Результат интеллектуальной деятельности: СИСТЕМА И СПОСОБ ФОРМОВАНИЯ ПРИСПОСОБЛЕНИЯ ДЛЯ УХОДА ЗА ПОЛОСТЬЮ РТА
Вид РИД
Изобретение
УРОВЕНЬ ТЕХНИКИ
[001] Ранее удалось осуществить формование деталей, получаемых литьем под давлением, в результате способа сэндвич-литья или соинжекционного литья. Одна из методик, используемых для сэндвич-литья, включает впрыск первого материала в полость формы и последующий впрыск второго материала в полость формы через ту же точку впрыска. Второй материал смещает первый материал таким образом, что второй материал образует сердцевину получаемой литьем под давлением детали, и первый материал образует оболочку получаемой литьем под давлением детали. Часто первый материал снова впрыскивают через точку впрыска после завершения впрыска второго материала, вследствие чего вся открытая наружная поверхность получаемой литьем под давлением детали сформована из первого материала. Проблема, связанная с существующими методиками сэндвич-литья, заключается в том, что технология, которая обеспечивает впрыск, является чрезвычайно дорогостоящей и сложной, поскольку одно сопло с задвижкой должно быть выполнено с возможностью использования со множеством различных материалов в разные моменты времени. Таким образом, сопло с задвижкой должно быть выполнено с возможностью открывания и закрывания каналов для обеспечения раздельного впрыска первого и второго материалов. Таким образом, существует необходимость в упрощенных способе и системе для формования получаемых литьем под давлением деталей, и, в частности, приспособлений для ухода за полостью рта, таких как зубные щетки, с применением способа сэндвич-литья.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[002] В одном аспекте настоящее изобретение может относиться к способу формования приспособления для ухода за полостью рта, содержащего основную конструкцию, имеющую ручку и головку. Способ включает предоставление формы, имеющей полость формы. Полость формы имеет первую часть, которая соответствует ручке основной конструкции и используется для ее формования, и вторую часть, которая соответствует головке основной конструкции и используется для ее формования. Способ дополнительно включает впрыск первого материала в первую часть полости формы через первое отверстие для впрыска и, после истечения заданного периода времени, впрыск второго материала в первую часть полости формы через второе отверстие для впрыска. Впрыск первого и второго материалов может быть обеспечен исключительно посредством горячеканальных систем. Второй материал впрыскивают в первый материал и формуют основную конструкцию таким образом, что второй материал образует сердцевину, и первый материал образует оболочку основной конструкции.
[003] В одном варианте осуществления изобретение может представлять собой способ формования приспособления для ухода за полостью рта, содержащего основную конструкцию, имеющую ручку и головку, причем способ включает: a) предоставление первой формы, в которой образована полость первой формы, причем полость первой формы содержит первую часть, которая соответствует ручке основной конструкции, и вторую часть, которая соответствует головке основной конструкции; b) впрыск первого материала в первую часть полости первой формы через первое отверстие для впрыска при помощи первой горячеканальной подсистемы, причем первое отверстие для впрыска образует первый проход в первую часть полости первой формы; и c) впрыск второго материала в первую часть полости первой формы через второе отверстие для впрыска при помощи второй горячеканальной подсистемы, причем второе отверстие для впрыска образует второй проход в первую часть полости первой формы, при этом второй материал впрыскивают в первый материал для смещения первого материала с формованием основной конструкции таким образом, что второй материал образует сердцевину основной конструкции, и первый материал образует оболочку основной конструкции, которая окружает сердцевину.
[004] В другом варианте осуществления изобретение может представлять собой систему для формования приспособления для ухода за полостью рта, содержащего основную конструкцию, имеющую ручку и головку, причем система содержит: первую форму, в которой образована полость первой формы, имеющая ось полости первой формы, причем полость первой формы содержит первую часть, которая соответствует ручке основной конструкции, и вторую часть, которая соответствует головке основной конструкции; первое отверстие для впрыска, образованное в первой форме и обеспечивающее первый проход непосредственно в первую часть полости первой формы; второе отверстие для впрыска, образованное в первой форме и обеспечивающее второй проход непосредственно в первую часть полости первой формы, причем второе отверстие для впрыска расположено на расстоянии от первого отверстия для впрыска; первую горячеканальную подсистему, соединенную по текучей среде с первым отверстием для впрыска; вторую горячеканальную подсистему, соединенную по текучей среде со вторым отверстием для впрыска; и при этом система выполнена с возможностью подачи первого материала в первую часть полости первой формы через первое отверстие для впрыска при помощи первой горячеканальной подсистемы и, после прохождения заданного периода времени, для последующей подачи второго материала в первую часть полости первой формы через второе отверстие для впрыска при помощи второй горячеканальной подсистемы, причем второй материал впрыснут в первый материал для смещения первого материала с формованием основной конструкции таким образом, что второй материал образует сердцевину основной конструкции, и первый материал образует оболочку основной конструкции, которая окружает сердцевину.
[005] В еще одном варианте осуществления изобретение может представлять собой приспособление для ухода за полостью рта, содержащее: основную конструкцию, имеющую ручку и головку, причем ручка имеет наружную поверхность; при этом ручка содержит первый материал, который образует оболочку, и второй материал, который образует сердцевину, причем оболочка по существу окружает сердцевину; при этом ручка имеет первую литниковую точку на наружной поверхности, которая соответствует месту впрыска первого материала, и вторую литниковую точку на наружной поверхности, которая соответствует месту впрыска второго материала, причем первая и вторая литниковые точки расположены на расстоянии друг от друга.
[006] Дополнительные области применения настоящего изобретения станут очевидны из подробного описания, представленного ниже. Следует понимать, что хотя подробное описание и конкретные примеры раскрывают предпочтительный вариант осуществления изобретения, они предназначены лишь для иллюстративных целей и не предназначены для ограничения объема изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[007] Настоящее изобретение станет более понятным из подробного описания и прилагаемых чертежей, на которых:
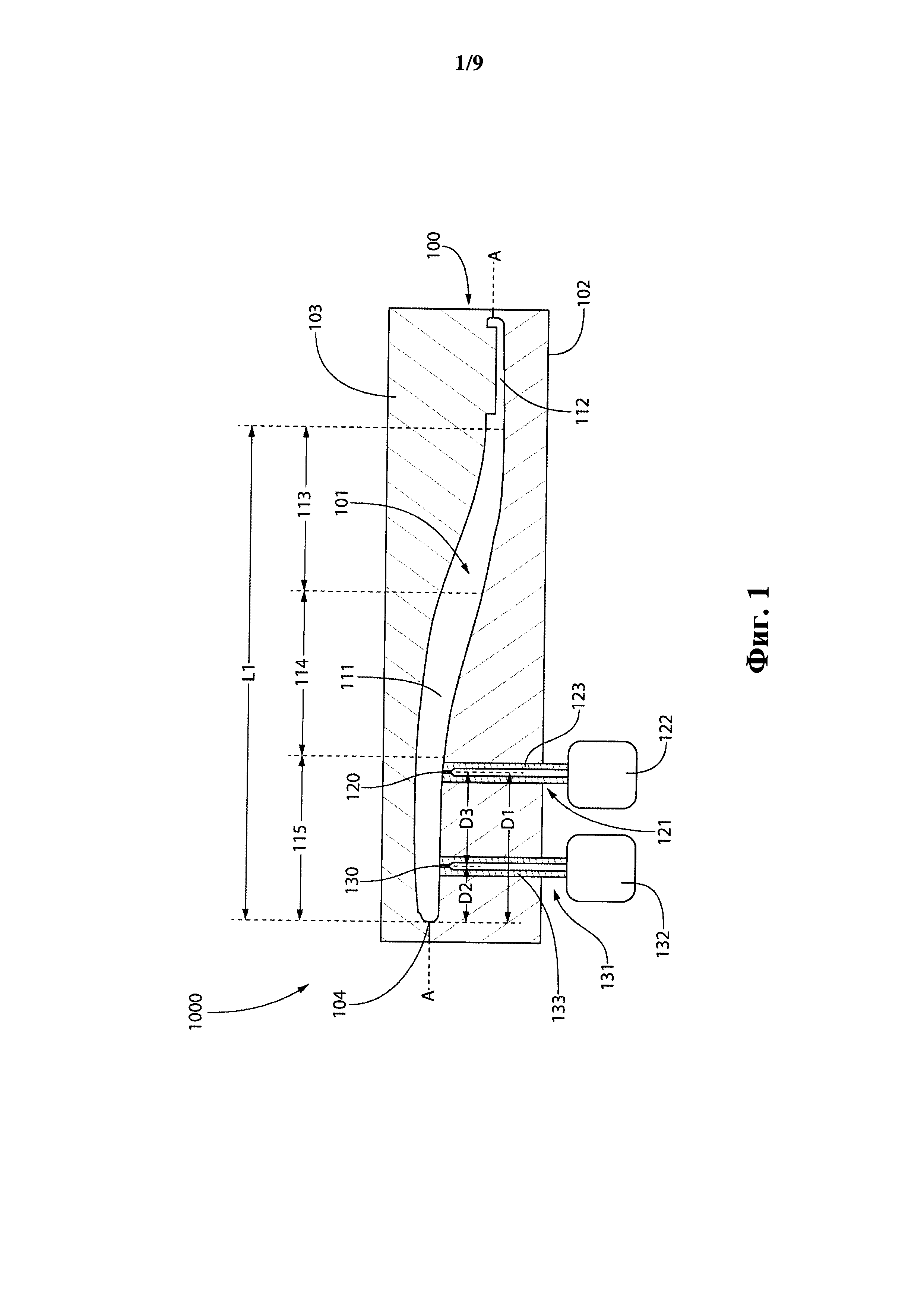
[008] На фиг. 1 показан схематический вид в поперечном сечении первой формы, в которой образована полость первой формы и которая соединена с первой и второй горячеканальными подсистемами.
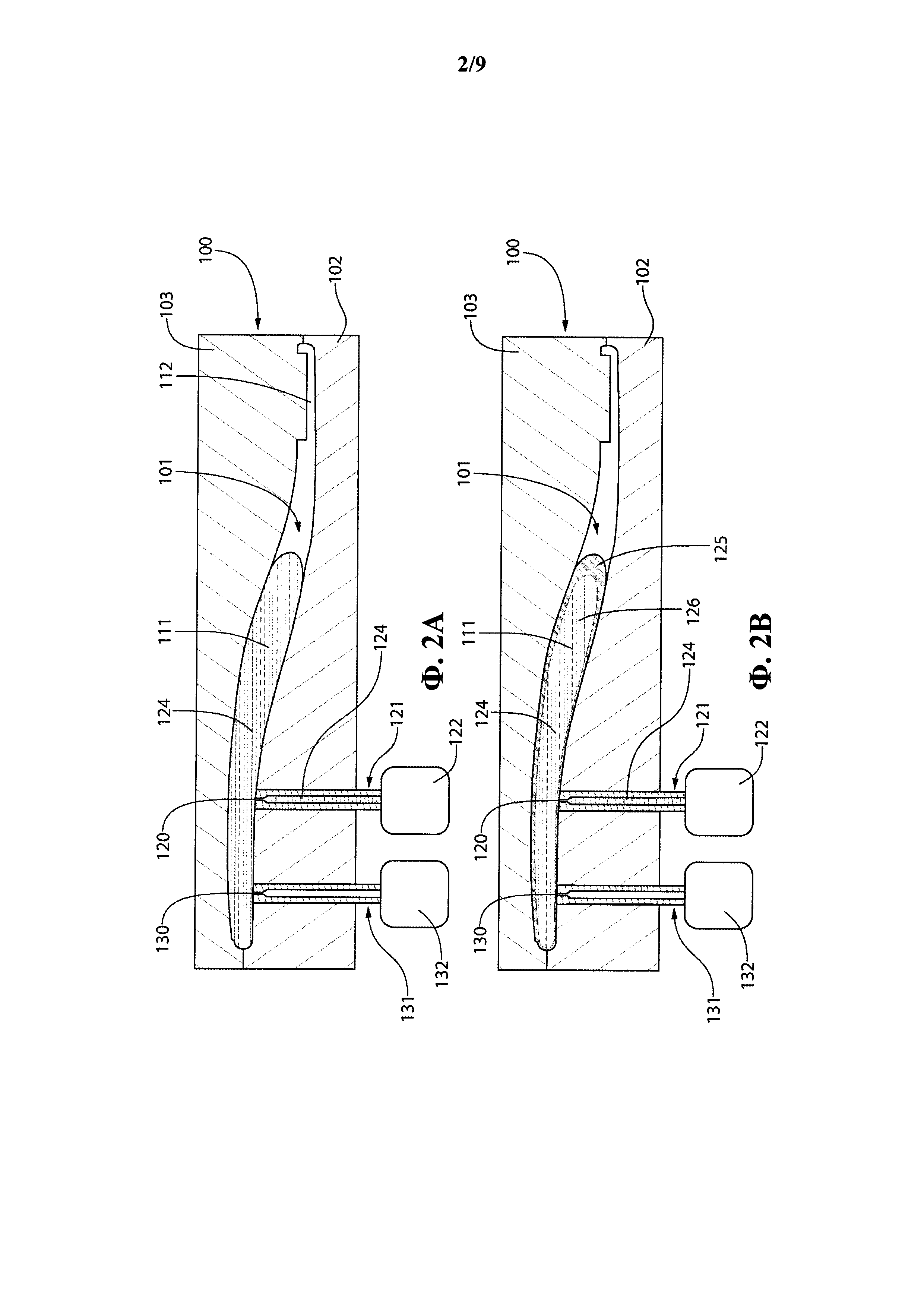
[009] На фиг. 2A показан схематический вид в поперечном сечении первой формы, показанной на фиг. 1, причем первый материал впрыснут в полость первой формы при помощи первой горячеканальной подсистемы.
[0010] На фиг. 2B показан схематический вид в поперечном сечении первой формы, показанной на фиг. 1, причем часть первого материала затвердела в полости первой формы.
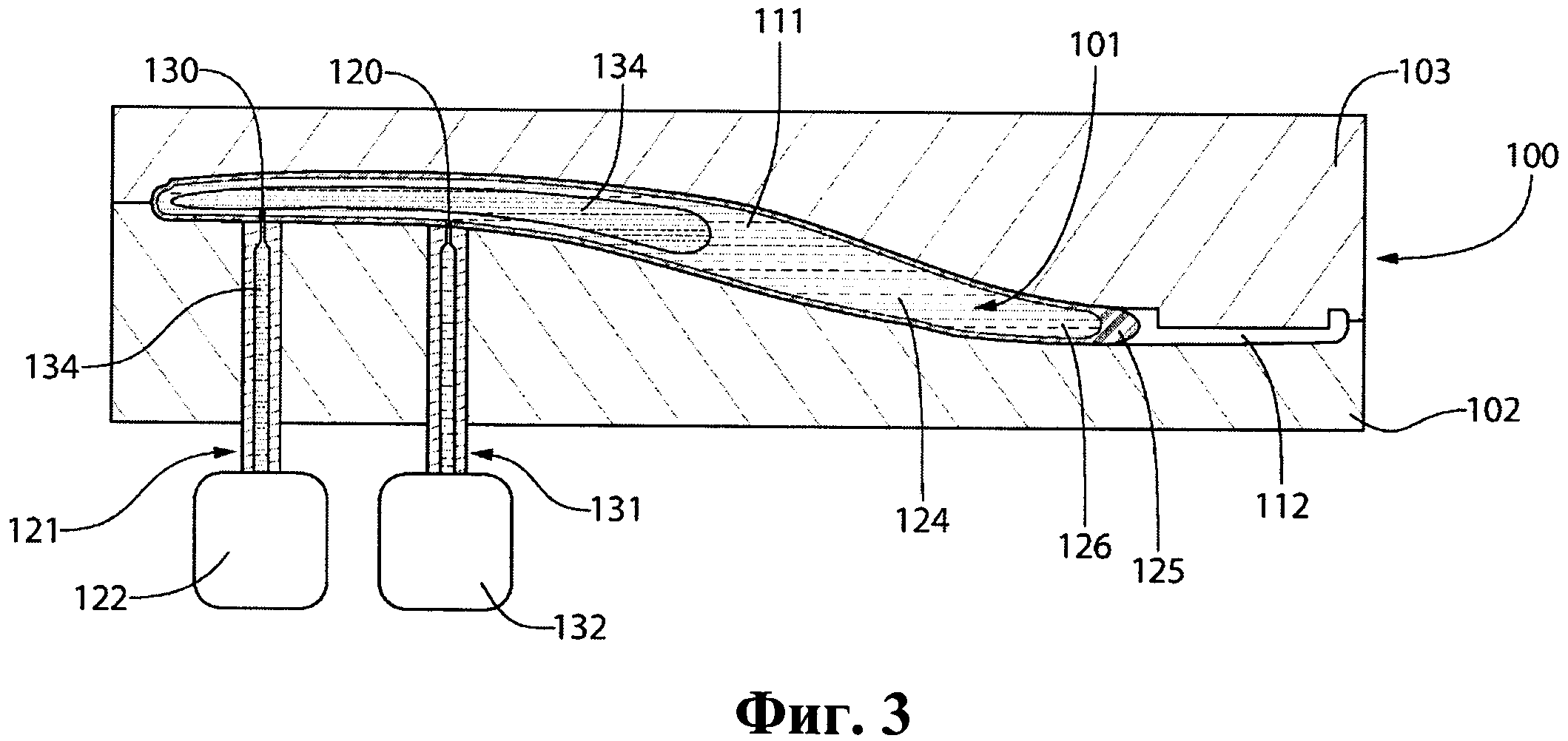
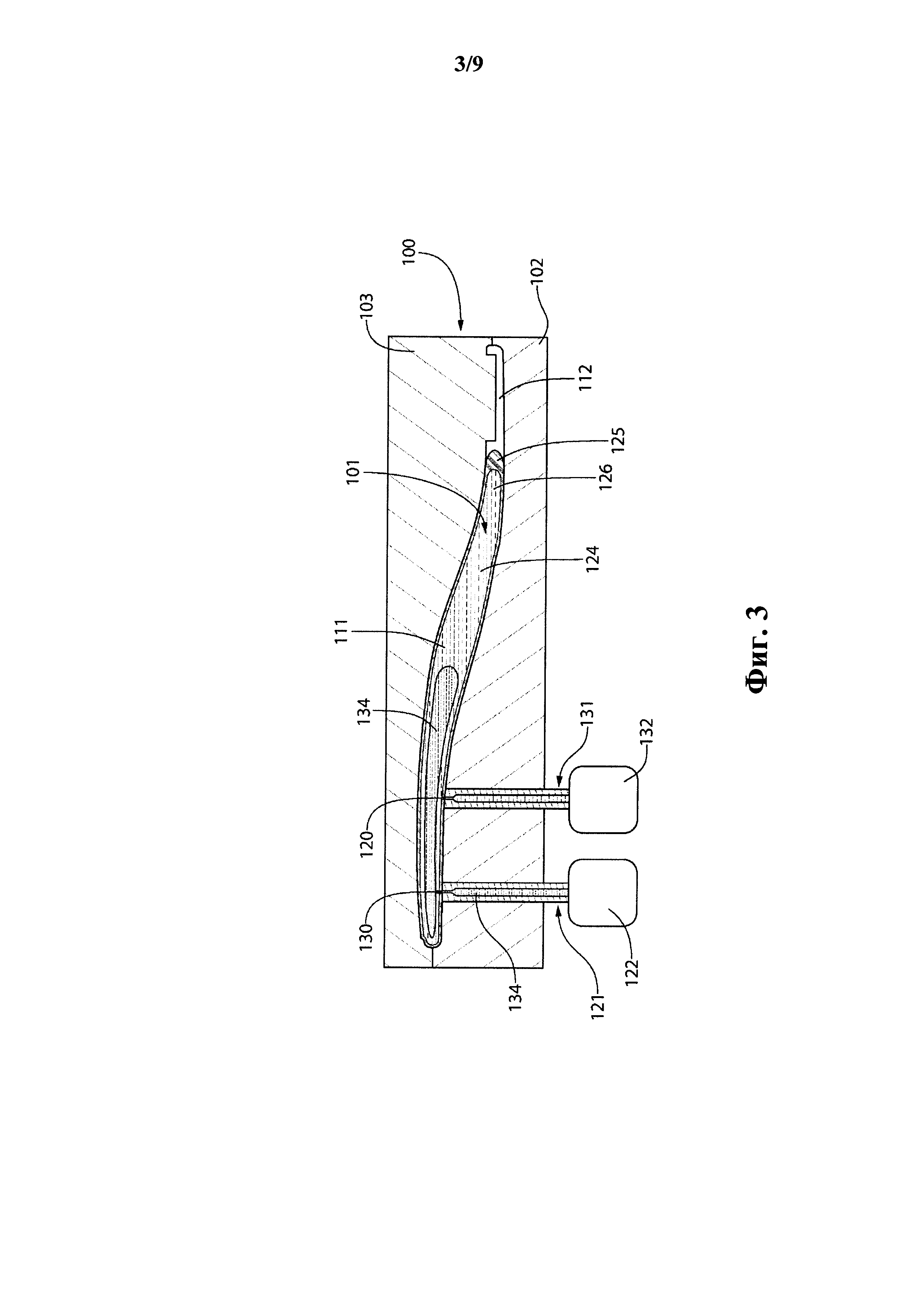
[0011] На фиг. 3 показан схематический вид в поперечном сечении первой формы, показанной на фиг. 1, причем второй материал впрыснут в полость первой формы при помощи второй горячеканальной подсистемы.
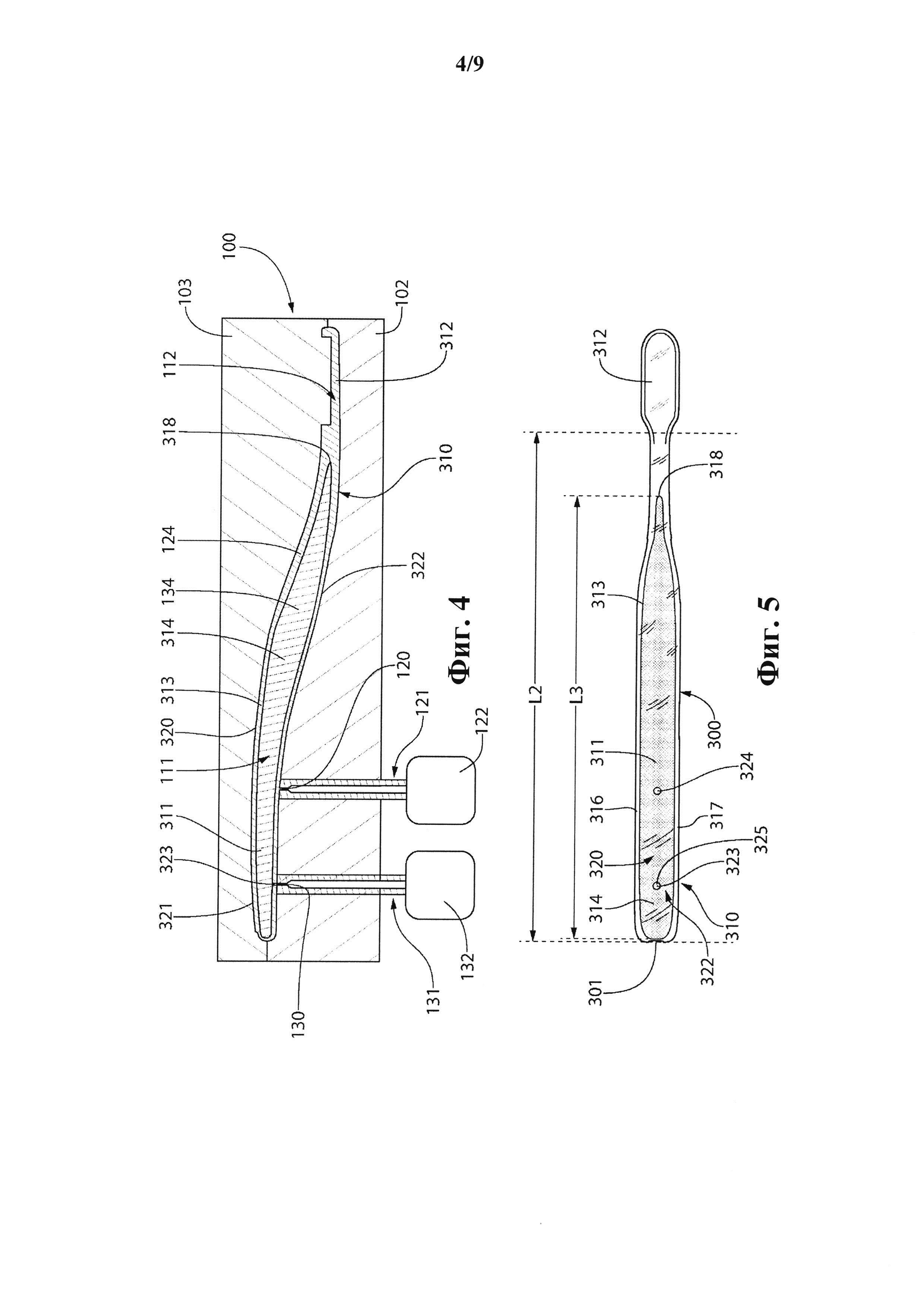
[0012] На фиг. 4 показан схематический вид в поперечном сечении первой формы, показанной на фиг. 1, изображающий основную конструкцию приспособления для ухода за полостью рта, сформованного в полости первой формы.
[0013] На фиг. 5 показан вид сзади основной конструкции приспособления для ухода за полостью рта, сформованной в первой форме, показанной на фиг. 1.
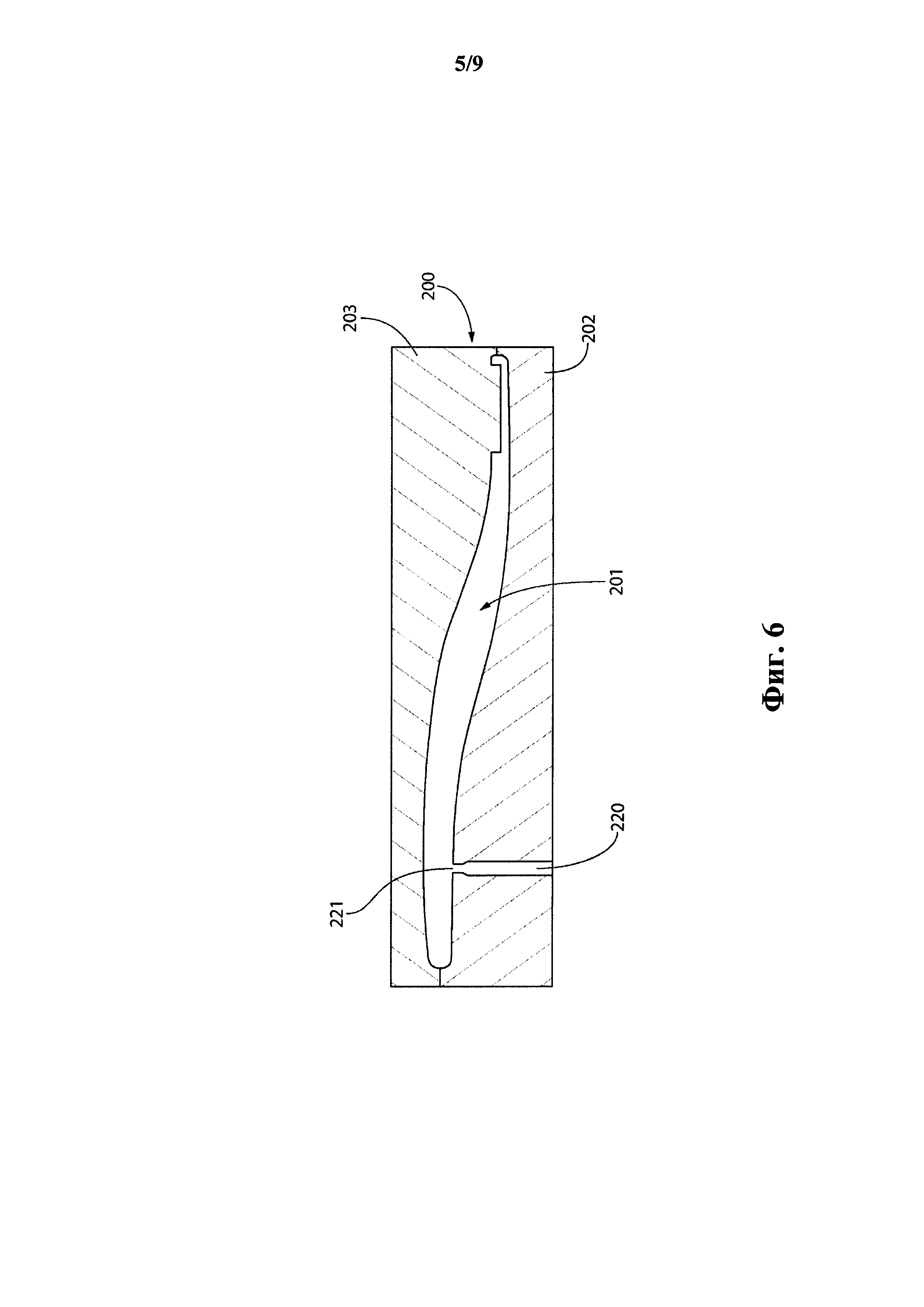
[0014] На фиг. 6 показан схематический вид в поперечном сечении второй формы, в которой образована полость второй формы.
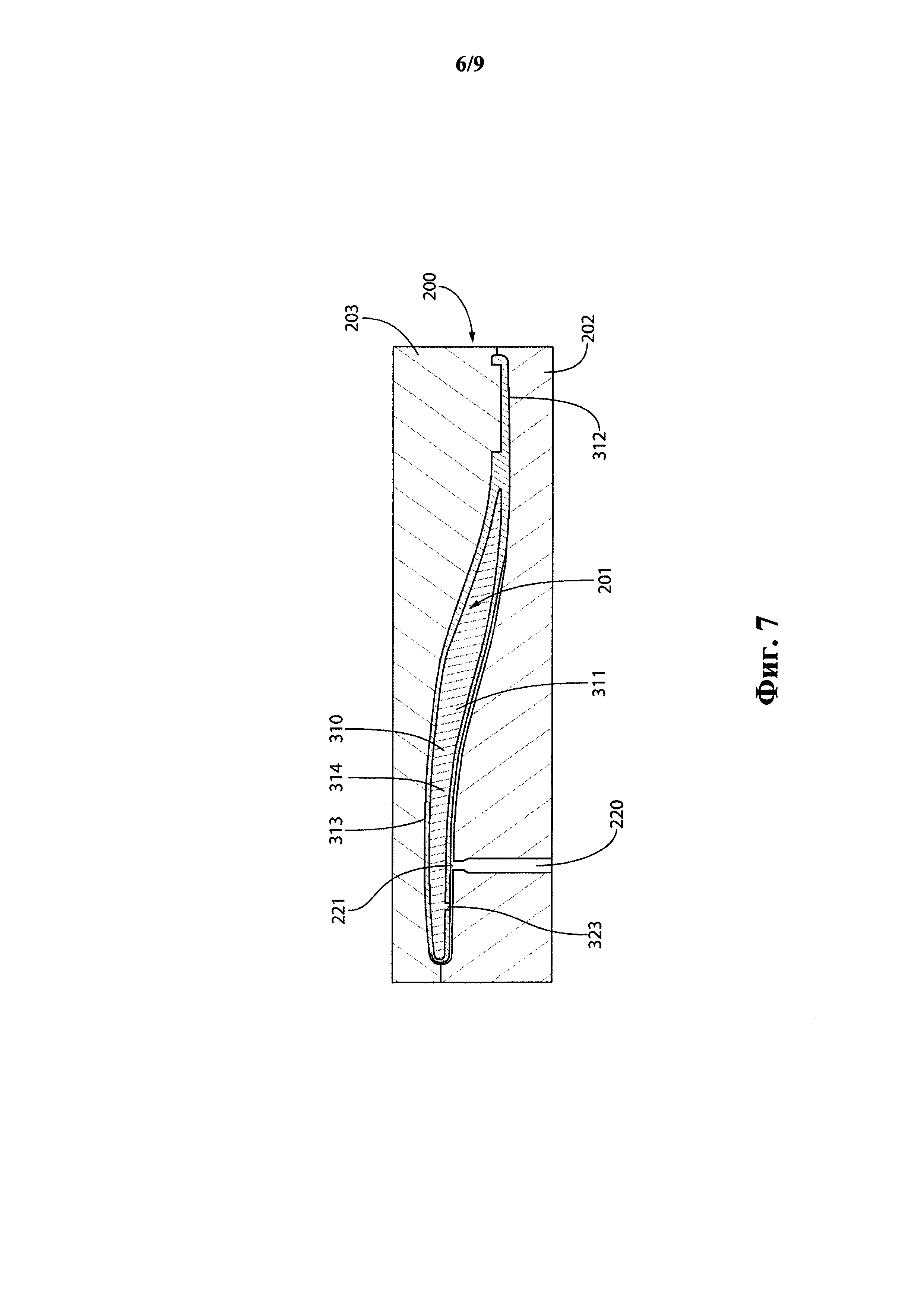
[0015] На фиг. 7 показан схематический вид в поперечном сечении второй формы, показанной на фиг. 6, в которой расположена основная конструкция, показанная на фиг. 5.
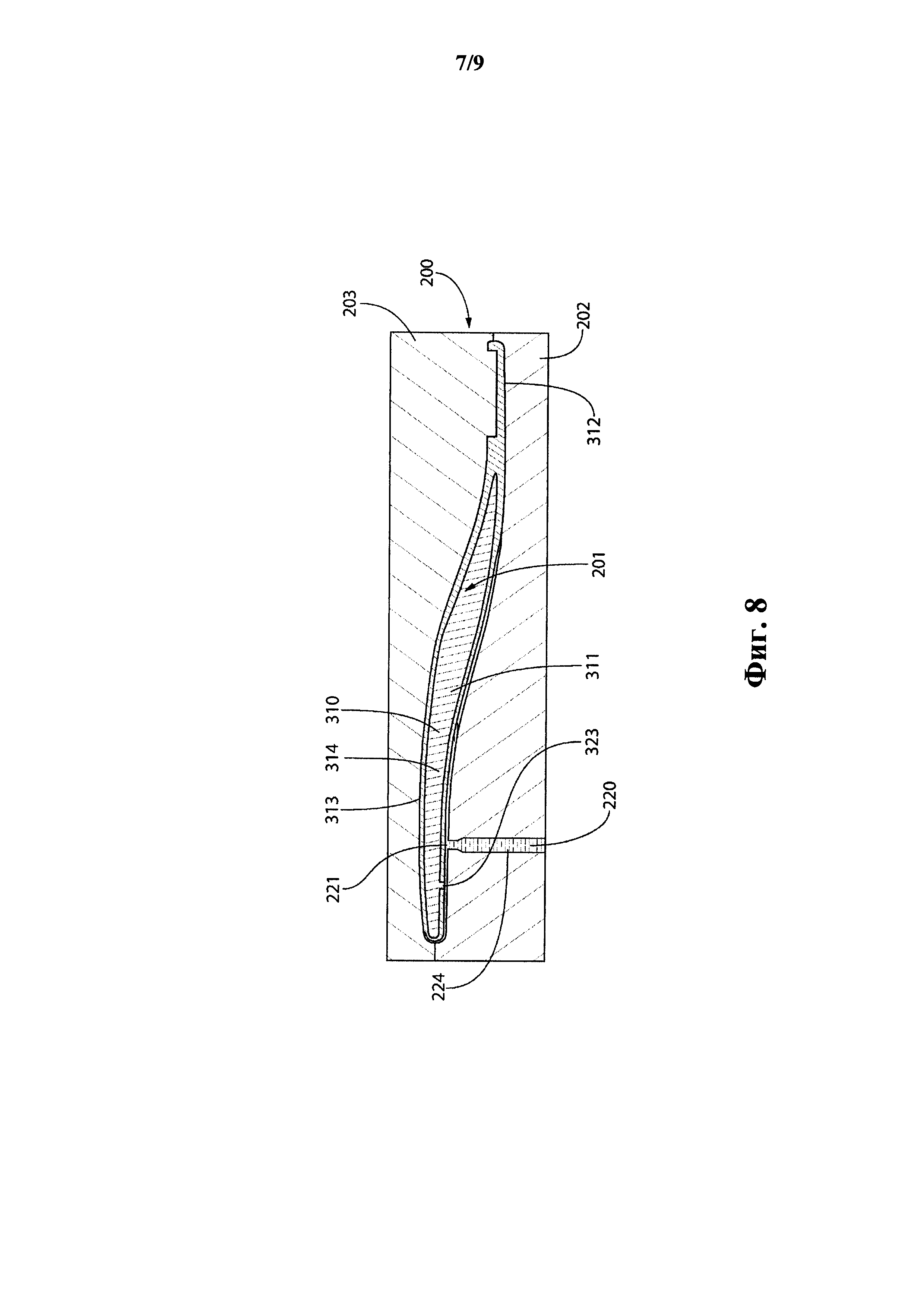
[0016] На фиг. 8 показан схематический вид в поперечном сечении второй формы и основной конструкции, показанных на фиг. 7, причем третий материал впрыснут в полость второй формы.
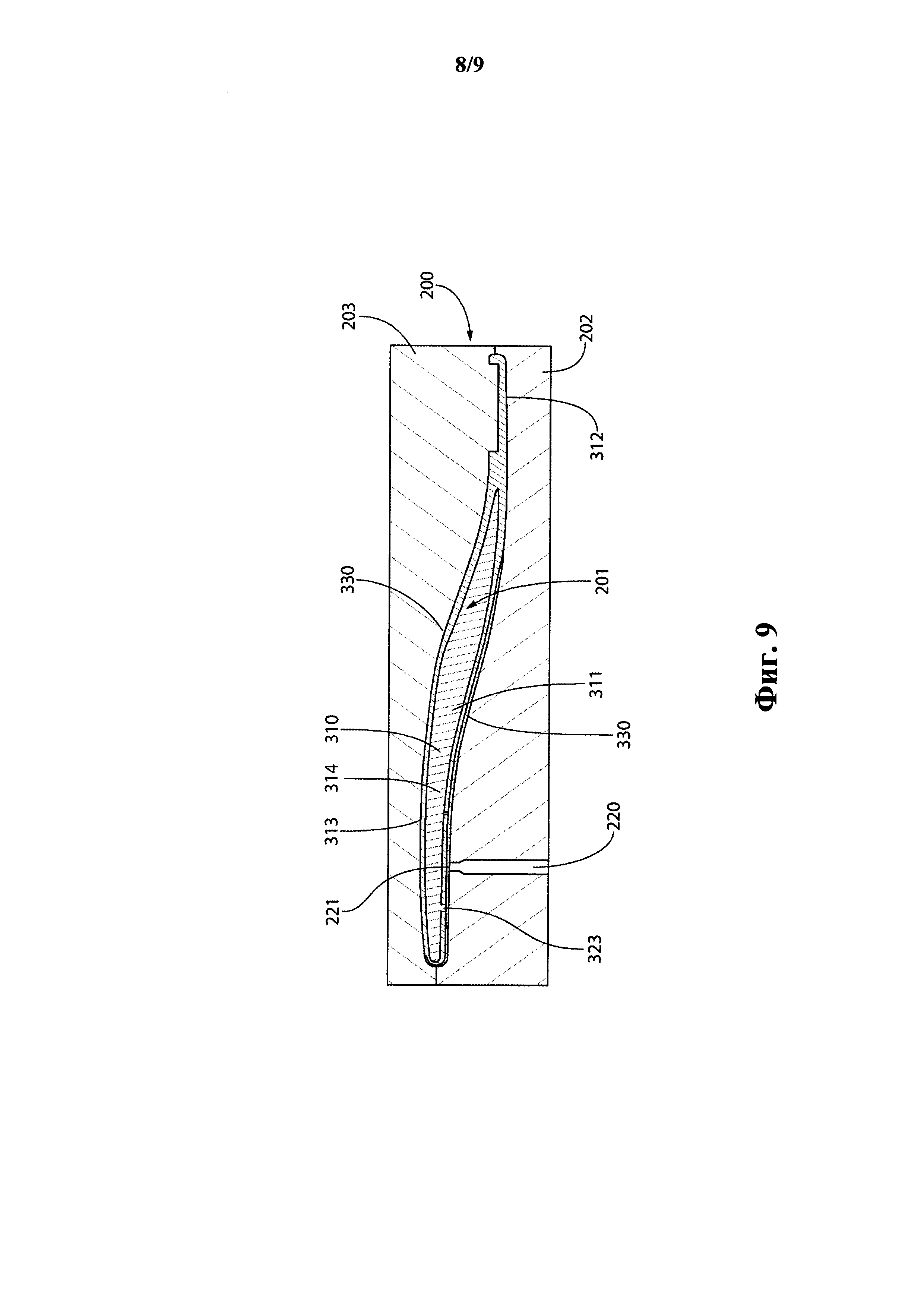
[0017] На фиг. 9 показан схематический вид в поперечном сечении второй формы, показанной на фиг. 7, изображающий приспособление для ухода за полостью рта, содержащее основную конструкцию и удерживаемую часть, сформованную из третьего материала и расположенную в полости второй формы.
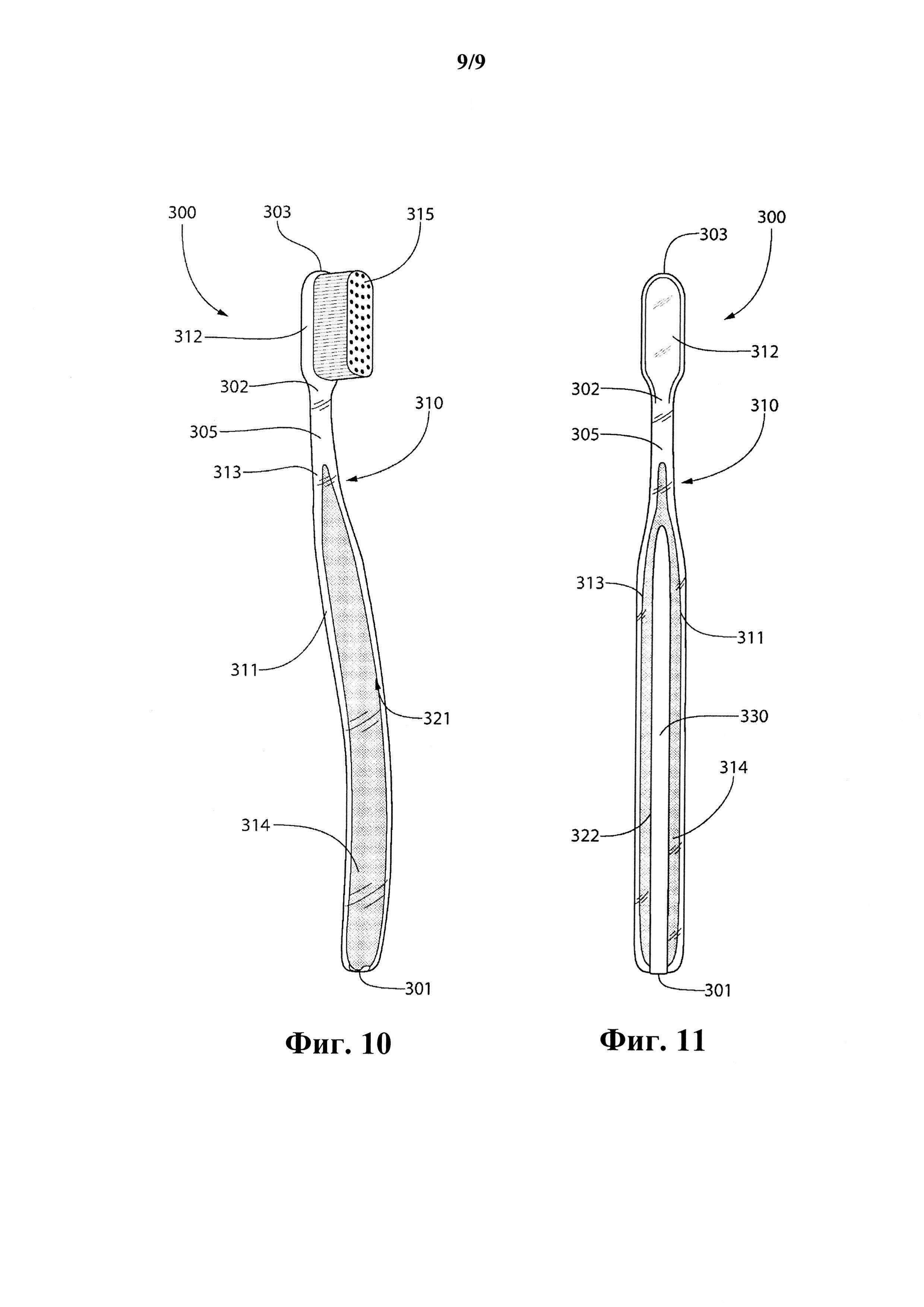
[0018] На фиг. 10 показан вид спереди в перспективе приспособления для ухода за полостью рта, сформованного в первой и второй формах.
[0019] На фиг. 11 показан вид сзади приспособления для ухода за полостью рта, показанного на фиг. 10.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0020] Следующее описание предпочтительного(предпочтительных) варианта(вариантов) осуществления является по своей природе лишь иллюстративным и никоим образом не предназначено для ограничения настоящего изобретения, его практического использования или вариантов применения.
[0021] Описание иллюстративных вариантов осуществления согласно принципам настоящего изобретения предназначено для прочтения в связи с сопроводительными графическими материалами, которые следует рассматривать как часть полного письменного описания. В описании вариантов осуществления изобретения, раскрываемых в настоящем документе, любая ссылка на направление или ориентацию предназначена лишь для удобства описания и никоим образом не предназначена для ограничения объема настоящего изобретения. Относительные термины, такие как «нижний», «верхний», «горизонтальный», «вертикальный», «выше», «ниже», «вверх», «вниз», «верх» и «низ», а также их производные (например, «горизонтально», «по направлению вниз», «по направлению вверх» и т. д.) следует толковать как относящиеся к ориентации так, как она описана или показана на обсуждаемой фигуре. Эти относительные термины предназначены только для удобства описания и не требуют, чтобы приспособление было сконструировано или действовало в определенной ориентации, если это явно не указано. Такие термины, как «присоединенный», «закрепленный», «соединенный», «связанный», «взаимосвязанный» и подобные относятся к взаимосвязи, при которой конструкции скреплены или соединены одна с другой либо непосредственно, либо опосредованно посредством промежуточных конструкций, а также, как подвижных, так и жестких креплений или взаимосвязей, если иное не указано явным образом. Кроме того, признаки и преимущества изобретения поясняются со ссылкой на примерные варианты осуществления. Соответственно, изобретение определенно не должно быть ограничено этими примерными вариантами осуществления, иллюстрирующими некоторые возможные неограничивающие сочетания признаков, которые могут существовать по отдельности или в других сочетаниях признаков; объем изобретения определяется прилагаемой формулой изобретения.
[0022] В настоящем документе будут описаны способ формования приспособления для ухода за полостью рта и система, используемая для формования приспособления для ухода за полостью рта. На фиг. 10 и 11 изображен один вариант осуществления приспособления 300 для ухода за полостью рта, сформованного с применением способа и системы, описанных в настоящем документе. Как будет понятнее из следующего описания, приспособление 300 для ухода за полостью рта в целом содержит основную конструкцию 310 и эластомерную часть 330, нанесенную многокомпонентным литьем. В определенных вариантах осуществления эластомерная часть 330, нанесенная многокомпонентным литьем, может образовывать удерживаемую часть для предотвращения скольжения и улучшения удобства во время использования приспособления 300 для ухода за полостью рта, хотя эластомерная часть 330, нанесенная многокомпонентным литьем, также может быть исключена в определенных вариантах осуществления при необходимости. Хотя в приведенном в качестве примера варианте осуществления эластомерная часть 330, нанесенная многокомпонентным литьем, изображена только в виде линии на задней поверхности ручки основной конструкции 310, изобретение не ограничено этим вариантом. В других вариантах осуществления эластомерная часть 330, нанесенная многокомпонентным литьем, может проходить по передней поверхности основной конструкции 310 для образования части для удерживания большим и указательным пальцами в целях повышения удобства и предотвращения скольжения во время использования. Кроме того, эластомерная часть 330, нанесенная многокомпонентным литьем, может проходить по задней поверхности головки основной конструкции 310, выполняя функцию очищающего средства для языка и мягких тканей. Эластомерная часть 330, нанесенная многокомпонентным литьем, также может проходить по передней поверхности головки основной конструкции 310, выполняя функцию резинового элемента для полировки зубов. Эластомерная часть 330, нанесенная многокомпонентным литьем, может представлять собой одну цельную часть, сформованную посредством одного впрыска в форму для литья под давлением, или может содержать несколько прерывающихся или отдельных сегментов, сформованных из эластомерного материала посредством нескольких впрысков в форму для литья под давлением. Кроме того, различные текстуры, выступы, каналы, гребни и т. п. могут быть сформованы в виде составляющей эластомерной части 330, нанесенной многокомпонентным литьем.
[0023] В определенных приведенных в качестве примера вариантах осуществления основная конструкция 310 содержит ручку 311 и головку 312. Ручка 311 основной конструкции 310 проходит от ближнего конца 301 приспособления 300 для ухода за полостью рта до дальнего конца 302 ручки 311. Головка 312 основной конструкции 310 проходит от дальнего конца 302 ручки 311 до дальнего конца 303 головки 312. Таким образом, в приведенном в качестве примера варианте осуществления ручка 311 содержит часть приспособления 300 для ухода за полостью рта, которую удерживают во время использования, и шейку 305 приспособления 300 для ухода за полостью рта, которая образует переходную область между ручкой 311 и головкой 312.
[0024] В приведенном в качестве примера варианте осуществления множество элементов 315 для чистки зубов соединены с головкой 312 основной конструкции 310 и проходят от нее. Термин «элементы для чистки зубов» использован в общем смысле для обозначения любой конструкции, которая может быть использована для чистки, полировки или протирания зубов и/или мягких тканей ротовой полости (например, языка, щеки, десны и т. д.) за счет относительного поверхностного контакта. Типичные примеры «элементов для чистки зубов» включают, без ограничения, пучки щетинок, филаментные щетинки, волокнистые щетинки, нейлоновые щетинки, спиральные щетинки, резиновые щетинки, эластомерные выступы, гибкие полимерные выступы, их комбинации и/или конструкции, содержащие такие материалы или комбинации. Элементы для чистки зубов могут включать клиновидные щетинки, неклиновидные щетинки (т. е. с закругленными концами) и их комбинации. В различных вариантах осуществления в приспособлении 300 для ухода за полостью рта может использоваться любая комбинация различных типов элементов для чистки зубов. В вариантах осуществления, где в качестве одного или нескольких элементов 315 для чистки зубов используются эластомерные элементы, подходящие эластомерные материалы могут содержать любой биологически совместимый упругий материал, пригодный для применений в устройствах гигиены полости рта. Для обеспечения оптимального удобства, а также преимуществ чистки эластомерный материал любых таких элементов, взаимодействующих с зубами или мягкой тканью, может обладать твердостью в диапазоне от A8 до A25 по шкале твердости Шора. Одним подходящим эластомерным материалом является стирол-этилен/бутилен-стирольный блок-сополимер (SEBS), производимый компанией GLS Corporation. Тем не менее, может быть использован материал SEBS от других производителей или другие материалы в пределах и за пределами указанного диапазона твердости. Элементы 315 для чистки зубов могут быть соединены с головкой 312 основной конструкции 310 при помощи любой методики, известной из уровня техники, например, скрепления скобами, формирования пучков без крепежных элементов, формирования пучков в литейной форме, AMR и т. п. Изобретение не должно ограничиваться способом соединения элементов 315 для чистки зубов с головкой 312 во всех вариантах осуществления.
[0025] Ручка 311 основной конструкции 310 содержит оболочку 313, сформованную из первого материала, и сердцевину 314, сформованную из второго материала, причем сердцевина 313 по существу полностью окружена или охвачена оболочкой 313. Таким образом, сердцевина 314 выглядит «плавающей» внутри оболочки 313. Оболочка 313 может быть сформована из прозрачного материала, и сердцевина 314 может быть сформована из непрозрачного материала, вследствие чего сердцевина 314 видна через оболочку 313 для достижения желаемого эстетического эффекта. Как будет описано ниже, в определенных вариантах осуществления основная конструкция 310 сформована исключительно при помощи горячеканальных технологий, а не холодноканальных технологий. В определенных вариантах осуществления эластомерная часть 330, нанесенная многокомпонентным литьем, которая образует удерживаемую часть, может быть сформована на основной конструкции 310 при помощи либо горячеканальных, либо холодноканальных технологий.
[0026] Со ссылкой на фиг. 1 будет описан вариант осуществления настоящего изобретения в виде системы 1000, а также способ формования приспособления 300 для ухода за полостью рта, описанный выше. На фиг. 1 изображена первая форма 100, в которой образована полость 101 первой формы, используемая для формования основной конструкции 310 приспособления 300 для ухода за полостью рта. Полость 101 первой формы в целом проходит вдоль оси A—A полости первой формы. В приведенном в качестве примера варианте осуществления первая форма 100 содержит первую часть 102 формы и вторую часть 103 формы, которые совместно образуют полость 101 первой формы. В этом варианте осуществления первая часть 102 формы может представлять собой стационарную или неподвижную часть формы, а вторая часть 103 формы может представлять собой подвижную часть формы, что позволяет развести друг от друга первую и вторую части 102, 103 формы для извлечения основной конструкции 310 или приспособления 300 для ухода за полостью рта после его изготовления. Разумеется, изобретение не должно быть ограничено первой формой 100, содержащей только две части формы или половины формы, при этом первая форма 100 может содержать три или более частей формы в других вариантах осуществления.
[0027] В приведенном в качестве примера варианте осуществления полость 101 первой формы содержит первую часть 111, которая соответствует ручке 311 основной конструкции 310, и вторую часть 112, которая соответствует головке 312 основной конструкции 310. Таким образом, первая часть 111 полости 101 первой формы задает форму ручки 311 основной конструкции 310, а вторая часть 112 полости 101 первой формы задает форму головки 312 основной конструкции 310. Другим словами, форма первой части 111 полости 101 первой формы такая же, как и форма ручки 311 основной конструкции 310, а форма второй части 112 полости 101 первой формы такая же, как и форма головки 312 основной конструкции 310. Хотя для первой и второй частей 111, 112 полости 101 первой формы отсутствуют однозначно определенные начальные и конечные точки, поскольку полость 101 первой формы представляет собой единую непрерывную полость, границы каждой из них должны быть очевидны, исходя из различия между головкой 312 и ручкой 311 приспособления 300 для ухода за полостью рта. Как будет описано ниже, расплавленные или жидкие материалы впрыскивают в полость 101 первой формы для полного заполнения объема полости 101 первой формы, и, после затвердевания, материалы совместно образуют основную конструкцию 310 приспособления 300 для ухода за полостью рта.
[0028] Первая форма 100 содержит первое отверстие 120 для впрыска, которое образует первый проход в первую часть 111 полости 110 первой формы, и второе отверстие 130 для впрыска, которое образует второй проход в первую часть 111 полости 110 первой формы. Первое и второе отверстия 120, 130 выполнены в первой форме 100 в месте, которое в поперечном направлении выровнено с первой частью 111 полости 110 первой формы таким образом, что поперечная плоскость, которая перпендикулярна оси A—A полости первой формы и пересекает первое отверстие 120 для впрыска, и поперечная плоскость, которая перпендикулярна оси A—A полости первой формы и пересекает второе отверстие 130 для впрыска, пересекает или проходит через первую часть 111 полости 110 первой формы. Термин «поперечная плоскость» означает, что плоскость разделяет полость 110 первой формы на осевые участки, в отличие от разделения осевой плоскостью полости 110 первой формы на верхний и нижний участки, или левый и правый участки.
[0029] Первое и второе отверстия 120, 130 для впрыска представляют собой отдельные отверстия, которые образуют отдельные проходы в первую часть 111 полости 110 первой формы. Таким образом, первое и второе отверстия 120, 130 для впрыска расположены на расстоянии друг от друга вдоль оси A—A полости первой формы. В определенных вариантах осуществления первое и второе отверстия 120, 130 для впрыска могут быть выровнены по оси друг с другом и/или расположены рядом друг с другом. В приведенном в качестве примера варианте осуществления каждое из первого и второго отверстий 120, 130 для впрыска выполнено в первой части 102 первой формы 100. Это может упростить использование, если первая часть 102 формы представляет собой стационарную или неподвижную половину формы, как описано выше в настоящем документе. В определенных вариантах осуществления первое и второе отверстия 120, 130 для впрыска могут быть выровнены вдоль первой плоскости, которая имеет ось A—A полости первой формы и разделяет полость 110 первой формы на левый и правый участки. Кроме того, в определенных вариантах осуществления первое и второе отверстия 120, 130 для впрыска могут быть расположены с одной и той же стороны второй плоскости, которая имеет ось A—A полости первой формы, перпендикулярна первой плоскости и разделяет полость 110 первой формы на верхний и нижний участки. В приведенном в качестве примера варианте осуществления первое отверстие 120 для впрыска имеет первую площадь поперечного сечения, и второе отверстие 130 для впрыска имеет вторую площадь поперечного сечения, причем первая и вторая площади поперечного сечения по существу одинаковы. Однако изобретение не должно быть ограничено этим во всех вариантах осуществления, и в определенных других вариантах осуществления одна из первой и второй площадей поперечного сечения первого и второго отверстий 120, 130 для впрыска может быть больше другой.
[0030] В приведенном в качестве примера варианте осуществления первая часть 111 полости 101 первой формы содержит первый осевой участок 113, имеющий первую длину, второй осевой участок 114, имеющий вторую длину, и третий осевой участок 115, имеющий третью длину. В определенных вариантах осуществления первая, вторая и третья длины могут быть одинаковыми, вследствие чего первая часть 111 полости 101 первой формы может быть по существу разделена на три осевых участка равной длины. В приведенном в качестве примера варианте осуществления первый осевой участок 113 первой части 111 полости 101 первой формы расположен рядом со второй частью 112 полости 101 первой формы, второй осевой участок 114 первой части 111 полости 101 первой формы размещен между первым и третьим осевыми участками 113, 115 первой части 111 полости 101 первой формы и третий осевой участок 115 первой части 111 полости 101 первой формы содержит ближний конец 104 первой части 111 полости 101 первой формы.
[0031] В приведенном в качестве примера варианте осуществления каждое из первого и второго отверстий 120, 130 для впрыска или точек впрыска расположено в третьем осевом участке 115 первой части 111 полости 101 первой формы. В этом варианте осуществления первое и второе отверстия 120, 130 выполнены в первой форме 100 в месте, которое в поперечном направлении выровнено с третьим осевым участком 115 первой части 111 полости 110 первой формы. Другими словами, поперечная плоскость, которая перпендикулярна оси A—A полости первой формы и пересекает первое отверстие 120 для впрыска, пересекает или проходит через третий осевой участок 115 первой части 111 полости 110 первой формы. Кроме того, поперечная плоскость, которая перпендикулярна оси A—A полости первой формы и пересекает второе отверстие 130 для впрыска, пересекает или проходит через третий осевой участок 115 первой части 111 полости 110 первой формы.
[0032] Таким образом, в приведенном в качестве примера варианте осуществления каждое из первого и второго отверстий 120, 130 для впрыска обеспечивает непосредственный проход в третий осевой участок 115 первой части 111 полости 101 первой формы. В результате расплавленный или преобразованный в жидкое состояние материал, который впрыскивают через первое и второе отверстия 120, 130 для впрыска во время изготовления с применением процесса литья под давлением, впрыскивают непосредственно в третий осевой участок 115 первой части 111 полости первой формы. Разумеется, изобретение не должно быть ограничено этим во всех вариантах осуществления, и в определенных других вариантах осуществления одно из первого и второго отверстий 120, 130 может быть расположено на одном из первого, второго и третьего осевых участков 113, 114, 115 (или выровнено с ним), а другое из первого и второго отверстий 120, 130 для впрыска может быть расположено на другом из первого, второго и третьего осевых участков 113, 114, 115 (или выровнено с ним). Таким образом, например, первое отверстие 120 для впрыска может быть расположено на третьем осевом участке 115, а второе отверстие 130 для впрыска может быть расположено на втором осевом участке 114. Альтернативно как первое, так и второе отверстия 120, 130 для впрыска могут быть расположены на одном из первого или второго осевых участков 113, 114. Таким образом, возможны альтернативные исполнения приведенного в качестве примера варианта осуществления, находящиеся в пределах объема изобретения, изложенного в настоящем документе.
[0033] В результате размещения первого и второго отверстий 120, 130 для впрыска рядом или близко друг к другу (например, в одном и том же из первого, второго и третьего осевых участков 113—115, как описано выше) упрощается способ, описанный в настоящем документе, и улучшается формование сердцевины 314 основной конструкции 310 приспособления 300 для ухода за полостью рта из второго впрыснутого материала. Как упомянуто в настоящем документе, указание, например, что первое отверстие 120 для впрыска расположено на третьем осевом участке 115, означает, что материал, который впрыскивают в полость 101 первой формы через первое отверстие 120 для впрыска, протекает непосредственно в третий осевой участок 115 первой части 111 полости 101 первой формы, даже если материал может позже протекать в один из других осевых участков, поскольку первый, второй и третий осевые участки 113—115 соединены по текучей среде друг с другом. Место расположения отверстий 120, 130 для впрыска относительно осевых участков 113—115 представляет собой место, через которое материал сначала входит в полость 101 первой формы.
[0034] Хотя выше описаны и изображены три осевых участка 113—115, в определенных вариантах осуществления первая часть 111 полости 101 первой формы может быть разделена на два осевых участка равной длины. В таком варианте осуществления как первое, так и второе отверстия 120, 130 для впрыска могут быть выровнены с осевым участком, который содержит ближний конец 104 первой части 111 полости 101 первой формы и который наиболее удален от второй части 112 полости 101 первой формы. В определенных вариантах осуществления как первое, так и второе отверстия 120, 130 для впрыска позволяют осуществлять впрыск преобразованного в жидкое состояние или расплавленного материала в первую часть 111 полости 101 первой формы в месте, которое расположено ближе к ближнему концу 104 первой части 111 полости 101 первой формы, чем ко второй части 112 полости 101 первой формы.
[0035] В приведенном в качестве примера варианте осуществления первое отверстие 130 для впрыска расположено на первом расстоянии D1 от ближнего конца 104 полости 101 первой формы, а второе отверстие 130 для впрыска расположено на втором расстоянии D2 от ближнего конца 104 полости 101 первой формы, причем первое расстояние D1 больше, чем второе расстояние D2. Однако изобретение не должно быть ограничено этим во всех вариантах осуществления, и в определенных других вариантах осуществления места расположения первого и второго отверстий 120, 130 для впрыска могут быть сменены таким образом, что второе отверстие 130 для впрыска расположено на большем расстоянии от ближнего конца 104 полости 101 первой формы, чем первое отверстие 120 для впрыска. В определенных вариантах осуществления первое и второе отверстия 120, 130 для впрыска могут быть расположены на расстоянии D3 друг от друга, которое находится в диапазоне от 20 мм до 50 мм, более конкретно в диапазоне от 30 мм до 40 мм и еще более конкретно в диапазоне от приблизительно 36 мм до 38 мм. Разумеется, изобретение не должно быть ограничено этим во всех вариантах осуществления, и расстояние между первым и вторым отверстиями 120, 130 для впрыска может находиться за пределами вышеуказанных диапазонов в некоторых вариантах осуществления.
[0036] Первое и второе отверстия 120, 130 для впрыска в некоторых вариантах осуществления должны быть размещены достаточно близко друг к другу, чтобы обеспечить впрыскивание материала, который впрыскивают вторым, непосредственно в материал, который впрыскивают первым. Таким образом, материал, который впрыскивают вторым, не впрыскивают в пустое пространство внутри полости 101 первой формы, но, наоборот, впрыскивают в области полости 101 первой формы, которые уже заполнены материалом, который впрыскивают первым. Таким образом, и как будет описано подробнее ниже, материал, который впрыскивают вторым, впрыскивается в материал, который впрыскивают первым, и смещает материал, который впрыскивают первым, что приводит к протеканию материала, который впрыскивают первым, в ранее пустые области полости 101 первой формы и в периферийные области полости 101 формы.
[0037] В приведенном в качестве примера варианте осуществления как первое, так и второе отверстия 120, 130 для впрыска расположены ближе к ближнему концу 104 полости 101 первой формы, чем ко второй части 112 полости 101 первой формы. В определенных вариантах осуществления длина L2 ручки 311 основной конструкции 310 (фиг. 5), а также длина L1 первой части 111 полости 101 первой формы, равная сумме длин первого, второго и третьего осевых участков 113—115, могут находиться в диапазоне от 150 мм до 170 мм, более конкретно в диапазоне от 155 мм до 165 мм и еще более конкретно составлять приблизительно 160 мм. В определенных вариантах осуществления соотношение длины L2 ручки 311 основной конструкции 310 (а также длины L1 первой части 111 полости 101 первой формы) и расстояния D3, измеренного между первым и вторым отверстиями 120, 130 для впрыска, находится в диапазоне от 3:1 до 8:1, и более конкретно в диапазоне от 4:1 до 5:1.
[0038] В приведенном в качестве примера варианте осуществления первая горячеканальная подсистема 121 соединена по текучей среде с первым отверстием 120 для впрыска, а вторая горячеканальная подсистема 131 соединена по текучей среде со вторым отверстием 130 для впрыска. Первая горячеканальная подсистема 121 проходит от источника 122 первого материала до первого отверстия 120 для впрыска и соединена по текучей среде с обоими. Вторая горячеканальная подсистема 131 проходит от источника 132 второго материала до второго отверстия 130 для впрыска и соединена по текучей среде с обоими. В источнике 122 первого материала содержится первый материал 124, а в источнике 132 второго материала содержится второй материал 134. В определенных вариантах осуществления источники 122, 132 первого и второго материала могут представлять собой контейнеры или подобные элементы, которые содержат пластмассовые гранулы первого и второго материалов 124, 134, которые преобразуют в жидкое состояние во время процесса литья под давлением при помощи шнека с возвратно-поступательным движением и/или тепла. Первая горячеканальная подсистема 121 содержит первое горячеканальное сопло 123, имеющее первый впуск, который расположен в первой части 102 формы и соединен по текучей среде с первым отверстием 120 для впрыска. Вторая горячеканальная подсистема 131 содержит второе горячеканальное сопло 133, имеющее второй впуск, который расположен в первой части 102 формы и соединен по текучей среде со вторым отверстием 130 для впрыска.
[0039] Как будет подробнее описано ниже, первая и вторая горячеканальные подсистемы 121, 131 содержат все из трубопроводов, труб, каналов, насосов, клапанов и т. п., которые необходимы для обеспечения протекания первого и второго материалов 124, 134 из источников 122, 132 первого и второго материала в полость 101 первой формы. В некоторых вариантах осуществления первая и вторая горячеканальные подсистемы 121, 131 представляют собой просто обогреваемые каналы, выполненные в форме 100. В других вариантах осуществления первая и вторая горячеканальные подсистемы 121, 131 могут содержать дополнительную обогреваемую коллекторную плиту, которая соединена с первой формой 100. Кроме того, процессор может быть соединен с компонентами первой и второй горячеканальных подсистем 121, 131 для автоматизации процессов впрыска в некоторых вариантах осуществления, вследствие чего изготовление основной конструкции 310 приспособления 300 для ухода за полостью рта в полости 101 первой формы может быть полностью автоматизировано.
[0040] Первая и вторая горячеканальные подсистемы 121, 131 не соединены по текучей среде и отделены друг от друга. Таким образом, только первый материал 124 протекает через первую горячеканальную подсистему 121 и только второй материал 134 протекает через вторую горячеканальную подсистему 131. Другими словами, первый материал 124 не протекает через вторую горячеканальную подсистему 131 или через второе отверстие 130 для впрыска, и второй материал 134 не протекает через первую горячеканальную подсистему 121 или через первое отверстие 120 для впрыска. Точнее, во время работы, как будет описано ниже, первый материал 124 протекает от источника 122 первого материала, через первую горячеканальную подсистему 121, через первое отверстие 120 для впрыска и в первую часть 111 (и, более конкретно, в третий осевой участок 115 первой части 111) полости 101 первой формы. Второй материал 134 протекает от источника 132 второго материала, через вторую горячеканальную подсистему 131, через второе отверстие 130 для впрыска и в первую часть 111 (и, более конкретно, в третий осевой участок 115 первой части 111) полости 101 первой формы. При необходимости первая и вторая горячеканальные подсистемы 121, 131 могут проходить на большую длину, чем та, что изображена, в зависимости от размещения на производственной площадке и других факторов.
[0041] Хотя термин «горячий литниковый канал» известен из уровня техники, он будет вкратце описан ниже в настоящем документе. В технологиях литья под давлением материал, который впрыскивают в полость формы для формования получаемого литьем под давлением компонента, протекает через «литниковый канал», который представляет собой просто трубопровод, канал и/или сопло, обеспечивающее путь от источника материала в полость формы. В горячеканальных технологиях трубопровод/канал и сопло обогревают таким образом, что материал в них постоянно остается текучим и не остывает и не затвердевает в этом трубопроводе/канале и сопле. Обогрев может быть реализован посредством внутреннего обогрева за счет размещения одного или нескольких нагревательных компонентов в литниковых каналах/трубопроводах или посредством внешнего обогрева литниковых каналов/трубопроводов. Температура горячеканальной подсистемы и ее составных частей, описанных в настоящем документе, может автоматически регулироваться при помощи процессора и программного обеспечения или вручную оператором/пользователем. В холодноканальных технологиях трубопровод/канал не обогревается, вследствие чего материал в нем остывает с течением времени, что приводит к образованию избыточного материала или отформованного материала в литниковом канале, который необходимо отделить от получаемого литьем под давлением компонента в ходе отдельного этапа изготовления. В частности, в таких вариантах осуществления, в которых получаемый литьем под давлением компонент извлекают из полости формы, отформованный материал в литниковом канале остается прикрепленным к получаемому литьем под давлением компоненту и должен быть отделен от него. Это не происходит в горячеканальных технологиях, поскольку допускается остывание и затвердевание только материала, который впрыскивают в полость формы. Весь материал, находящийся в горячих литниковых каналах, остается нагретым и преобразованным в жидкое состояние.
[0042] В приведенном в качестве примера варианте осуществления как первая, так и вторая горячеканальные подсистемы 121, 131 представляют собой обогреваемые трубопроводы, которые проходят от первого и второго источников 122, 132 соответственно к первому и второму отверстиям 120, 130 для впрыска соответственно. Таким образом, по меньшей мере относительно впрыска первого и второго материалов 124, 134 для формования основной конструкции 310 приспособления 300 для ухода за полостью рта, система не содержит холодных литниковых каналов. Таким образом, во время изготовления основного компонента 310 приспособления 300 для ухода за полостью рта отформованный материал в литниковом канале отсутствует, а любой материал, находящийся в литниковой подсистеме, но который не был впрыснут в полость 101 первой формы, остается нагретым и в текучей/преобразованной в жидкое состояние/расплавленной форме.
[0043] Со ссылкой на фиг. 2A—3 будет описан способ формования приспособления 300 для ухода за полостью рта при помощи первой формы 100. Способ сначала будет описан со ссылкой на фиг. 2A. Первый этап в способе изготовления — это впрыск первого материала 124 в первую часть 111 полости 101 первой формы через первое отверстие 120 для впрыска при помощи первой горячеканальной подсистемы 121. Конкретно, первый материал 124 протекает от первого источника 122, через первую горячеканальную подсистему 121, через первое отверстие 120 для впрыска и в первую часть 111 полости 101 первой формы. Как будет описано подробнее ниже, первый материал 124 образует оболочку 313 основной конструкции 310 приспособления 300 для ухода за полостью рта. В определенных вариантах осуществления первый материал 124 может представлять собой прозрачный сложный сополиэфир, такой как BR003. Разумеется, изобретение не должно быть ограничено этим во всех вариантах осуществления. В определенных других вариантах осуществления первый материал 124 может быть прозрачным или полупрозрачным, и первый материал может представлять собой полипропиленовую, стиролакрилонитриловую (SAN), полиэтиленовую, полиамидную, целлюлозную, акриловую пластмассу, ABS-пластик или другие твердые пластмассовые материалы, которые широко используются при изготовлении зубных щеток. В других вариантах осуществления первый материал 124 может быть непрозрачным, а не полупрозрачным. Таким образом, возможны различия в цвете, прозрачности и веществе первого материала 124, находящиеся в пределах объема изобретения, изложенного в настоящем документе.
[0044] Первый материал 124 впрыскивают в полость 101 первой формы до тех пор, пока необходимое количество первого материала 124 не будет находиться в полости 101 первой формы. В определенных вариантах осуществления полость 101 первой формы может иметь первый объем, и количество первого материала 124, который впрыскивают в полость 101 первой формы, может иметь второй объем, который меньше, чем первый объем. В определенных вариантах осуществления второй объем может находиться в диапазоне от 60% до 80% первого объема, от 65% до 75% первого объема или составлять приблизительно 70% первого объема. В определенных вариантах осуществления первый объем может находиться в диапазоне 10—13 см3, более конкретно в диапазоне 11—12 см3, и еще более конкретно составлять приблизительно 11,581 см3. Однако точно числовое значение первого объема зависит от размеров (т. е., длины, ширины, толщины) приспособления для ухода за полостью рта, формуемого в полости 101 первой формы, и может быть больше или меньше, чем значение, описанное в настоящем документе в других вариантах осуществления.
[0045] После впрыска необходимого количества первого материала 124 в полость 101 первой формы, дают пройти заданному периоду времени, чтобы первый материал 124 начал остывать и затвердевать в полости 101 первой формы. Период остывания может быть сокращен за счет пропускания холодной воды через первую форму 100 вокруг полости 101 первой формы, при необходимости. Данный заданный период времени может быть изменен в зависимости от необходимых соответствующих толщин сердцевины и оболочки 313, 314 ручки 311 основной конструкции 310. В определенных вариантах осуществления заданный период времени может составлять три секунды, четыре секунды, пять секунд, шесть секунд, семь секунд, восемь секунд, девять секунд, десять секунд или более. В одном варианте осуществления заданный период времени составляет три секунды или более. Чем больше времени пройдет после впрыска первого материала 124 и перед впрыском второго материала 134, тем больший объем первого материала 124 затвердеет, и тем больше будет толщина оболочки 313 и меньше толщина сердцевины 314 полностью сформованной основной конструкции 310. На фиг. 2B изображен первый материал 124 в полости 101 формы после прохождения заданного периода времени, вследствие чего наружные части 125 первого материала 124 начали затвердевать, при этом внутренние части 126 первого материала 124 остаются преобразованными в жидкое состояние и текучими.
[0046] Как показано на фиг. 3, после прохождения заданного периода времени, второй материал 134 впрыскивают в первую часть 111 полости 101 первой формы через второе отверстие 130 для впрыска при помощи второй горячеканальной подсистемы 131. Поскольку первый материал 124 был ранее впрыснут в первую часть 111 полости 101 первой формы и вследствие близости между первым и вторым отверстиями 120, 130 для впрыска, как описано выше, второй материал 134 впрыскивают в первый материал 124 для смещения первого материала 124 в полости 101 первой формы. В определенных вариантах осуществления второй материал 134 впрыскивают в полость 101 первой формы до тех пор, пока весь объем полости 101 первой формы не будет заполнен комбинацией первого и второго материалов 124, 134. Таким образом, второй материал 134 имеет объем в диапазоне от 20% до 40% первого объема, в диапазоне от 25% до 35% первого объема или приблизительно 30% первого объема. Таким образом, в определенных вариантах осуществления объем первого материала 124 в полости 101 первой формы больше, чем объем второго материала 134 в полости 101 первой формы, и сумма объемов первого и второго материалов 124, 134 по существу равна объему полости 101 первой формы. В определенных вариантах осуществления соотношение объема первого материала 124 в полости 101 первой формы и объема второго материала 134 в полости 101 первой формы находится в диапазоне от 1,5:1 до 4:1, более конкретно в диапазоне от 2:1 до 3:1, и еще более конкретно в диапазоне от 2,2:1 до 2,5:1.
[0047] По мере впрыскивания второго материала 134 в полость 101 первой формы второй материал 134 смещает/вытесняет первый материал 124 глубже в полость 101 первой формы и во вторую часть 112 полости 101 первой формы для формования головки 312 основной конструкции 310. В определенных вариантах осуществления головка 312 основной конструкции 310 содержит только первый материал 124 и не содержит второй материал 134. Второй материал 134 впрыскивают в первый материал таким образом, что второй материал 134 образует сердцевину 314 основной конструкции 310, и первый материал 124 образует оболочку 313 основной конструкции 310. В приведенном в качестве примера варианте осуществления каждый из первого и второго материалов 124, 134 впрыскивают в первую часть 111 полости 101 первой формы с ориентацией, которая по существу перпендикулярна оси A—A полости первой формы.
[0048] На фиг. 4 изображена полость 101 первой формы после ее полного заполнения первым и вторым материалами 124, 134 и после остывания и затвердевания первого и второго материалов 124, 134. Таким образом, конструкция в полости 101 первой формы, показанная на фиг. 4, представляет собой основную конструкцию 310 приспособления 300 для ухода за полостью рта. В частности, на фиг. 4 изображен первый материал 124, который образует оболочку 313 основной конструкции 310, и второй материал 134, который образует сердцевину 314 основной конструкции 310. В приведенном в качестве примера варианте осуществления сердцевина 314 не проходит в головку 312 основной конструкции 310, но, скорее, сердцевина 314 полностью заключена в пределах ручки 311 основной конструкции 310. Разумеется, возможен вариант, при котором сердцевина 314 может проходить в головку 312 в некоторых вариантах осуществления, при необходимости, путем изменения объема первого и второго материалов 124, 134, впрыскиваемых в полость 101 первой формы, и/или изменения времени задержки между впрыском первого и второго материалов 124, 134. После затвердевания основной конструкции 310 в полости 101 первой формы, первую форму 100 открывают и основную конструкцию 310 извлекают из полости 101 первой формы. Этапы впрыска, задержки, обеспечения остывания и извлечения могут быть осуществлены автоматически в некоторых вариантах осуществления при помощи соответствующих процессоров и программного обеспечения.
[0049] Далее будет описана основная конструкция 310 со ссылкой одновременно на фиг. 4 и 5. Как указано выше, когда второй материал 134 впрыскивают в полость 101 первой формы, второй материал 134 смещает первый материал 124 и образует сердцевину 314 основной конструкции 310, которая по существу окружена оболочкой 313 основной конструкции 310, образованной из первого материала 124. Как указано выше, первый материал 124 может быть прозрачным или полупрозрачным. Кроме того, второй материал 134 предпочтительно представляет собой непрозрачный материал и может иметь любой цвет, такой как белый, красный, зеленый, синий, желтый, их комбинации или подобные цвета. Кроме того, в определенных вариантах осуществления второй материал 134 может быть аналогичен первому материалу 124 за исключением того, что первый материал 124 является прозрачным или полупрозрачным, а второй материал 134 является непрозрачным. Таким образом, в определенных вариантах осуществления как первый, так и второй материалы 124, 134 представляют собой сополимеры. В других вариантах осуществления второй материал 134 может отличаться от первого материала 124. В таких вариантах осуществления второй материал 134 может представлять собой полипропиленовую, стиролакрилонитриловую (SAN), полиэтиленовую, полиамидную, целлюлозную, акриловую пластмассу, ABS-пластик или другие твердые пластмассовые материалы, которые широко используются при изготовлении зубных щеток. Таким образом, первый и второй материалы 124, 134 могут представлять собой один и тот же материал или различные материалы, но предпочтительно, чтобы первый материал 124, который образует оболочку 313, был прозрачным или полупрозрачным таким образом, чтобы его можно было просматривать насквозь, и чтобы второй материал 134, который образует сердцевину 314, был непрозрачным таким образом, чтобы он был виден пользователю через оболочку 313 (хотя также возможна противоположная конфигурация, в которой первый материал 124 является непрозрачным, а второй материал 134 является прозрачным/полупрозрачным в некоторых вариантах осуществления).
[0050] Основная конструкция 310 приспособления 300 для ухода за полостью рта содержит открытую наружную поверхность 320, переднюю поверхность 321 и противоположную заднюю поверхность 322. Поскольку только второй материал 134 впрыскивают в полость 101 первой формы через второе отверстие 130 для впрыска (первый материал 124 никогда не впрыскивают через второе отверстие 130 для впрыска, поскольку первый материал 124 соединен по текучей среде только с первым отверстием 120 для впрыска) и поскольку второй материал 134 впрыскивают в полость 101 первой формы после прекращения впрыска первого материала 124, часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая выровнена со вторым отверстием 130 для впрыска, сформована из второго материала 134. Оставшаяся часть открытой наружной поверхности 320 ручки 311 основной конструкции 310 сформована из первого материала 124. Таким образом, как можно увидеть на фиг. 5, часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая сформована из второго материала 134, хорошо видна. Другими словами, ручка 311 основной конструкции 310 имеет первую литниковую точку 324 на наружной поверхности 320, которая соответствует месту впрыска первого материала 124, и вторую литниковую точку 325 на наружной поверхности 320, которая соответствует месту впрыска второго материала 134.
[0051] Часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая сформована из второго материала 134 (т. е., вторая литниковая точка 325), представляет собой место, в котором второй материал 134 проступает через первый материал 124. В приведенном в качестве примера варианте осуществления часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310 представляет собой единственное место, в котором второй материал 134 проступает через первый материал 124 и которое открыто на наружной поверхности 320 основной конструкции 310. В приведенном в качестве примера варианте осуществления первый материал 124 полностью окружает второй материал 134 (т. е., оболочка 313 полностью окружает сердцевину 314). Тем не менее, первый материал 124 не полностью охватывает второй материал 134, поскольку второй материал 134 проходит через первый материал 124 для формования части 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310.
[0052] В приведенном в качестве примера варианте осуществления как первое, так и второе отверстия 120, 130 для впрыска выровнены с задней поверхностью 322 ручки 311 основной конструкции 310. Таким образом, в приведенном в качестве примера варианте осуществления часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310 расположена на задней поверхности 322 ручки 311 основной конструкции 310. Другими словами, как первая, так и вторая литниковые точки 324, 325 расположены на задней поверхности 322 ручки 311 основной конструкции 310. Разумеется, изобретение не должно быть ограничено этим во всех вариантах осуществления, и в определенных других вариантах осуществления часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310 может быть расположена на передней поверхности 321 ручки 311 или одной из боковых поверхностей ручки 311 между передней и задней поверхностями 321, 322 путем изменения относительных мест расположения второго отверстия 130 для впрыска.
[0053] Как показано на фиг. 5 и как указано выше, ручка 311 основной конструкции 310 имеет длину L2, которая может находиться в диапазоне от 150 мм до 170 мм, более конкретно в диапазоне от 155 мм до 165 мм и еще более конкретно составлять приблизительно 160 мм. Кроме того, сердцевина 314 ручки 311 основной конструкции 310 имеет длину L3, которая может находиться в диапазоне от 130 мм до 150 мм, более конкретно в диапазоне от 135 мм до 145 мм и еще более конкретно составлять приблизительно 142 мм (с погрешностями до 3%). В определенных вариантах осуществления соотношение длины L2 ручки 311 и длины L3 сердцевины 314 находится в диапазоне от 1,1:1 до 1,4:1. В одном конкретном варианте осуществления длина L2 составляет приблизительно 160 мм, и длина L3 составляет приблизительно 142 мм, и соотношение L2:L3 составляет приблизительно 1,13:1. Разумеется, в других вариантах осуществления возможны другие длины, и соотношения длины L2 и длины L3 могут находиться за пределами диапазона, указанного выше, в определенных вариантах осуществления. Таким образом, хотя соотношения и длины, представленные в настоящем документе, приведены для одного приведенного в качестве примера варианта осуществления, возможны другие варианты осуществления, находящиеся в пределах объема изобретения, изложенного в настоящем документе.
[0054] Сердцевина 314 имеет толщину, измеренную между противоположными первой и второй боковыми сторонами 316, 317 ручки 311 основной конструкции 310. В приведенном в качестве примера варианте осуществления толщина сердцевины 314 уменьшается в направлении удаления от первого и второго отверстий 120, 130 для впрыска и по направлению к головке 312 основной конструкции 310. Другими словами, толщина сердцевины 314 увеличивается по мере прохождения от дальнего конца 318 сердцевины 314 к ближнему концу 301 приспособления 300 для ухода за полостью рта. В поперечном сечении основной конструкции 310, выполненном на части 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая сформована из второго материала 134, второй материал 134 (или сердцевина 314) составляет от 70% до 90%, более конкретно от 70% до 80% и еще более конкретно от 70% до 75% диаметра основной конструкции 310. На расстоянии от части 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая сформована из второго материала 134, по направлению к головке 312 диаметр/толщина сердцевины 314 сужается и уменьшается, и достигает 0 мм на дальнем конце 318 сердцевины 314. В приведенном в качестве примера варианте осуществления сердцевина 314 расположена только в ручке 311 основной конструкции 310 и не проходит до головки 312 основной конструкции 310.
[0055] После формования основной конструкции 310, как описано выше в настоящем документе, эластомерную часть 330, нанесенную многокомпонентным литьем, формуют на основной конструкции 310. В этом отношении со ссылкой на фиг. 6 изображена вторая форма 200, имеющая полость 201 второй формы. В этом варианте осуществления вторая форма 200 содержит первую половину 202 формы и вторую половину 203 формы, хотя изобретение не должно быть ограничено этим во всех вариантах осуществления, и в других вариантах осуществления вторая форма 200 может состоять из более, чем двух частей. Во второй форме 200 образована полость 201 второй формы, в которой может быть размещена основная конструкция 310. После размещения основной конструкции 310, сформованной как описано выше, в полости 201 второй формы, третий материал 224 можно впрыснуть в полость 201 второй формы и на основную конструкцию 310 для формования эластомерной части 330, нанесенной многокомпонентным литьем, как будет описано ниже в настоящем документе со ссылкой на фиг. 7—9. Таким образом, полость 201 второй формы имеет объем, который больше объема основной конструкции 310 (и больше объема полости 101 первой формы), вследствие чего в полости 201 второй формы остаются промежутки для протекания материала на основную конструкцию 310.
[0056] В целях впрыска третьего материала 224 в полость 201 второй формы, на фиг. 6 изображен литниковый канал 220, который заканчивается в отверстии 221 для впрыска. Литниковый канал 220 представляет собой канал, образованный в форме 200, который обеспечивает проход от источника 224 третьего материала к отверстию 221 для впрыска для осуществления впрыска в полость 201 второй формы. Литниковый канал 220 в этом варианте осуществления может представлять собой горячий литниковый канал или холодный литниковый канал. Таким образом, хотя все описанные выше литниковые каналы, предназначенные для формования основной конструкции 310, представляют собой горячие литниковые каналы, формование эластомерной части 330, нанесенной многокомпонентным литьем, может быть обеспечено посредством горячего литникового канала или холодного литникового канала, при необходимости. Кроме того, литниковый канал 220 будет соединен по текучей среде с источником 224 третьего материала, хотя такой источник не изображен на графических материалах. Литниковый канал 220 и отверстие 221 для впрыска совместно образуют проход от источника 224 третьего материала в полость 201 второй формы. Точное место расположения отверстия 221 для впрыска может отличаться от того, что изображено на фиг. 6, и изобретение не должно быть ограничено местом расположения отверстия 221 для впрыска во всех вариантах осуществления.
[0057] Со ссылкой на фиг. 7—9 будет описан способ впрыска третьего материала 224 в полость 201 второй формы. Сначала, после полного остывания и затвердевания основной конструкции 310, и извлечения ее из полости 101 первой формы, как описано выше в настоящем документе, основную конструкцию 310 размещают в полости 201 второй формы. На фиг. 7 изображена вторая форма 200, причем основная конструкция 310 размещена в полости 201 второй формы. Как можно увидеть на фиг. 7, полость 201 второй формы имеет больший объем, чем занимаемый основной конструкцией 310, вследствие чего в полости 201 второй формы остаются промежутки. Третий материал 224, который образует эластомерную часть 330, нанесенную многокомпонентным литьем, заполняет эти промежутки после впрыска в полость 201 второй формы.
[0058] На фиг. 8 изображен впрыск третьего материала 224 в полость 201 второй формы. Таким образом, после размещения основной конструкции 310 в полости 201 второй формы, третий материал 224 впрыскивают в полость 201 второй формы для заполнения промежутков полости 201 второй формы, которые еще не заняты основной конструкцией 310. Третий материал 224 впрыскивают в полость 201 второй формы преобразованным в жидкое состояние или в расплавленном состоянии. В определенных вариантах осуществления третий материал 224 может представлять собой эластомерный материал, такой как термопластичный эластомер. Изобретение не должно быть ограничено этим, и в определенных других вариантах осуществления третий материал 224 может представлять собой твердую пластмассу, такую как полипропилен или любой другой из типов твердой пластмассы, описанных выше со ссылкой на первый и второй материалы 124, 134. Таким образом, третий материал 224 впрыскивают на основную конструкцию 310 в полости 201 второй формы для формования удерживаемой части на основной конструкции 310.
[0059] На фиг. 9 изображено приспособление 300 для ухода за полостью рта в полости 201 второй формы после прекращения впрыска третьего материала 224, а также остывания и затвердевания третьего материала 224. Таким образом, на фиг. 9 основная конструкция 310 и эластомерная часть 330, нанесенная многокомпонентным литьем, приспособления 300 для ухода за полостью рта расположены в полости 201 второй формы. Приспособление 300 для ухода за полостью рта остается в полости 201 второй формы до тех пор, пока третий материал 224 не остынет и не затвердеет для формования эластомерной части 330, нанесенной многокомпонентным литьем, а затем приспособление 300 для ухода за полостью рта можно извлечь из полости 201 второй формы. Как можно увидеть на фиг. 8 и 9, третий материал 224 закрывает часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, которая сформована из второго материала 134 (т. е., третий материал 224 закрывает вторую литниковую точку 325, и фактически закрывает как первую, так и вторую литниковые точки 324, 325). Таким образом, в полностью сформованном приспособлении 300 для ухода за полостью рта никакая часть второго материала 134 (или сердцевины 314) не выходит на наружную поверхность. Это также можно увидеть на фиг. 10, на которой эластомерная часть 330, нанесенная многокомпонентным литьем, закрывает часть 323 открытой наружной поверхности 320 ручки 311 основной конструкции 310, сформованной из второго материала 134 на задней поверхности 322. Таким образом, эластомерная часть 330, нанесенная многокомпонентным литьем, используется для закрывания дефекта, образующегося в результате выхода наружу второго материала 134, как описано выше.
[0060] В дополнение к закрыванию части 323 второго материала 134, которая выходит на наружную поверхность 320 основной конструкции 310, эластомерная часть 330, нанесенная многокомпонентным литьем, может образовывать удерживаемую часть на ручке 310 основной конструкции 310 для предотвращения скольжения во время использования и повышения удобства пользователя. Таким образом, эластомерная часть 330, нанесенная многокомпонентным литьем, может образовывать удерживаемую часть на области ручки 310 основной конструкции 310, которая удерживается большим и указательным/вторым пальцем пользователя во время использования.
[0061] В дополнение к своем функциональному применению эластомерная часть 330, нанесенная многокомпонентным литьем, может придавать желаемый эстетичный внешний вид. В определенных вариантах осуществления второй материал 134, который образует сердцевину 314, может иметь первый цвет, а третий материал 224, который образует эластомерную часть 330, нанесенную многокомпонентным литьем, может иметь второй цвет. Первый и второй цвета могут быть одинаковыми в некоторых вариантах осуществления и разными в других вариантах осуществления для придания желаемого эстетичного внешнего вида. Таким образом, в определенных вариантах осуществления первый материал 124, который образует оболочку 313, является прозрачным, второй материал 134, который образует сердцевину 314, имеет первый цвет, и третий материал 224, который образует эластомерную часть 330, нанесенную многокомпонентным литьем, имеет второй цвет, который аналогичен первому цвету или отличается от него. Вследствие того, что сердцевина 314 по существу окружена оболочкой 313, и вследствие того, что эластомерная часть 330, нанесенная многокомпонентным литьем, закрывает только часть сердцевины 314 или второго материала 134, которая проходит через оболочку 313, сердцевина 314 выглядит «плавающей» в оболочке 313. Кроме того, в некоторых вариантах осуществления один или несколько из первого, второго и третьего материалов 124, 134, 224 могут представлять собой повторно используемый материал, и один или несколько из первого, второго и третьего материалов 124, 134, 224 могут представлять собой исходный (не бывший в употреблении) материал.
[0062] По всему тексту настоящей заявки диапазоны используются в качестве сокращенного обозначения для описания каждого и любого значения, которое находится в пределах диапазона. В качестве граничного значения диапазона может быть выбрано любое значение в пределах диапазона. Кроме того, все источники, цитируемые в настоящем документе, полностью включены в настоящий документ посредством ссылки. В случае конфликта определений в настоящем раскрытии и в приведенной ссылке настоящее раскрытие является предпочтительным.
[0063] Хотя изобретение было описано на конкретных примерах, включающих предпочтительные на данный момент варианты осуществления изобретения, специалистам в данной области техники будут очевидны различные варианты и модификации описанных ранее систем и способов. Следует понимать, что возможно использование других вариантов осуществления изобретения, и что возможны конструкционные и функциональные модификации без выхода за пределы объема настоящего изобретения. Таким образом, сущность и объем изобретения следует толковать в широком смысле, изложенном в прилагаемой формуле изобретения.
Продукт для ухода за полостью рта и способы его применения и получения
Зубная щетка с улучшенной фиксацией пучков и фиксирующей проволокой
Устройство для ухода за полостью рта с индивидуализируемым элементом
Устройство для ухода за полостью рта с активной подачей
Устройство для ухода за полостью рта с системой доставки жидкости
Очищающие композиции
Продукт для ухода за полостью рта и способы его применения и производства
Двухкомпонентный продукт для ухода за ротовой полостью
Способы и системы для ухода за ротовой полостью
Средство ухода за полостью рта
Приспособление для ухода за полостью рта и нить для него

