Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ВЫСОКОЙ МАГНИТНОЙ ИНДУКЦИЕЙ
Вид РИД
Изобретение
Область изобретения
Изобретение относится к способу производства нетекстурированной электротехнической стали, в частности, к способу производства нетекстурированной электротехнической стали с высокой магнитной индукцией.
Предшествующий уровень техники
Нетекстурированная электротехническая сталь - важный магнитный материал, который широко используется при производстве различных электрических машин, компрессоров и т.п. Как правило, такая сталь содержит менее 6,5% кремния, менее 3% алюминия, менее 0,1% углерода, а также некоторые другие микропримеси. Способ производства электротехнической стали включает процедуры горячей прокатки, нормализации, холодной прокатки, окончательного отжига и нанесения электроизоляционного покрытия.
Оценка нетекстурированной электротехнической стали выполняется на основе следующих характеристик: потеря железа, магнитная индукция и магнитная анизотропия. Магнитные свойства нетекстурированной электротехнической стали существенно зависят от таких факторов как состав материала, толщина, процедура тепловой обработки и т.д.
Общепринятым способом получения нетекстурированной электротехнической стали со сверхвысокой магнитной индукцией является уменьшение содержания кремния, в результате чего снижается электрическое сопротивление материала, а также использование более высокой температуры нормализации горячекатаной стали, например, вплоть до 1000°C. Однако из-за низкого содержания кремния и алюминия структура рекристаллизации нормализованной нетекстурированой электротехнической стали становится достаточно мелкозернистой. Мелкозернистая структура, полученная при нормализации, приводит к тому, что текстура поверхности {0kl} после окончательного отжига листа будет иметь достаточно низкую интенсивность, а значит и более низкую магнитную индукцию.
Кроме того, процедура отжига тоже существенно влияет на магнитную индукцию электротехнической стали. Чтобы отожженые листы имели требуемый размер зерен, обычно выбирают определенную температуру и длительность выдерживания. Если использовать слишком высокую температуру выдерживания и слишком длительное время выдерживания, то кристаллические зерна отожженной электротехнической стали получаются достаточно крупными, текстура поверхности {111} становится более выраженной, и магнитная индукция листа уменьшается; если же диаметр зерен маленький, то увеличиваются потери материала на гистерезис, что приводит к увеличению электрических потерь при использовании стали.
В процедуре отжига, в сравнении с нагревом при низком темпе роста температуры, нагрев при высоком темпе увеличения температуры приводит к получению весьма выраженной гауссовой текстуры. Нагрев при более низком темпе роста температуры приводит к тому, что текстура итогового изделия из электротехнической стали включает в себя больше компонента {111} <112> и меньше компонентов {110} <114>, {001} <120> и {111} <110) (см. статью Jong-Tae PARK, Jerzy A.SZPUNAR Sang-Yun СНА "Effect of heating Rate on the development of Annealing Texture in Non-oriented Electrical steels", ISIJ International, выпуск 43 (2003), №10, стр.1611-1614). Таким образом, в процедуре отжига использование нагрева при более высоком темпе роста температуры может подавить возврат и дать текстуру поверхности с {110} и {100} в сердцевине, благодаря чему достигается эффективное улучшение магнитной индукции итогового изделия из электротехнической стали.
Раскрытие изобретения
Перед настоящим изобретением стоит задача создания способа производства нетекстурированной электротехнической стали с высокой магнитной индукцией, который характеризуется следующим: выполняется легкая прокатка горячекатаной стальной полосы, а затем холоднокатаная стальная полоса быстро нагревается до температуры отжига, что позволяет получить нетекстурированную электротехническую сталь с высокой магнитной индукцией без увеличения потерь железа в листе.
Для решения поставленной задачи в рамках предлагаемого способа производства нетекстурированной электротехнической стали с высокой магнитной индукцией предусматриваются следующие процедуры:
1) выплавка и отливка:
химический состав нетекстурированной электротехнический стали, вес.%: Si 0,1~1, Al 0,005~1,0, C≤0,004, Mn=0,10~1,50, P≤0,2, S≤0,005, N≤0,002, Nb+V+Ti≤0,006, а остальное Fe и неустранимые включения; нетекстурированную электротехническую сталь подвергают выплавке и вторичному рафинированию в конвертере или электрической печи, а затем отливают в виде стального прутка;
2) горячая прокатка:
стальной пруток нагревают до температуры в диапазоне 1150~1200°C и выдерживают при этой температуре в течение определенного времени, после чего при помощи горячей прокатки при температуре конца прокатки 830~900°C получают стальную полосу, при охлаждении до температуры ≥570°C горячекатаную полосу сматывают в рулон;
3) правка:
горячекатаную полосу подвергают холодной прокатке с коэффициентом обжатия 2~5%;
4) нормализация:
холоднокатаную полосу подвергают непрерывной нормализации при температуре не ниже 950°C и выдерживают при этой температуре в течение 30~180 с;
5) травление и холодная прокатка:
нормализованную полосу подвергают травлению, а затем последовательно несколько раз проводят холодную прокатку с нарастающим или суммарным коэффициентом обжатия 70~80% до получения листа из холоднокатаной стали конечной толщины;
6) отжиг:
холоднокатаный лист быстро нагревают до температуры в диапазоне 800~1000°C со скоростью нагрева не ниже 100°C/с, и выдерживают при этой температуре в течение 5~60 с, после чего медленно охлаждают до температуры 600~750°C при скорости охлаждения 3~15°C/с.
В предпочтительном варианте осуществления изобретения отжиг холоднокатаного листа конечной толщины осуществляют в атмосфере, содержащей, об.%: H2 в количестве 30~70 и N2 в количестве 70~30, с точкой росы ≤-25°C.
Основными факторами, влияющими на интенсивность магнитной индукции B25 и B50 нетекстурированной электротехнической стали, является химический состав и кристаллическая зерновая текстура.
Повышенное содержание кремния, алюминия и марганца увеличивает сопротивление току и снижает магнитные свойства B25 и В50. Идеальной кристаллической структурой является текстура поверхности (100) [uvw], так как она изотропна, и направление трудного намагничивания не совпадает с поверхностью проката. На практике получить единую структуру поверхности с такими свойствами невозможно. Как правило, имеются компоненты текстуры (100) [011], (111) [112], (110) [001], (112) [011] и так далее, из них компонент текстуры (100) составляет лишь в районе 20% и, в основном, относится к неориентированной разупорядоченной текстуре, то есть, к магнитной анизотропной текстуре. Таким образом, изменение химического состава материала и улучшение способа производства для усиления компонента (100) и ослабления компонента (111) является важным способом увеличения интенсивности магнитной индукции В25 и В50.
При выборе состава в изобретении учитываются следующие основные соображения:
Si: кремний растворяется в феррите с образованием твердого раствора замещения, что увеличивает сопротивление материала и снижает потерю железа, поэтому кремний является самым важным легирующим элементом в составе электротехнической стали, однако он отрицательно влияет на магнитную индукцию. Задачей изобретения является получение нетекстурированной электротехнической стали с высокой магнитной индукцией, поэтому содержание кремния устанавливается на низком уровне: 0,1~1%.
Al: алюминий также повышает сопротивление и растворяется в феррите для увеличения сопротивления материала, получения более грубых кристаллических зерен и снижения потерь железа, но он тоже снижает магнитную индукцию. Содержание алюминия более 1,5% усложняет выполнение выплавки, отливки и машинной обработки, а также снижает магнитную индукцию.
Mn: марганец, аналогично кремнию и алюминию, увеличивает сопротивление стали и снижает магнитную индукцию, но он благоприятен для уменьшения потерь железа и реагирует с составом S, образуя стабильный сульфид марганца MnS, что устраняет отрицательное влияние серы на магнитные свойства стали. Таким образом, необходимо включить в состав электротехнической стали марганец с содержанием более 0,1%. В изобретении содержание марганца контролируется в пределах 0,10~1,50%.
P: добавление некоторого объема фосфора в состав стали может улучшить обрабатываемость электротехнической стали, но содержание фосфора должно быть менее 0,2%.
С, N, Nb, V и Ti: все эти элементы отрицательно влияют на магнитные свойства стали. В изобретении содержание этих элементов контролируется на уровне C≤0,004%, S≤0,005%, N≤0,002, Nb+V+Ti ≤0,006%, чтобы снизить негативный эффект, которые эти элементы оказывают на магнитные свойства.
Температура нагреваемого прутка или сляба должна быть ниже температуры твердого раствора включений MnS и AlN в составе стали. В настоящем изобретении температура нагрева устанавливается в диапазоне 1150~1200°C, температура конца прокатки - в диапазоне 830~900°C, а температура сматывания в рулон - не ниже 570°C, так как такие температуры предотвращают образование твердых растворов включений и позволяют получить горячекатаную полосу с грубой зернистостью.
Качественная правка горячекатаной полосы в данном изобретении является ключевым фактором для получения нетекстурированной электротехнической стали со сверхвысокой магнитной индукцией. Поскольку задачей изобретения является способ производства нетекстурированной электротехнической стали со сверхвысокой магнитной индукцией, содержание кремния и алюминия в составе стали контролируется на достаточно низком уровне. Однако слишком малое содержание кремния и алюминия препятствует нормальному увеличению кристаллических зерен в процессе нормализации горячекатаной полосы. Кроме того, нетекстурированная электротехническая стальная полоса с пониженным содержанием кремния склонна к рекристаллизации в процессе горячей прокатки, в результате чего в металлографической текстуре горячекатаной полосы будет больше мелких равноосных рекристализованных зерен и меньше волокнистой текстуры прокатки. Правка горячекатаной полосы с коэффициентом обжатия 2~5% перед нормализацией позволяет увеличить накопление энергии деформации, в результате чего текстура рекристаллизации нормализованной полосы будет намного более крупнозернистой. Использование слишком высокого коэффициента обжатия в процедуре правки приводит к увеличению числа внутренних дефектов в горячекатаной полосе, которые влияют на рост зерен.
Нормализация и предварительный отжиг горячекатаной полосы выполняются для улучшения структуры и текстуры зерен. Исследование свойств нетекстурированной электротехнической стали указывает на то, что огрубление структуры зерен до холодной прокатки может ослабить текстурный компонент {111} холоднокатаного листа и усилить текстурный компонент {okl} холоднокатаного листа после проведения окончательного отжига, при этом текстурный компонент {okl} положительно влияет на магнитные свойства. Кроме того, сопутствующее явление, которое проявляется в огрублении разделенного вещества, может дополнительно упростить рост зерен, улучшая магнитную индукцию и снижая потери железа. В данном изобретении температура нормализации полосы нетекстурированной электротехнической стали с высокой магнитной индукцией составляет не менее 950°C, время выдерживания равно 30~180 с.
Зерна {110} гауссовой текстуры, которые хорошо влияют на магнитные свойства, обычно зарождаются и растут в зоне деформации сдвига холоднокатаного материала. Если темп роста температуры слишком низкий, то на стадии более низкой температуры произойдет процесс возврата в материале, который уменьшит искажение решетки, в результате чего вероятность зарождения кристаллов в гауссовой текстуре резко снизится. Использование высокого темпа роста температуры в процедуре отжига позволяет быстро пройти температурный диапазон, который отрицательно влияет на развитие гауссовой текстуры, в результате чего текстура поверхности {okl}, благотворно влияющая на магнитные свойства, будет развиваться еще эффективнее, оптимизируя магнитную индукцию и потери железа. Медленное охлаждение отожженого листа может улучшить его магнитные свойства. В изобретении холоднокатаный лист подвергают окончательному отжигу, быстро нагревая лист до температуры в диапазоне 800~1000°C при темпе роста температуры ≥100°C/с с длительностью выдерживания 5~60 с, после чего медленно охлаждают до температуры 600-750°C при скорости охлаждения 3-15°C/с.
В сравнении с традиционными способами производства, предлагаемый способ позволяет повысить магнитную индукцию нетекстурированной электротехнической стали на минимум 200 Гс при тех же потерях железа.
Краткое описание чертежей
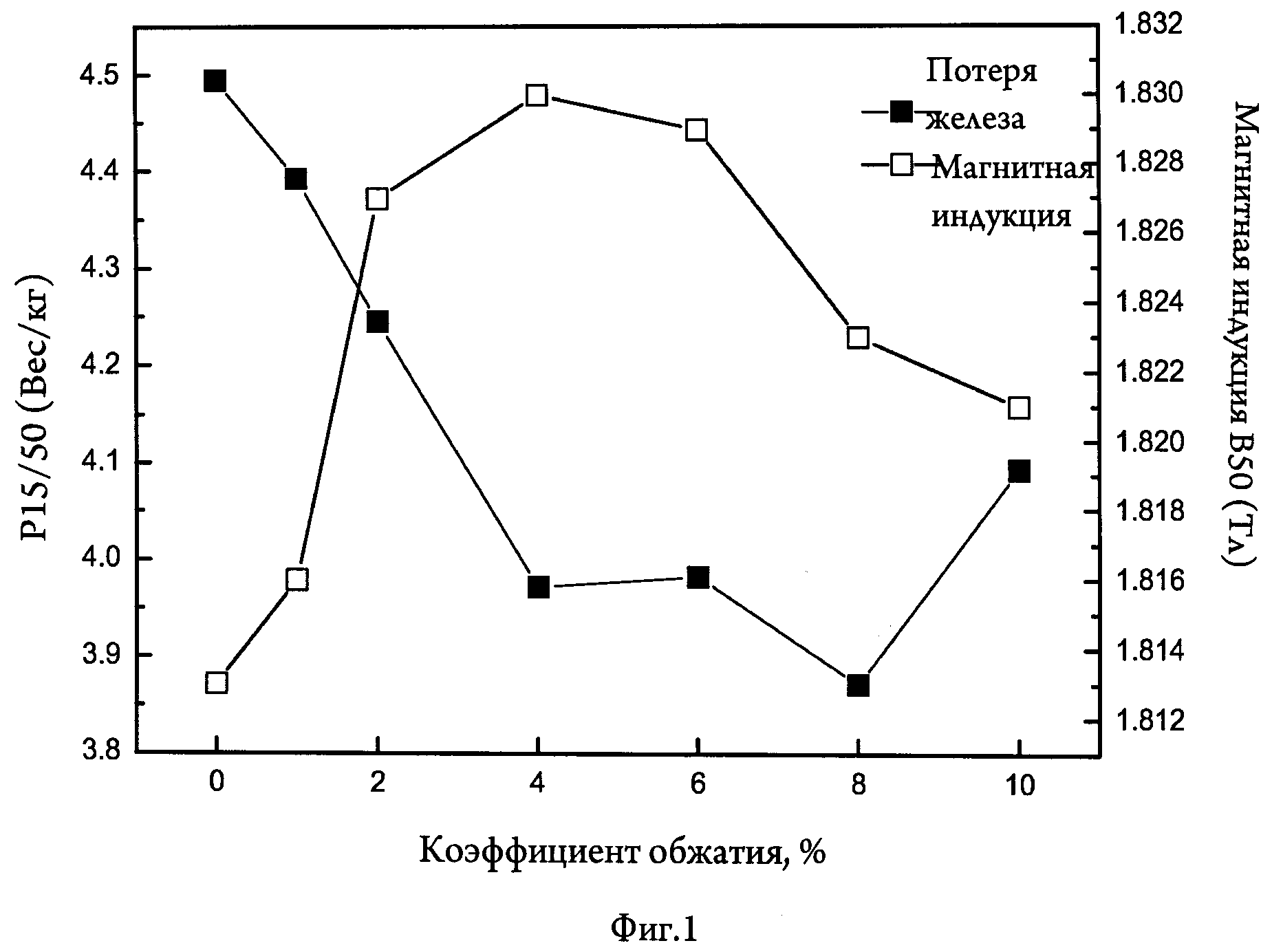
На Фиг.1 показано взаимоотношение коэффициента обжатия холодной прокатки горячекатаной полосы и магнитных свойств стали после окончательного отжига.
Лучший вариант осуществления изобретения
Далее настоящее изобретение подробно описано в виде вариантов осуществления со ссылками на приложенный чертеж.
Вариант осуществления 1.
(1) Горячекатаная нетекстурированная электротехническая стальная полоса 2,6 мм толщиной, со следующим составом, вес.%: Si 0,799, Al 0,4282, C 0,0016, Mn 0,26, P≤0,022, S≤0,0033, N≤0,0007, Nb 0,0004, V 0,0016, Ti 0,0009, остальное составляет Fe и неустранимые включения. В процессе горячей прокатки стальной полосы стальной пруток после отливки нагревают до температуры 1150°C и выдерживают при этой температуре 3 ч, затем осуществляют горячую прокатку с температурой конца прокатки 850°C, полученную стальную полосу охлаждают до температуры 570°C и сматывают в рулон.
(2) Горячекатаную полосу подвергают холодной прокатке с коэффициентом обжатия 1~10%.
(3) Холоднокатаную полосу подвергают нормализации при температуре выдерживания 970°C и выдерживают при этой температуре в течение 60 с, после чего нормализованную полосу подвергают травлению, а затем холодной прокаткой получают листовую сталь толщиной 0,5 мм. В процессе холодной прокатки стальной пруток прокатывают 5 раз с суммарным коэффициентом обжатия 78%.
(4) Холоднокатаный лист подвергают отжигу при высоком темпе нагрева при помощи лабораторной электрической печи отжига, при этом темп роста температуры составляет 250°C/с, температура выдерживания равна 850°C, а время выдерживания составляет 13 с.
Исследование показывает, что при выполнении холодной прокатки горячекатаной полосы с коэффициентом обжатия 1~10% рекристаллизованные зерна нормализованного листа после нормализации становятся заметно более грубыми, хотя микроструктура итогового изделия из электротехнической стали существенно не меняется. При использовании коэффициента обжатия 4-6% магнитные свойства итогового изделия из электротехнической стали проявляются лучше всего при магнитной индукции В50 вплоть до 1,83 Тл. Магнитные свойства электротехнической стали после окончательного отжига приведены в Таблице 1. Взаимоотношение между коэффициентом обжатия, с которым выполняется несколько последовательных процедур холодной прокатки горячекатаной полосы, и магнитными свойствами стали после окончательного отжига показано на Фиг.1.
|
Были изучены микроструктуры нормализованной полосы и листа после окончательного отжига, полученных при различных коэффициентах обжатия. Оказалось, что после выполнения легкой холодной прокатки горячекатаной полосы кристаллические зерна нормализованной полосы заметно увеличиваются, тогда как размер кристаллических зерен листа, прошедшего окончательный отжиг, заметно не меняется. Средние значения диаметра зерен нормализованной полосы и листа после окончательного отжига приведены в Таблице 2. Между этими результатами и магнитными свойствами итогового изделия листовой стали имеется устойчивое соответствие. А именно: при увеличении размера зерен нормализованной полосы ослабевает компонент текстуры {111} холоднокатаного листа после окончательного отжига, тогда как компонент текстуры {110}, который положительно влияет на магнитные свойства, наоборот, усиливается, в результате чего оптимизируется магнитная индукция В50 листа после окончательного отжига.
|
Вариант осуществления 2.
(1) Горячекатаная нетекстурированная электротехническая стальная полоса 2,6 мм толщиной, со следующим составом, вес.%: Si 1, Al 0,2989, C 0,0015, Mn 0,297, P 0,0572, S 0,0027, N 0,0009, Nb 0,0005, V 0,0015, Ti 0,0011, остальное составляет Fe и неустранимые включения. В процессе горячей прокатки стальной полосы стальной пруток после отливки нагревают до температуры 1150°C и выдерживают при этой температуре 3 ч, затем осуществляют горячую прокатку с температурой конца прокатки 860°C, полученную стальную полосу охлаждают до температуры 570°C и сматывают в рулон.
(2) Горячекатаную полосу подвергают холодной прокатке с коэффициентом обжатия 4%.
(3) Холоднокатаную полосу подвергают нормализации при температуре выдерживания 950°C и выдерживают при этой температуре в течение 60 с, после чего нормализованную полосу подвергают травлению, а затем холодной прокаткой получают листовую сталь толщиной 0,5 мм. В процессе холодной прокатки стальной пруток прокатывают непрерывно 5 раз с суммарным коэффициентом обжатия 80%.
(4) Холоднокатаный лист подвергают отжигу при высоком темпе нагрева при помощи лабораторной электрической печи отжига, при этом темпы роста температуры различны и составляют 20°C/с, 150°C/с и 250°C/с, соответственно, температура выдерживания равна 960°C, время выдерживания составляет 13 с.
Магнитные свойства листа после окончательного отжига приведены в Таблице 3.
|
Как видно из Таблицы 3, потеря железа и магнитная индукция листа после окончательного отжига зависят от темпа увеличения температуры. При увеличении темпа роста температуры снижается потеря железа и увеличивается магнитная индукция.
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Способ производства текстурированной электротехнической стали с высокими магнитными свойствами
Устройство поршневого типа для ламинарного охлаждения
Установка плунжерного типа для ламинарного охлаждения
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Универсальная линия для обработки стальной полосы для производства различных видов высокопрочной стали
Способ определения магнитной индукции текстурированной электротехнической стали
Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами
Способ производства нетекстурированной электротехнической листовой стали без дефекта рослости
Способ производства листа из текстурированной электротехнической стали с высокой плотностью магнитного потока
Сепаратор отжига для производства текстурированной электротехнической стали с зеркальной поверхностью и высокими магнитными свойствами
Способ производства текстурированной электротехнической стали с высокими магнитными свойствами

