Результат интеллектуальной деятельности: СВАРОЧНЫЙ ЗАЖИМ ДЛЯ ПОЛУЧЕНИЯ ЗАПЕЧАТАННЫХ УПАКОВОК С ПИЩЕВЫМ ПРОДУКТОМ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к сварочному зажиму для получения запечатанных упаковок с пищевым продуктом.
Уровень техники
Как известно, многие пищевые продукты, такие как фруктовый сок, пастеризованное или UHT (стерилизованное ультравысокой температурой) молоко, вино, томатный соус и т.д., продают в упаковках, выполненных из стерилизованного упаковочного материала.
Обычным примером упаковки этого типа является упаковка параллелепипедной формы для жидких или разливаемых пищевых продуктов, известной как Тетра Брик Асептик (зарегистрированный товарный знак), которую изготавливают путем сгибания и запечатывания полотна ламинированного упаковочного материала.
Упаковочный материал имеет многослойную структуру, по существу содержащую базовый слой для жесткости и прочности, который может быть образован слоем волокнистого материала, например, бумаги, или полипропилена с минеральным наполнителем; и несколькими слоями термоплавкого пластика, например, полиэтиленовой пленки, покрывающей обе стороны базового слоя.
В случае стерильных упаковок для продуктов длительного хранения, таких как UHT молоко, упаковочный материал также содержит слой газо- и светозащитного материала, например, алюминиевую фольгу или пленку из этиловинилового спирта (EVOH), которую наносят на слой термоплавкого пластика, и, в свою очередь, покрывают другим слоем термоплавкого пластика, образующего внутреннюю поверхность упаковки, в конечном счете контактирующую с пищевым продуктом.
Как известно, упаковки этого вида изготавливают на полностью автоматических упаковочных машинах, на которых из рулонного упаковочного материала формируют непрерывную трубу. Более конкретно, рулон упаковочного материала разматывают с барабана и подают через стерильную камеру на упаковочной машине, в которой его стерилизуют, например, применяя стерилизующее средство, такое как перекись водорода, которое впоследствии испаряется при нагревании, и/или подвергают упаковочный материал излучению с соответствующей длиной волны и интенсивности; стерилизованный рулон поддерживают в закрытой, стерильной окружающей среде, сгибают в цилиндр и продольно запечатывают, образуя непрерывную трубу известным образом.
Трубу упаковочного материала, которая фактически образует продолжение стерильной камеры, подают в вертикальном направлении, заполняют стерилизованным или стерильно обработанным пищевым продуктом и подают через запечатывающее устройство, чтобы образовывать индивидуальные упаковки. Более конкретно, в запечатывающем устройстве трубу запечатывают во множестве равноразнесенных поперечных участках, чтобы образовать подушкообразные упаковки, соединенные друг с другом поперечными запечатывающими полосками, то есть продолжающимися перпендикулярно направлению движения трубы; и подушкообразные упаковки отделяют друг от друга, разрезая соответствующие поперечные запечатывающие полоски, и передают на рабочее место складывания, на которой их механически складывают, чтобы получить готовые упаковки параллелепипедной формы.
Известны упаковочные машины, как описано, например, в европейском патенте EP-B-0887265, которые содержат два цепных конвейера, образующие соответствующие бесконечные пути, снабженные сварочными зажимами в подходящем количестве. Эти два пути имеют соответствующие ответвления, по существу параллельные и обращенные друг другу, и между которыми подается труба упаковочного материала так, что зажим на одном конвейере взаимодействует с соответствующим зажимом на другом конвейере вдоль указанных ответвлений соответствующих путей для захвата трубы вдоль нескольких поперечных участков, следующих друг за другом, и для запечатывания и отрезания упаковок.
Также известны упаковочные машины, содержащие только две пары зажимов, которые периодически воздействуют на трубу упаковочного материала, для захвата и запечатывания трубы, например, термосваркой, вдоль равноразнесенных поперечных участков.
Как только запечатывание завершено, режущее устройство, содержащееся, например, в одном из зажимов каждой пары, активизируется и взаимодействует с трубой упаковочного материала, чтобы разрезать ее по центральной линии поперечного участка, только запечатанную, и так отделять подушкообразную упаковку от заднего конца трубы упаковочного материала. Зажим у нижнего конца трубы, после ее поперечного запечатывания и достижении положения нижней мертвой точки, может открываться, чтобы избегать столкновения с верхним участком трубы. В то же время другая пара зажимов, действующая точно таким же образом, перемещается вниз от положения верхней мертвой точки и повторяет вышеуказанный процесс захватывания/образования, запечатывания и разрезания.
В обоих типах упаковочных машин участок трубы, зажатый между каждой парой зажима, обычно запечатывается нагревающим средством в одном из зажимов, которое локально расплавляет слои термоплавкого пластика, зажатые между зажимами.
Сейчас широко используют ультразвуковые запечатывающие устройства, чтобы быстрее локально расплавлять упаковочный материал и таким образом повысить производительность.
Ультразвуковые запечатывающие устройства по существу содержат механический вибрационный генератор, или ультразвуковой излучатель («сонотрод»), и опору, как описано, например, в документе EP-B-615907, которые приспособлены к соответствующим зажимам и имеют соответствующие поверхности, взаимодействующие друг с другом, чтобы нагревать упаковочный материал ультразвуковой вибрацией.
Более конкретно, ультразвуковой излучатель - это такой запечатывающий инструмент, который производит вибрацию одним или более дисками из пьезоэлектрического материала; на диски подают напряжение переменного тока и генерируют механическую вибрацию с мощностью, зависящей от фактического напряжения питания или электрического источника тока.
В данной области техники имеется потребность в обеспечении, на стадии захватывания упаковочного материала, предшествующей стадии запечатывания, как можно более управляемого и повторяемого колебательного перемещения опорной поверхности зажима относительно корпуса другого зажима, чтобы расположить опору параллельно ультразвуковому излучателю.
Более конкретно, имеется потребность в достижении вышеуказанного колебательного перемещения без ухудшения конечного качества запечатывания, то есть без образования незапечатанных участков упаковочного материала внутри запечатанной полоски.
Также имеется потребность в как можно более точном управлении усилием захвата между поверхностями ультразвукового излучателя и опоры на стадии запечатывания, чтобы обеспечивать подачу электроэнергии генератором напряжения заданным образом, и таким путем сократить время, требуемое для образования запечатывающих полосок.
Более конкретно, имеется потребность в том, чтобы удерживать варьирование фактического усилия захвата, относительно заданного временного графика захватывания, в узком диапазоне допустимых значений, например, более или менее 25 ньютонов.
Задача настоящего изобретения состоит в том, чтобы обеспечить сварочный зажим, отвечающий по меньшей мере одному из вышеуказанных требований, простым и недорогим образом.
Настоящее изобретение предлагает сварочный зажим для получения запечатанных упаковок пищевых продуктов, согласно п.1 формулы изобретения.
Краткое описание чертежей
Предпочтительный, неограничивающий вариант осуществления настоящего изобретения описан ниже в качестве примера со ссылкой на прилагаемые чертежи, на которых:
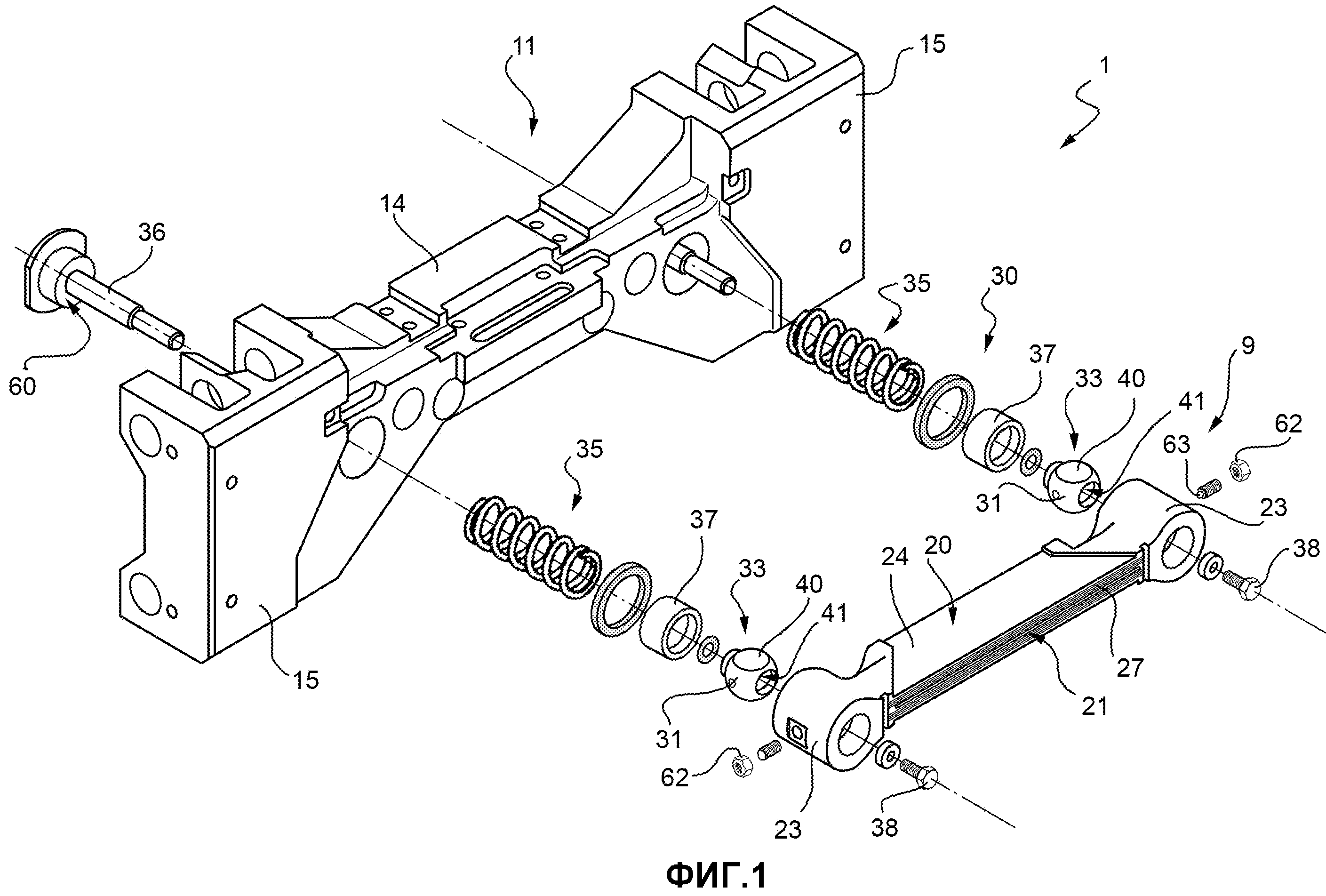
Фиг.1 - подетальный вид в перспективе зажима по изобретению;
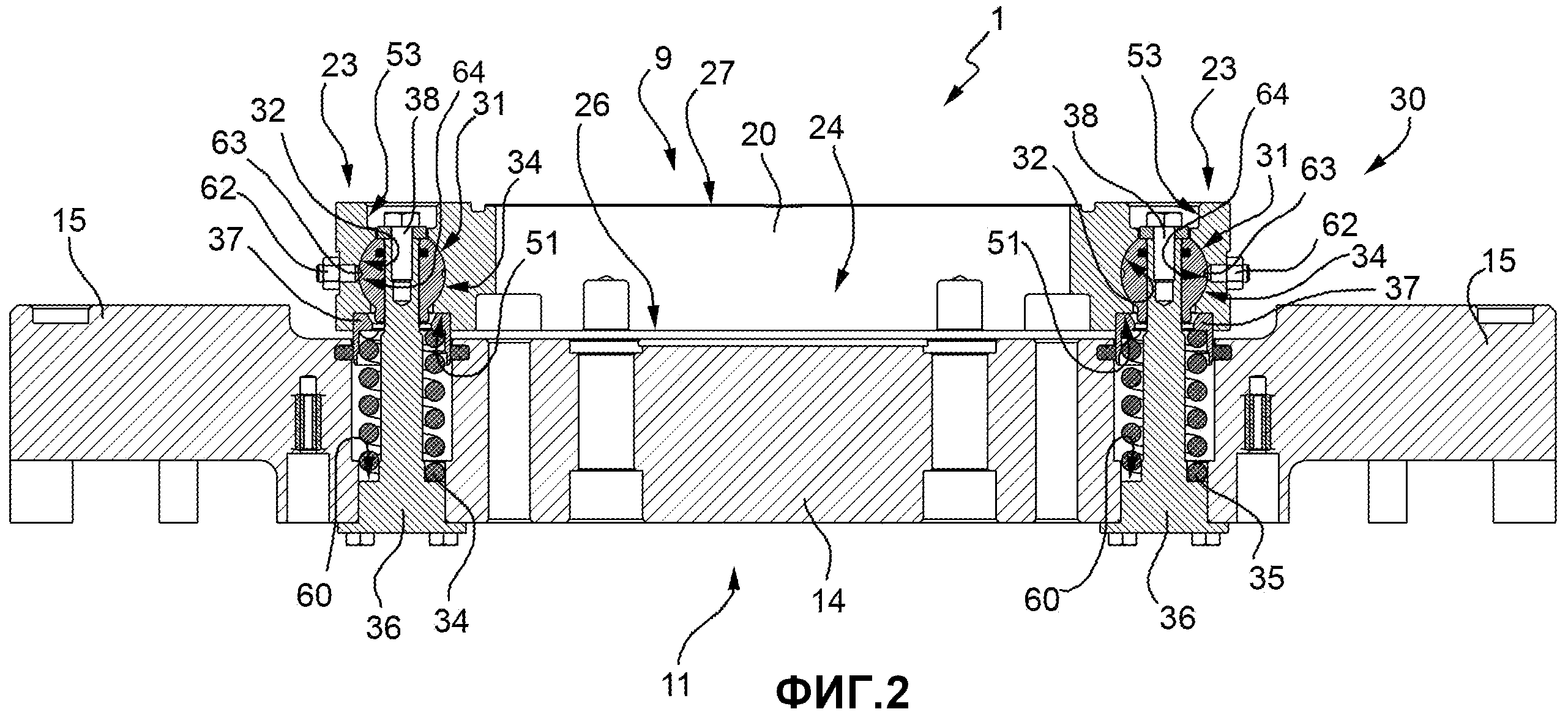
Фиг.2 - разрез зажима фиг.1;
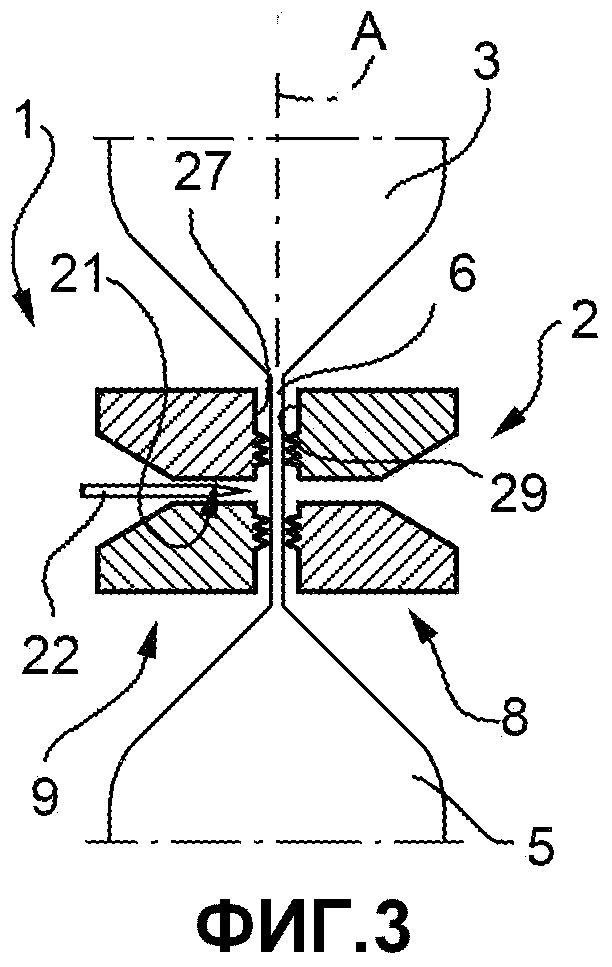
Фиг.3 - схематичный вид сбоку с частичным вырезом, с частями, удаленными для ясности, зажима и соответствующего контр-зажима фиг.1 и 2, с ультразвуковым излучателем, в закрытом положении;
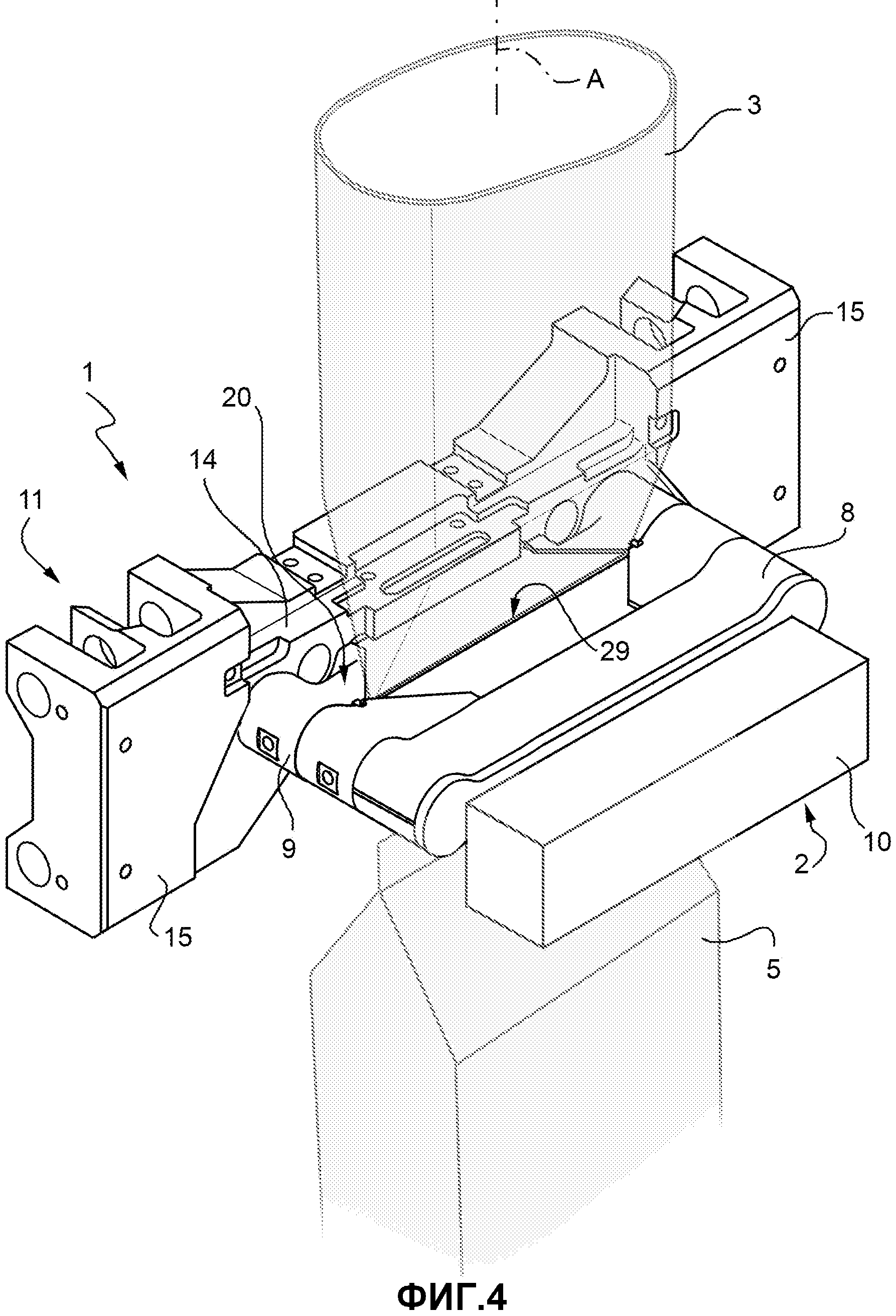
Фиг.4 - вид в сильно увеличенном масштабе в перспективе зажима Фиг.3 и контр-зажима;
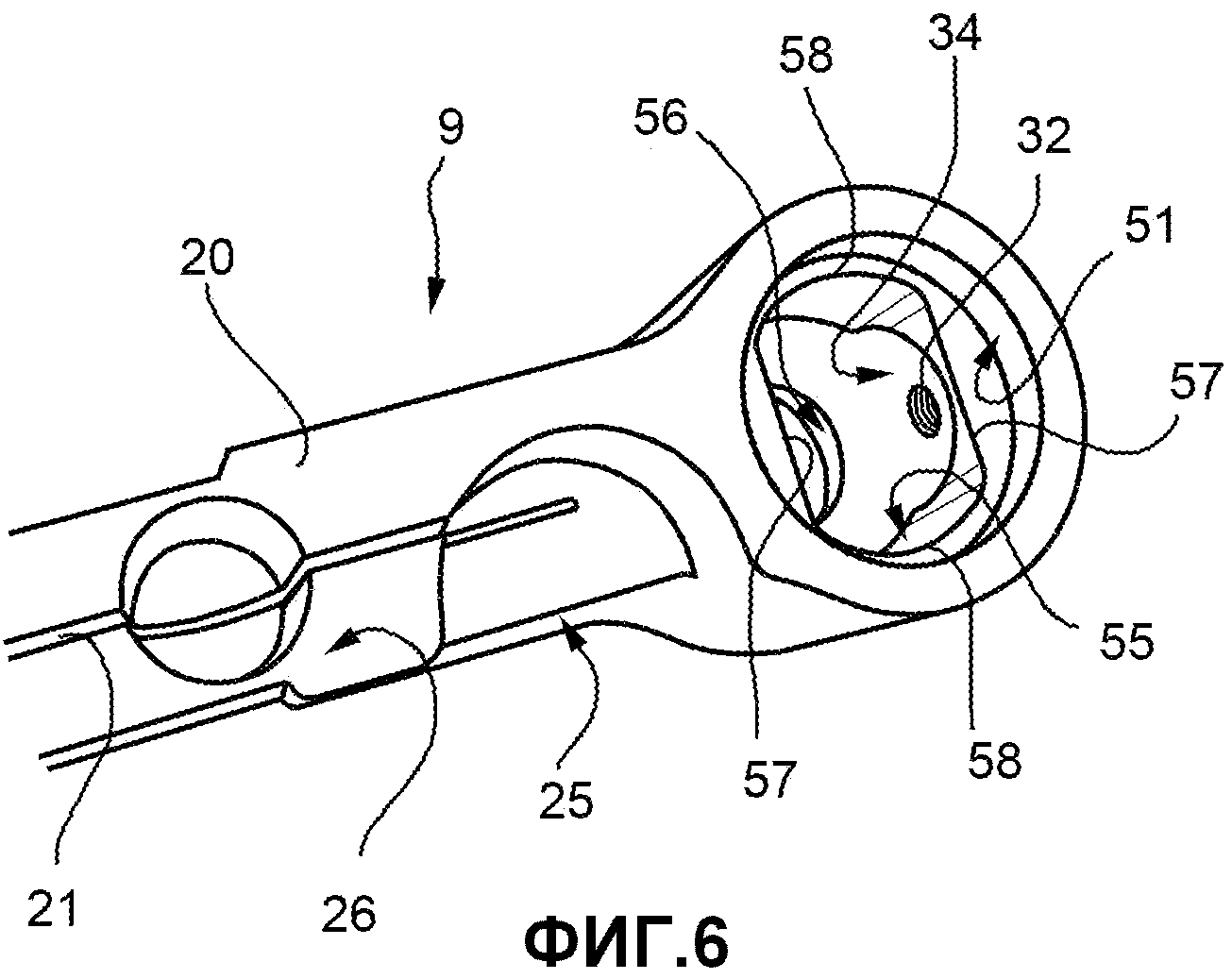
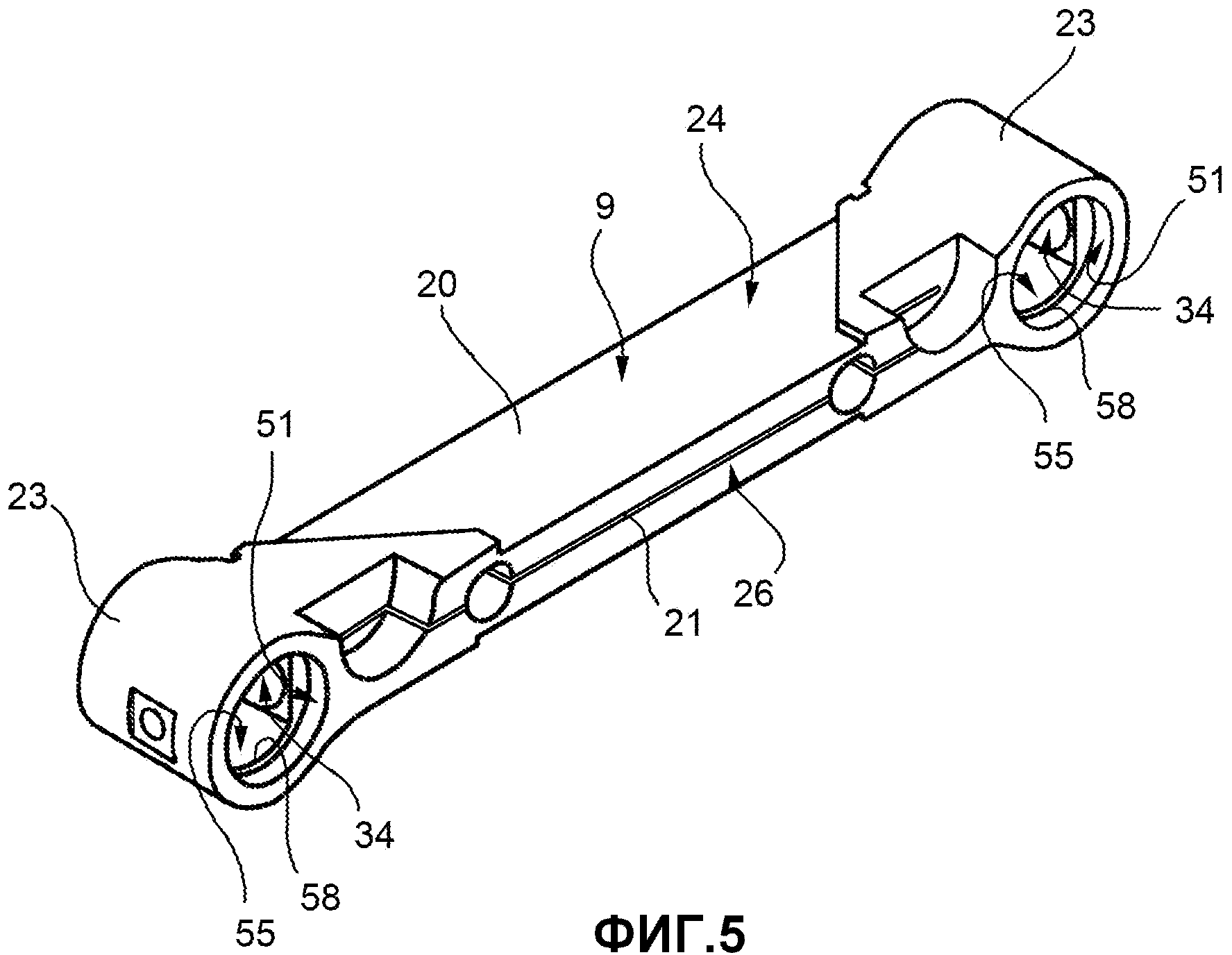
Фиг.5 и 6 - виды в перспективе, под различными углами, деталей зажима фиг.1 и 2.
Предпочтительный вариант выполнения изобретения
На Фиг.1-4 позицией 1 обозначен в целом зажим по изобретению для получения запечатанных упаковок с пищевым продуктом.
Зажим 1 может быть включен в упаковочную машину (не показана) для получения запечатанных упаковок пищевого продукта из трубы 3 упаковочного материала, подаваемого известными устройствами (не показаны) вдоль вертикального пути A.
Зажим 1 предпочтительно включают в упаковочную машину для получения запечатанных упаковок с текучим пищевым продуктом, таким как пастеризованное или UHT (стерилизованное ультравысокой температурой) молоко, фруктовый сок, вино, горох, бобы и т.д.
Зажим 1 также может быть включен в упаковочную машину для получения запечатанных упаковок с пищевым продуктом, который является текучим на стадии изготовления упаковки, но затвердевает после того, как упаковка запечатана. Одним примером такого пищевого продукта является сыр, расплавленный на стадии изготовления упаковки и затвердевший после запечатывания упаковки.
Трубу 3 образуют известным способом, сгибая в длину и запечатывая рулон термоплавкого листового материала, и заполняют непрерывно книзу стерилизованным или стерильно обработанным пищевым продуктом для упаковывания.
Упаковочная машина содержит два цепных конвейера типа, показанного и описанного в патенте EP-B-0887265, которые образуют соответствующие бесконечные пути и оснащены соответствующим количеством запечатывающих зажимов 1 и контр-зажимов 2 (фиг.3, 4). Пути имеют соответствующие ответвления, по существу параллельные друг другу, между которыми подается труба 3 вдоль пути A так, что вдоль указанных ответвлений соответствующих путей зажим 1 на одном конвейере взаимодействует с соответствующим контр-зажимом 2 на другом конвейере, чтобы захватить, запечатать ультразвуком и разрезать трубу 3 на множество равноразнесенных поперечных участков.
Более конкретно, зажим 1 и контр-зажим 2 в каждой паре взаимодействуют с трубой 3, чтобы запечатать ее на множестве равноразнесенных поперечных участков и образовать подушкообразные упаковки 5, соединенные между собой соответствующими запечатывающими полосками 6, поперечными пути A.
Полоски 6 разрезают ножом 22 на зажиме 1 для отделения упаковок 5 от трубы 3.
Каждый контр-зажим 2 и соответствующий зажим 1 расположены на противоположных сторонах трубы 3, снабжены, соответственно, механическим вибрационным генератором или ультразвуковым излучателем 8 и опорой 9, и способны перемещаться, поперечно пути A, между открытым положением и закрытым положением (показаны на фиг.3 и 4), в которых они захватывают и запечатывают трубу 3 на соответствующем поперечном участке с образованием запечатывающей полоски 6.
Ультразвуковой излучатель 8, схематично показанный на фиг.3 и 4, предпочтительно содержит множество расположенных бок-о-бок ультразвуковых головок типа, показанного и описанного в патенте EP-B-615907, и размещен во внешнем кожухе 10, жестко прикрепленном к корпусу контр-зажима 2.
Очень кратко, ультразвуковой излучатель 8 является запечатывающим инструментом, вибрирующим с помощью одного или более дисков из пьезоэлектрического материала; на диски подают напряжение переменного тока и генерируют механическую вибрационную мощность в зависимости от фактического напряжения питания.
Каждый зажим 1 по существу содержит опору 9 и несущий корпус 11, поддерживающий опору 9.
Несущий корпус 11 (фиг.2) является по существу плоским и содержит центральный участок 14 и два концевых участка 15.
Со ссылкой на закрытое положение зажима 1 и соответствующего контр-зажима 2 несущий корпус 11 лежит в плоскости, параллельной пути A, а концевые участки 15 больше центрального участка 14 в направлении, параллельном пути A.
Опора 9 содержит по существу призматический основной корпус 20, образующий сквозное гнездо 21 (фиг.1, 3, 5, 6), вмещающее нож 22 кожуха (фиг.3); и два концевых участка 23 в форме соответствующих полых цилиндров и расположенные на противоположных концах основного корпуса 20.
Более конкретно, основной корпус 20 содержит:
- две, соответственно верхнюю и нижнюю, поверхности 24, 25, лежащие в соответствующих параллельных плоскостях, перпендикулярных пути A, когда зажим 1 и соответствующий контр-зажим 2 находятся в закрытом положении;
- переднюю поверхность 27, размещенную перпендикулярно между поверхностями 24 и 25, образующими гнездо 21; и
- дополнительную поверхность 26 (фиг.5, 6), размещенную перпендикулярно между поверхностями 24 и 25, расположенную на противоположной стороне к поверхности 27, которая также участвует в образовании гнезда 21.
Более конкретно, гнездо 21 лежит в центральной плоскости, параллельной поверхностям 24 и 25.
Нож 22 расположен в гнезде 21 с возможностью скольжения и управляется известным приводным устройством (не показано), чтобы разрезать трубу 3 по поперечным полоскам 6 для отделения упаковки 5 от трубы 3.
Когда зажим 1 и соответствующий контр-зажим 2 находятся в закрытом положении (фиг.3, 4), поверхность 27 и соответствующая поверхность 29 ультразвукового излучателя 8 захватывают и запечатывают трубу 3, чтобы образовать соответствующие запечатывающие полоски 6.
Зажим 1 предпочтительно содержит соединительное средство 30 (фиг.1, 2) для соединения опоры 9 с несущим корпусом 11. Соединительное средство 30 содержит две пары изогнутых поверхностей 31, 32, выполненных из жесткого материала и взаимодействующих друг с другом, чтобы позволить колебания поверхности 27 относительно несущего корпуса 11 на стадии захватывания упаковочного материала перед образованием полоски 6.
Важно отметить, что термин "жесткий материал" в настоящем описании означает материал, который является микроскопически недеформируемым под нагрузкой. Примерами жестких материалов, как понято в настоящем описании, являются металлы, керамика или полимерные материалы.
Электрически деформируемый материал, в частности каучук, с другой стороны, не является жестким материалом, как понимается в настоящем описании.
Более конкретно, соединительное средство 30 по существу содержит:
- два шарнира 33, имеющие соответствующие сквозные отверстия, причем каждый образует соответствующую пару поверхностей 31;
- два гнезда 34, образованные соответствующими концевыми участками 23 опоры 9, зацепляемые соответствующими шарнирами 33, причем каждое гнездо образует пару поверхностей 32, взаимодействующих с соответствующими поверхностями 31 относительного шарнира 33; и
- два штифта 36, установленные через соответствующие шарниры 33, причем каждый штифт имеет первый конец, прикрепленный к несущему корпусу 11, и второй конец, соединенный с винтом 38 внутри соответствующего концевого участка 23.
Шарниры 33 и соответствующие гнезда 34 образуют два шарнирных соединения, которые позволяют колебания поверхности 27 относительно несущего корпуса 11 в двух перпендикулярных направлениях, образующих уплощение в трубе 3 на стадии захватывания, предшествующей образованию полоски 6. Поэтому шарнирные соединения позволяют поверхности 27 оставаться параллельной поверхности 29 ультразвукового излучателя 8 при образовании полоски 6.
Каждый шарнир 33 содержит основной участок в форме твердого тела, полученного при вырезании сферы в первой паре параллельных плоскостей и во второй паре параллельных плоскостей, перпендикулярных первым плоскостям; и цилиндрический концевой участок, выступающий к несущему корпусу 11 от основного участка.
Поэтому поверхность основного участка каждого шарнира 33 содержит:
- две параллельные плоские поверхности 40 (только одна показана на фиг.1);
- два параллельных плоских отверстия 41, установленные насквозь с соответствующим штифтом 36 и лежащие в соответствующих плоскостях, перпендикулярных поверхностям 40; и
- две противоположные поверхности 31 в форме соответствующих концентрических сферических поверхностных участков.
Более конкретно, каждая поверхность 31 размещена между поверхностями 40 и между отверстиями 41, которые являются круглыми.
Каждый концевой участок 23 образует сквозную полость (фиг.5, 6), по существу содержащую, от поверхности 26 к поверхности 27:
- заплечик 51, имеющий круглое сечение в плоскости, параллельной поверхностям 26, 27;
- гнездо 34, вмещающее шарнир 33 и образующее соответствующую пару поверхностей 32; и
- цилиндрическую выемку 53 (фиг.2), имеющую ось, перпендикулярную поверхностям 26, 27, и вмещающую соответствующий винт 38.
Каждое гнездо 34 граничит на стороне несущего корпуса 11 с отверстием 55; а между каждым гнездом 34 и соответствующей выемкой 53 имеется отверстие 56 (фиг.5, 6).
Более конкретно, каждое отверстие 55 граничит с двумя параллельными сегментами 57, перпендикулярными поверхностям 24 и 25, и двумя концентрическими дугами 58, каждая из которых размещена между одним концом одного сегмента 57 и соответствующим концом другого сегмента 57.
Диаметр воображаемого круга, образующего дуги 58, равен диаметру воображаемой сферы, образующей поверхности 31 соответствующего шарнира 33, и является более длинным, чем расстояние между сегментами 57.
Каждое гнездо 34 граничит по бокам с первой и второй поверхностью 32, обращенными и противоположными друг к другу. Более конкретно, поверхности 32 каждого гнезда 34 имеют форму концентрических сферических поверхностных участков.
Более конкретно, воображаемая сфера, образующая поверхности 32 каждого гнезда 34, имеет диаметр, равный воображаемому диаметру воображаемой сферы, образующей поверхности 31 соответствующего шарнира 33.
Поэтому каждый шарнир 33 можно устанавливать через соответствующее отверстие 55, с поверхностями 31, расположенными в дугах 58 отверстия 55, и с поверхностями 40, расположенными на сегментах 57 отверстия 55, и может затем поворачиваться на девяносто градусов относительно его оси в соответствующем гнезде 34 так, чтобы поверхности 31 упирались в соответствующие поверхности 32 гнезда 34. Более конкретно, когда каждый шарнир 33 помещен в соответствующее гнездо 34, отверстие 56 коаксиально отверстию 41 шарнира 33 на противоположной стороне к несущему корпусу 11.
Шарниры 33 и гнезда 34 выполняют из жесткого материала, например, металла, полимерного материала или керамики, для обеспечения жесткого действия соответствующих поверхностей 31, 32, когда зажим 1 и соответствующие контр-зажим 2 взаимодействуют для образования полосок 6.
Поверхности 31, 32 можно также покрывать соответствующими уменьшающими трение материалами, такими как Тефлон.
Соединительное средство 30 также содержит:
- две втулки 37 - каждая, имеющая основной участок, размещенный внутри соответствующего заплечика 51, и цилиндрическую стенку, выступающую от основного участка к несущему корпусу 11; и
- две спиральные пружины 35, коаксиальные соответствующим штифтам 36, каждая из которых имеет первый конец, прикрепленный к заплечику 60 соответствующего штифта 36, и второй конец, противоположный первому концу и прикрепленный к основному участку соответствующей втулки 37. Когда зажим 1 и соответствующий контр-зажим 2 находятся в закрытом положении, пружины 35 сжаты и оказывают на опору 9 давление, равное усилию захватывания зажима 1 и контр-зажима 2.
Штифты 36 продолжаются вдоль соответствующих осей, перпендикулярных поверхностям 26, 27.
От первого ко второму концу каждый штифт 36 образует заплечик 60, продолжается коаксиально через соответствующую пружину 35, соответствующую втулку 37 и соответствующий шарнир 33, и прикреплен к соответствующему винту 38.
Каждый шарнир 33 удерживается в своем положении внутри соответствующего гнезда 34 соответствующим штифтом 62, установленным через боковую стенку соответствующего концевого участка 23.
Более конкретно, каждая боковая стенка образует соответствующий концевой участок 23 на стороне, противоположной основному участку 20.
Каждый штифт 62 продолжается вдоль оси, перпендикулярной осям пружин 35, и имеет закругленный конец 63 (фиг.2), взаимодействующий с полостью 64, такой же формы как конец 63, в поверхности 32, так, что регулировка положения штифтов 62 регулирует свободу колебания шарниров 33 внутри соответствующих гнезд 34, и соответственно опоры 9 относительно несущего корпуса 11.
Опора 9 также содержит два уплотнительных кольца, окружающие соответствующие штифты 36 и смежные вторым концам штифтов 36; и два уплотнения, окружающие цилиндрические стенки соответствующих втулок 37.
Зажим 1 работает следующим образом.
Два цепных конвейера вращаются в противоположных направлениях так, что зажим 1 и соответствующий контр-зажим 2 взаимодействуют с трубой 3 по заданному закону движения.
Рабочий цикл теперь будет описан более подробно со ссылкой на одну пару зажима 1 и соответствующего контр-зажима 2, поскольку все другие зажимы и контр-зажимы выполняют такой же рабочий цикл с временными интервалами, зависящими от скорости работы машины.
Вдоль данных участков указанных путей зажим 1 и соответствующий контр-зажим 2 сводят вместе из открытого положения, чтобы постепенно деформировать и в итоге сплющить трубу 3 с образованием в трубе поперечного уплощения.
При достижении закрытого положения зажим 1 и соответствующий контр-зажим 2 захватывают трубу 3 и активируют ультразвуковой излучатель 8, чтобы локально нагреть и расплавить упаковочный материал и таким образом образовать полоску 6 сварного шва.
На стадии захватывания перед образованием сварного шва шарнирные соединения, образованные шарнирами 33 и соответствующими гнездами 34, позволяют поверхности 27 опоры 9 колебаться относительно несущего корпуса 11 и таким образом располагаться параллельно поверхности 29 ультразвукового излучателя 8.
Кроме того, при образовании сварного шва, пружины 35 сжимаются и противодействуют усилию прижатия контр-зажима 2 к опоре 9.
После того, как образована полоска 6, приводят в действие нож 22, чтобы разрезать трубу 3 вдоль плоскости полоски 6 и таким образом отделить образованную упаковку 5 от остальной части трубы 3.
Затем зажим 1 и соответствующий контр-зажим 2 перемещают от пути A в открытое положение, чтобы освободить трубу 3.
Преимущества зажима 1 по изобретению будут понятны из вышеуказанного описания.
В частности, шарнирные соединения, образованные поверхностями 31, 32 шарниров 33 и соответствующих гнезд 34, позволяют опоре 9 зажима 1 две степени свободы и позволяют им колебаться в плоскости относительно несущего корпуса 11 на стадии захватывания, предшествующей образованию полоски 6 сварного шва.
Когда зажим 1 и соответствующий контр-зажим 2 сжаты вокруг трубы 3, поверхность 27 опоры 9 может, следовательно, располагаться непосредственно параллельно поверхности 29 ультразвукового излучателя 8, взаимодействующей с поверхностью 27.
Более конкретно, заявитель обнаружил, что шарнирные соединения, образованные шарнирами 33 и соответствующими гнездами 34, обеспечивают получение допустимого отклонения геометрического параллелизма примерно 0,05 мм, то есть поддерживают все точки на поверхности 27 на расстоянии менее 0,05 мм от воображаемой плоскости, параллельной поверхности 29.
В результате, даже в случае небольших вариаций скорости, с которой контр-зажим 2 воздействует на соответствующий зажим 1, и в условиях сближения зажима 1 и соответствующего контр-зажима 2, запечатывающие полоски 6 не содержат никаких незапечатанных участков упаковочного материала.
Кроме того, с поверхностями 31, 32 шарниров 33 и гнезд 34, являющимися жесткими и потому недеформируемыми, баланс усилия захватывания зажима 1 и контр-зажима 2 обеспечивается соединительным средством 30 исключительно сжатием пружин 35.
Поскольку жесткость пружин 35 является по существу постоянной величиной, усилие захватывания каждых зажима 1 и соответствующего контр-зажима 2 мало меняется, например, более или менее приблизительно на 25 Ньютон, относительно временного графика захватывания.
В результате, не требуется быстрого и потому непредсказуемого изменения напряжения переменного тока, таким образом, сокращая время, требуемое для образования сварного шва.
Ясно, что зажим 1, описанный здесь и показанный на чертежах, может модифицироваться без выхода из объема изобретения, образованного в прилагаемой формуле.
В частности, в противоположность размещению между опорой 9 и несущим корпусом 11, соединительное средство 30 можно размещать между ультразвуковым излучателем 8 и соответствующим несущим корпусом на кожухе 10 контр-зажима 2.
Упаковочная машина может не иметь никаких цепных конвейеров и содержать две пары зажима 1 и контр-зажима 2, которые периодически воздействуют на трубу 3, каждый из которых способен перемещаться вдоль соответствующих направляющих между закрытым положением и открытым положением и взаимодействовать циклично и последовательно с трубой, для сваривания упаковочного материала трубы.
Вместо ультразвукового излучателя 8 контр-зажим 2 можно снабдить запечатывающим устройством с различными нагревательными средствами, например, индукционным нагревательным средством или средством, содержащим нагретый стержень.
Наконец, зажим 1 может не иметь никаких штифтов 62, а уплотнения, размещенные между втулками 37 и соответствующими шарнирами 33, могут иметь зубцы, зацепляющие соответствующие углубления на цилиндрических концевых участках соответствующих шарниров 33.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом

