Результат интеллектуальной деятельности: Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов
Вид РИД
Изобретение
Изобретение относится к технологии электронно-лучевой сварки кольцевого соединения тонкостенных конструкций из высокопрочных алюминиевых сплавов, в частности для изготовления узлов, состоящих из тонкостенной обечайки и цилиндрической крышки. Заявляемый способ может быть использован при изготовлении легких сварных конструкций для авиационной и космической техники с повышенными требованиями к прочности и герметичности соединений (например, корпусов гироскопов для искусственных спутников Земли).
Известен способ электронно-лучевой сварки тонкостенной трубы с тонкостенным биметаллическим переходником [1]. Перед сваркой свариваемый конец трубы раздают на конус, величиной не более 14 градусов и на ее торце выполняют центрирующий кольцевой выступ. Свариваемому концу биметаллического переходника придают аналогичную конусную форму и на его торце выполняют центрирующую кольцевую проточку под кольцевой выступ на торце трубы. Сварку выполняют пятном нагрева электронного луча со скоростью сварки не более 20 м/час (5.6 мм/с), при этом пятно нагрева электронного луча колеблют с частотой не более 50 колебаний в секунду симметрично линии стыка.
Предлагаемый способ является трудоемким и требует доработки деталей перед сваркой (конус, кольцевая проточка и выступ), что не допускается при изготовлении прецизионных изделий.
Известен способ электронно-лучевой сварки тонкостенных труб из молибденовых сплавов [2]. Предлагаемый способ отличается тем, что перед стыковкой труб между ними помещают присадочный материал в виде вставки из молибден-рениевого сплава, размеры которой обеспечивают содержание рения не менее 11%. Осуществляют стыковку труб с приложением осевого усилия и вставку фиксируют электронным лучом в нескольких точках. Стык прогревают расфокусированным лучом до температуры (80÷900)°С. Сварку ведут со скоростью (24÷26) мм/с.
Наиболее близким по технической сущности является выбранный за прототип способ электронно-лучевой сварки кольцевых соединений титановых сплавов [3]. Способ включает подготовку кромок под сварку, сборку стыка и сварку электронным лучом с расположением фокуса луча выше поверхности свариваемого изделия. При этом электронный луч с круговой разверткой фокусируют на расстояние от поверхности свариваемых кромок не менее двух и не более трех толщин свариваемого стыка.
Общим недостатком способов [1-3] является отсутствие требований к температуре нагрева узлов свариваемого изделия, которые предъявляются к сварке как финишной операции технологического процесса. При этом недопустим нагрев находящихся внутри изделия компонентов (печатные платы, микросхемы, радиоэлементы и т.д.) свыше 80°С.
Кроме того, при сварке прецизионно изготовленных деталей недопустима их дополнительная механическая обработка под сварку без последующего снятия напряжений, возникающих при обработке. Это может привести к изменению размеров элементов конструкции (нарушение соосности, появление эллипсоидальной конфигурации и т.д.).
Техническим результатом настоящего изобретения является разработка способа электронно-лучевой сварки тонкостенных конструкций из упрочненных алюминиевых сплавов, обеспечивающего получение качественных кольцевых соединений с повышенными требованиями к прочности и герметичности.
Технический результат достигается тем, что разработан способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из упрочненных алюминиевых сплавов, включающий подготовку соединения под сварку, сборку соединения и его сварку электронным лучом. В периферийной области верхней поверхности цилиндрической крышки выполняют кольцевую проточку сечением не менее 3×3 мм. Проводят термическую обработку обечайки и крышки для снятия остаточных напряжений. Обечайку устанавливают на крышку с зазором не более 0.1 мм, срез обечайки смещают вниз на расстояние δ от верхней поверхности крышки. На внешнюю поверхность обечайки плотно устанавливают медное кольцо шириной не менее 28 и высотой не менее 20δ, смещенное вниз на расстояние δ от среза обечайки. Обечайку предварительно фиксируют на боковой поверхности цилиндра электронным лучом в 12 диаметрально противоположных точках, равномерно расположенных по окружности кольцевого соединения. Сварку кольцевого соединения выполняют в вакуумной камере при ориентации сфокусированного на торец обечайки на расстоянии 0.4δ от ее внутренней поверхности электронного луча под углом 30 градусов к поверхности обечайки при вращении свариваемого изделия вокруг оси симметрии. Толщину стенки крышки в области проточки и угловую скорость вращения свариваемого изделия определяют в соответствии с соотношениями


где
В - толщина стенки цилиндрической крышки в области проточки, м;
δ - толщина обечайки, м;
n - угловая скорость вращения свариваемого изделия (оборот/с);
R - радиус цилиндрической крышки, м;
u - линейная скорость сварки, м/с.
Значения ускоряющего напряжения, силы тока электронного луча и линейной скорости сварки выбирают в соответствии с соотношениями
U=28⋅103 В; I=25⋅10-3 A; u=25⋅10-3 м/c.
Положительный эффект изобретения обусловлен следующими факторами.
1. Кольцевая проточка, выполненная в периферийной области верхней поверхности цилиндрической крышки, ограничивает теплоотвод от места сварки вглубь крышки, что снижает требуемую величину мощности электронного луча, исключает прожог обечайки и нагрев изделия до температуры выше 80°С. Сечение проточки (не менее 3×3 мм) определено экспериментально.
2. Термическая обработка обечайки и крышки перед операцией сварки снимает остаточные напряжения, возникающие при механической обработке деталей изделия. Это предотвращает возможную деформацию элементов изделия при сварке.
3. Зазор между обечайкой и цилиндрической крышкой (не более 0.1 мм) обеспечивает качественное формирование сварочного шва.
4. Смещение среза обечайки от верхней поверхности крышки исключает прожог обечайки и позволяет получить герметичное сварное соединение. Величина смещения, равная толщине обечайки δ, подобрана экспериментально.
5. Установка медного кольца на внешней поверхности обечайки обеспечивает интенсивный кондуктивный теплоотвод (вследствие высокого значения коэффициента теплопроводности меди) из зоны сварки для предотвращения перегрева изделия и уменьшения деформации и сварочных напряжений. Размеры кольца (высота не менее 20δ и ширина не менее 2δ), а также величина его смещения от торца обечайки (на расстояние δ) подобраны экспериментально.
6. Предварительная фиксация обечайки на боковой поверхности цилиндра в 12 диаметрально противоположных точках предотвращает смещение деталей в процессе сварки.
7. Проведение операции сварки в вакуумной камере повышает эффективность электронно-лучевой сварки, т.к. при этом отсутствуют потери энергии при столкновении электронов с молекулами газа. Кроме того, при сварке в вакууме повышается качество соединения (отсутствие внедрения примесей компонентов атмосферного воздуха в расплавленный металл).
8. Ориентация электронного луча под углом 30 градусов к поверхности обечайки, сфокусированного на торец обечайки на расстоянии 0.4δ от ее внутренней поверхности, обеспечивает требуемую глубину провара и исключает образование непроваров или сквозных прожогов. Указанные параметры луча определены экспериментально.
9. Толщина стенки крышки в области проточки, определяемая соотношением (1), выбрана по результатам отработки технологии сварки и обеспечивает качественную проварку шва.
10. Угловая скорость вращения свариваемого изделия, определяемая соотношением (2), выбрана из условия обеспечения необходимой линейной скорости сварки u. Известно, что тангенциальная скорость вращения точки, расположенной на расстоянии R от оси вращения, определяется формулой

Из (3) следует соотношение (2):
11. Значения ускоряющего напряжения U=28 кВ и силы тока электронного луча I=25 мА определены экспериментально при отработке режима сварки, как оптимальные при сварке упрочненных алюминиевых сплавов.
12. Выбранная по результатам отработки технологии линейная скорость сварки u=25 мм/с является одним из важных режимных параметров, обеспечивающих кристаллизацию расплавленного металла шва, исключающих возможность образования горячих трещин в шве и в околошовной области. При выбранном оптимальном значении скорости сварки полученное изделие не требует охлаждения и дополнительной термической обработки.
Пример реализации способа
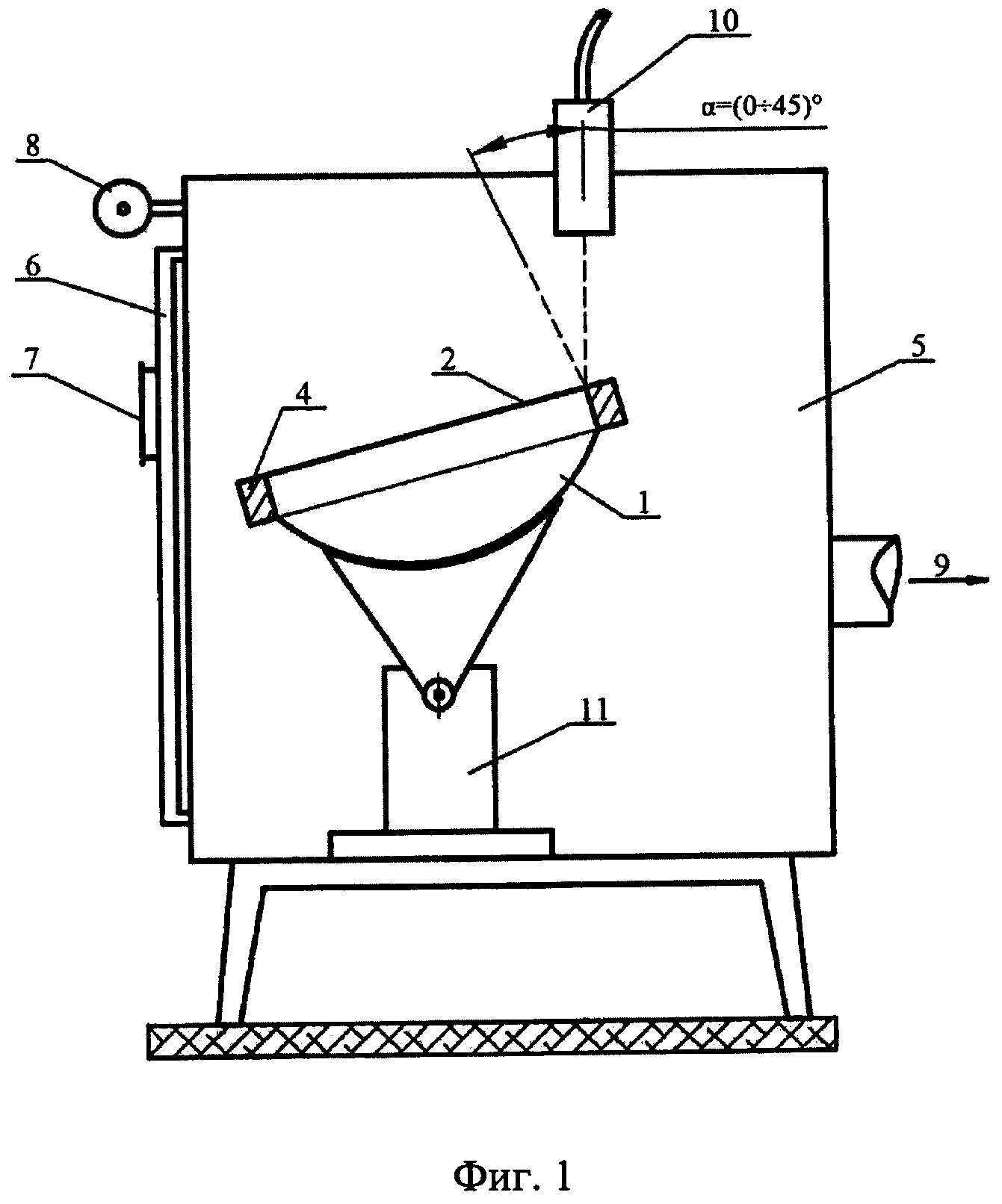
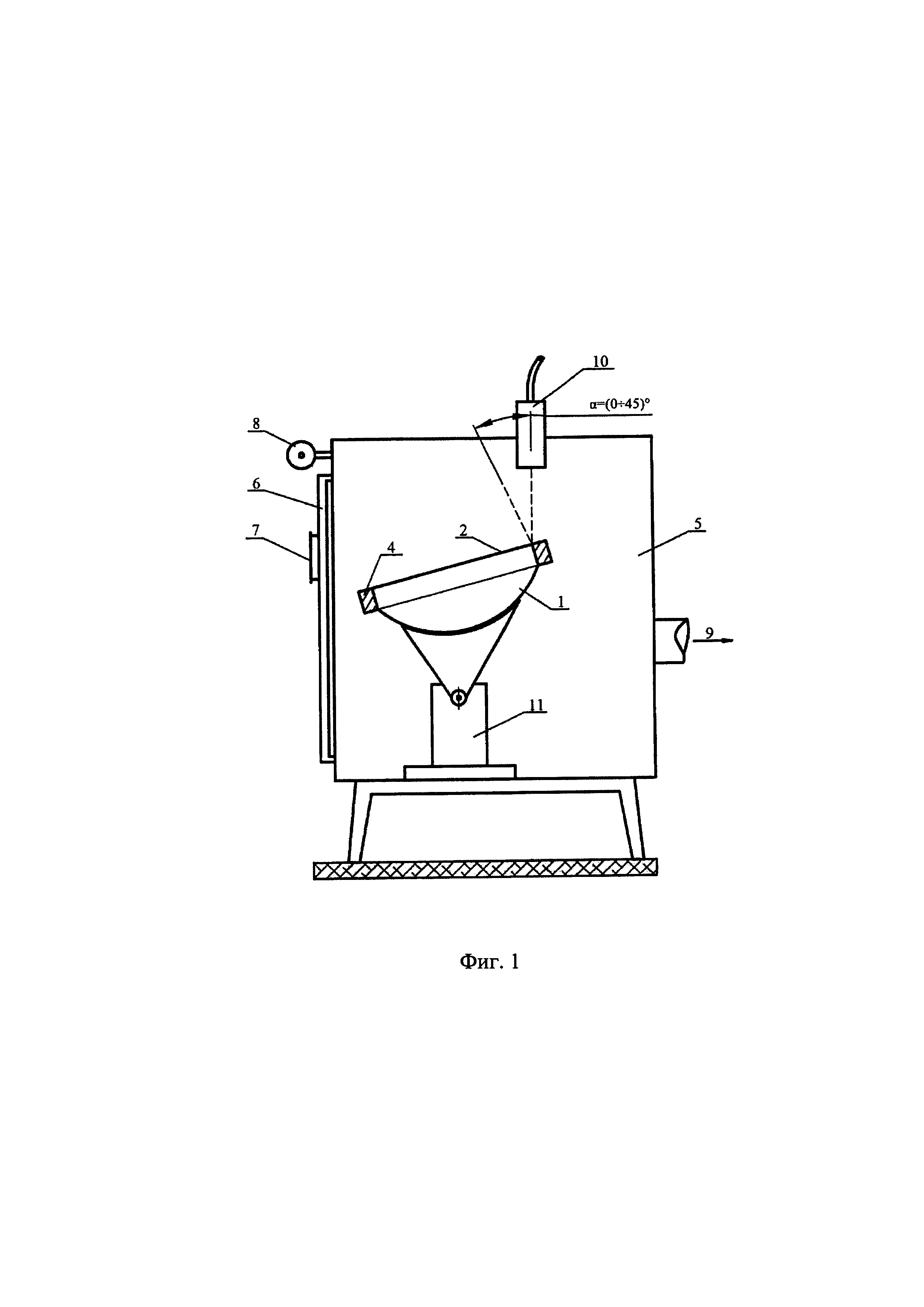
Схема установки для реализации заявляемого способа приведена на Фиг. 1. Свариваемый узел, включающий обечайку 1 и цилиндрическую крышку 2, размещен вакуумной камере 5.
Вакуумная камера 5 оборудована загрузочной дверью 6, смотровым окном 7, вакуумметром 8 и системой откачки воздуха через патрубок 9. В верхней части вакуумной камеры установлена электронно-лучевая установка 10 типа ЭЛС-0.5-6 с возможностью варьирования угла сварки в диапазоне α=(0÷45) градусов. Свариваемое изделие установлено на стапель 11.
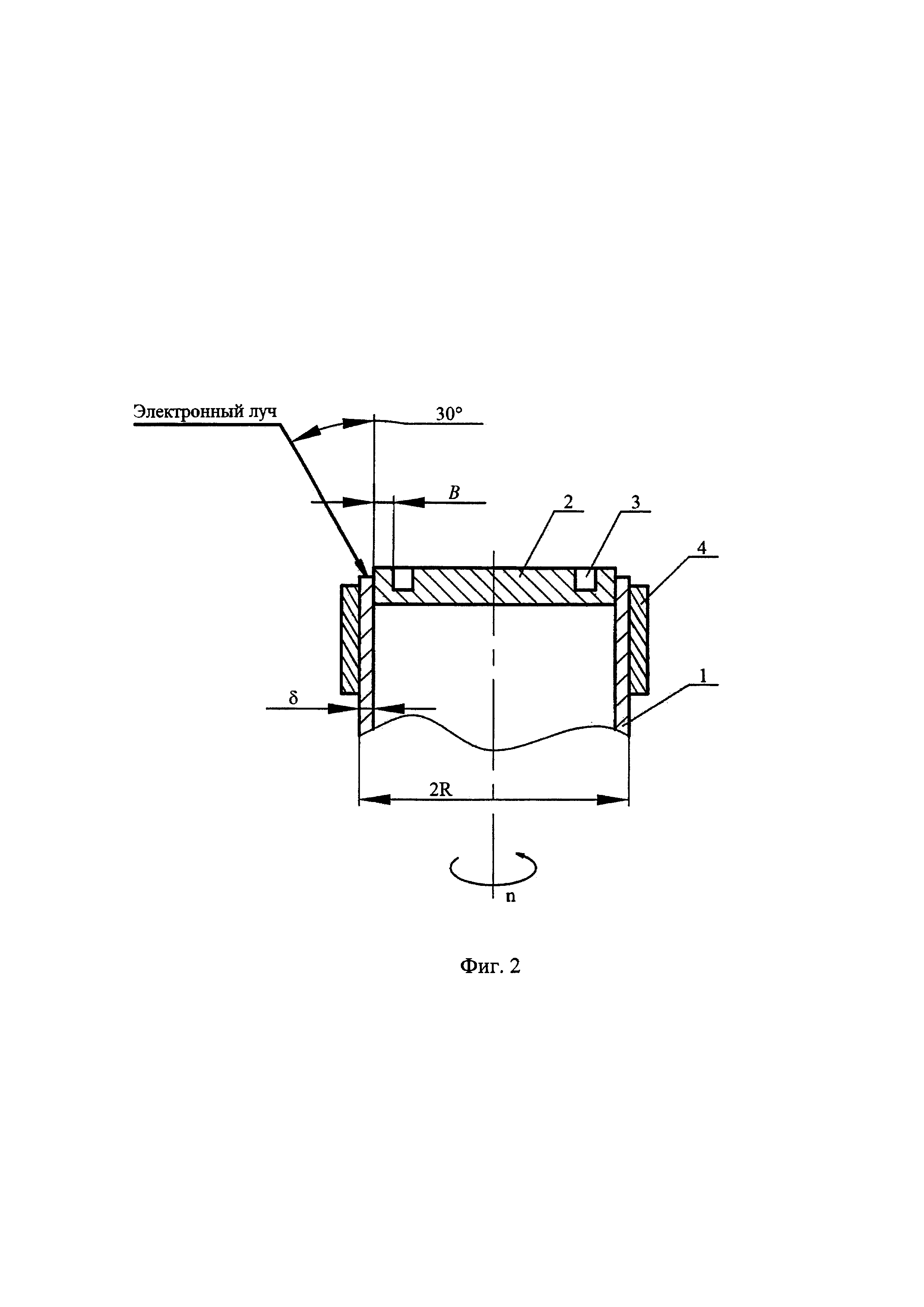
В качестве примера реализации способа приводилась сварка обечайки толщиной δ=1.1 мм и цилиндрической крышки толщиной h=30 мм и радиусом R=200 мм, изготовленных из упрочненного алюминиевого сплава марки 1370. Обечайка, нижняя часть которой имеет полусферическую форму, изготовлена вытяжкой из алюминиевого листа, а крышка - фрезерованием из алюминиевой плиты. В периферийной области верхней поверхности цилиндрической крышки 2 выполнена кольцевая проточка 3 сечением 3×3 мм (Фиг. 2).
Толщина стенки крышки в области проточки 3 определена в соответствии с отношением (1):
B=2δ=2⋅1.1=2.2 мм.
После механической обработки обечайка и крышка прошли дополнительную термическую обработку для снятия остаточных напряжений.
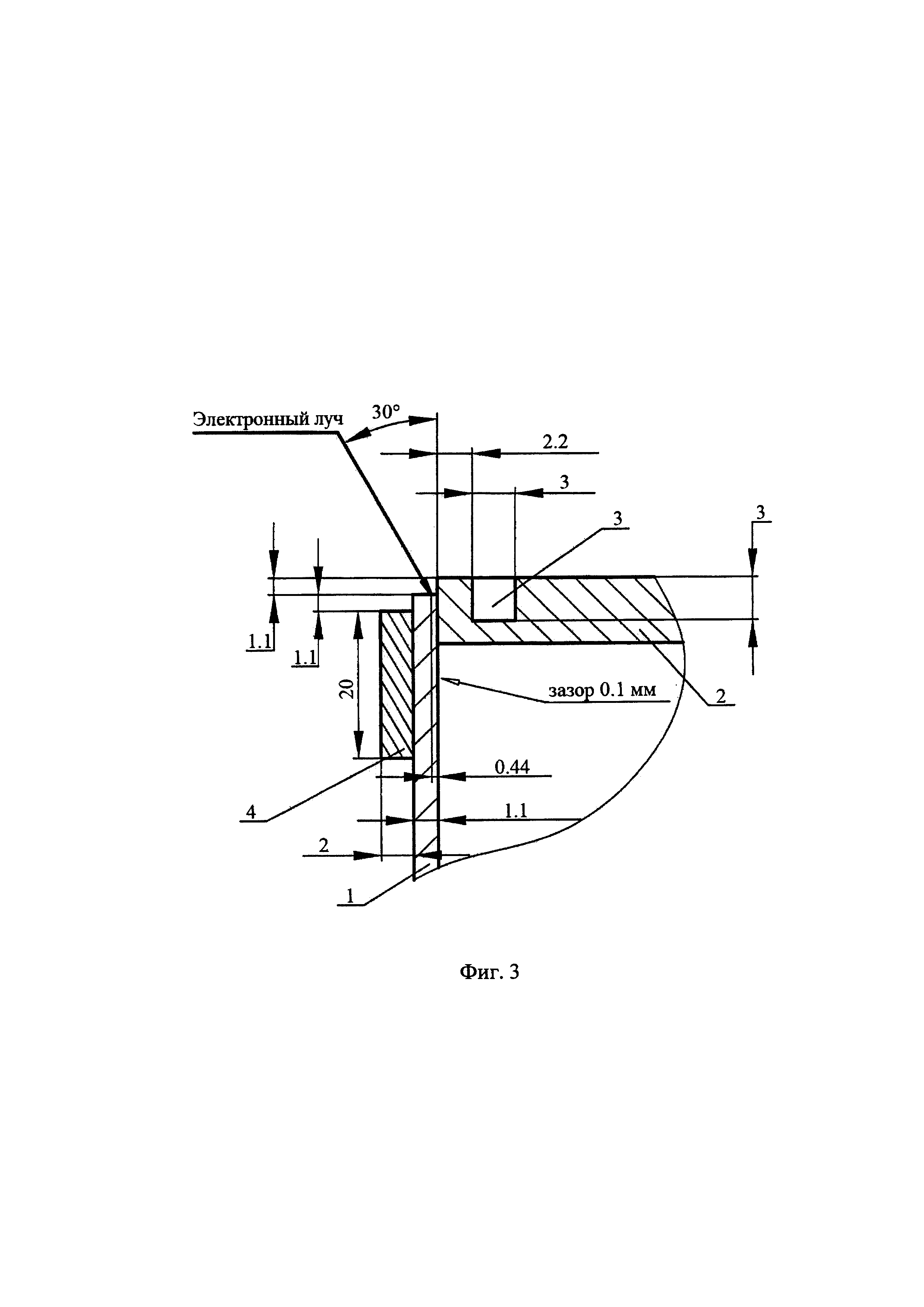
Обечайка 1 устанавливалась на крышку 2 с зазором 0.1 мм, при этом срез обечайки 1 смещался вниз на расстояние δ=1.1 мм от верхней поверхности крышки 2 (Фиг. 3). На внешней поверхности обечайки 1 плотно устанавливалось медное кольцо 4 шириной 2δ=2.2 мм и высотой 20δ=22 мм (Фиг. 2, 3). При этом кольцо 4 смещалось вниз на расстояние δ=1.1 мм от среза обечайки (Фиг. 3).
После сборки свариваемый узел устанавливался на вращающийся стапель 11 и проводилась фиксация (прихватка) электронным лучом обечайки 1 к корпусу 2 в 12 диаметрально противоположных точках, равномерно расположенных по окружности кольцевого соединения.
Подготовленное к сварке изделие размещалось в вакуумной камере 5, которое через патрубок 9 откачивалось до разрежения (10-4 Торр).
С помощью узла регулирования стапеля 11 устанавливался угол сварки α=30 градусов (Фиг. 2, 3) и проводилась сварка кольцевого соединения при вращении стапеля 11 с установленным на нем изделием. Угловая скорость вращения стапеля определена в соответствии с соотношением (2):

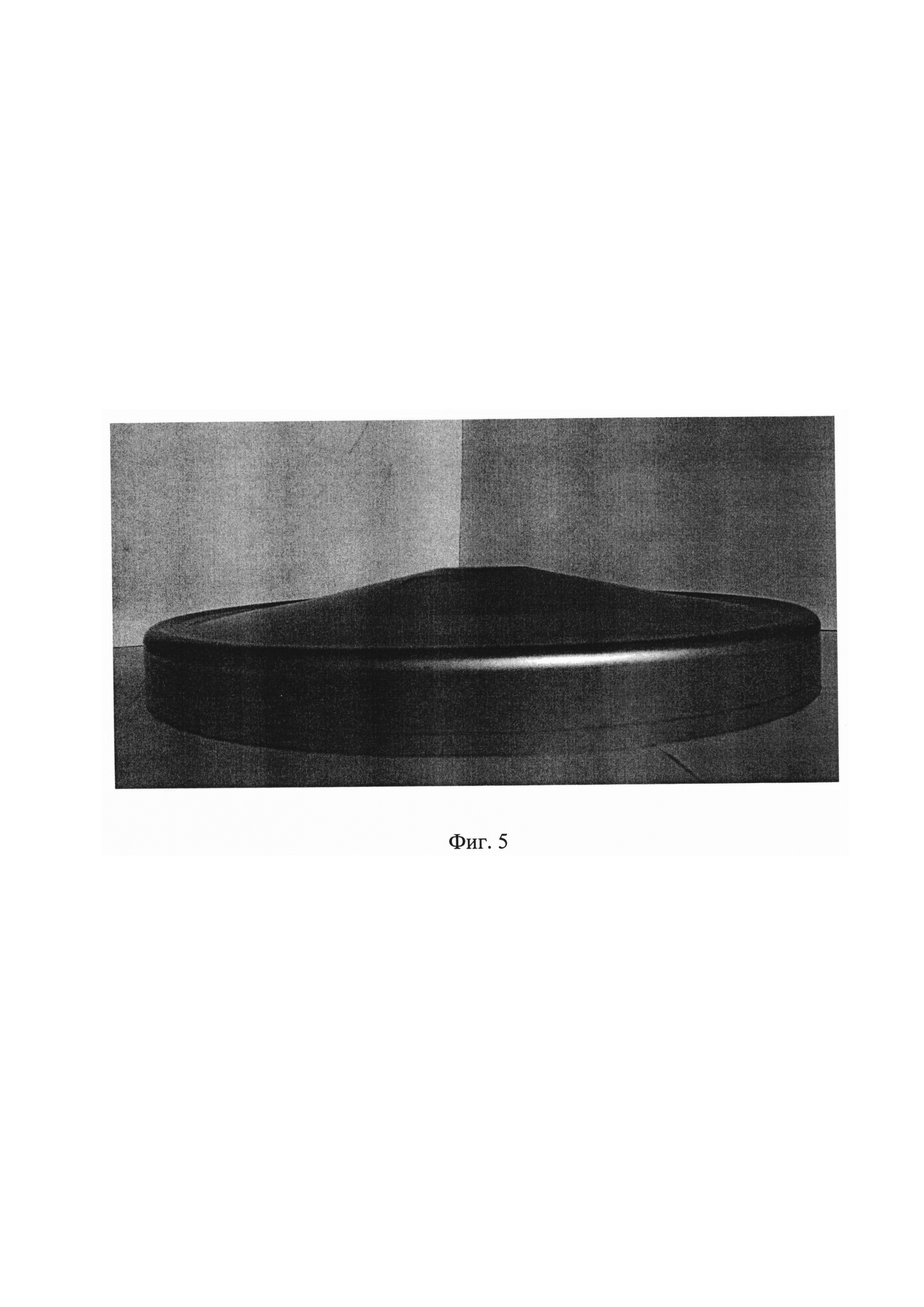
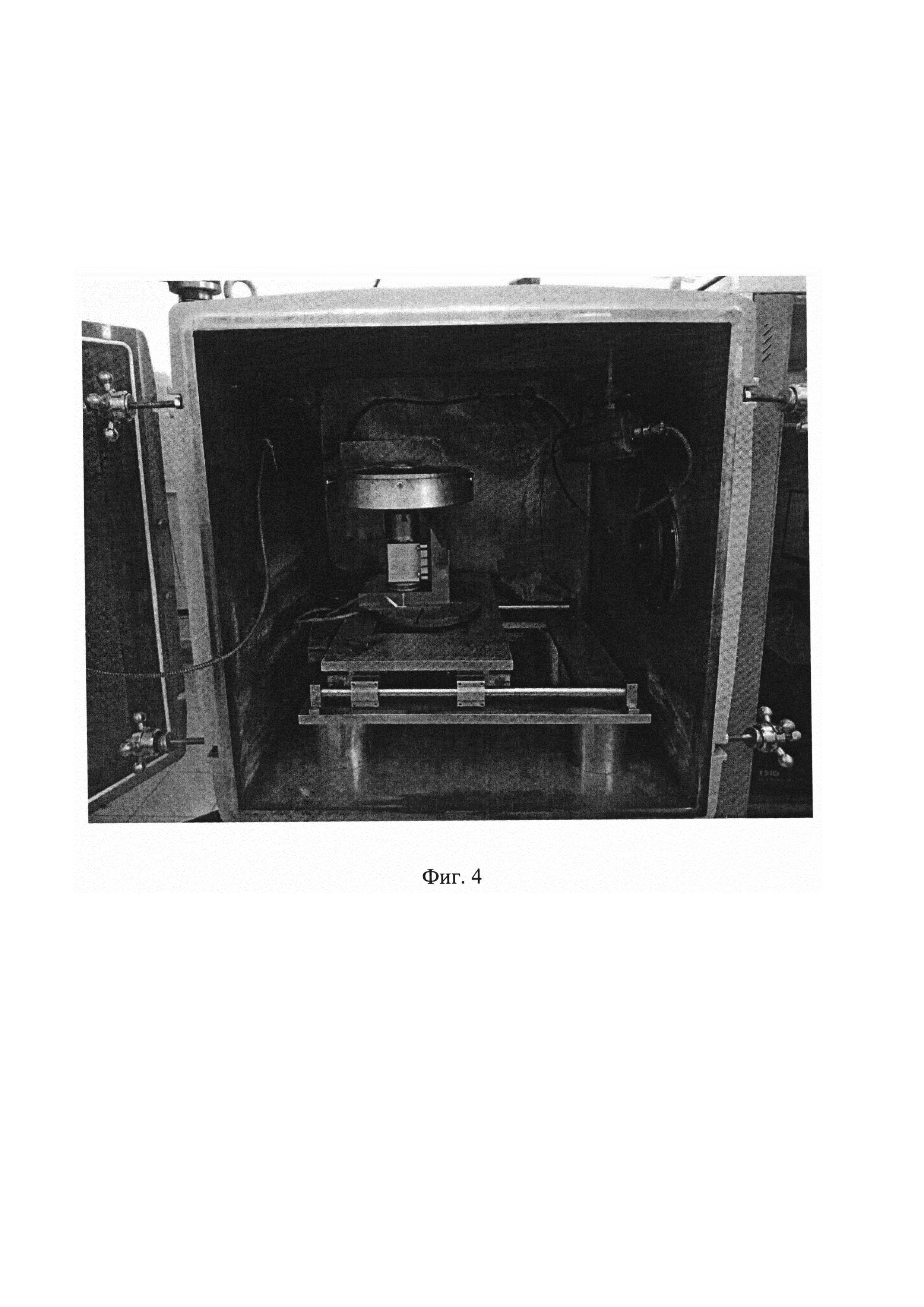
Общий вид установки для реализации заявляемого способа приведен на Фиг. 4. Фотография сваренного кольцевого соединения приведена на Фиг. 5.
Полученное с помощью заявляемого способа электронно-лучевой сварки изделие (корпус гироскопа для искусственного спутника Земли) прошло цикл испытаний на прочность и герметичность, которые подтвердили требуемые качества кольцевого соединения, предъявляемые к изделиям космического назначения.
ЛИТЕРАТУРА
1. Патент РФ №2329127, МПК В23К 15/00, В23К 31/02, В23К 33/00. Способ электронно-лучевой сварки тонкостенной трубы с тонкостенным биметаллическим переходником / А.Н. Семенов, Е.Ф. Карташев, А.А. Карпунин, В.Н. Тюрин, В.П. Гордо, Г.Н. Шевелев; опубл. 20.07.2008 Бюл. №20.
2. Патент РФ №2664746, МПК В23К 15/04, В23К 9/23, В23К 33/00, В23К 35/32. Способ электронно-лучевой сварки тонкостенных труб из молибденовых сплавов / А.Р. Абитов, В.И. Выбыванец, Е.Г. Колесников, А.В. Приезжев, В.А. Толченников; опубл. 22.08.2018 Бюл. №24.
3. Патент РФ №2644491, МПК В23К 31/02, В23К 15/02, В23К 33/00, В23К 101/06. Способ электронно-лучевой сварки кольцевых соединений титановых сплавов / А.В. Гребенщиков, А.И. Портных, Л.П. Шуваева, М.В. Еремин; опубл. 12.02.2018 Бюл. №5.
Судоподъемный комплекс, твердотопливный газогенератор и способ судоподъема
Способ определения коэффициента сопротивления сферической частицы при вдуве газа с ее поверхности
Способ исследования осаждения сферического облака полидисперсных твердых частиц в вязкой жидкости
Установка для исследования динамики разрушения сферического макрообъема жидкости при свободном падении в воздухе
Абсорбционно-десорбционное устройство циркуляционного типа для сепарации гелия из природного газа
Устройство для определения скорости испарения капли
Способ литья в кокиль для получения плоских отливок из алюминиевых и магниевых сплавов
Способ определения скорости испарения группы капель
Линейный шаговый пьезоэлектрический двигатель
Автомат аварийного закрытия крана магистрального газопровода
Способ получения трехмерных керамических изделий
Способ исследования процесса гравитационного осаждения совокупности твердых частиц в жидкости
Эжекционная форсунка для распыления расплавов
Устройство для измерения малоугловой индикатрисы рассеяния
Установка для исследования осаждения совокупности твердых частиц в жидкости
Способ исследования осаждения сферического облака твердых частиц в жидкости
Ракетный двигатель активно-реактивного снаряда
Способ получения упрочненного нанокомпозиционного материала на основе магния
Устройство для смешивания жидкостей и порошков с жидкостью

