Результат интеллектуальной деятельности: Способ изготовления высокоточной заготовки из порошка титанового сплава
Вид РИД
Изобретение
Изобретение относится к области аддитивного производства и может быть использовано в различных отраслях промышленности при изготовлении сложных 3х-мерных изделий из титановых сплавов методом прямого лазерного выращивания.
Известен "Способ формирования металлической части на металлической подложке посредством осаждения накладываемых друг на друга слоев" патент РФ №2321678 от 10.04.2008, относящийся к способам изготовления 3-х мерных изделий посредствам технологии лазерной наплавки или прямого лазерного выращивания. Суть способа заключается в генерации лазерного излучения, направление его в зону выращивания и подаче в зону его воздействия металлического порошка. Постоянство геометрических размеров изделия обеспечивается варьированием мощности генерируемого в зону воздействия лазерного излучения таким образом, чтобы ванна расплава сохраняла свою геометрию.
В патенте РФ №2228243 "Способ и устройство для лазерной наплавки" от 10.05.2004 описана система автоматического регулирования послойной наплавки материала, содержащая лазер с возможностью регулирования мощности его излучения, средство подачи материала в ванну расплава для его плавления лазерным излучением для получения слоя наплавленного материала с заданной геометрией; системы контроля геометрии наплавляемого валика на базе оптоэлектрического чувствительного элемента и системы обратной связи, обеспечивающей автоматическое регулирование скорости процесса наплавки. Датчик системы контроля оснащен узкополосным фильтром, пропускающим отраженное от наплавленного покрытия излучение.
Недостатками данных способов является использование лазерного излучения с гауссовым распределением в поперечном сечении.
В качестве прототипа выбран патент РФ №151056 на «Устройство для лазерного спекания порошка» от 11.09.2014.
В нем приведено устройство, содержащее лазер и средство фокусирования, и средство относительного перемещения лазерного луча и поверхности спекаемого порошка, дополнительно снабжено оптической системой колебаний лазерного луча, предназначенной для последовательной установки между средством фокусирования и средством относительного перемещения. При реализации метода спекания на данном устройстве совершаются колебательные перемещения лазерного луча по двум взаимно перпендикулярным направлениям, нормальным к оси лазерного луча, которые контролируются системой управления процесса спекания, подключенной к оптической системе колебаний, выполненной в виде, в частном случае - плоского зеркала или призмы.
Недостатком метода, реализуемого на данном устройстве, является необходимость в большом количестве используемого порошка при подготовке слоя перед его спеканием во время создания изделия. Это повышает стоимость его изготовления. Мощность лазерного излучения в процессе колебания луча не меняется в разных местах обработки, это сказывается на качестве формирования слоев изделия, либо требует использования дополнительных поддерживающих опор.
Техническим результатом является изготовление 3х-мерной высокоточной заготовки из порошка титанового сплава с использованием способа прямого лазерного выращивания с повышением качеств формирования наплавляемых слоев.
Для решения задачи предложен способ изготовления высокоточной заготовки из порошка титанового сплава.
3D-модель изделия разбивают на слои в программном обеспечении или задают контур изделия вручную с пульта оператора, фокусируют лазерное излучение требуемой мощности в зону обработки с помощью оптической системы лазерной головки, металлический порошок подают в зону воздействия лазерного излучения (коаксиально или не коаксиально оптической оси лазерного излучения), рабочую герметичную камеру заполняют инертным газом - аргоном высшего сорта до избыточного давления, изменяют распределение лазерного излучения с использованием осциллирования лазерного излучения, мощность лазерного излучения изменяют программно по точкам.
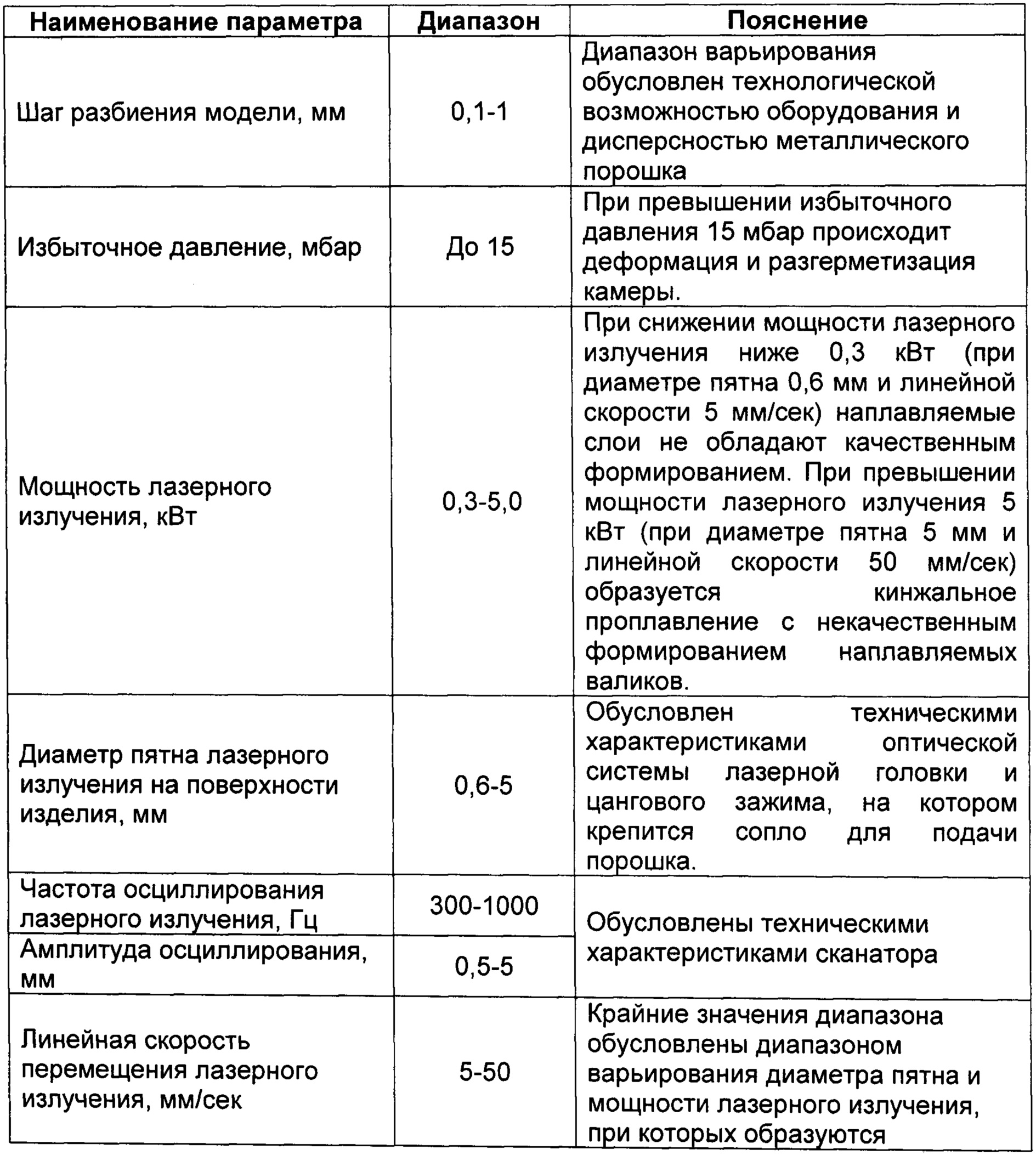
Поставленная задача в заявляемом способе решается посредством послойного компьютерного разбиения модели изделия с шагом от 0,1 мм до 1 мм, заполнением объема рабочей герметичной камеры до избыточного давления 15 мБар, генерации лазерного излучения мощностью от 0,3 кВт до 5,0 кВт и его транспортировки в оптическую систему лазерной головки по транспортному волокну, фокусировки лазерного излучения с диаметром пятна на поверхности выращиваемой заготовки от 0,6 мм до 5 мм и осцилляции лазерного излучения с помощью модуля колебаний, встроенного в лазерную головку, с частотой от 300 Гц до 1000 Гц и амплитудой от 0,5 мм до 5 мм в зону взаимодействия с металлическим порошком (титановый сплав), подаваемым локально. Лазерная головка перемещается относительно заготовки по требуемой траектории со скоростью от 5 мм/сек до 50 мм/сек. Далее с использованием данных 3D-модели или данных программы, внесенных оператором вручную, высокоточную заготовку выращивают послойно.
Диапазоны варьирования параметров режима обусловлены следующим:

Техническим результатом заявляемого решения является изменение распределения лазерного излучения в поперечном сечении с гауссова – фиг. 1 а до равномерного. При этом при прямом лазерном выращивании высокоточной заготовки в процессе осцилляции из-за инерции компонентов модуля колебаний лазерное излучение воздействует на крайнюю область выращиваемой поверхности дольше по сравнению с промежуточной областью, обеспечивая больший вклад энергии по краям наплавляемого слоя – фиг. 1 б. В результате при прямом лазерном выращивании точных заготовок обеспечивается качественное сплавление слоев, образуя стенку с требуемой шероховатостью – фиг. 1 г, также увеличивается коэффициент захвата металлического порошка и производительность процесса выращивания. В случае же гауссова распределения (без осцилляции лазерного излучения) в процессе выращивания слои не сплавляются по краям из-за недостаточной мощности лазерного излучения, что влечет образование стенки с высоким значением шероховатости – фиг. 1 в снижение коэффициента захвата металлического порошка и производительности процесса прямого лазерного выращивания.
Способ изготовления высокоточной заготовки из порошка титанового сплава, включающий послойное выращивание заготовки на установке прямого лазерного выращивания с использованием данных 3D-модели заготовки в программном обеспечении или внесенных оператором данных программы вручную с пульта оператора, фокусировку лазерного излучения в герметичной рабочей камере в зоне обработки порошка с помощью оптической системы лазерной головки, подачу порошка в зону воздействия лазерного излучения и послойное наплавление слоев заготовки из порошка посредством перемещения осциллированного лазерного излучения, отличающийся тем, что послойное наплавление слоев заготовки из порошка ведут в заполненной аргоном до избыточного давления герметичной рабочей камере, при этом лазерное излучение осциллируют с помощью модуля колебаний, встроенного в лазерную головку, с частотой 300-1000 Гц и амплитудой 0,5-5 мм, причем мощность лазерного излучения изменяют программно по точкам в диапазоне 0,3-5 кВт и обеспечивают линейную скорость перемещения осциллированного лазерного излучения в диапазоне 5-50 мм/сек.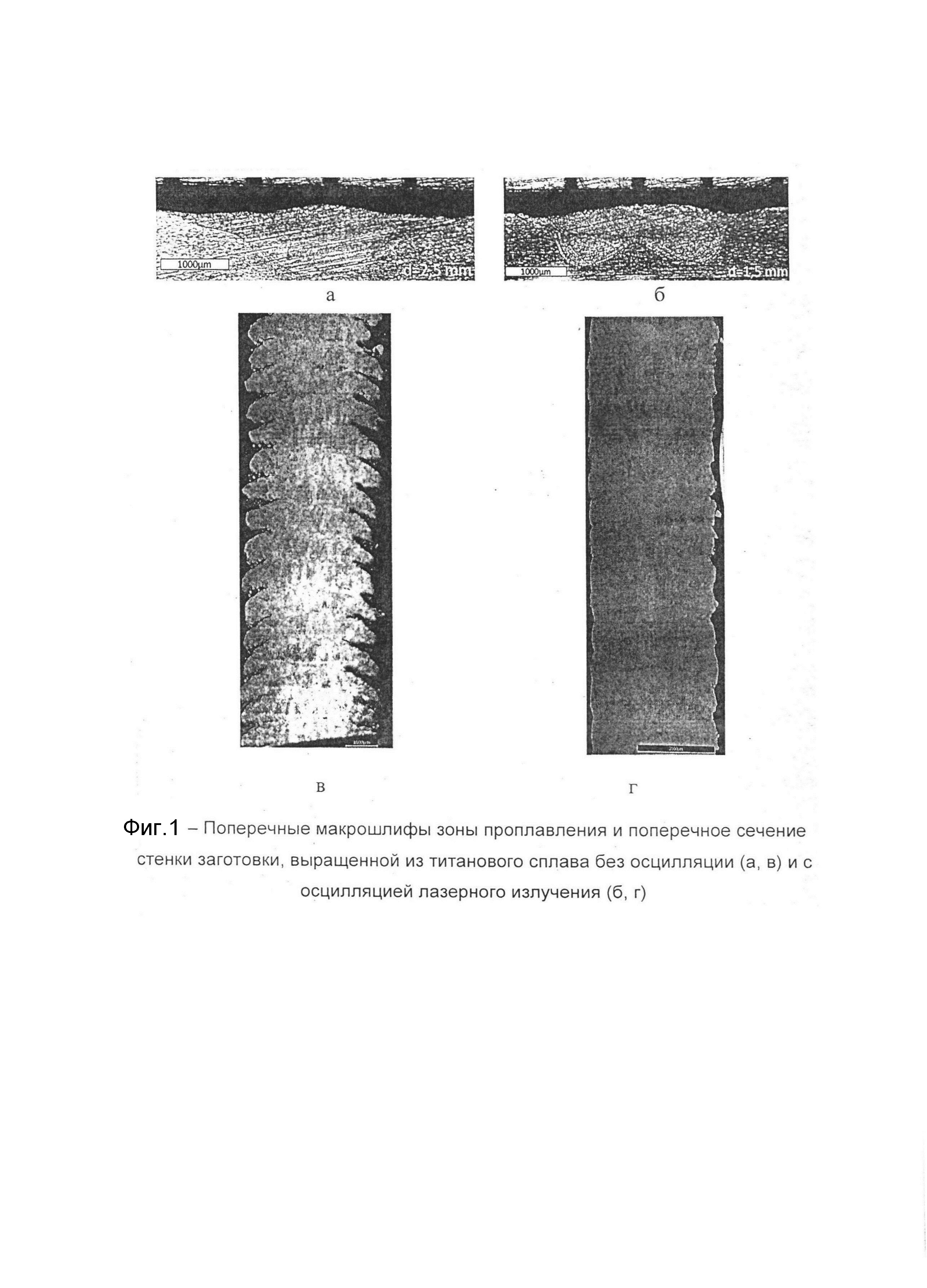
Ионизационный датчик сигнализации наличия высотемпературной агрессивной среды
Поворотное осесимметричное сопло турбореактивного двигателя
Способ эксплуатации турбореактивного двигателя
Кронштейн крепления агрегата на обечайке корпуса турбомашины
Способ определения погасания камеры сгорания газотурбинного двигателя
Охлаждаемая турбина двухконтурного газотурбинного двигателя
Газотурбинный двигатель твердого топлива
Способ регулирования авиационного турбореактивного двигателя
Способ настройки осевой нагрузки на упорный подшипник опоры ротора газотурбинного двигателя
Стенд для испытаний компрессора газотурбинного двигателя
Способ лазерно-дуговой орбитальной сварки
Модуль лазерно-дуговой для орбитальной сварки неповоротных кольцевых стыков труб
Способ лазерно-дуговой сварки вертикальных стыков толстолистовых стальных конструкций
Способ лазерной сварки соединения труба - трубная доска
Устройство для получения объемных изделий с градиентом свойств из порошков
Способ изготовления полого диска газотурбинного двигателя
Способ изготовления изделий из стали типа ак
Способ изготовления топологически оптимизированного рабочего колеса водометного движителя методом прямого лазерного выращивания

