Результат интеллектуальной деятельности: СПОСОБ НАНЕСЕНИЯ КОЛПАЧКА НА ЕМКОСТЬ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ КОЛПАЧКА НА ЕМКОСТЬ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу и устройству для нанесения колпачка на емкость.
Уровень техники
Навинчивающиеся колпачки для емкостей, имеющих резьбовую часть горловины, долгое время известны в уровне техники.
Обычно и навинчивающийся колпачок, и горловинная часть выполнены из полимерного материала, содержащего одну или более взаимодействующих резьбовых частей для навинчивания колпачка на горловину.
В производстве пищевых упаковок хорошо известны емкости и, особенно, упаковочные емкости подобной бутылке формы, имеющие часть корпуса из ламинированного упаковочного материала и верхнюю часть из полимерного материала, содержащую резьбовую горловинную часть. Примеры таких упаковочных емкостей - Tetra Top™, Tetra Evero™ и Tetra Evero Aseptic™, последняя из которых дополнительно содержит противокислородный барьер в форме алюминиевой фольги в составе ламинированного упаковочного материала для более длительного хранения пищевых продуктов в упаковочной емкости.
После ламинирования полотна бумажного материала несколькими наружными полимерными материалами, сгибания и соединения для образования полого корпуса упаковочной емкости верхнюю часть, содержащую резьбовую горловинную часть, выполняют путем литья под давлением на корпусе, который может быть выполнен из материала, отличающегося от материала верхней части, как видно в описании упаковочных емкостей в предыдущем абзаце. На следующем этапе узел нанесения колпачка навинчивает резьбовой колпачок, обычно выполненный из полимерного материала, на резьбовую горловинную часть упаковочной емкости, содержащую взаимодействующую резьбу. На следующем этапе полую сторону упаковочной емкости наполняют пищевым продуктом, который должен там содержаться, после чего полый конец емкости сгибают и запечатывают. Следует отметить, что в одном возможном и известном выполнении процесса нанесения колпачка полый корпус упаковочной емкости, содержащий верхнюю часть, выполненную путем литья под давлением, подают во вращающийся барабан и поворачивают к держателю навинчивающегося колпачка, в то время как на расстоянии навинчивающийся колпачок подают в держатель указанного навинчивающегося колпачка. В то время, пока и упаковочная емкость, и держатель навинчивающегося колпачка заблокированы в их радиальных положениях, навинчивающийся колпачок вращаемым образом перемещают к верхней части упаковочной емкости и навинчивают на горловинную часть.
Практика показывает, что малый процент упаковочных емкостей с колпачком, нанесенным таким образом, демонстрируют смещение между колпачком и горловинной частью емкости. Однако проблема существует также в отношении других видов емкостей, где верхняя часть и часть корпуса выполнены из одного материала, такого как полимерный материал. Такое смещение образует недостаточно плотно запечатанную емкость, поврежденные резьбовые части на горловинной части и самом колпачке или слишком простое открывание емкости. Емкости с такими отклонениями подлежат выбрасыванию.
Может быть показано, что, за исключением указанных причин и в условиях поданной настоящей заявки, одной причиной смещения является длина пути, который колпачок должен пройти перед тем, как он сталкивается с началом резьбы резьбовой горловинной части емкости. Особенно в случае, когда, по меньшей мере, одна резьба на колпачке может сталкиваться с началом любой одной резьбы из двух на резьбовой части горловины емкости, колпачок может быть нанесен кривым или наклонным образом.
Сущность изобретения
Одно решение по настоящему изобретению дано в независимом пункте 1 формулы.
Решением является способ нанесения колпачка на емкость, включающий расположение первого колпачка относительно горловинной части первой емкости, так что резьбовая часть первого колпачка обращена к взаимодействующей резьбовой горловинной части первой емкости, и так что ось симметрии первого колпачка и ось симметрии горловинной части первой емкости выровнены. Затем первый колпачок поворачивают вокруг его оси симметрии до предварительно зарегистрированного начального углового положения. После этого первый колпачок наносят на горловинную часть путем его перемещения к резьбовой горловинной части или, наоборот, вдоль осей симметрии и путем вращения первого колпачка в направлении зацепления с резьбовой горловинной частью. Затем длину пути первого колпачка регистрируют относительно его начального углового положения, после чего он полностью зацепляется со взаимодействующей резьбовой угловой частью и достигает низа горловинной части. В случае если зарегистрированная длина пути первого колпачка отклоняется от заданного предельного значения, относительное угловое положение второго колпачка изменяется на новое относительное угловое положение.
Таким образом, если длина пути изменяется с тенденции к сокращению на увеличение длины пути, это означает, что достигнуто определенное критическое значение для определенного относительного угла, и что этот относительный угол должен быть изменен на безопасное угловое расстояние от этой критической области. Использование решения согласно способу настоящего изобретения позволяет сократить процент выброшенных емкостей из-за криво нанесенных колпачков.
Предпочтительные варианты выполнения перечислены в зависимых пунктах 2-6.
Другой объект решения по настоящему изобретению представлен в независимом пункте 7 формулы.
Это решение предоставляется устройством для нанесения колпачка на емкость, которое содержит держатель, выполненный для нанесения первого колпачка относительно горловинной части первой емкости, так что резьбовая часть первого колпачка обращена к взаимодействующей резьбовой горловинной части первой емкости, и так что вторая ось симметрии держателя и ось симметрии горловинной части первой емкости выровнены. Указанное устройство также содержит приводной узел, выполненный для вращения держателя и, таким образом, первого колпачка вокруг его второй оси симметрии до предварительно зарегистрированного начального углового положения, где приводной узел дополнительно выполнен для нанесения первого колпачка на резьбовую горловинную часть первой емкости путем отдачи команды держателю о перемещении первого колпачка в направлении зацепления с резьбовой горловинной частью. Также устройство содержит обрабатывающий узел, выполненный для регистрирования длины пути первого колпачка относительно начального углового положения, после чего указанный первый колпачок полностью зацепляется с резьбовой горловинной частью первой емкости и достигает низа горловинной части. Кроме того, обрабатывающий узел, выполненный для отдачи команды приводному узлу об изменении относительного углового положения держателя второго колпачка на новое относительное угловое положение, в случае если зарегистрированная длина пути первого колпачка отклоняется от заранее заданного значения.
Таким образом, используя устройство по настоящему изобретению, можно получить значительное снижение количества выброшенных емкостей из-за вышеуказанных проблем нанесения колпачка.
Предпочтительные варианты выполнения устройства перечислены в зависимых пунктах 9-15 формулы.
Краткое описание чертежей
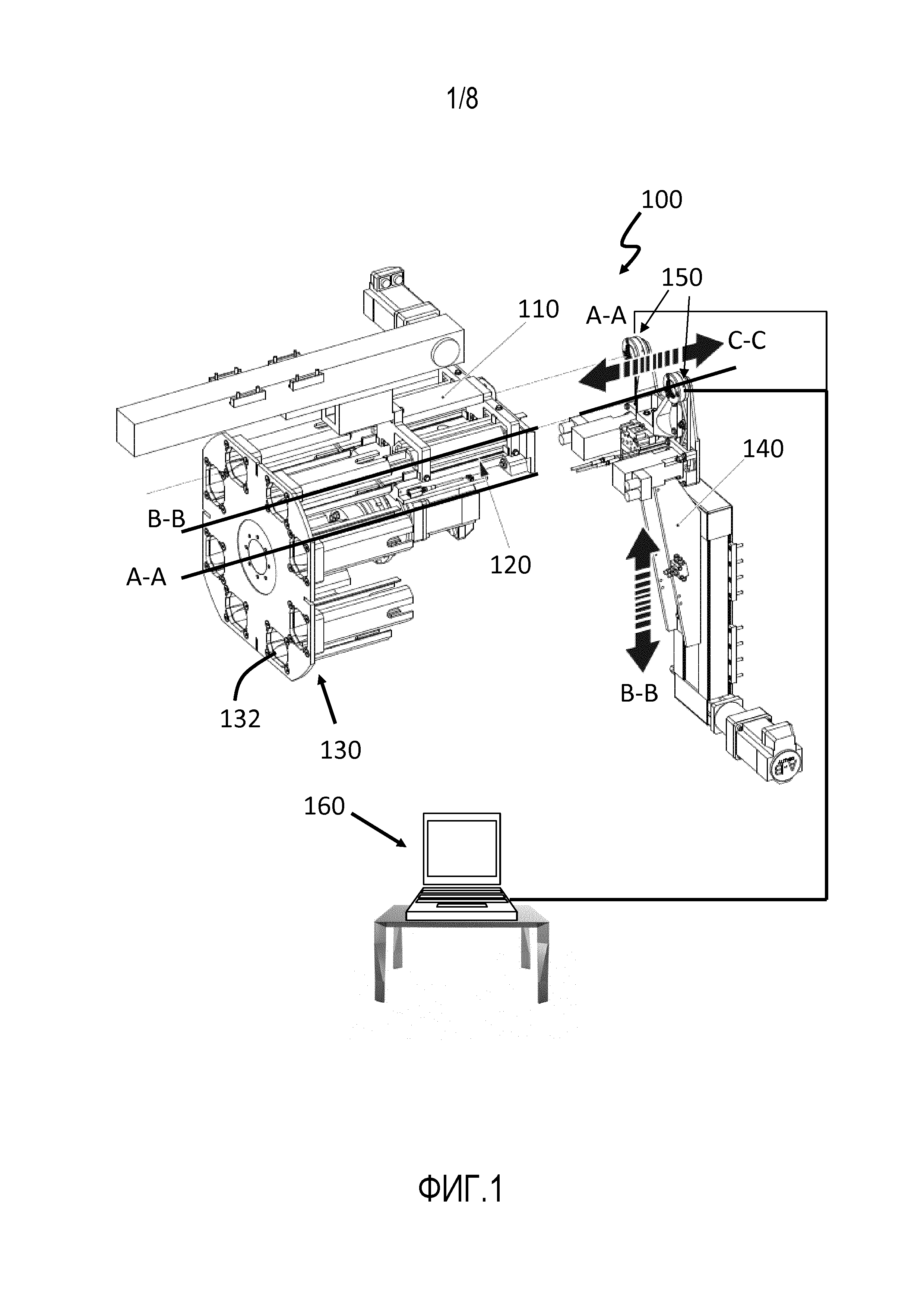
Фиг. 1 - вид в перспективе одного варианта выполнения устройства для нанесения колпачка на емкость.
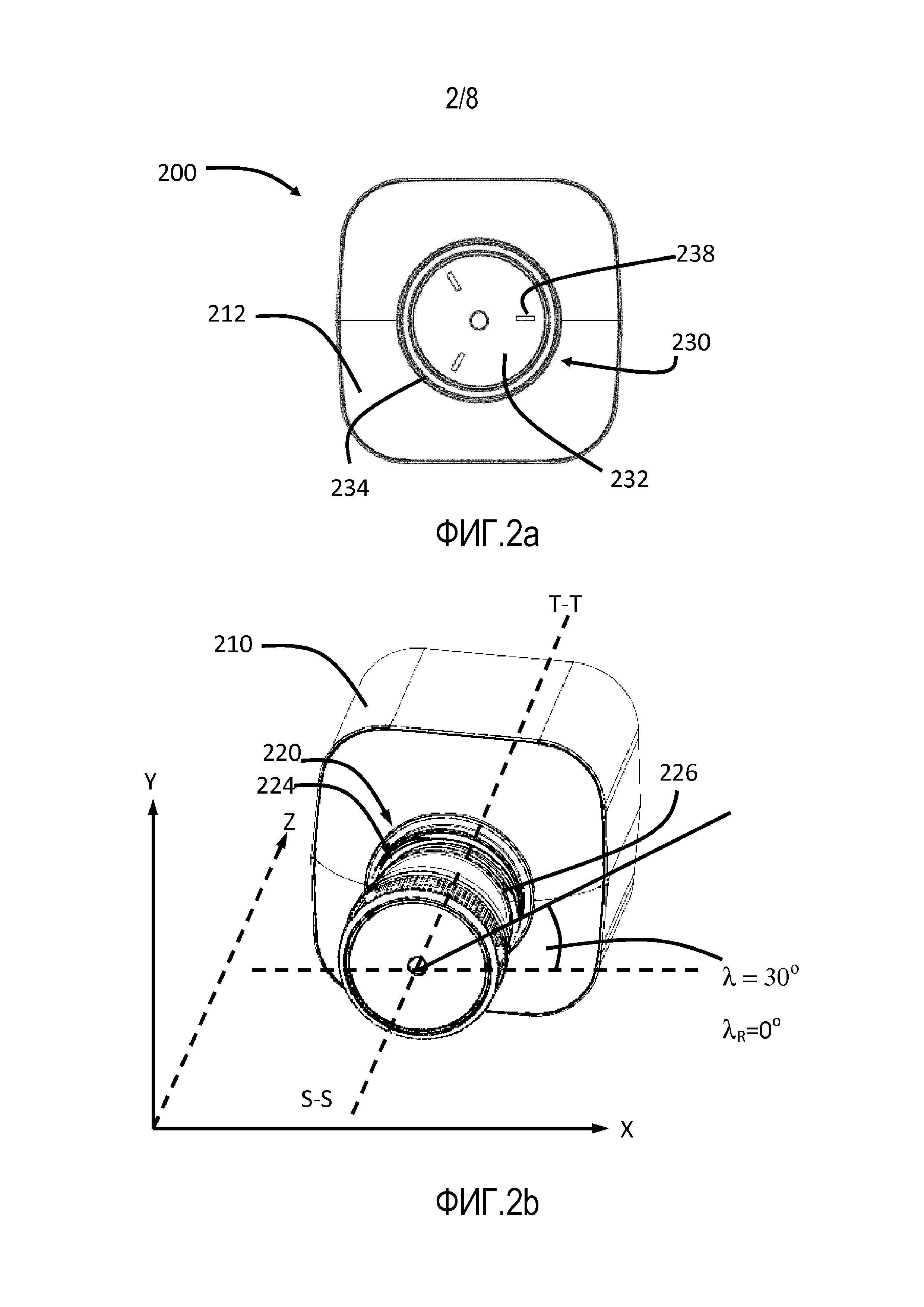
Фиг. 2а - колпачок и часть емкости в виде сверху с первым стартовым углом для колпачка.
Фиг. 2b - вид в перспективе колпачка и емкости по Фиг. 2а;
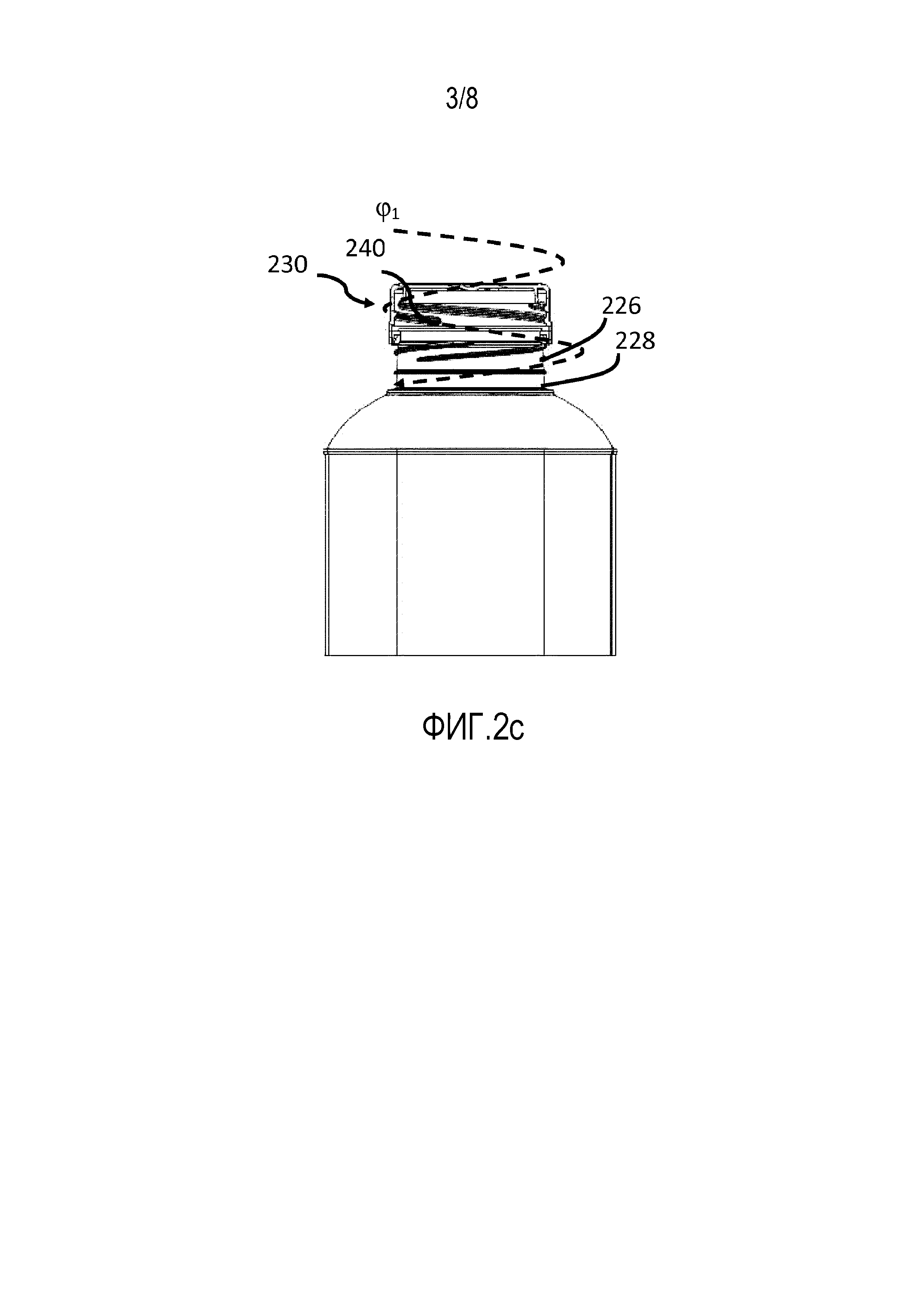
Фиг. 2с - вид в сечении колпачка и емкости по Фиг. 2а, в котором резьбовая часть колпачка и взаимодействующая резьбовая горловинная часть емкости показаны более подробно;
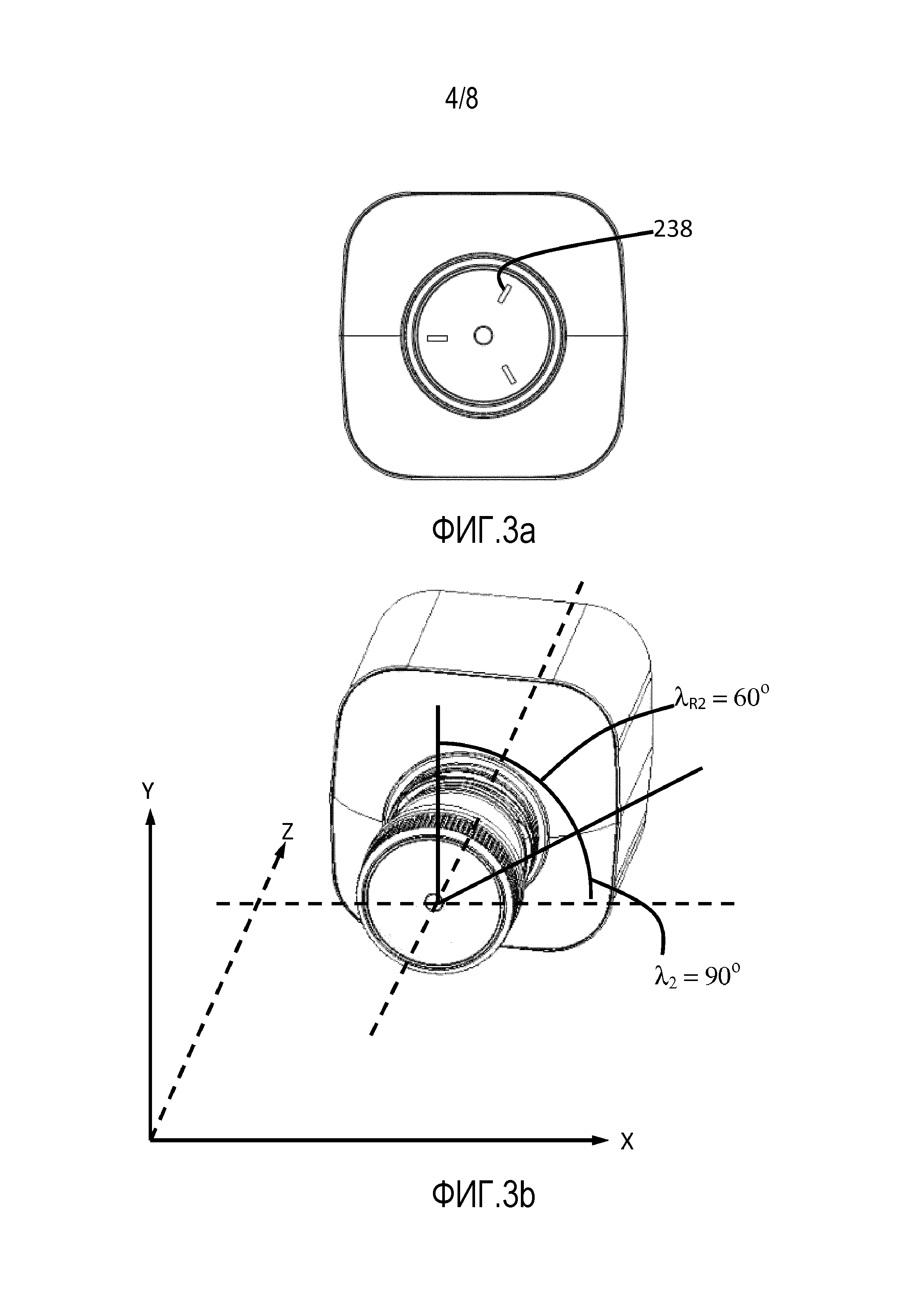
Фиг. 3а - вид в перспективе колпачка и верхней части емкости со вторым стартовым углом для колпачка.
Фиг. 3b - вид в перспективе колпачка и емкости по Фиг. 3;
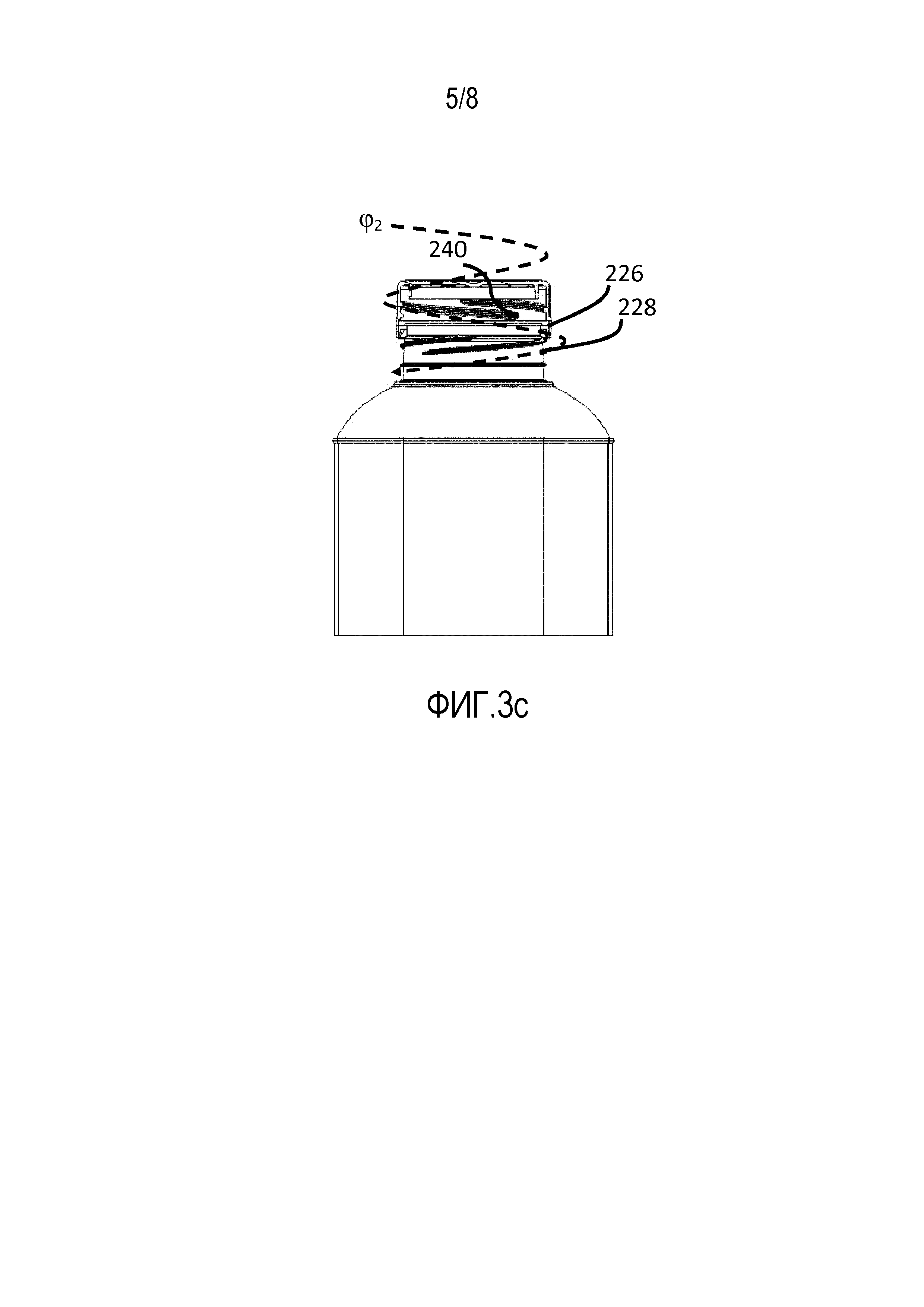
Фиг. 3с - вид в сечении колпачка и емкости по Фиг. 3а, в котором резьбовая часть колпачка и резьбовая горловинная часть емкости показаны более подробно;
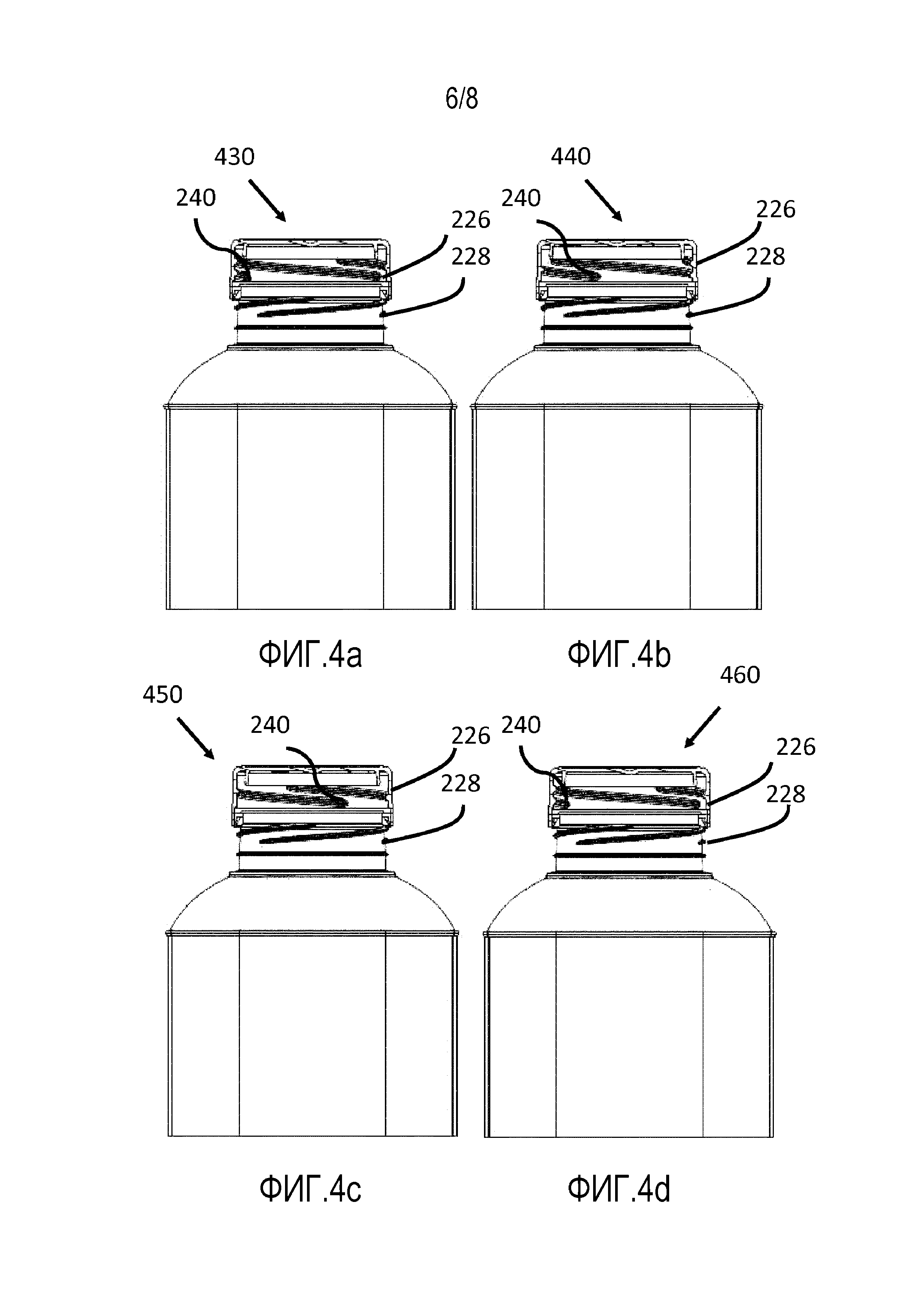
Фиг. 4а-4d - последовательность увеличивающихся стартовых углов для колпачка, навинчиваемого на емкость, для нахождения безопасного стартового угла по одному варианту выполнения способа по настоящему изобретению;
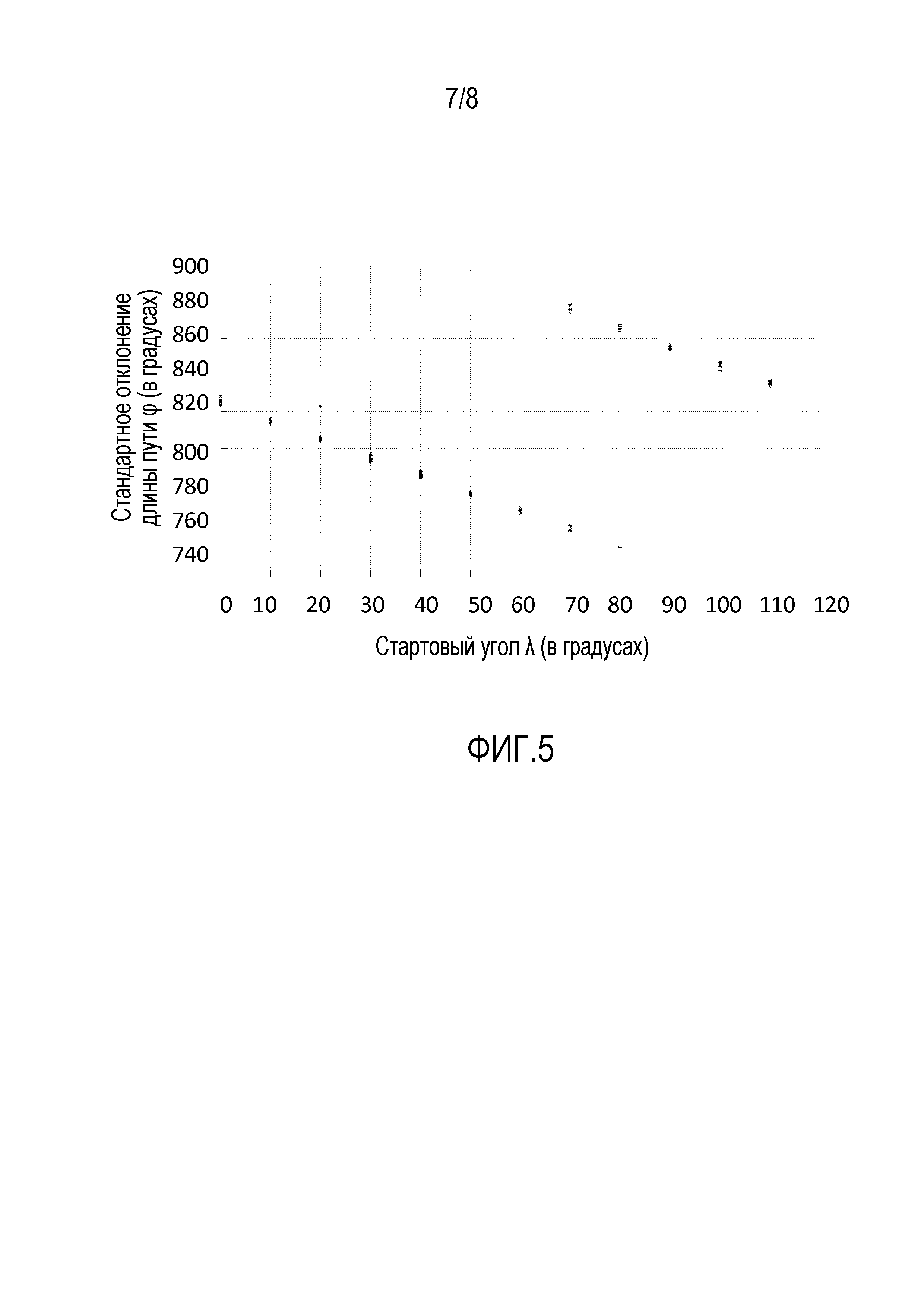
Фиг. 5 - график, демонстрирующий длину пути, который проходит колпачок, пока указанный колпачок полностью не закрывает горловинную часть емкости, как функция стартового угла колпачка.
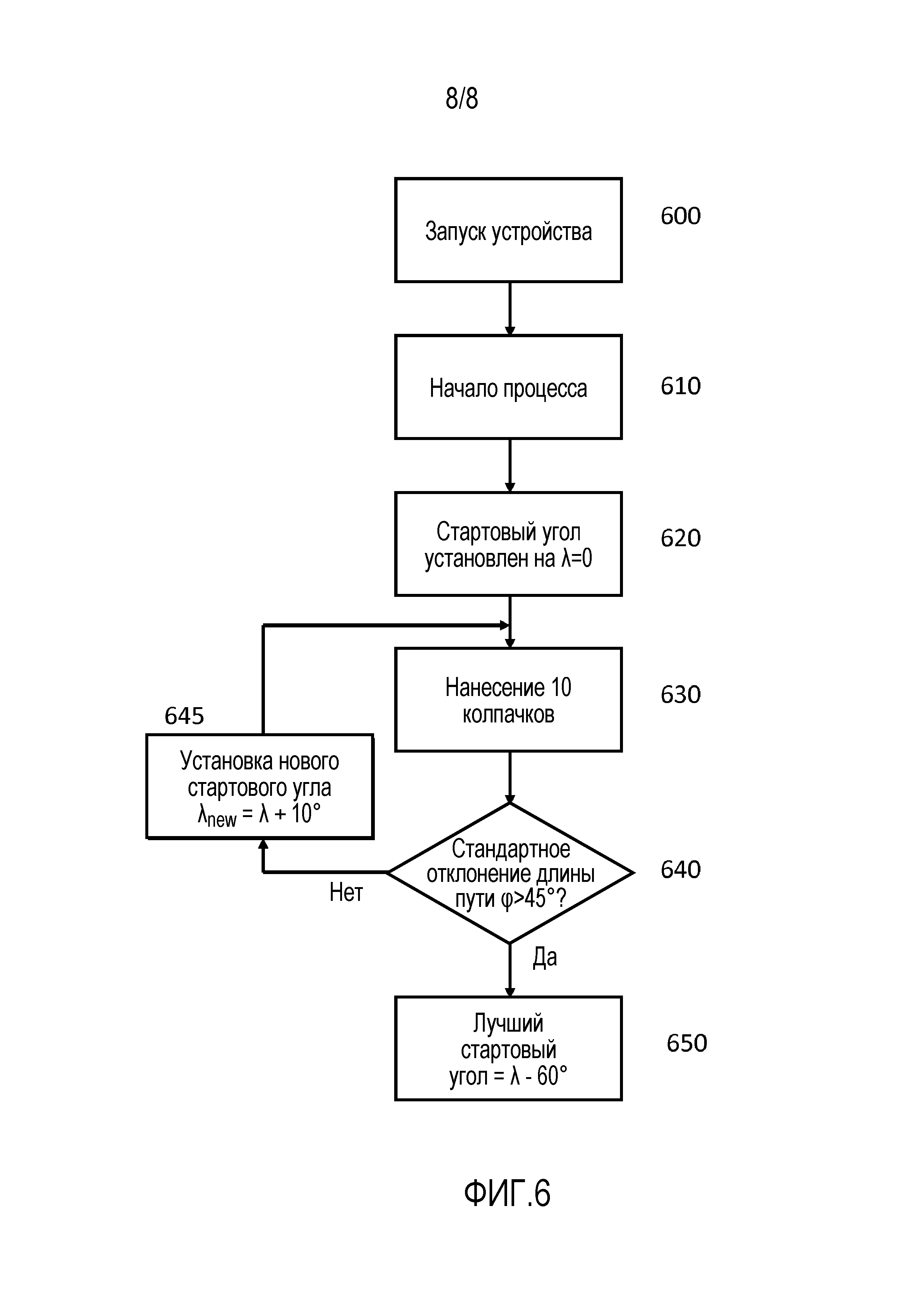
Фиг. 6 - блок-схема, показывающая один пример способа нанесения колпачка на горловинную часть емкости.
Подробное описание
Примеры выполнения настоящего изобретения описаны более подробно далее со ссылкой на сопровождающие чертежи для возможности реализации изобретения специалистами в данной области. Однако изобретение может быть выполнено различным образом и не должно считаться ограничиваемым предложенными вариантами выполнения. По существу, настоящее изобретение ограничено только прилагаемой формулой изобретения. Кроме того, терминология, используемая в подробном описании определенных вариантов выполнения, показанных на сопровождающих чертежах, не ограничивает изобретение.
На Фиг. 1 показано примерное устройство 100 для нанесения колпачка на горловинную часть емкости. В этом примере емкость является, так называемой, упаковочной емкостью, где часть корпуса выполнена из полотна упаковочного материала с верхней частью, выполненной из полимерного материала. Однако следует отметить, что решение, представленное в формуле, также применимо к другим видам емкостей, где корпус и верхняя часть могут быть выполнены из одного и того же материала, такого как полимер. Кроме того, следует отметить, что, когда упаковочный ламинированный материал разрезают и формируют из него полый корпус упаковочной емкости, а также когда полимерную часть, содержащую резьбовую горловинную часть, формуют путем литья под давлением на упаковочной емкости, такую сформированную емкость направляют к устройству 100. Указанное устройство 100 содержит барабан 130, вращаемый вокруг оси А-А и содержащий трубчатые отверстия 132 для принятия упаковочных емкостей. Кроме того, устройство 100 содержит стрипперный узел 110, подающий упаковочные емкости от барабана 130 на станцию нанесения колпачка, где колпачок наносят на резьбовую горловинную часть упаковочной емкости. Указанный стрипперный узел 110 затем перемещает упаковочную емкость от станции 120 нанесения колпачка и располагает там новую упаковочную емкость. В то время как новую упаковочную емкость подают на станцию 120 нанесения колпачка, узел 140 нанесения колпачка перемещается вниз по оси В-В и далее по оси С-С по стрелкам на Фиг. 1 («далее» означает - к барабану 130) для поднятия навинчивающегося колпачка с узла, управляющего колпачком (не показан). Указанный колпачок подают на поршень (не показан) в держатель колпачка или зажим 150. Радиальное положение держателя навинчивающегося колпачка регистрируется обрабатывающим узлом 160, соединенным с держателем 150 колпачка. Затем узел 140 нанесения навинчивающегося колпачка перемещается назад по оси А-А (то есть, от барабана 130), вверх по оси В-В и оси в направлении по стрелкам для расположения держателя 150 колпачка, удерживающего навинчивающийся колпачок перед упаковкой на станции 120 нанесения колпачка. Обрабатывающий узел 160 отдает команду приводному узлу (не показан) держателя 150 колпачка повернуть зажим и, таким образом, навинчивающийся колпачок в предварительно зарегистрированное положение. Наконец, узел 140 нанесения навинчивающегося колпачка поворачивает держатель 150 колпачка, в то время как упаковочную емкость перемещают к держателю 150 колпачка. Таким образом, колпачок, удерживаемый в держателе 150 колпачка, навинчивают на резьбовую горловинную часть упаковочной емкости. Когда этап навинчивания завершен, стрипперный узел 110 перемещает закрытую таким образом упаковочную емкость от станции 120 нанесения колпачка на этап наполнения упаковки, где упаковочные емкости, полые на конце, противоположном концу колпачка, наполняют пищевым продуктом, и где открытый конец упаковочной емкости сгибают и запечатывают. В то же время, новую упаковочную емкость подают на станцию 120 нанесения колпачка, и цикл нанесения колпачка начинается заново. Во время финального этапа процесса нанесения колпачка обрабатывающий узел отслеживает угловую длину пути, который проходит колпачок из его начального углового положения, пока колпачок полностью не закроет резьбовую горловинную часть емкости и не достигнет низа горловинной части. Обрабатывающий узел 160 затем отдает команду приводному узлу держателя 150 колпачка изменить его начальное поворотное положение на новое поворотное положение, пока определенное предельное значение длины пути не будет превышено, или пока длина пути не изменится с сокращающейся длины пути к увеличивающейся длине пути. Это раскрыто более подробно в описании по Фиг. 5 и 6.
На Фиг. 2а - 2с показан колпачок 230 и верхняя часть емкости 200, которая должна быть закрыта колпачком 230. Указанный колпачок 230 содержит нижнюю часть 232 с маркировками 238 и сформированную кольцевую часть 234 в контакте с нижней частью 232. Указанный колпачок 230 также содержит одну или более резьбу 240, так что указанный колпачок 230 может использоваться для закрытия горловинной части 220 емкости 200, содержащей взаимодействующую резьбовую часть 224. В этом конкретном примере колпачок 230 содержит три маркировки 238, расположенных на нижней части 232 колпачка 230, обращенной к внутренней части горловинной части 220 емкости 200. Указанные три маркировки 238 расположены на определенном радиальном расстоянии от центра колпачка 230 и разнесены под углом по существу 120° друг от друга. Каждая маркировка 238 радиально выровнена с началом резьбы 240 на колпачке 200, означая, что в этом примере указанный колпачок 230 содержит три резьбы. Кроме того, на примере показана емкость 200, показанная как упаковочная емкость, образованная из корпуса 210, часть которого показана, и верха, состоящего из верхней части 212 и горловинной части 220, содержащей взаимодействующую резьбовую часть 224, взаимодействующую с резьбой 240 колпачка 230. Ситуация, показанная на Фиг. 2b, возникает после того, как колпачок 230 подают в держатель колпачка (не показан), и когда держатель колпачка перемещает указанный колпачок 230 в положение, где оси симметрии колпачка 230 (S-S) и горловинной части 220 (Т-Т) емкости 200 выровнены. Эта ситуация возникает непосредственно перед тем, как емкость перемещают к колпачку, и перед тем, как указанный держатель колпачка начинает поворачивать колпачок 230 к горловинной части 220 емкости 200.
Это положение колпачка 230 может быть установлено как его начальное угловое положение, где угол λ1 измеряется как угол в плоскости Х-Y между началом резьбы колпачка и осью Х. В случае, показанном на Фиг. 2b, начальное угловое положение λ1 колпачка 230 составляет 30°. Поскольку любое дополнительное угловое вращение колпачка 230 вокруг его оси S-S симметрии измеряется относительно его начального углового положения, относительное начальное угловое положение может быть определено как λR1=0°. Теперь, когда колпачок 230 должен быть нанесен на емкость 200, обычно сформированную емкость 200 с горловинной частью 220 подают с помощью стрипперного узла, показанного на Фиг. 1, к колпачку 230. Обычно резьба на колпачке 230 должна проходить определенную длину пути по взаимодействующей резьбовой горловинной части 240, пока она не закрывает емкость 200, и пока колпачок 230 не достигнет низа 228 горловинной части 220 емкости 200. Длина пути может быть измерена как угловое вращение ϕ колпачка вокруг его оси S-S симметрии из его начального положения, пока колпачок 230 не достигнет низа горловинной части 220 емкости 200, то есть, эта длина пути зависит от того, когда резьба колпачка сталкивается с началом 226 взаимодействующей резьбы на горловинной части 224 емкости 200. Если начало резьбы 240 колпачка сразу сталкивается с начало 226 взаимодействующей резьбы на горловинной части 224 емкости 200, это вызывает сокращение длины ϕ пути относительно случаев, когда резьба 240 колпачка сталкивается с взаимодействующей резьбовой частью на расстоянии от ее начальной точки.
На Фиг. 3 показаны те же колпачок и емкость, что и на Фиг. 2, в связи с этим некоторые позиции опущены. В этом примере колпачок 230 перемещен из его относительного начального углового положения λR1=0° в новое относительно угловое положение λR2=60°, то есть, колпачок 230 повернут относительно относительного начального стартового угла на 60°. Абсолютное значение нового углового положения, таким образом, λR2=90°. Это изменение вызывает изменение длины пути, сокращая или увеличивая ее относительно ситуации, когда относительный начальный стартовый угол λR1=0°. Эта новая длина ϕ2 пути зависит от того, где резьба 240 колпачка сталкивается с началом 226 взаимодействующей резьбы на горловинной части 220 емкости. Как показано на графике по Фиг. 5, резкие изменения измеренной длины пути могут указывать на проблемную область в процессе нанесения колпачка.
На Фиг. 4а-4d показано влияние изменения относительного начального стартового угла λR колпачка на длину ϕ проходимого пути. На Фиг. 4а относительный стартовый угол λR1=0° выбран для первого колпачка 430 и принят в этом случае относительно начального стартового угла для первого колпачка 430, зарегистрированного обрабатывающим узлом, когда держатель находится в положении подачи колпачка. Хотя каждое устройство для нанесения колпачка на горловинную часть емкости может иметь различную длину пути для одного и того же относительного стартового угла и, таким образом, «критические» относительные стартовые углы, вызывающие криво нанесенные колпачки, могут быть различными, предполагается, что стартовый угол λR1=0° является «безопасной областью». Также следует отметить, что критический стартовый угол зависит не только от каждого отдельного устройства, но также от размера и вида колпачка.
Таким образом, используя относительный стартовый угол λR1=0°, получают первую длину ϕ1 пути.
На Фиг. 4b выбран относительный стартовый угол λR2=40°, означая, что положение второго колпачка изменено на +40° от начального углового положения первого колпачка 430. Исходя из этого чертежа, понятно, что длина ϕ2 пути для второго колпачка 440 сокращается, поскольку начало одной резьбы 240 на втором колпачке 430 раньше сталкивается с началом взаимодействующей резьбы на резьбовой горловинной части 228.
На Фиг. 4с для третьего колпачка 450 выбран относительный стартовый угол λR3=80°. В этом случае вероятно, что начало одной резьбы 240 на третьем колпачке 450 пропускает начало первой взаимодействующей резьбы на резьбовой горловинной части 228 и, таким образом, зацепляется вместо этого со второй взаимодействующей резьбой. Относительный стартовый угол, таким образом, находится в области, где также одна резьба третьего колпачка 450 во время его нанесения на горловинную часть емкости может также располагаться между резьбами на горловинной части емкости, образуя криво нанесенный колпачок. В этом случае относительный стартовый угол λR3=80° снова образует увеличенную длину ϕ3 пути. Обрабатывающий узел распознает изменение длины пути в сторону увеличения и отдает команду приводному узлу изменить относительный стартовый угол λR3 на безопасное значение, которое в этом случае может варьироваться от +/-45° до +/-60° от начального стартового угла первого колпачка 430.
На Фиг. 4d для третьего колпачка 450 выбран относительный стартовый угол λR4=120°, вызывая сокращение длины ϕ4 пути для четвертого колпачка 460, как в аналогичной ситуации для относительного стартового угла λR1=0° для первого колпачка. Предполагается, что во всех случаях, показанных на Фиг. 4а-4d колпачки имеют три резьбы, где начальные точки каждой резьбы имеют угловое разделение друг от друга на 120°.
На Фиг. 5 показана схема моделирования, выполненная на реальном устройстве для нанесения колпачка, демонстрирующем зависимость длины ϕ проходимого пути, как функции стартового угла λ для колпачка. Колпачок в этом моделировании имеет три резьбы, начала которых разделены угловым расстоянием в 120°. Длина ϕ пути в этом примере вычислена как стандартное отклонение от набора 10 колпачков, нанесенных под тем же стартовым углом λ. Можно увидеть постоянное сокращение длины ϕ проходимого пути при возрастающем стартовом угле в интервале λ=0°-70°. Затем происходит резкий скачок длины ϕ пути, проходимого колпачком, демонстрируя, что резьба колпачка «пропустила» начало первой взаимодействующей резьбы на горловинной части емкости и прошла длину пути ϕ=120°, сталкиваясь с началом следующей резьбы на резьбовой части на емкости. В этом случае часто возникают наклонные колпачки, и такие емкости должны быть выброшены. Следует отметить, что здесь график по Фиг. 4 относится к конкретному виду колпачка и горловинной части емкости, используемой в примерах по Фиг. 1-3. Однако, поскольку настоящее изобретение не ограничено только одним видом колпачка, имеющим определенное количество резьбы, или одним видом емкости с определенной горловинной частью, имеющей взаимодействующую резьбу, график может показать другое взаимоотношение между стартовым углом λ и длиной ϕ пути, проходимым другими такими колпачками.
На Фиг. 6 показана блок-схема, демонстрирующая пример варианта выполнения способа по настоящему изобретению.
На этапе 600 устройство для нанесения колпачка, такое как устройство 100 по Фиг. 1, запущено для выполнения емкостей с нанесенным колпачком.
После этого на этапе 610 начинается процесс нанесения колпачка, включающий несколько дополнительных этапов. Эти дополнительные этапы для удобства описаны кратко, поскольку они не являются существенной частью настоящего изобретения. Также здесь необходимо отметить, что способ нанесения колпачка не ограничен только одним специальным устройством, поскольку общие принципы изобретения, определенные в прилагаемой формуле, могут быть выполнены на любом устройстве для нанесения колпачка, задачей которого является выравнивание резьбы колпачка с резьбовой горловинной частью емкости, на которую наносят колпачок.
Возвращаясь к процессу нанесения на этапе 610, держатель колпачка, такой как держатель 150 колпачка в устройстве 100 по Фиг. 1, принимает колпачок неизвестной ориентации из узла подачи устройства и поворачивает держатель колпачка, и, таким образом, колпачок, пока не произойдет зацепление с инструментом подающего узла. Указанный колпачок и инструмент могут быть снабжены взаимодействующими углублением и выступами, так что возникает точка зацепления между колпачком и инструментом. Угловое положение зацепления затем может быть зарегистрировано обрабатывающим узлом, таким как обрабатывающий узел 160 для последующего использования на этапе нанесения колпачка. После этого дополнительного этапа, как известно, выполняется ориентирование колпачка. После зацепления приводной узел держателя колпачка отдает команду приводному держателю повернуться в направлении от зацепления с инструментом подающего узла и переместить держатель инструмента в положение нанесения колпачка. В этом положении, показанном на Фиг. 2b и 3b, колпачок обращен к горловинной части емкости, так что их оси симметрии выровнены. Также обрабатывающий узел отдает команду приводному узлу держателя колпачка повернуть держатель колпачка в предварительно зарегистрированное положение, в котором достигнуто зацепление с инструментом узла подачи.
Это положение на этапе 620 определено как относительное начальное угловое положение λR1=0° колпачка. Что неизвестно в этом положении - это угловое положение резьбы на колпачке относительно резьбы на горловинной части, на которую наносят колпачок.
Хотя это угловое положение неизвестно, длина пути, который проходит колпачок, пока он не сталкивается с низом горловинной части емкости, легко измеряема. Эта длина пути зависит от положения, в котором резьба колпачка сталкивается с началом взаимодействующей резьбы на резьбовой горловинной части емкости.
Кроме того, как описано по Фиг. 5, например, колпачок определенного размера с тремя резьбами и горловинная часть с тремя резьбами, где начало каждой резьбы отделено углом 120°, критический стартовый угол значительно влияет на длину пути, составляя от λR=60° до λR=70°, где есть риск того, что резьба колпачка сталкивается с резьбовой частью горловины емкости, так что она сталкивается с точкой между двумя разными резьбами на горловинной части, и колпачок, таким образом, наносится кривым образом на емкость, вызывая выбрасывание емкостей.
Для определения этого критического относительного стартового угла обрабатывающий узел дает команду устройству нанести определенное число колпачков под тем же относительным стартовым углом λR=0°.
Таким образом, на этапе 630 обрабатывающий узел дает команду устройству нанести 10 колпачков, используя начальное угловое положение или относительное начальное угловое положение λR=0°, и определить длину ϕ пути, то есть, угловое расстояние, которое должен пройти колпачок для достижения низа горловинной части емкости. Практическим образом это подсчитывается обрабатывающим узлом как стандартное отклонение длины пути при относительном стартовом угле λ. Однако также возможны другие способы подсчета.
На этапе 640 обрабатывающий узел сравнивает зарегистрированную длину ϕ пути с заранее предусмотренным предельным значением. Это предельное значение может изменяться для различных видов колпачков и машин, и может быть установлено оператором. В этом конкретном примере предельное значение выбрано как стандартное отклонение от предельного значения и установлено на ϕТ=60° (различие длины пути 120° для двух последовательных стартовых углов). Для безопасного запаса от прыжка в длине пути, который возникает при относительных стартовых углах λR между 60° и 70°, выбран безопасный относительный угол 45°. Если разница длины пути в этом примере определена как превышающая 45°, обрабатывающий узел дает команду приводному узлу повернуть держатель колпачка и, таким образом, колпачок от этой критической области к безопасному стартовому углу, то есть, к стартовому углу, который устраняет или минимизирует количество емкостей с наклонными колпачками.
В этом конкретном примере обрабатывающий узел на всякий случай дает команду приводному узлу на этапе 650 повернуть держатель колпачка и, таким образом, колпачок на -60° от его предыдущего относительного стартового угла. Для других размеров и видов колпачка, а также других машин это значение может быть различным.
Однако, если обрабатывающий узел на этапе 640 определяет, что длина ϕ пути менее предельного значения, он дает команду приводному узлу на этапе 645 повернуть держатель колпачка с определенным шагом угла, чтобы определить, какой стартовый угол ближе всего к проблемной области. Например, этот шаг угла составляет 10°.
После этого устройство наносит следующие 10 колпачков на соответствующие горловинные части емкостей и повторно проверяет, превышает ли стандартное отклонение от длины пути заранее заданное предельное значение.
Примерный способ по Фиг. 6 может применяться оператором каждый раз в случае изменения размера колпачка, поскольку стартовые углы, длина пути и предельные значения могут быть изменены.
Однако это также может быть выполнено автоматически устройством под контролем обрабатывающего узла, который может иметь базу данных предельных длин пути для каждого размера и вида колпачка для соответствия изменению размера и вида колпачка. Также шаг угла и количество колпачков, имеющих один и тот же стартовый угол, могут быть изменены оператором, в зависимости от применения.
Следует отметить, что настоящее изобретение не следует интерпретировать как ограничиваемое примерными вариантами выполнения, приведенными здесь, служащими исключительно в целях иллюстрации. Настоящее изобретение ограничено исключительно объемом прилагаемой формулы изобретения.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Способ и устройство для литья под давлением для изготовления упаковочной емкости

