Результат интеллектуальной деятельности: Способ получения трехмерных изделий сложной формы со структурой нативной трабекулярной кости на основе высоковязкого полимера
Вид РИД
Изобретение
Изобретение относится к области биоматериаловедения, имплантологии, травматологии и ортопедии, и предназначено для получения индивидуализированных медицинских изделий, применяемых в реконструктивной хирургии трабекулярной кости.
Известны POROUS CALCIUM PHOSPHATE/NATURAL POLYMER COMPOSITE SCAFFOLD, PREPARATION METHOD AND APPLICATION THEREOF CN 108478879A (опубликовано 4.09.2018), в которых формирование скаффолда со связной пористостью осуществляется из композиционного материала полимер/кальций-фосфатная керамика путем 3D печати. Недостатком метода является его неприменимость для создания скаффолдов из высоковязких полимеров и несоответствие пористой структуры структуре нативной кости.
Известен METHOD FOR PREPARING BONE TISSUE ENGINEERING SCAFFOLD WITH A DOUBLE-HOLE-STRUCTURE BY USING SUPERCRITICAL CARBON DIOXIDE TWO-STEP PRESSURE-RELEASING FOAMING TECHNOLOGY CN 107722331A (опубликовано 23.02.2018), который позволяет получить скаффолд посредством двухступенчатой технологии вспенивания сверхкритическим СО2. Данным методом можно изготовить скаффолд на основе композиционного материала из биорезорбируемых полимеров и фосфатной керамики. Недостатком метода является несоответствие структуры скаффолда структуре нативной трабекулярной кости и сложность осуществления контроля формы и размера пор.
Известны POROUS POLYMER SCAFFOLD AND PREPARATION METHOD THEREOF WO 2017151619A1 (опубликовано 8.09.2017), в которых осуществляется изготовление скаффолда на основе полимер-керамической смеси с добавлением растворимого порообразователя. Формование происходит в результате горячего прессования, полученная конструкция по механическим характеристикам соответствует нативной кости, тогда как недостатком является несоответствие структуры архитектуре нативной кости.
Прототипом является изобретение СПОСОБ ПОЛУЧЕНИЯ ТРЕХМЕРНЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ ИЗ ВЫСОКОВЯЗКИХ ПОЛИМЕРОВ RU 2677143С1 (опубликовано 15.01.2019), реализующий способ создания трехмерного изделия сложной формы из высоковязких полимеров путем спекания под давлением порошкового полимерного сырья в обратной форме с последующим удалением обратной формы. Отличием от прототипа является использование в качестве обратной формы негатива костной структуры. Для получения трехмерных изделий сложной формы в качестве материала обратной формы используется полилактид, температура размягчения или плавления которого хоть и превышает таковую для высоковязкого полимера, но в ходе горячего прессования обратная форма деформируется, что приводит к отклонению структуры от изначальной геометрии, поэтому использование другого полимера является улучшением.
Технический результат изобретения заключается в достижении большего соответствия структуре нативной трабекулярной кости, получении трехмерных изделий сложной формы из высоковязких полимеров (с ПТР при 190°С и нагрузке 21,19 Н менее 1 г/10 мин) с размерами пор от 50 до 3000 мкм, путем спекания под давлением порошкового полимерного сырья в обратной форме с последующим удалением обратной формы, где обратной формой является конструкция полученная путем спекания кости с полимерным сырьем и удаления кости соляной кислотой. Сравнение полученной структуры со структурой нативной трабекулярной кости показало, что обе структуры анизотропны, форма пор отлична от сферической, отклонение размеров пор в полученном изделии из высоковязкого полимера от трабекулярной кости составляет от 0 до 10%. Ранее аналогичные трехмерные изделия сложной формы из высоковязких полимеров не могли быть получены. В ходе анализа различных исследований не выявлено существования конструкций, полученных данным способом или другим, результатом которых являлся объект, выполненный из высоковязкого полимера, структура которого имитировала бы кость.
Технический результат изобретения достигается следующим образом: Способ получения трехмерных изделий сложной формы, включающий изготовление обратной формы, являющейся негативом трабекулярной кости, заполнением трабекулярной кости порошком полимерного сырья, температура стеклования или плавления которого превышает температуру размягчения или плавления высоковязкого полимера, последующим спеканием при температуре 160-380°С трабекулярной кости с полимерным сырьем и удалением трабекулярной кости в ходе химического процесса, не повреждающего материал обратной формы, заполнение внутренних полостей обратной формы порошком высоковязкого полимера, либо смеси порошков высоковязкого полимера и неорганического наполнителя со средним размером частиц высоковязкого полимера 120 мкм и показателем текучести расплава высоковязкого полимера при 190°С и нагрузке 21,19 Н менее 1 г/10 мин, спекание в пресс-форме для горячего прессования под давлением 10-80 МПа порошкового высоковязкого полимера, либо смеси порошков высоковязкого полимера и неорганического наполнителя во внутренних полостях обратной формы с последующим удалением обратной формы с помощью обработки, не повреждающей полученное трехмерное изделие сложной формы, и получение трехмерных изделий сложной формы с размерами пор от 50 до 3000 мкм с формой, отличной от сферической.
В качестве неорганического наполнителя используется кальций-фосфатная керамика.
В качестве материала обратной формы используется высокотемпературный термопласт полиэфирсульфон.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен.
А изготовление обратной формы происходит в результате вакуумной инфузии в диапазоне температур 160-380°С.
Удаление обратной формы осуществляют с помощью механической или физико-химической обработки.
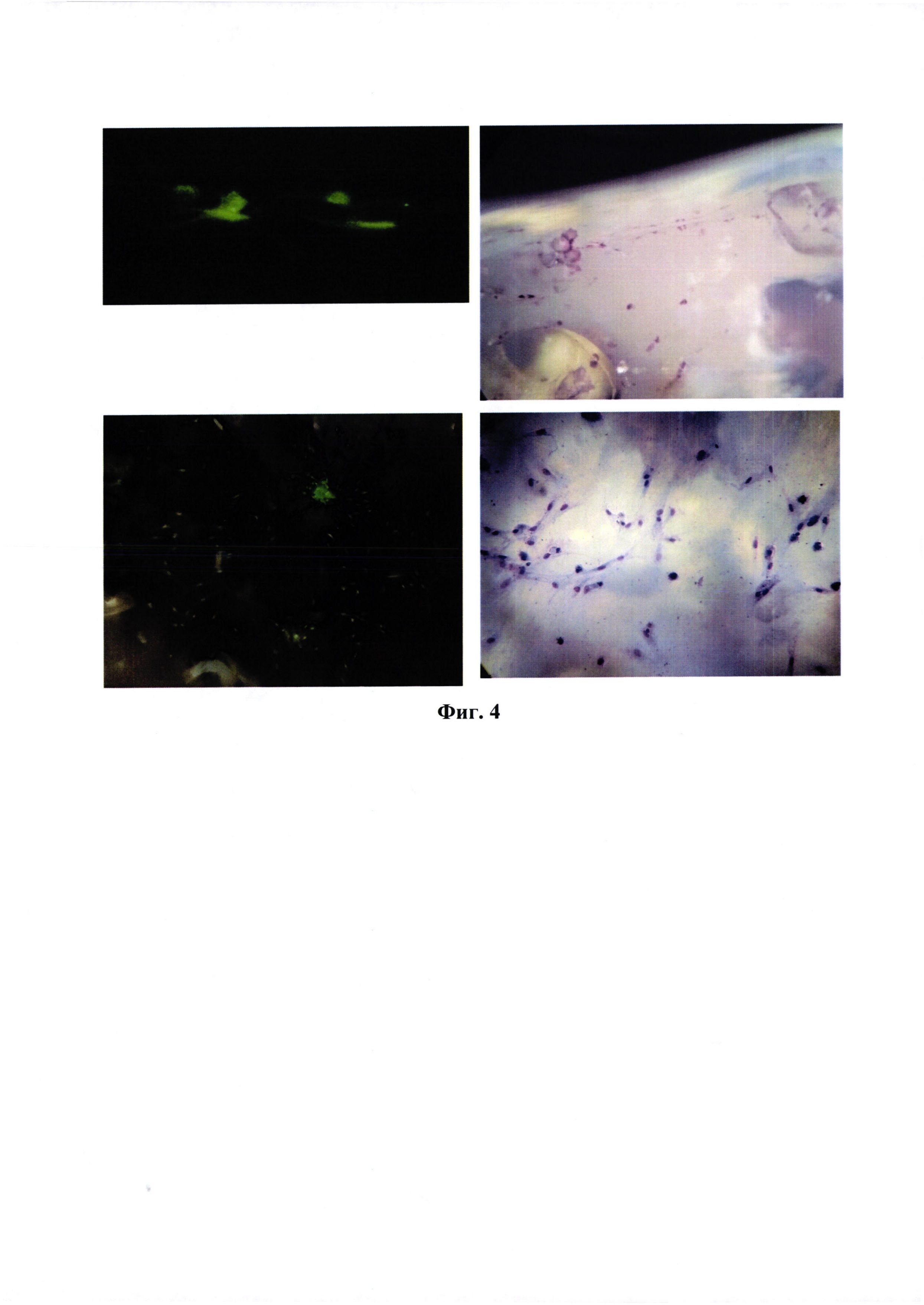
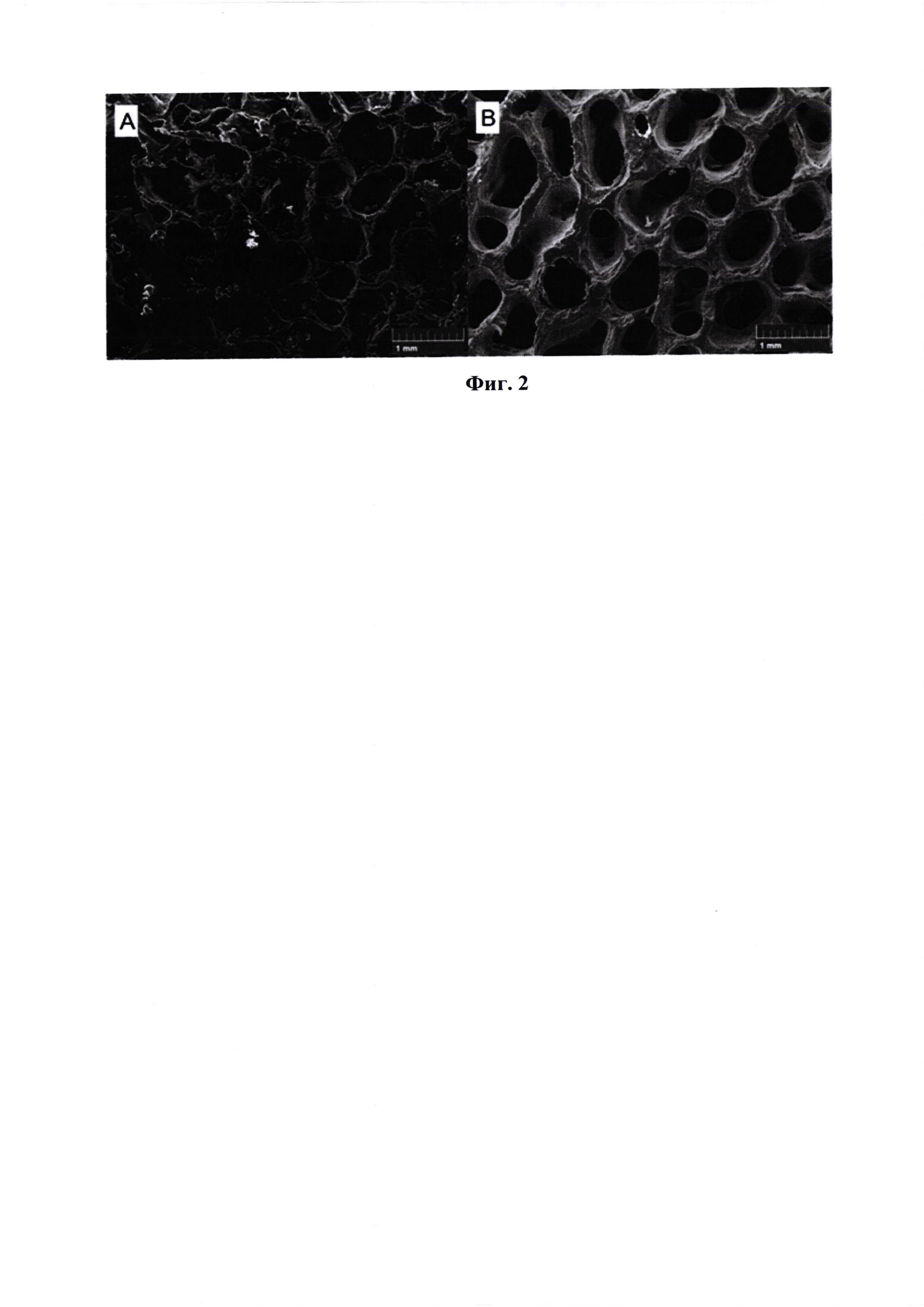
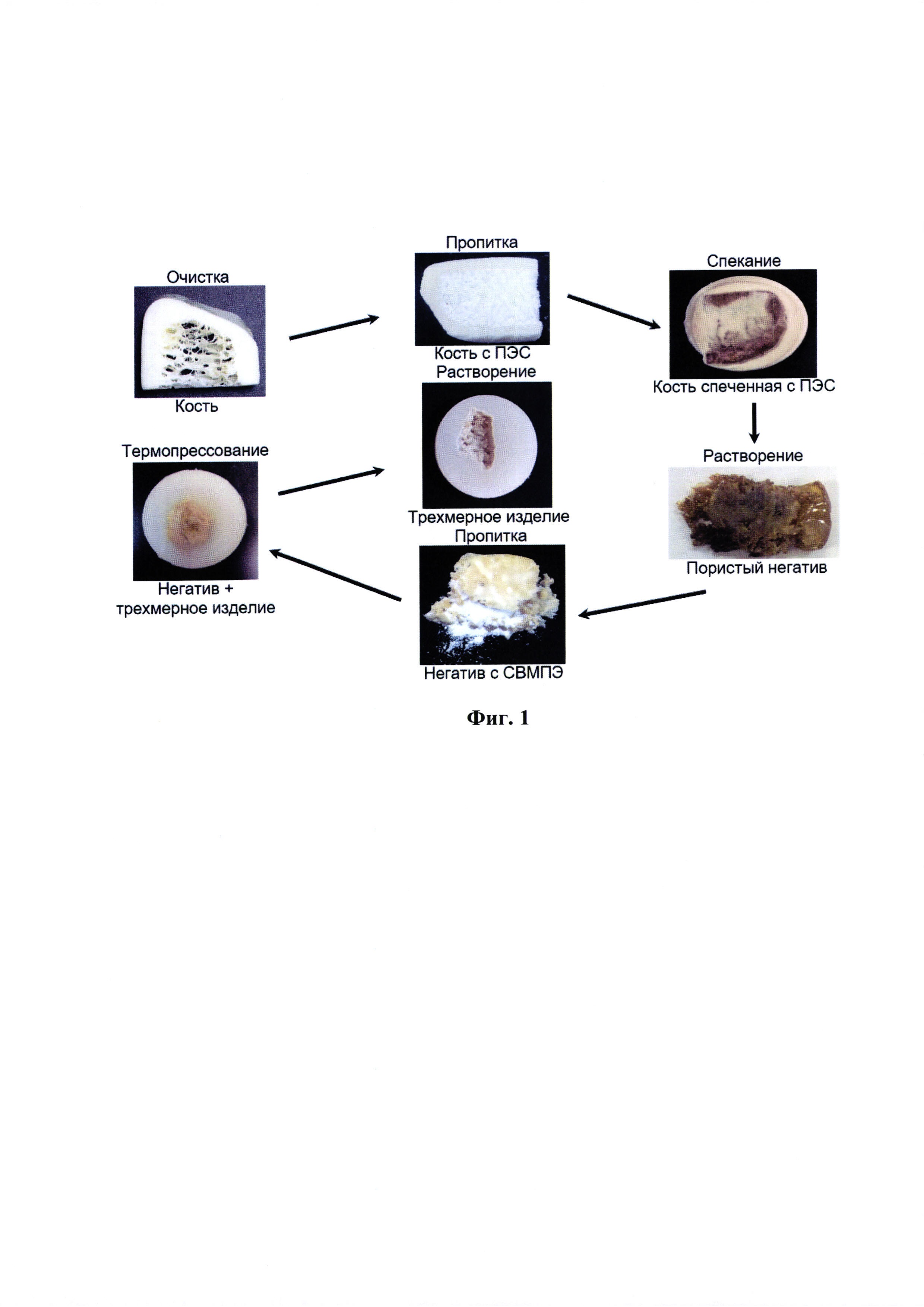
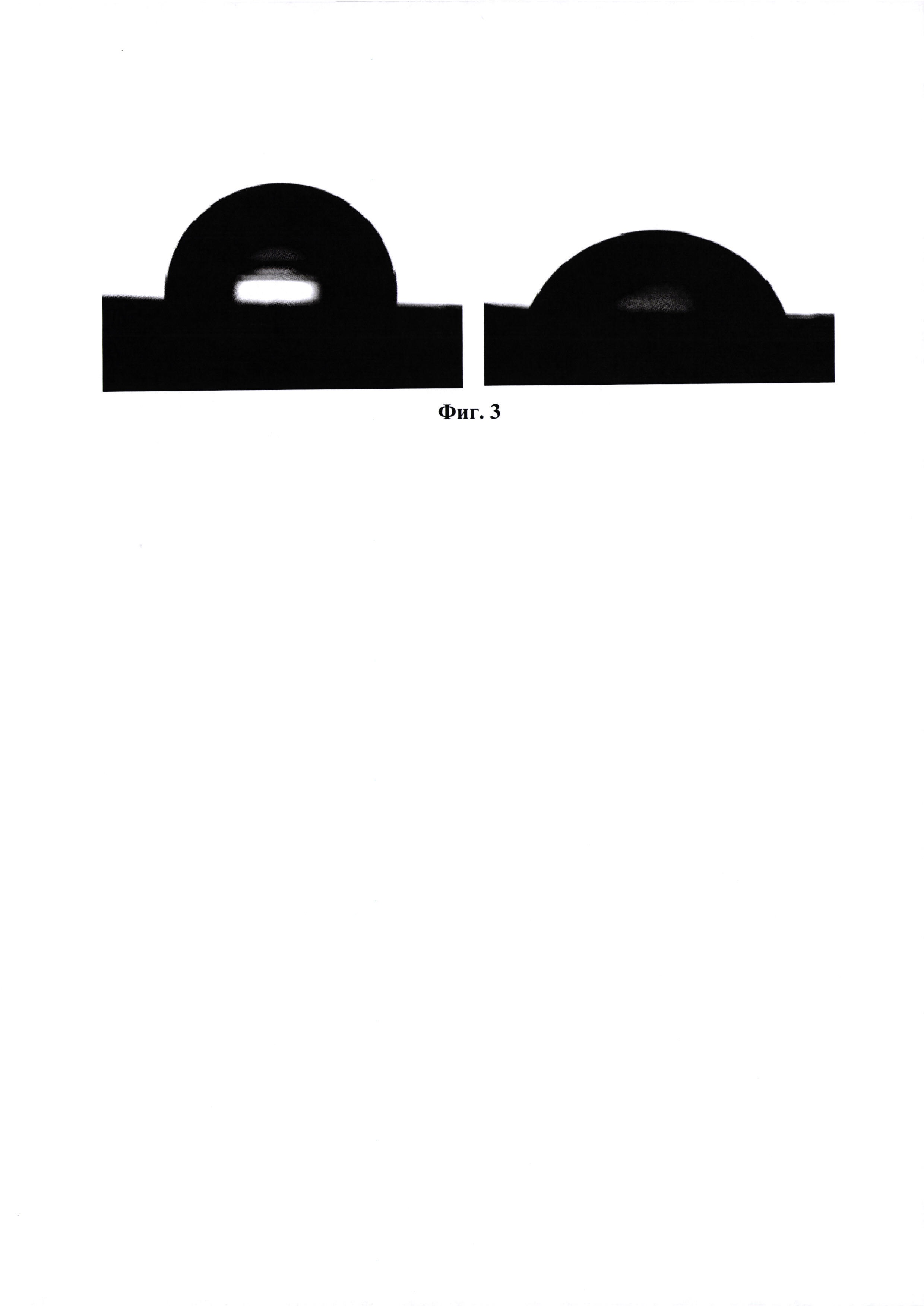
Изобретение поясняется фигурами: Фиг. 1; Фиг. 2; Фиг. 3 и Фиг. 4. На фиг. 1 показана схема формирования изделия из высоковязкого полимера по описанному способу. На фиг. 2 показан пример изделия сложной формы из высоковязкого полимера (А), совпадающего по архитектуре со структурными особенностями нативной трабекулярной кости млекопитающего (В). На фиг. 3 показано уменьшение краевого угла смачивания высоковязкого полимера - сверхвысокомолекулярного полиэтилена после травления. На фиг. 4 показаны результаты биологических испытаний in vitro, проведенных с использованием мультипотентных мезенхимальных стромальных клеток (ММСК) кошки.
Способ получения трехмерных изделий сложной формы с размерами пор от 50 до 3000 мкм из высоковязких полимеров включает изготовление обратной формы, являющейся негативом трабекулярной кости.
Обратная форма изготавливается из полимерного сырья, температура стеклования или плавления которого превышает температуру размягчения или плавления высоковязкого полимера.
Формирование обратной формы происходит в ходе заполнения трабекулярной кости порошковым полимерным сырьем, спекания при температуре 160-380°С кости с полимерным сырьем и удаления кости в ходе химического процесса, не повреждающего материал обратной формы.
Формирование обратной формы происходит в ходе заполнения кости порошком полилактида, спекания при температуре 160-260°С кости с полимерным сырьем и удаления кости соляной кислотой, не повреждающей материал обратной формы.
Формирование обратной формы происходит в ходе заполнения кости порошком полиэфирсульфона, спекания при температуре 230-380°С кости с полимерным сырьем и удаления кости соляной кислотой, не повреждающей материал обратной формы. Формирование обратной формы происходит в ходе вакуумной инфузии - заполнения расплавом полилактида кости в диапазоне температур 160-260°С.
Формирование обратной формы происходит в ходе вакуумной инфузии - заполнения расплавом полиэфирсульфона кости в диапазоне температур 230-380°С.
Внутренние полости обратной формы заполняются порошком высоковязкого полимера. Внутренние полости обратной формы заполняются смесью высоковязкого полимера с неорганическим наполнителем. Внутренние полости обратной формы заполняются смесью сверхвысокомолекулярного полиэтилена и кальций-фосфатной керамики со средним размером частиц 90-1000 нм.
Заполнение полостей обратной формы осуществляется путем вибрационного встряхивания в течение 15-60 минут при переворачивании обратной формы в камере под слоем суспензии порошка высоковязкого полимера. Заполнение полостей обратной формы осуществляется путем вибрационного встряхивания в течение 15-60 минут при переворачивании обратной формы в камере под слоем суспензии порошковой смеси высоковязкого полимера и неорганического наполнителя.
Заполнение полостей обратной формы осуществляется путем вибрационного встряхивания в течение 15-60 минут при переворачивании обратной формы в камере под слоем суспензии порошковой смеси сверхвысокомолекулярного полиэтилена и кальций-фосфатной керамики со средним размером частиц 90-1000 нм.
Проводится спекание под давлением 10-80 МПа порошкового высоковязкого полимера во внутренних полостях обратной формы в пресс-форме для горячего прессования. Проводится спекание под давлением 10-80 МПа порошковой смеси высоковязкого полимера и неорганического наполнителя во внутренних полостях обратной формы в пресс-форме для горячего прессования.
Проводится спекание под давлением 10-80 МПа порошковой смеси сверхвысокомолекулярного полиэтилена и кальций-фосфатной керамики во внутренних полостях обратной формы в пресс-форме для горячего прессования. По окончании горячего прессования форму охлаждают и разнимают для извлечения заготовки. Обратная форма удаляется с помощью химического процесса, не повреждающего высоковязкий полимер.
Обратная форма удаляется с помощью химического процесса, не повреждающего композиционный материал на основе высоковязкого полимера. Обратная форма удаляется с помощью химического процесса, не повреждающего композиционный материал на основе сверхвысокомолекулярного полиэтилена. Обратная форма удаляется путем растворения под действием ультразвука. Растворитель удаляется водой и спиртом под действием ультразвука. Проводится травление хромосерной кислотой в течение 10-60 минут. Травитель удаляется водой под действием ультразвука.
Способ получения трехмерных изделий сложной формы со структурой, имитирующей структуру нативной трабекулярной кости, на основе высоковязкого полимера может быть использован для получения медицинских имплантатов, пригодных для использования в реконструктивной хирургии кости. Обратная форма содержит связанные внутренние полости сложной формы, геометрические размеры которых соответствуют размерам пустот будущего изделия сложной формы из высоковязких полимеров. Внешние габариты обратной формы соответствуют объему дефекта кости, для замещения которого производится создание медицинской конструкции. Габариты обратной формы не должны превышать внутренние размеры разъемной формы для горячего прессования высоковязких полимеров, но могут быть меньше, в таком случае структура медицинской конструкции, представленная сплошным слоем высоковязкого полимера, имитирует кортикальную кость. Улучшается гидрофильность поверхности высоковязкого полимера в ходе травления.
Пример 1.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки GUR 4113 (Celanese) с молекулярной массой 3,7×106 г/моль в порошковой форме со средним размером частиц 120 мкм.
Материалом обратной формы является полиэфирсульфон ПЭС (Ultrason Е 2020 Р SR MICRO) с молекулярной массой 55000 г/моль. Температура стеклования составляет 230°С и превышает температуру плавления СВМПЭ.
Заполнение кости осуществляется в заполненном порошком ПЭС вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 15 минут под слоем суспензии из порошка ПЭС и изопропилового спирта (соотношение по массе 5:1) высотой 5 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа кость извлекается из контейнера, сушится в сушильном шкафу при 60°С в течение 30 минут, переворачивается на 180° вокруг горизонтальной оси по сравнению с первичной ориентацией и вновь устанавливается в контейнер на слой порошка ПЭС высотой 10 мм и покрывается слоем суспензии из порошка ПЭС и изопропилового спирта (соотношение по массе 5:1) высотой 5 мм.
Заполненная ПЭС кость млекопитающего подвергается спеканию в разъемной форме для горячего прессования высоковязких полимеров в печи электросопротивления. Режим спекания: нагрев от комнатной температуры заполненной кости с формой до 350°С в течение 35 минут, спекание в течение 30 минут, охлаждение с формой. Избыток полимера удаляется на шлифовальном круге. Спеченная с полимером кость помещается в соляную кислоту до полного удаления кости. Полученная полимерная конструкция именуется обратной формой или негативом.
Заполнение обратной формы осуществляется в заполненном порошком СВМПЭ вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 15 минут под слоем суспензии из порошка СВМПЭ и изопропилового спирта высотой 10 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа обратная форма извлекается из контейнера, сушится в сушильном шкафу при 60°С в течение 30 минут, переворачивается на 180° вокруг горизонтальной оси по сравнению с первичной ориентацией и вновь устанавливается в контейнер, сверху помещается слой суспензии из порошка СВМПЭ и изопропилового спирта.
Режим горячего прессования: нагрев от комнатной температуры заполненного негатива с формой до 180°С в течение 60 минут под давлением 40 МПа, прессование в течение 180 минут под давлением 40 МПа, охлаждение с формой. Удаление обратной формы осуществляется в N-метил-2-пирролидоне в ультразвуковой мойке до полного растворения материала обратной формы. N-метил-2-пирролидон удаляется в ультразвуковой мойке сначала в дистиллированной воде, а потом в спирте.
Полученное трехмерное изделие сложное формы, выполненное из высоковязкого полимера, подвергается травлению хромосерной кислотой. После травления конструкция промывается дистиллированной водой в ультразвуковой мойке. В результате травления краевой угол смачивания уменьшился со 100° до 71°. Средние размеры пор составляют 770 и 470 мкм, 700 и 500 мкм для трабекулярной кости и полученного изделия из высоковязкого полимера соответственно. Объемная пористость полученного изделия составляет 63%, а используемой трабекулярной кости - 62%.
Пример 2.
В качестве высоковязкого полимера используется сверхвысокомолекулярный полиэтилен СВМПЭ марки GUR 4113 (Celanese) с молекулярной массой 3,7×106 г/моль в порошковой форме со средним размером частиц 120 мкм.
Материалом обратной формы является полилактид ПЛА (Ingeo 4032D, Natureworks LLC) с молекулярной массой 110000 г/моль. Температура плавления составляет 170°С и превышает температуру плавления СВМПЭ.
В кварцевую ампулу засыпаются гранулы ПЛА, сверху помещается кость и избыток ПЛА. Открытый конец ампулы закрывается пробкой, ампула подвергается нагреву до 200-220°С. После перехода ПЛА в состояние расплава к ампуле подсоединяется вакуумный насос и создается разряжение. Заполненная полимером кость охлаждается с ампулой на воздухе. Избыток полимера удаляется на шлифовальном круге. Спеченная с полимером кость помещается в соляную кислоту до полного удаления кости. Полученная полимерная конструкция именуется обратной формой или негативом.
Производится изготовление смеси СВМПЭ/ГАП в планетарной мельнице.
Заполнение обратной формы осуществляется в заполненном порошковой смесью СВМПЭ/ГАП вертикальном контейнере с помощью устройства вибрационного уплотнения в два этапа с длительностью каждого 15 минут под слоем суспензии из порошковой смеси СВМПЭ/ГАП и изопропилового спирта высотой 10 мм с частотой вертикальной вибрации 4 Гц при амплитуде 15 мм. После первого этапа обратная форма извлекается из контейнера, сушится в сушильном шкафу при 60°С в течение 30 минут, переворачивается на 180° вокруг горизонтальной оси по сравнению с первичной ориентацией и вновь устанавливается в контейнер, сверху помещается слой суспензии из порошковой смеси СВМПЭ/ГАП и изопропилового спирта.
Режим горячего прессования: нагрев от комнатной температуры заполненного негатива с формой до 180°С в течение 60 минут под давлением 40 МПа, прессование в течение 180 минут под давлением 40 МПа, охлаждение с формой. Удаление обратной формы осуществляется в водном растворе NaOH при нагреве до 50°С в ультразвуковой мойке до полного удаления материала обратной формы. NaOH удаляется в ультразвуковой мойке дистиллированной водой.
Способ изготовления графитовой формы для получения отливок из жаропрочных и химически активных сплавов
Способ получения волокнистого сорбента для извлечения скандия
Способ получения электродов из сплавов на основе алюминида никеля
Высоковольтный преобразователь ионизирующих излучений и способ его изготовления
Конструкция монолитного кремниевого фотоэлектрического преобразователя и способ ее изготовления
Преобразователь оптических и радиационных излучений и способ его изготовления
Способ температурно-деформационного воздействия на сплавы титан-никель с содержанием никеля 49-51 ат.% с эффектом памяти формы
Способ получения наноразмерных частиц гексаферрита бария
Способ очистки цианистых растворов от комплексов цветных металлов перед процессом сорбции
Способ определения примесей в каменном и буром угле и торфе
Способ получения протективной белоксодержащей фракции бактерий
Гибридная металлополимерная конструкция медицинского назначения
Способ напыления защитных покрытий для интерметаллического сплава на основе гамма-алюминида титана
Препарат для магнитно-резонансной диагностики онкологических заболеваний, содержащий дейтерированную 3-о-метилглюкозу, и способ диагностики с использованием этого препарата
Полимерный вкладыш ацетабулярного компонента эндопротеза с биоактивным пористым слоем для остеосинтеза
Биомедицинский клеточный продукт с анти-her2 специфической противоопухолевой активностью
Биомедицинский клеточный продукт со специфической противоопухолевой активностью, представленный популяциями лимфокин-активированных киллеров и анти-her2 car-γδτ-оил и анти-her2 car-t-nk
Ручное автономное устройство двухкомпонентной биопечати для лечения раневых поверхностей и способ нанесения покрытия на раневую поверхность ручным автономным устройством

