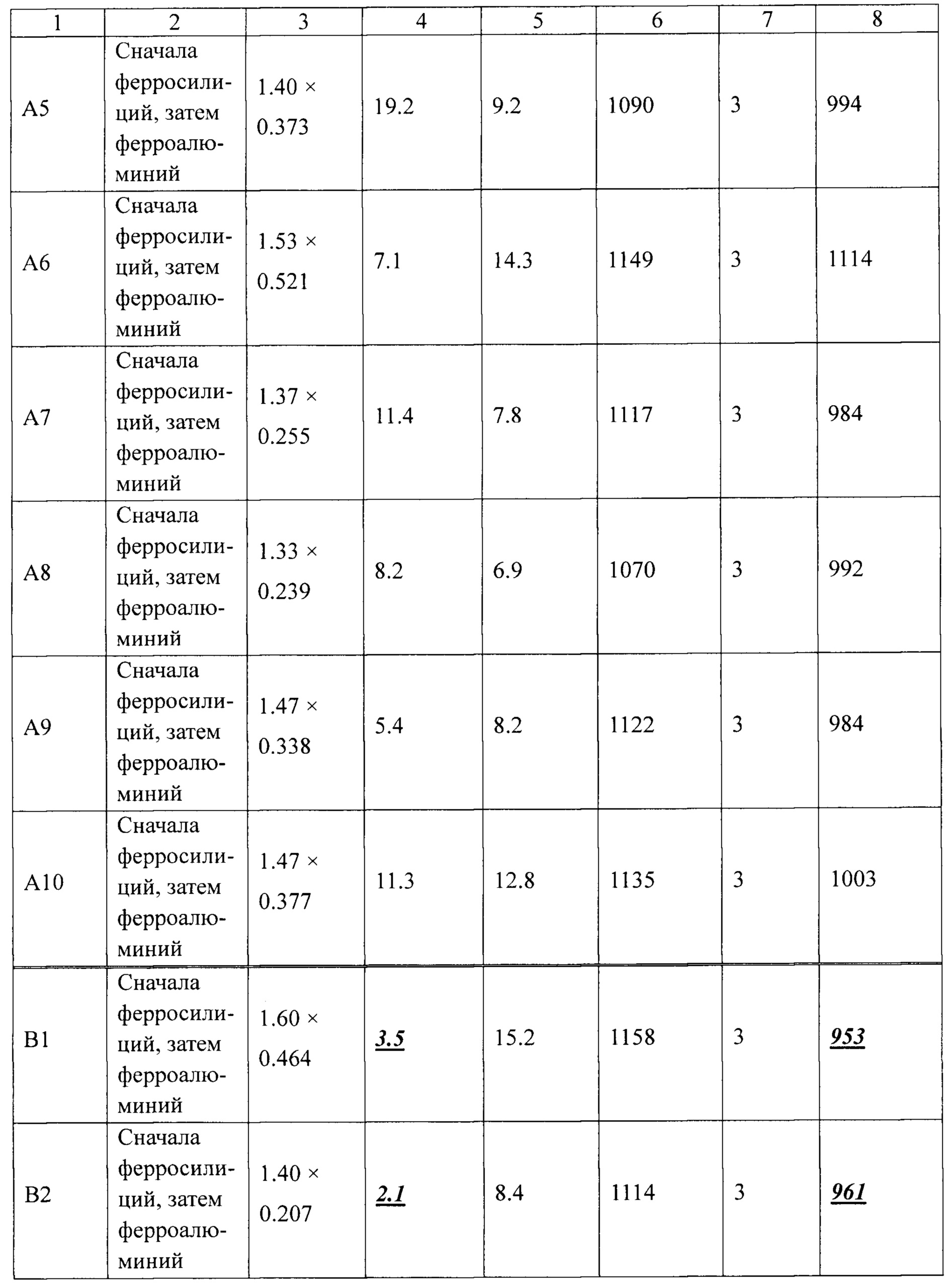
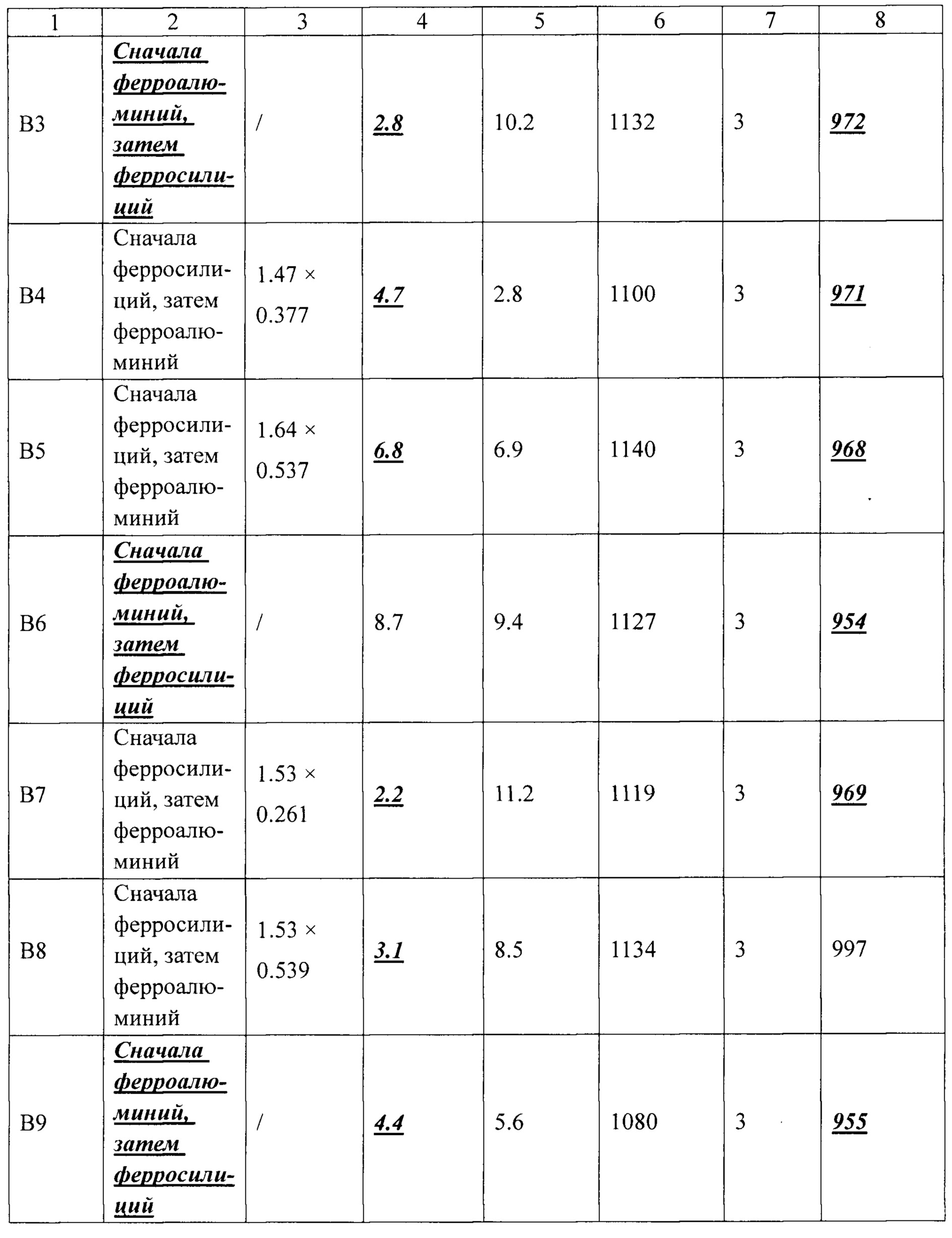
Конкретные параметры способа и различные стадии подробно описаны в таблице 2.
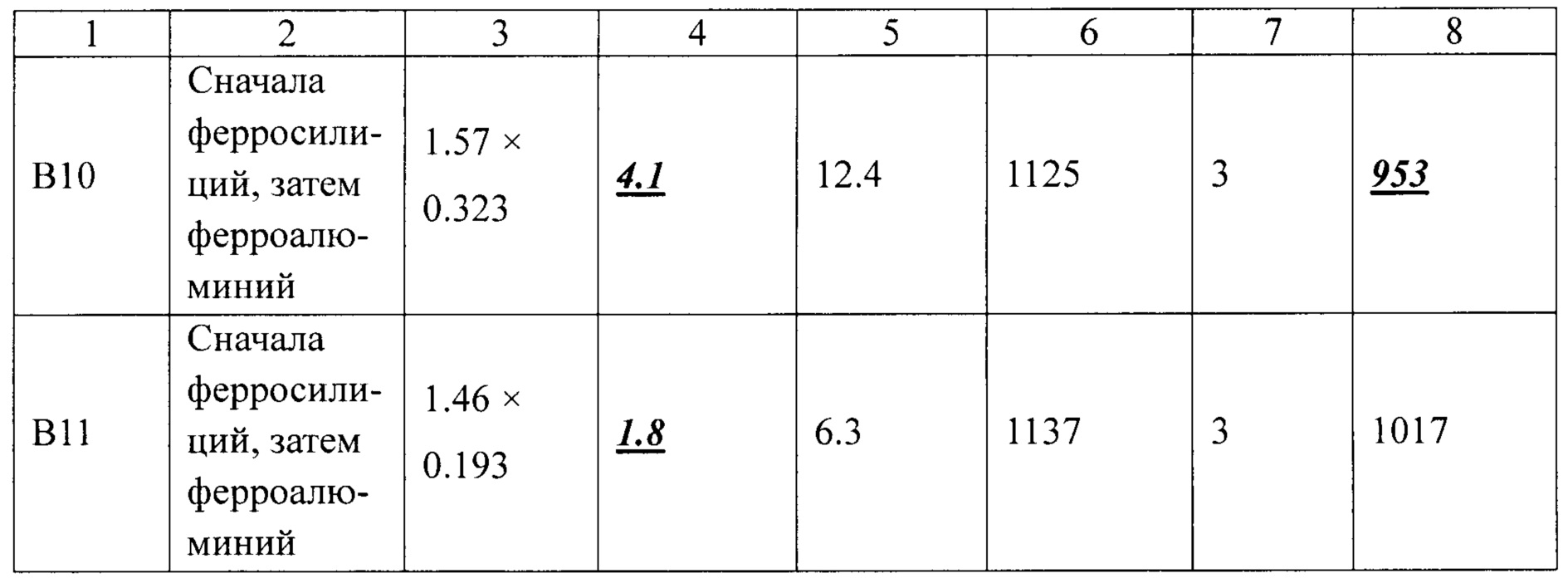
В таблице 3 приведены электромагнитные свойства и параметры текстуры листовой стали в примерах А1-А10 и в сравнительных примерах В1-В11.
Из таблицы 3 видно, что значения магнитной индукции в сравнительных примерах В1-В3 выше 1,70 Тл, но потери в железе также велики; потери в железе в сравнительных примерах В4-В9 и В11 снижен, но значения магнитной индукции также снижаются сообразно потерям в железе; в сравнительном примере В10 потери в железе ниже, а магнитная индукция также достигает 1,70 Тл, но поверхность имеет дефекты волнистости. Однако в листах нетекстурированной электротехнической стали из примеров А1-А10 настоящего случая все значения магнитной индукции составляют ≥ 1,70 Тл, а потери в железе составляют ≤ 5,61 Вт/кг; кроме того, на поверхностях листов стали нет дефекта волнистости, т.е. одновременно достигнуты показатели высокой магнитной индукции, низких потерь в железе и хорошего качества поверхности.
Из этого следует, что нетекстурированная электротехническая листовая сталь согласно настоящему изобретению имеет хорошее качество поверхности, в дополнение к сверхвысокой магнитной индукции и сверхнизким потерям в железе, и может быть пригодна для изготовления экологически чистых, высокоэффективных электрических устройств, таких, как ионизированные стальные сердечники (EI), электродвигатели, малогабаритные трансформаторы.
Химический состав листовой стали в примерах А1-А10 и в сравнительных примерах В1-В 11, масс. %
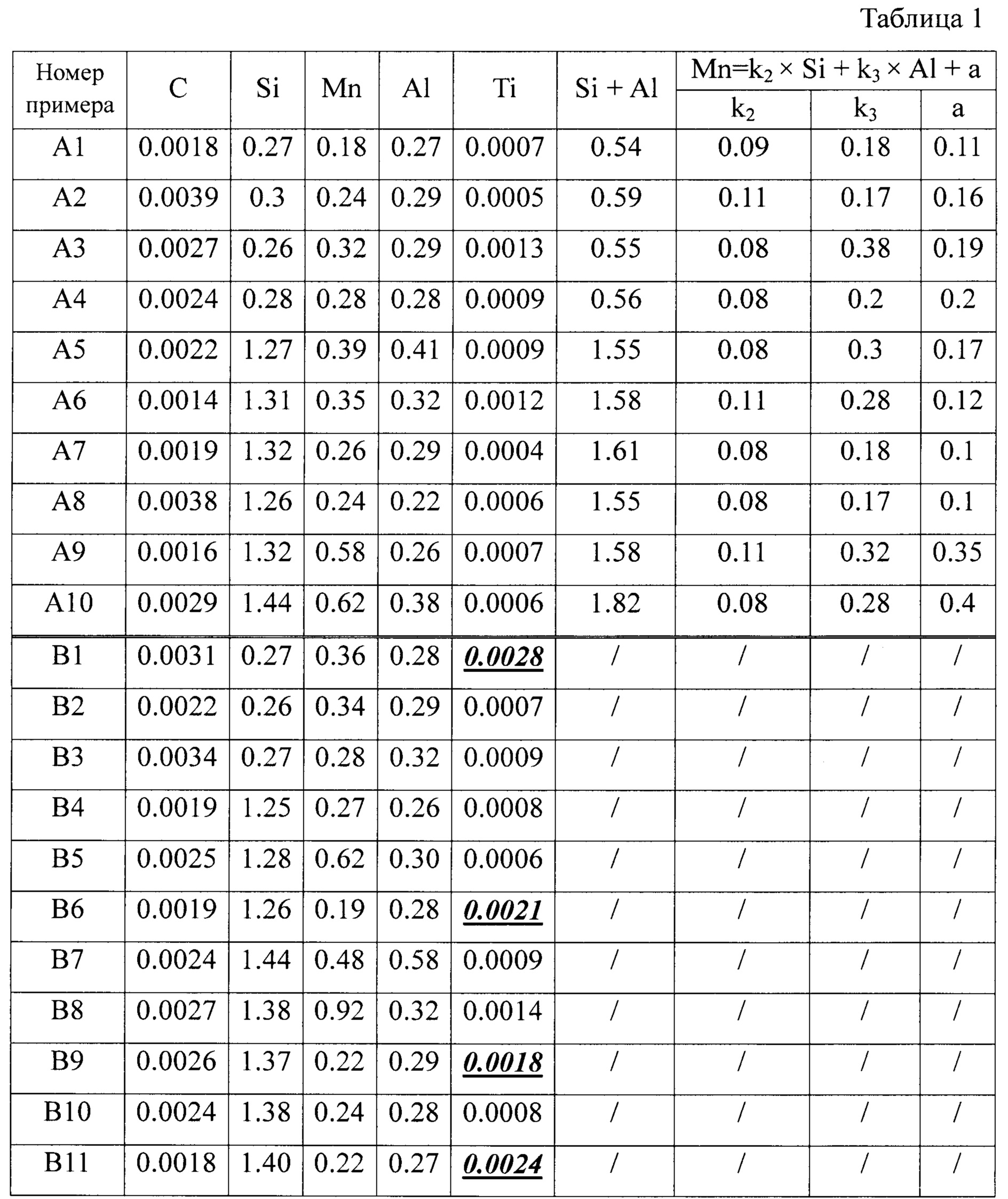
Остальное - железо и неизбежные примеси, кроме элементов S и N.
Параметры способа и различные стадии изготовления листовой стали в примерах А1-А 10 и в сравнительных примерах В1-В11, масс. %
Продолжение таблицы 2
Продолжение таблицы 2
Продолжение таблицы 2

Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Способ производства нетекстурированной электротехнической стали с высокой магнитной индукцией
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Нетекстурированная электротехническая листовая сталь и способ ее изготовления
Способ и устройство для отображения информации
Способ и устройство для переключения режима отображения
Способ и устройство для проверки состояния соединения
Способ получения текстурированной кремнистой стали, содержащей медь
Неориентированная листовая кремнистая сталь с высокой магнитной индукцией и низкими потерями в железе и способ ее получения
Продукт из текстурированной кремнистой стали с низкими потерями в железе для трансформатора с низким уровнем шума и способ его получения

