Результат интеллектуальной деятельности: СОЕДИНЕНИЕ КОМПОЗИТНЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Краткое описание чертежей
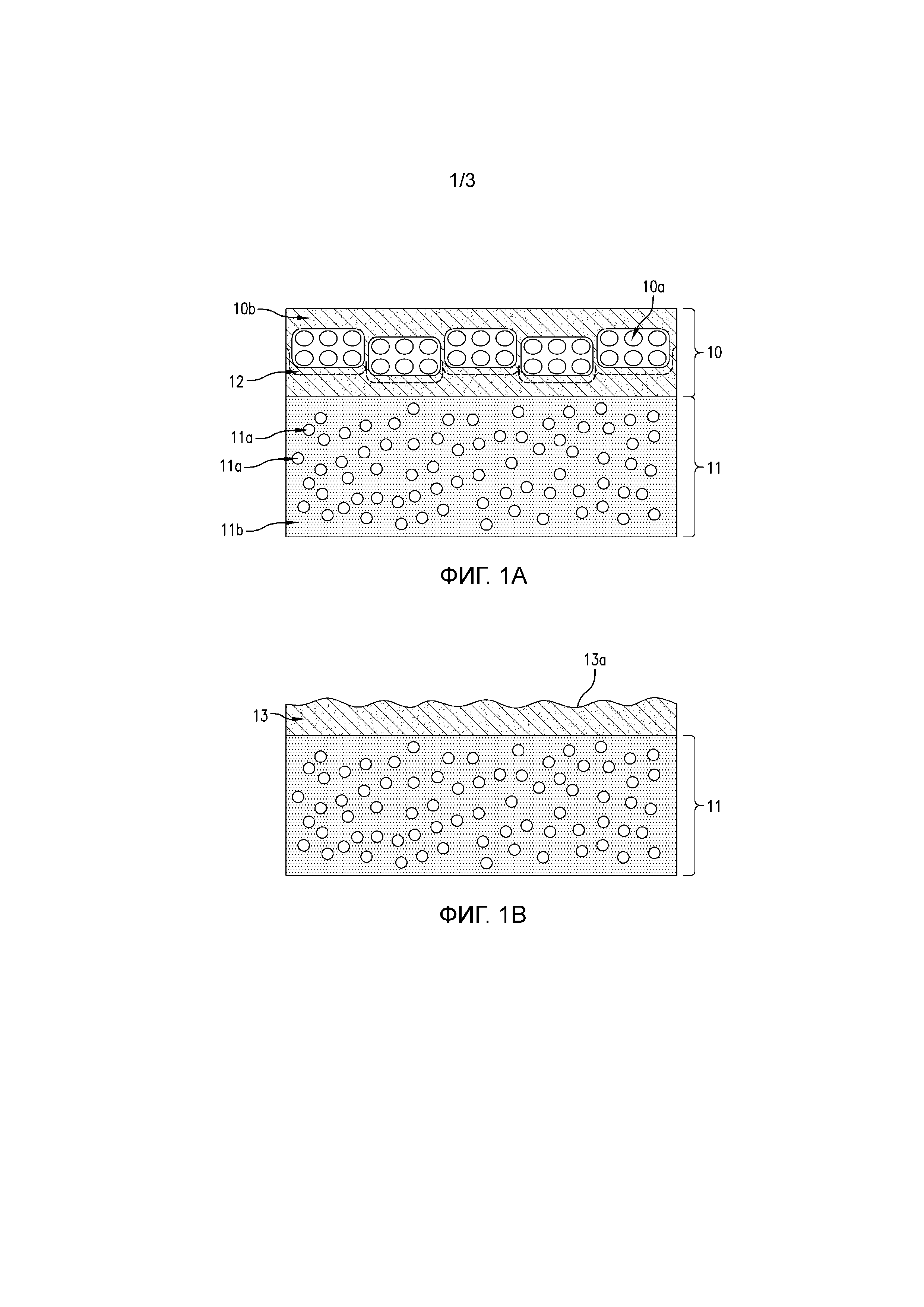
Фиг. 1A-1B иллюстрируют способ получения способной склеиваться поверхности на композитной основе с использованием жертвенного слоя, согласно одному варианту осуществления настоящего изобретения.
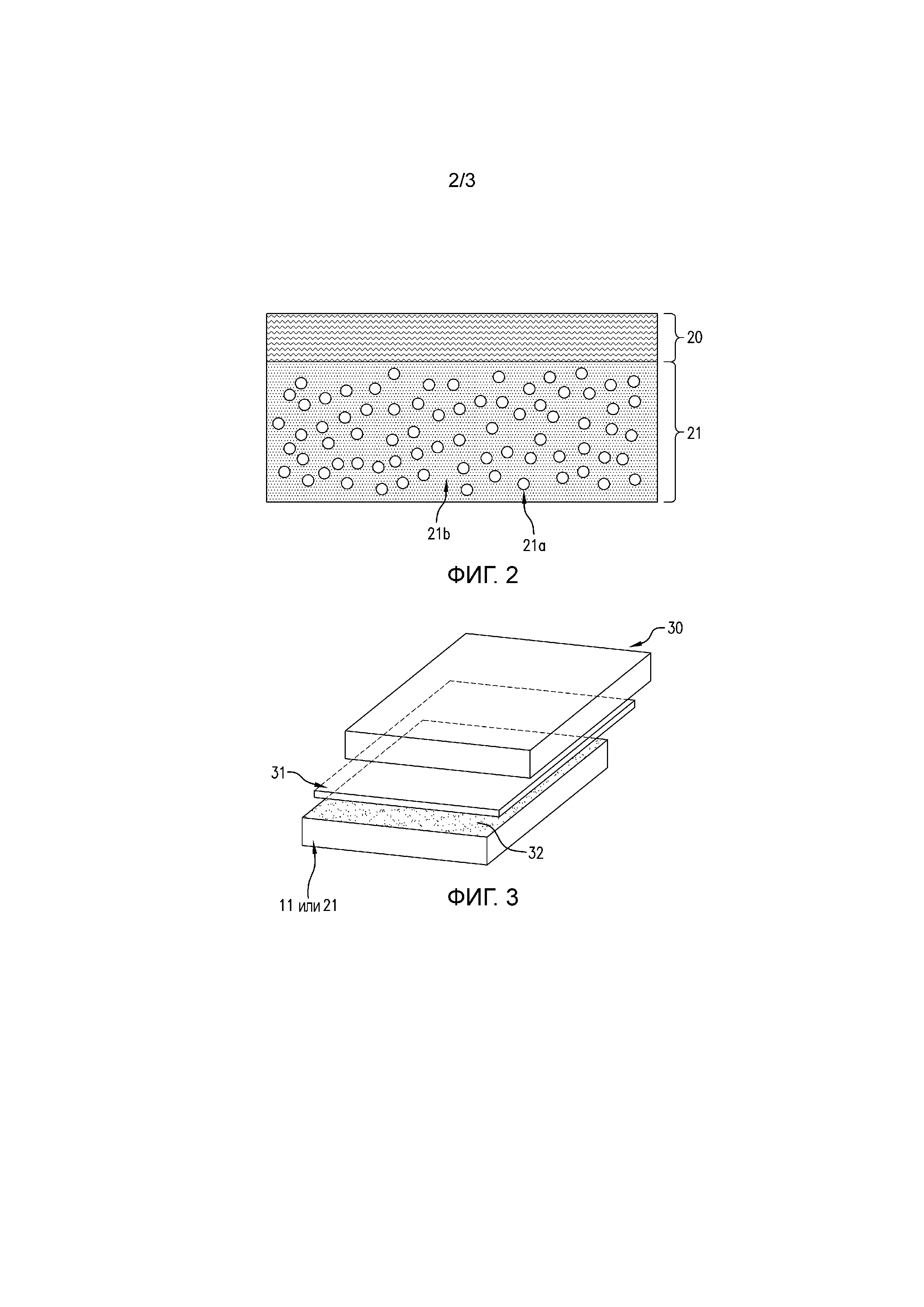
Фиг. 2 схематически показывает композитную основу с образованной на ее поверхности смоляной пленкой, согласно другому варианту осуществления настоящего изобретения.
Фиг. 3 иллюстрирует соединение склеиванием двух композитных основ после поверхностной обработки.
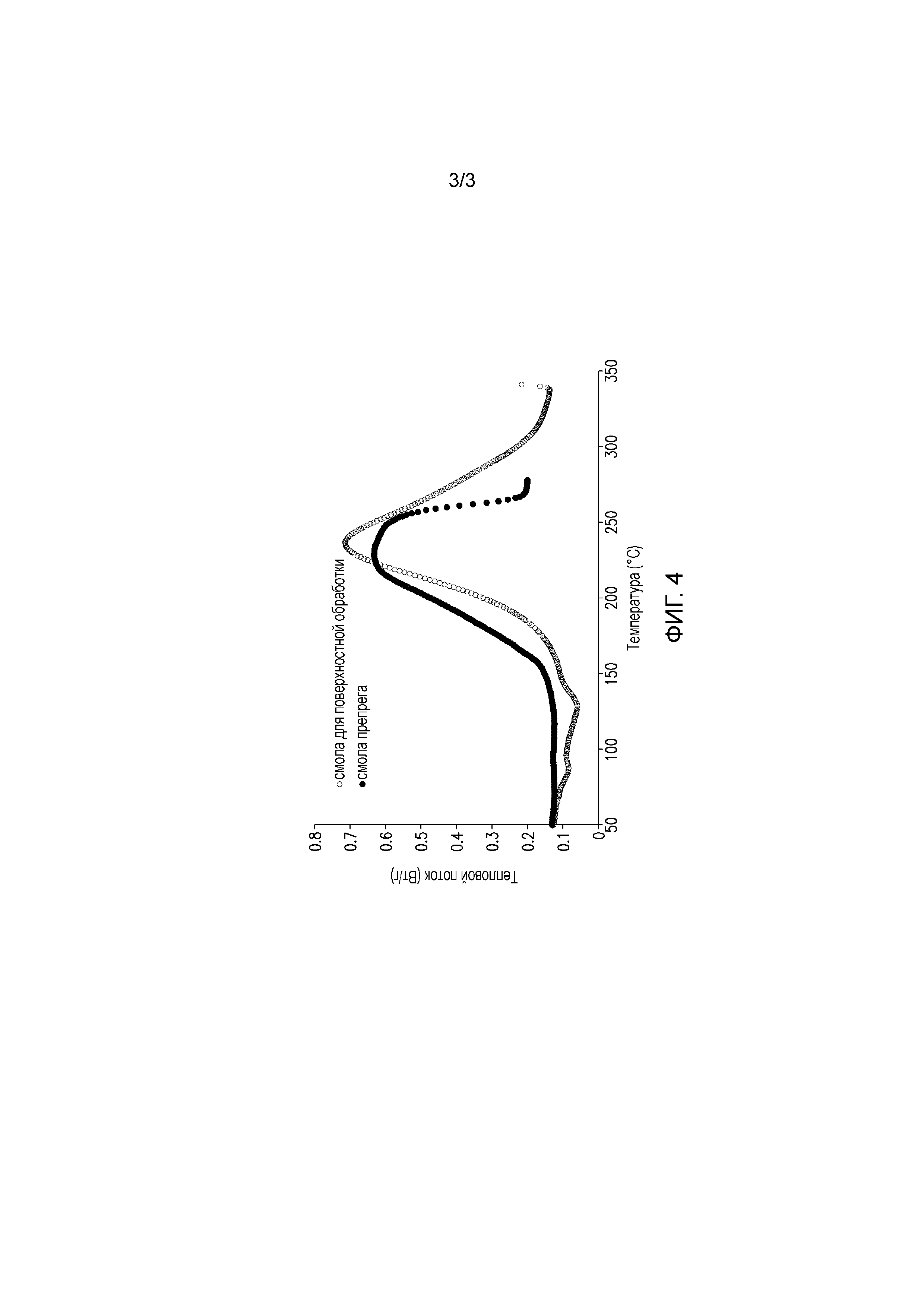
Фиг. 4 показывает определенную методом ДСК кривую, измеренную для смолы для поверхностной обработки, согласно одному варианту осуществления, в сравнении со стандартной смолой в препреге.
Подробное описание
Соединение склеиванием применялось обычно как способ соединения составных конструкций, какие используются в аэрокосмической промышленности. В настоящее время соединение составных конструкций склеиванием осуществляют преимущественно одним из трех способов: (1) совместное отверждение, (2) совместное склеивание и (3) вторичное склеивание.
"Совместное отверждение" (соотверждение) включает в себя соединение неотвержденных композитных деталей путем одновременного отверждения и склеивания, причем композитные детали отверждаются вместе с адгезивом, что приводит к образованию химической связи. Однако эту технику сложно применять для склеивания неотвержденных препрегов для изготовления крупных элементов конструкции сложной формы. Неотвержденные композитные материалы, например, препреги, являются липкими (т.е., клейкими на ощупь) и имеют недостаточную жесткость, чтобы быть самонесущими. Неотвержденные композитные материалы и сами по себе сложны в обращении. Например, трудно монтировать и склеивать неотвержденные композитные материалы на инструментах сложной трехмерной формы.
"Совместное склеивание" подразумевает соединение предварительно отвержденной композитной детали с неотвержденной композитной деталью путем соединения склеиванием, причем адгезив и неотвержденная композитная деталь отверждаются во время склеивания. Предварительно отвержденный композит обычно требует дополнительного этапа подготовки поверхности перед соединением склеиванием.
"Вторичное склеивание" представляет собой соединение предварительно отвержденных композитных деталей путем соединения склеиванием, причем отверждается только адгезив. Этот способ склеивания обычно требует подготовки поверхности каждой ранее отвержденной композитной детали на склеиваемых поверхностях.
Надлежащая поверхностная обработка для совместного склеивания и вторичного склеивания является необходимым условием достижения максимального уровня целостности клеевого шва в клееных конструкциях. Обычно целостность клеевого шва относится к общему качеству и надежности склеенной поверхности контакта. Обычные способы совместного склеивания и вторичного склеивания, до соединения склеиванием, как правило, включают поверхностную обработку составных конструкций в соответствии со спецификациями производителя. Поверхностная обработка включает в себя, без ограничений, дробеструйную обработку, пескоструйную очистку, нанесение жертвенного слоя, грунтование и т.д. Эти способы поверхностной обработки улучшают адгезию преимущественно в результате механического огрубления поверхности. Шероховатая поверхность позволяет лучшую адгезию благодаря механическому зацеплению на склеенной поврехности контакта. Такое совместное склеивание или вторичное склеивание предварительно отвержденных составных конструкций ограничено тем, что склеивание происходит только по механизму механического зацепления без образования химических связей, как при склеивании с соотверждением. Такая поверхностная обработка, если ее проводить неправильно, может стать источником нарушения сцепления при применении конечной клееной конструкции. Кроме того, без образования химической связи в области контакта склеенной составной конструкции оценка качества клеевого шва имеет решающее значение, чтобы быть уверенным, том, что произошло надлежащее склеивание. К сожалению, оценка качества клеевого шва часто затруднительна, и современные методы, известные в данной области для измерения качества клеевого соединения, плохо подходят для измерения и оценки всех потенциальных источников слабого соединения.
В аэрокосмической промышленности адгезивы обычно применяются в комбинации с элементами механического крепления (например, заклепки, винты и болты), чтобы безопасно и надежно скрепить конструкционные материалы. Изредка монтажные клеи используются как единственный механизм соединения элементов конструкции в летательных аппаратах. Некоторые из преимуществ, предоставляемых деталями, соединенными склеиванием, включают в себя легкий вес, сниженные концентрации напряжений, долговечность, малое количество деталей и т.д. Несмотря на эти преимущества, применение соединения склеиванием ограничено, частично из-за сложности оценки целостности клеевого шва. В настоящее время неизвестно о сосуществовании неразрушающих методов измерения прочности связи соединенных деталей. Единственным способом измерения прочности клеевого шва является определение предельной прочности, которая возникает при разрыве связи. По очевидным причинам этот тип разрушающего контроля не целесообразен на практике в условиях промышленного производства, например, при сборке воздушного судна. Более того, контрольные испытания большого числа образцов для определения средней допустимой нагрузки на адгезив не гарантируют, что все без исключения клееные конструкции будет иметь ожидаемую прочность связи.
Чтобы соответствовать некоторым сертификационным требованиям в авиации в таких странах, как США, в настоящее время требуется структурная избыточность силового каркаса. Современный уровень способов склеивания не способен удовлетворить эти требования. В настоящее время Федеральным управлением гражданской авиации (FAA) США сертифицированы и широко применяются в аэрокосмической промышленности только совместно отвержденные конструкции для силовых каркасов. Таким образом, сохраняется потребность в способе или технологии соединения склеиванием, которые можно применять в производственных условиях как способ создания надежных и высокопрочных химических связей, обеспечивая при этом отличную воспроизводимость качества клеевого шва. Кроме того, сохраняется потребность в способе соединения, который смог бы удовлетворить требованиям структурной избыточности (например, установленным FAA в США) без добавления лишних производственных этапов.
В настоящем документе описан способ подготовки поверхности, позволяющий создать химически активную композитную поверхность, которая способна химически соединяться с другой основой благодаря использованию адгезива на основе смолы. Этот способ соединения создает химическую связь между поверхностью композита и адгезивом, что приводит к более прочному соединению между основами. Кроме того, этот способ соединения минимизирует влияние загрязнений на соединяемых поверхностях композитных основ. Кроме того, этот способ соединения можно осуществлять на практике в промышленном масштабе, и он не требует существенного изменения инфраструктуры, используемой в настоящее время в промышленности.
Описываемый здесь способ склеивания позволяет получить сертификацию как способ соединения путем создания химически активных функциональных групп на соединяемых поверхностях, что приводит к соотвержденной структуре. Соответственно, описываемый здесь новый способ соединения позволяет удовлетворить требованиям структурной избыточности, какие выдвигаются FAA в США, без добавления дополнительных производственных этапов.
Указанная выше химически активная поверхность композита создается путем использования способного к отверждению слоя поверхностной обработки, который можно поместить на армированную волокнами смоляную основу (или "композитную основу"). В одном варианте осуществления способный к отверждению слой поверхностной обработки является жертвенным слоем с высоким содержанием смолы. Фигуры 1A-1B иллюстрируют использование богатого смолой жертвенного слоя для создания склеивающейся поверхности с химически активными функциональными группами. Согласно фиг. 1A, сначала способный к отверждению жертвенный слой 10 припрессовывают на самую верхнюю поверхность неотвержденной или способной к отверждению композитной основы 11. Неотвержденная/способная к отверждению композитная основа состоит из армирующих волокон 11a, в которые были нагнетены или которые были пропитаны неотвержденной или способной к отверждению матричной смолой 11b, содержащей одну или более термореактивных смол. Например, армирующие волокна 11a могут быть непрерывными однонаправленными углеродными волокнами. Способный к отверждению жертвенный слой 10 состоит из текстильной ткани 10a, выдержанной в или пропитанной способной к отверждению матричной смолой 10b, которая отлична от неотвержденной/способной к отверждению матричной смолы 11b композитной основы 11. Матричная смола жертвенного слоя 10 также содержит одну или более термореактивных смол, однако, ее состав таков, чтобы смола жертвенного слоя отверждалась медленнее, чем смола композитной основы 11. Как результат, смола жертвенного слоя будет лишь частично отвержденной, когда композитная основа 11 отвердится полностью в тех же условиях отверждения. Далее, соотверждение жертвенного слоя 10 и композитной основы 11 осуществляют путем прогревания при повышенных температурах в течение заданного периода времени до тех пор, пока композитная основа 11 не отвердится полностью, но жертвенный слой 10 будет отвержден лишь частично. В результате соотверждения матричная смола жертвенного слоя смешивается и реагирует с матричной смолой композита в приграничной зоне. Кинетика отверждения смолы жертвенного слоя и матричной смолы основы контролируется так, чтобы получить желаемую степень смешения с матричной смолой жертвенного слоя. После соотверждения жертвенный слой (в том числе ткань в нем) удаляют по линии перелома 12, показанной на фиг. 1A, оставляя тонкую пленку частично отвержденной смолы 13 на композитной основе 11, как показано на фиг. 1B. Линия перелома 12 во время удаления находится на границе раздела волокно-смола, но не внутри ткани. В результате образуется шероховатая склеивающаяся поверхность 13a с химически активными функциональными группами (фиг. 1B).
В другом варианте осуществления, показанном на фиг. 2, способный к отверждению слой поверхностной обработки представляет собой способную к отверждению смоляную пленку 20 (без введения в нее какой-либо ткани). В этом варианте осуществления способная к отверждению смоляная пленка 20 образована на композитной основе 21, которая состоит из армирующих волокон 21a, в которые была нагнетена или которые были пропитаны неотвержденной или способной к отверждению матричной смолой 21b, и полученную структуру совместно отверждают. Например, армирующие волокна 11a могут быть непрерывными однонаправленными углеродными волокнами. Как и в случае жертвенного слоя, состав поверхностной смоляной пленки выбран так, чтобы она отверждалась медленнее, чем смола композитной основы. В результате, когда композитная основа будет полностью отверждена, смоляная пленка на поверхности останется лишь частично отвержденной, и отвержденная композитная основа приобретает склеивающуюся поверхность, содержащую химически активные функциональные группы.
В описанных выше вариантах осуществления соотверждение слоя поверхностной обработки (жертвенный слой/смоляная пленка) и композитной основы может проводиться при температуре в диапазне от примерно комнатной температуры (20°C-25°C) до примерно 375°F (191°C) в течение примерно 1-12 ч при давлениях в диапазоне от примерно 0 psi до примерно 80 psi (или примерно 0-0,55 МПа). Кроме того, соотверждения можно достичь в автоклаве или в безавтоклавном процессе, в котором не прикладывается внешнее давление.
Описанную выше первую отвержденную композитную основу 11 или 21 со склеивающейся поверхностью можно соединить со второй композитной основой 30, поместив между основами и в контакте со склеивающейся поверхностью 32 адгезионную пленку 31 на базе смолы, как показано на фиг. 3. Адгезионная пленка 31 на базе смолы находится в неотвержденном или частично отвержденном состоянии и содержит химические функциональные группы, способные реагировать с химически активными функциональными группами склеивающейся поверхности 32 первой основы (11 или 21). Во время последующей термообработки, чтобы вызвать склеивание, эти функциональные группы реагируют друг с другом, образуя химические или ковалентные связи.
Вторая композитная основа 30 может представлять собой отвержденную композитную основу, подвергшуюся такой же подготовке поверхности с помощью жертвенного слоя, как описано для первой композитной основы (11 или 21), чтобы образовать сопряженную склеивающуюся поверхность с химически активными функциональными группами. Затем соединенные композитные основы подвергают термообработке при повышенной температуре(ах), чтобы отвердить адгезив, что приводит к образованию ковалентно связанной структуры, этот процесс называется вторичным склеиванием. Адгезионную пленку 31 можно нанести на любую одну или на обе склеивающиеся поверхности первой и второй композитных основ.
Альтернативно, склеивающуюся поверхность второй композитной основы 30 можно подготовить другими известными способами поверхностной обработки, такими, как пескоструйная обработка, дробеструйная обработка, подготовка поверхности с помощью сухого жертвенного слоя и т.д. "Сухой жертвенный слой" означает сухую текстильную ткань (без смолы), обычно из нейлона, стекла или полиэфира, которую наносят на склеивающуюся поверхность композитной основы, а затем проводят отверждение. После отверждения сухой жертвенный слой удаляют, открывая текстурированную поверхность склеивания.
В альтернативном варианте осуществления вторая композитная основа 30 находится в неотвержденном состоянии, когда ее соединяют с первой отвержденной композитной основой (11 или 21). В этом случае неотвержденную композитную основу 30 и способную к отверждению адгезионную пленку 31 отверждают одновременно на следующем этапе нагрева, этот процесс называется совместным склеиванием.
На этапе совместного склеивания или вторичного склеивания композитных основ в соответствии с описываемыми здесь способами между реакционноспособными центрами, присутствующими в адгезиве на основе смолы, и химически активными функциональными группами на склеивающейся поверхности композитной основы образуются химические или ковалентные связи, происходящие из слоя поверхностной обработки (жертвенный слой с высоким содержанием смолы/поверхностная смоляная пленка). Как результат, ковалентно связанная структура по существу не имеет границы раздела адгезив-композит. Наличие химически активных функциональных групп на описываемой здесь склеивающейся поверхности оптимизирует последующий процесс склеивания благодаря повышению прочности связи между склеенными основами и улучшению надежности склеивания. Кроме того, ковалентно связанная структура является более стойкой к загрязнению, чем клееные структуры, полученные обычными способами совместного склеивания или вторичного склеивания.
Используемые здесь термины "отверждение" и "отверждающийся" охватывают полимеризацию и/или сшивку полимерного материала, осуществляемую путем смешения основных компонентов, нагрева до повышенных температур, воздействия ультрафиолета или облучения. Выражение "полностью отвержденный", как оно используется здесь, означает степень отверждения 100%. Выражение "частично отвержденный", как оно используется здесь, означает степень отверждения менее 100%.
Степень отверждения частично отвержденного слоя поверхностной обработки после соотверждения с композитной основой может составлять 10%-75% от полного отверждения, например, 25%-75% или 25%-50%. Частично отвержденный слой поверхностной обработки (жертвенный слой/смоляная пленка) содержит непрореагировавшие/несшитые функциональные группы, являющиеся источником химически активных функциональных групп для склеивающейся поверхности. Степень отверждения термореактивной смоляной системы можно определить методом дифференциальной сканирующей калориметрии (ДСК). Термореактивная смоляная система во время отверждения подвергается необратимой химической реакции. По мере отверждения компонентов смоляной системы смола выделяет тепло, которое отслеживается ДСК-калориметром. Теплоту отверждения можно использовать для определения степени отверждения смоляного материала. Например, эту информацию может дать следующий простой расчет:
% отверждения=[ΔHнеотвержд. -ΔHотвержд.]/[ΔHнеотвержд.]х100%
В вариантах осуществления, использующих жертвенный слой, этот жертвенный слой имеет содержание смолы по меньшей мере 20 вес.% от полного веса жертвенного слоя, в зависимости от конкретного типа пропитываемой ткани. В некоторых вариантах осуществления содержание смолы составляет от примерно 20 до примерно 80 вес.% или от примерно 20 до примерно 50 вес.%. Ткань может состоять из стекловолокон, нейлоновых или полиэфирных волокон, хотя допустимы и другие типы тканей. В одном варианте осуществления богатый смолой жертвенный слой по настоящему изобретению содержит, в весовых процентах от полного веса жертвенного слоя: от примерно 20% до примерно 80% термореактивной матричной смолы, от примерно 2% до примерно 20% отверждающего агента(ов) и от примерно 5% до примерно 40% дополнительных модификаторов или наполнителей.
В описываемых здесь вариантах осуществления смоляной компонент слоя поверхностной обработки и смоляной компонент композитной основы образованы из способных к отверждению смоляных композиций, которые содержат: одну или более термореактивных смол, по меньшей мере один отверждающий агент и, факультативно, добавки, модификаторы и наполнители. Матричная смола композитной основы может также включать незначительное количество термопластичных материалов, таких, как полиамид и полиэфирсульфон, в качестве агентов, повышающих ударную прочность.
Примеры подходящих термореактивных смол включают, без ограничений, эпоксидные, фенольные смолы, цианатные сложные эфиры, полиимиды, бисмалеимиды, сложные полиэфиры, полиуретан, бензоксазины (включая полибензоксазины), их комбинации и предшественники.
Особенно хорошо подходят полифункциональные эпоксидные смолы (или полиэпоксиды), содержащие несколько эпоксидных функциональных групп на молекулу. Полиэпоксиды могут быть насыщенными, ненасыщенными, циклическими или ациклическими, алифатическими, ароматическими или гетероциклическими полиэпоксидными соединениями. Примеры подходящих полиэпоксидов включают простые полиглицидиловые эфиры, которые получают по реакции эпихлоргидрина или эпибромгидрина с полифенолом в присутствии щелочи. Таким образом, подходящими полифенолами являются, например, резорцин, пирокатехол, гидрохинон, бисфенол A (бис(4-гидроксифенил)-2,2-пропан), бисфенол F (бис(4-гидроксифенил)метан), фтор-4,4'-дигидроксибензофенон, бисфенол Z (4,4'-циклогексилиден-бисфенол) и 1,5-гидроксинафталин. Другими полифенолами, подходящими как основа для простых полиглицидиловых эфиров, являются известные продукты конденсации фенола и формальдегида или ацетальдегида типа новолачной смолы.
Примеры подходящих эпоксидных смол включают простые диглицидиловые эфиры бисфенола A или бисфенола F, например, EPON™ 828 (жидкая эпоксидная смола), D.E.R. 331, D.E.R. 661 (твердые эпоксидные смолы) производства Dow Chemical Co, триглицидиловые эфиры аминофенола, например, ARALDITE® MY 0510, MY 0500, MY 0600, MY 0610 от Huntsman Corp. Дополнительные примеры включают новолачные эпоксидные смолы на фенольной основе, выпускаемые в продажу компанией Dow Chemical под наименованиями DEN 428, DEN 431, DEN 438, DEN 439 и DEN 485, новолачные эпоксидные смолы на основе крезола, выпускаемые в продажу Ciba-Geigy Corp. под наименованиями ECN 1235, ECN 1273 и ECN 1299, углеводородные новолачные эпоксидные смолы, выпускаемые в продажу Huntsman Corp. под названиями TACTIX® 71756, TACTIX® 556, и TACTIX® 756.
Согласно одному варианту осуществления, отверждающие агенты (или отвердители) слоя поверхностной обработки предпочтительно выбирают так, чтобы он отверждался с более низкой скоростью, чем матричная смола композитной основы. Отвердители могут быть выбраны из хорошо известных отвердителей с хорошо установленной реакционной способностью. Например, отвердители эпоксидных смол можно расположить в порядке возрастания скорости отверждения следующим образом: полимеркаптан < полиамид < алифатический полиамин < производные ароматического полиамина < комплекс третичного амина с трифторидом бора < ангидрид < имидазол < ароматический полиамин < цианогуанидин < новолачная фенольная смола. Этот список является лишь ориентировочным и перекрывается с существующими классификациями. Отвердители для слоя поверхностной обработки обычно выбирают из группы отвердителей, приведенных в конце ряда высокой реакционной способности, тогда как отвердители для композитной основы обычно можно выбрать из группы в начале ряда реакционной способности.
Частные примеры отвердителей, которые можно использовать для слой поверхностной обработки и композитной основы, включают, без ограничений, меламин и замещенные производные меламина, алифатические и ароматические первичные амины, алифатические и ароматические третичные амины, комплексы трифторида бора, гуанидины, дициандиамид, бис-мочевины (в том числе 2,4-толуол бис(диметилмочевина), выпускаемая в продажу под наименованием CA 150 компанией CVC Thermoset Specialties), 4,4'-метитилен бис-(фенилдиметилмочевина), например, CA 152 от CVC Thermoset Specialties) и 4,4'-диаминодифенилсульфон (4,4-DDS). Можно комбинировать один или более отверждающих агентов.
В таблице 1 приведено несколько примеров сочетаний отвердителей для эпоксидной композитной основы (например, препрег) и слоя поверхностной обработки на основе эпоксида, позволяющих иметь разные скоростей отверждения.
Таблица 1
|
Согласно другому варианту осуществления, состав термореактивной смолы в слое поверхностной обработки включает один или более ингибиторов отверждения, которые способны замедлить скорость реакции между термореактивными смолами и отвердителями. Так, слой поверхностной обработки может содержать те же термореактивные смолы и отвердители, что и композитная основа, но будет отверждаться с более медленной скоростью благодаря присутствию ингибиторов. Для целей настоящего изобретения можно использовать любой ингибитор, который замедляет скорость реакции между термореактивной смолой и отвердителем.
Для композиций на эпоксидной основе примеры подходящих ингибиторов отверждения включают, без ограничений, борную кислоту, трифторборан и их производные, такие, как алкилборат, алкилборан, триметоксибороксин и органические кислоты с pKa от 1 до 3, такие, как малеиновая кислота, салициловая кислота, щавелевая кислота и их смеси. Другие ингибиторы включают оксиды металлов, гидроксиды металлов и алкоксиды металлов, где металл представляет собой цинк, олово, титан, кобальт, марганец, железо, кремний, бор или алюминий. Когда используется такой ингибитор, количество ингибитора может составлять до примерно 15 частей на сто частей смолы (phr), например, от примерно 1 до примерно 5 phr, в составе смолы. Сокращение "phr" относится к полному весу всех смол в составе смоляной композиции.
В другом варианте осуществления матричная смола композитной основы может содержать одну или более добавок, ускорителей или катализаторов, функцией которых является повысить скорость реакции между термореактивной смолой и отвердителем в ней.
Катализаторы, подходящие для описываемых здесь целей, представляют собой катализаторы, которые катализируют реакцию термореактивной смолы с отверждающим агентом. В случае эпоксидных смол примерами подходящих катализаторов являются соединения, содержащие амин, фосфин, гетероциклический азот, аммониевую, фосфониевую, арсониевую или сульфониевую группы. Подходящими катализаторами являются гетероциклические азотсодержащие и аминсодержащие соединения. Подходящие для применения соединения, содержащие гетероциклический азот, и аминсодержащие соединения включают, например, имидазолы, имидазолидины, имидазолины, бензимидазолы, оксазолы, пирролы, тиазолы, пиридины, пиразины, морфолины, пиридазины, пиримидины, пирролидины, пиразолы, хиноксалины, хиназолины, фталозины, хинолины, пурины, индазолы, индолы, индолазины, феназины, фенарсазины, фенотиазины, пирролины, индолины, пиперидины, пиперазины, их комбинации и т.д. Когда такие катализаторы используются в смоляной композиции, их количество может составлять до 15 частей на сто частей смолы (или phr), например, от примерно 1 до примерно 5 phr.
В смоляную композицию слоя поверхностной обработки/композитной основы можно также добавить неорганические наполнители в дисперсной форме (например, порошок) в качестве модификатора реологических свойств, чтобы контролировать текучесть смоляной композиции и предотвратить ее агломерацию. Подходящие неорганические наполнители включают, без ограничений, пирогенный диоксид кремния, тальк, слюду, карбонат кальция, глинозем, молотый или осажденный мел, кварцевый порошок, оксид цинка, оксид кальция и диоксид титана. Если наполнители присутствуют в смоляной композиции, их количество может составлять от примерно 0,5 до примерно 40 вес.%, или от примерно 1 до примерно 10 вес.%, или от примерно 1 до примерно 5 вес.%, в расчете на полный вес смоляной композиции.
В вариантах осуществления, использующих обогащенный смолой жертвенный слой для поверхностной обработки, указанный жертвенный слой можно получить путем нанесения смоляной композиции на текстильную ткань, чтобы полностью пропитать нити в ткани, используя обычные способы нанесения покрытия из раствора или погружением в расплав. Затем влажный жертвенный слой сушат, чтобы уменьшить содержание летучих веществ, предпочтительно до их содержания менее 2 вес.%. Сушку можно осуществить как сушку на воздухе при комнатной температуре в течение ночи с последующей сушкой в печи при температуре от примерно 140°F до примерно 170°F (60-77°C), или как сушку в печи при более высокой температуре, если необходимо уменьшить продолжительность сушки. Затем сухой жертвенный слой можно защитить, нанося удаляемую разделительную бумагу или синтетические пленки (например, полиэфирные пленки) на противоположные стороны. Такую разделительную бумагу или синтетическую пленку можно удалить перед использованием жертвенного слоя для поверхностной обработки.
В вариантах осуществления, использующих поверхностную смоляную пленку для поверхностной обработки, смоляную пленку можно получить, нанося смоляную композицию на удаляемый носитель, например, разделительную бумагу, используя обычные способы нанесения пленок. Затем влажную смоляную пленку сушат. После этого смоляную пленку помещают на поверхность композитной основы и носитель удаляют.
Композитные основы
Композитными основами в контексте настоящего изобретения называют армированные волокнами смоляные композиты, включая препреги или выкладки препрегов (какие используются для получения составных конструкций в аэрокосмической промышленности). Используемый здесь термин "препрег" относится к слою волоконного материала (например, однонаправленные жгуты бечева или лента, нетканый мат или слой ткани), который был пропитан способной к отверждению матричной смолой. Матричная смола в композитных основах может находиться в неотвержденном или частично отвержденном состоянии. Армированный волокном материал может иметь форму слоя тканого или нетканого текстильного материала или непрерывных однонаправленных волокон. Используемое здесь выражение "однонаправленные волокна" относится к слою армирующих волокон, которые ориентированы в одном и том же направлении. Используемый здесь термин "выкладка препрегов" относится к нескольким слоям препрегов, которые были уложены послойно друг на друга. Например, число слоев препрегов может составлять от 2 до 100 или от 10 до 50.
Выкладку слоев препрега можно производить вручную или автоматизированным способом, таким, как Automated Tape Laying (ATL, автоматизированная выкладка ленты). Слои препрегов в выкладке можно позиционировать в выбранной ориентации относительно друг друга. Например, выкладка препрегов может содержать слои препрегов, имеющих однонаправленную структуру волокон, с волокнами, ориентированным под выбранным углом θ, например, 0°, 45° или 90°, относительно наибольшего размера выкладки, т.е. длины. Кроме того, следует понимать, что в некоторых вариантах осуществления препреги могут иметь любую комбинацию структуры волокон, как, например, однонаправлено ориентированные волокна, мультинаправленные волокна и текстильные ткани.
Препреги можно получать нагнетанием или пропиткой непрерывных волокон или текстильной ткани матричной смоляной системой, создавая пластичный и липкий лист материала. Это часто называют процессом препрегирования. Для достижения характеристик, оптимальных для намеченного применения препрегов, можно задавать точную спецификацию волокон, их ориентацию и состав смоляной матрицы. Объем волокон на квадратный метр также можно задавать в соответствии с требованиями.
Термин "пропитывать" относится к введению способной к отверждению матричной смолы в армирующие волокна, чтобы частично или полностью окружить волокна смолой. Матричная смола для получения препрегов может иметь вид смоляных пленок или жидкостей. Кроме того, перед склеиванием матричная смола находится в способном к отверждению или неотвержденном состоянии. Пропитку можно облегчить, прикладывая тепло и/или давление.
Например, процесс пропитки может включать:
(1) непрерывное перемещение слоя волокон (например, в виде однонаправленных волокон или тканого полотна) через (горячую) баню расплава пропиточной матричной смоляной композиции, чтобы полностью или по существу полностью увлажнить волокна; или
(2) прижатие верхней и нижней смоляных пленок к слою волокон (например, в форме непрерывных однонаправленных волокон, расположенных параллельно, или слоя ткани).
Армирующие волокна в композитных основах (например, препрегах) могут иметь форму рубленых волокон, непрерывных волокон, филаментов, жгутов, пучков, листов, слоев и их комбинаций. Далее, непрерывные волокна принимать любую из следующих конфигураций: однонаправленные (ориентированные в одном направлении), мультинаправленные (ориентированные в разных направлениях), нетканые, тканые, вязаные, сшитые, намотанные и плетеные, а также иметь структуру мата из непрерывных нитей, войлочного мата и мата из рубленого волокна. Тканые волоконные структуры могут содержать множество тканых жгутов, причем каждый жгут состоит из множества филаментов, например, из тысяч филаментов. В других вариантах осуществления жгуты могут удерживаться на месте с помощью стежков поперек жгутов, трикотажных переплетений с прокладкой уточных нитей, или с помощью небольшого количества смоляного связующего, такого как термопластичная смола.
Волоконные материалы включают, без ограничений, стекло (в том числе электроизоляционное стекло, или стекло E), углерод (в том числе графит), арамид, полиамид, ультравысокомолекулярный полиэтилен (PE), полиэфир, поли-п-фенилен-бензоксазол (PBO), бор, кварц, базальт, керамика и их комбинации.
Для изготовления высокопрочных композитных материалов, какие предназначены для применения в аэрокосмической промышленности и автомобилестроении, предпочтительно, чтобы армирующие волокна имели предел прочности на разрыв более 3500 МПа.
Обычно матричная смола композитных основ/препрегов похожа на описанную выше матричную смолу слоя поверхностной обработки.
Адгезив
Адгезив для склеивания композитных основ представляет собой способную к отверждению композицию, подходящую для соотверждения с неотвержденными или способными к отверждению композитными основами. Способная к отверждению адгезивная композиция может содержать одну или более термореактивных смол, отверждающих агентов и/или катализаторов, и факультативно, агентов повышения ударной прочности, наполнителей, регуляторов текучести, красителей и т.д. Термореактивные смолы включают, без ограничений, эпоксидную смолу, ненасыщенную полиэфирную смолу, бисмалеимид, полиимид, цианатный сложный эфир, фенольную смолу и т.д.
Эпоксидные смолы, подходящие для использования в способной к отверждению адгезивной композиции, включают полифункциональные эпоксидные смолы, содержащие несколько эпоксидных групп на молекулу, как смолы, описанные для матричной смолы жертвенного слоя и композитной основы.
Отверждающие агенты могут включать, например, гуанидины (в том числе замещенные гуанидины), мочевины (в том числе замещенные мочевины), меламиновые смолы, гуанамин, амины (в том числе первичные и вторичные амины, алифатические и ароматические амины), амиды, ангидриды и их смеси. Особенно хорошо подходят латентные отверждающие агенты на основе аминов, которые могут быть активированы при температуре выше 160°F (71°C) или выше 200°F (93°C), например, при 350°F (177°C). Примеры подходящих латентных отверждающих агентов на основе аминов включают дициандиамид (DICY), гуанамин, гуанидин, аминогуанидин и их производные. Особенно хорошо подходящим латентным отверждающим агентом на основе аминов является дициандиамин (DICY).
Ускоритель отверждения можно использовать в сочетании с латентным отверждающим агентом на основе аминов, чтобы активировать реакцию отверждения между эпоксидными смолами и отверждающим агентом на основе аминов. Подходящие ускорители отвержения могут включать алкил- и арил-замещенные мочевины (в том числе ароматическую или алициклическую диметилмочевину); бисмочевины на основе толуолдиамина или метилендианилина. Одним примером бисмочевины является 2,4-толуол бис(диметилмочевина). Например, дициандиамид можно использовать в комбинации с замещенной бисмочевиной в качестве ускорителя отверждения.
Агенты, повышающие ударную прочность, могут включать термопластичные или эластомерные полимеры и полимерные частицы, такие, как частицы каучука структуры ядро-оболочка (CSR). Подходящие термопластичные полимеры включают полиарилсульфоны с или без реакционноспособных функциональных групп. В качестве примера полиарилсульфона с функциональными группами можно назвать, например, блок-сополимер полиэфирсульфон-полиэфирэфирсульфон (PES-PEES) с концевыми функциональными аминогруппами. Подходящие эластомерные полимеры включают бутадиен-нитрильный сополимер с концевыми карбоксильными группами (CTBN) и эластомерный бутадиен-акрилонитрильный сополимер (ATBN) с концевыми аминогруппами. Примеры CSR-частиц включают продукты, выпускаемые в продажу под торговой маркой Kane Ace®, такие, как MX 120, MX 125 и MX 156 (все содержат 25 вес.% CSR-частиц, диспергированных в жидкой эпоксидной смоле на основе бисфенола A).
Неорганические наполнители могут находиться в дисперсной форме, например, порошок, хлопья, и могут быть выбраны из пирогенного диоксида кремния, кварцевой муки, глинозема, слюды, талька и глины (например, каолин).
Примеры
Следующие примеры проводятся для иллюстрации некоторых аспектов настоящего изобретения.
Пример 1
Это пример демонстрирует эффективность поверхностной обработки, основанной на идее контролируемой кинетики отверждения.
Пленку для поверхностной обработки получали, готовя смолу следующего состава (в весовых частях): 50 частей новолачной эпоксидной смолы, содержащей дициклопентадиен, 80 частей диглицидилового эфира бисфенола A, 10 частей пара-аминофенольной эпоксидной смолы; 10 частей полиэфирсульфона; 39 частей 4,4'-диаминодифенилсульфона, 2 части пирогенного диоксида кремния.
Смесь смол перемешивали, применяя способ горячего расплава, затем смесь смол наносили как пленку без подложки с поверхностной плотностью 0,054 psf (фунтов на квадратный дюйм, 0,026 г/см2). Смоляную пленку выкладывали вручную с 10 слоями препрега таким образом, чтобы смоляная пленка была самым верхним слоем. Препрег состоял из стекловолокон, пропитанных матричной смолой на эпоксидной основе, содержащей модифицированную эластомером эпоксидные смолы на основе бисфенола A, новолачную модифицированную эпоксидную смолу, дицианогуанидин и 1,1`-4(метил-м-фенилен)бис(3,3'-диметилмочевину). Затем неотвержденный слоистый материал со смоляной пленкой отверждали, грея 3 часа при 250°F (121°C) и давлении 80 psi (0,55 МПа). После отверждения отвержденный композит приобретал склеивающуюся поверхность. Отвержденной слоистый композитный материал снимали с инструмента и соединяли с другим аналогично приготовленным отвержденным слоистым композитным материалом, который был подвергнут идентичной поверхностной обработке. Никакого адгезива на этапе склеивания не использовали, в склеивании участвовали лишь функциональные группы, полученные в результате поверхностной обработки. Затем соединенные детали грели при 350°F (177°C) в течение 90 мин при давлении 80 psi (0,55 МПа).
Пример 2
Следующий пример показывает для сравнения эффект поверхностной обработки, которая не включает медленно способной к отверждению пленки для поверхностной обработки.
Пленку для поверхностной обработки получали, готовя смолу следующего состава (в весовых частях): 50 частей новолачной эпоксидной смолы, содержащей дициклопентадиен, 80 частей диглицидилового эфира бисфенола A, 10 частей пара-аминофенольной эпоксидной смолы, 10 частей полиэфирсульфона, 29 частей 4,4'-диаминодифенилсульфона, 2 части дициандиамида, 2 части пирогенного диоксида кремния.
Смесь смол перемешивали, применяя способ горячего расплава, затем смесь смол наносили как пленку без подложки с поверхностной плотностью 0,054 psf (0,026 г/см2). Смоляную пленку выкладывали вручную с 10 слоями препрега таким образом, чтобы смоляная пленка оказывалась самым верхним слоем. Препрег был таким же, как описано в примере 1. Затем неотвержденный слоистый материал отверждали, грея при 250°F (121°C) в течение 3 часов при 80 psi (0,55 МПа). После отверждения отвержденной композит приобретал склеивающуюся поверхность. Отвержденной композит удаляли с инструмента и соединяли с другим, аналогично приготовленным отвержденным слоистым композитным материалом, который содержал такую же склеивающуюся поверхность. Никакого адгезива на этапе склеивания не использовали, в склеивании участвовали лишь функциональные группы, полученные в результате поверхностной обработки. Затем соединенные детали грели при 350°F (177°C) в течение 90 мин при давлении 80 psi (0,55 МПа).
Пример 3
Следующий пример иллюстрирует поверхностную обработку, предусматривающую использование удаляемого жертвенного слоя для улучшения шероховатости поверхности и облегчения склеивания.
Слой поверхностной обработки получали, готовя смолу с составом, содержащим, в весовых частях: 50 частей новолачной эпоксидной смолы, содержащей дициклопентадиен, 80 частей диглицидилового эфира бисфенола A, 10 частей пара-аминофенольной эпоксидной смолы, 10 частей полиэфирсульфона, 19 частей 4,4'-диаминодифенилсульфона и 2 части пирогенного диоксида кремния.
Смесь смол перемешивали, применяя способ горячего расплава, затем смесь смол наносили на ткань на основе полиэфира от компании Porcher Industries (Porcher 8115), чтобы пропитать ткань, и оставляли пропитанную смолой ткань сушиться, образуя тем самым жертвенный слой. Жертвенный слой выкладывали вручную с 10 слоями препрега таким образом, чтобы жертвенный слой был самым верхним слоем. Препрег состоит из углеродных волокон, пропитанных эпоксидной матричной смолой, содержащей тетрафункциональную эпоксидную смолу на основе метилендианилина, трехфункциональную эпоксидную смолу на основе мета-аминофенола, простой полиэфирсульфон, 3,3'-диаминодифенилсульфон и дигидразид изофталевой кислоты (ускоритель). Затем неотвержденный слоистый композитный материал отверждали, грея при 350°F (177°C) в течение 3 часов при 80 psi (0,55 МПа). После отверждения отвержденной композит снимали с инструмента, жертвенный слой удаляли и соединяли склеиванием с другим аналогично приготовленным отвержденным слоистым композитным материалом, который был подвергнут такой же поверхностной обработке с жертвенным слоем. В качестве адгезива использовали FM 309-1 (производства Cytec Engineered Materials). Затем соединенные детали грели при 350°F (177°C) в течение 90 мин при давлении 40 psi (0,276 МПа), чтобы достичь отверждения.
Механические свойства клееных конструкций и определение характеристик
Механические характеристики клееных конструкций, полученных в примерах 1-3, были определены в испытании на вязкость разрушения G1c, проведенным в соответствии со стандартом ASTM D5528. Результаты определения G1c приведены в таблице 2.
Таблица 2
|
Таблица 2 показывает преимущества поверхностной обработки согласно настоящему изобретению, демонстрируя, что достигается лучшая прочность связи по сравнению с поверхностной обработкой, при которой отвердитель вызывал полное отверждение смолы для поверхностной обработки.
Определение тепловых характеристик
Скорость отверждения слоя поверхностной обработки в сравнении со скоростью отверждения нижележащего препрега можно легко оценить с помощью дифференциальной сканирующей калориметрии (ДСК). Фиг. 4 показывает профиль ДСК для препрега и для слоя поверхностной обработки, описанного в примере 3. Как можно видеть из фиг. 4, температура начала отверждения смолы для поверхностной обработки выше, чем для смолы препрега. В этом частном примере препрег начинает отверждаться и расходовать реакционноспособные эпоксидные группы с более высокой скоростью, чем слой поверхностной обработки. Таким образом, после полного отверждения препрега смола для поверхностной обработки находится в частично отвержденном состоянии и содержит непрореагировавшие функциональные группы.
Полиакрилонитрильные (пан) полимеры c низким индексом полидисперсности (ипд) и получаемые из них углеродные волокна
Углеродные волокна и высококачественные волокна для композиционных материалов
Устойчивые к разрушению ингибиторы образования отложений
Способ уменьшения количества твердых отложений в способе байера
Инкапсулированные композиции на основе стабилизатора
Способ и система для пропитки волокон с получением препрега
Композиции ингибиторов образования отложений и способы их применения
Композитные материалы с высокой удельной электрической проводимостью в z-направлении
Бензоксазины и содержащие их композиции
Гибридный тканый текстильный материал для армирования композита
Ингибирующие коррозию микрогели и содержащие их нехроматированные композиции грунтовочного покрытия

