Результат интеллектуальной деятельности: Шнековый пластикатор для литья под давлением полимеров
Вид РИД
Изобретение
Изобретение относится к конструкции шнековых машин литья под давлением полимеров инжекционным, интрузионным и экструзионным способами.
Изобретение может использоваться в термопластавтоматах, литьевых машинах, снабженных шнековыми пластикаторами, в машинах литья под давлением деталей из термически чувствительных высокопрочных полимеров с ограниченными технологическими параметрами формирования.
Цель изобретения - расширение технологических возможностей шнекового пластикатора путем создания универсальной, динамичной, с регулируемыми технологическими зонами конструкции пластикатора, обеспечивающих высокие экономические, ресурсосберегающие, материалосберегающие показатели литейных устройств. Предлагаемая конструкция повышает производительность, сокращает время цикла и потери материалов.
Известна конструкция шнекового пластикатора SU 1321601 А1 В29С 47/76, 45/63 цилиндрической формы, в котором установлен шнек, состоящий из двух полых элементов с упорами на торцевой части. В зоне соединения их смонтирован дроссель в виде полой бочкообразной упругой вставки. Удаление газов из смеси регулируется зазором между шнеком и пластикатором гайкой.
Конструкция шнека формирует технологические зоны: транспортирования, дозирования, сжатия. Подача полимера в форму происходит вращением шнека и осуществляется последовательно: вначале на одну половину шнека, а она передает вращение на другую часть. Недостатки: сложность регулирования зоны компрессии, расплавление полимера протекает во всем объеме пластикатора, т.е. вся конструкция, включая зоны дозирования и механического перемещения, находится под термической нагрузкой, что требует дополнительных затрат на термоизоляцию, т.е. конструкция энергозатратна и ненадежна.
Что касается дегазации полимера в данном пластикаторе - это основная задача конструкции, то этот вопрос может решаться применением промывников и вентиляционных каналов в конструкции пресс-форм.
Близким к предлагаемому решению является конструкция шнекового пластикатора RU 02324592 С2 классы МПК В29С 47/36, В29С 45/46, состоящая из пластикационного цилиндра со средствами термостатирования и размещенным в нем шнеком с наконечником и снабженным двумя изогнутыми лопастями, вогнутая боковая поверхность которых имеет цилиндрический участок с образующей параллельно оси шнека, и участок, ограниченный отрезком логарифмической спирали с полюсом на оси шнека. В шнеке встык шарнирно установлен свободно вращающийся лопастной вал. Пластикатор содержит два коаксиально расположенных цилиндра и шнек с загрузочным бункером. Эффективность работы пластикатора обычно оценивается суммарным временем транспортировки, расплавления, компрессии и временем заполнения формы. Скорость расплавления согласуется со скоростями перемещения материала в пластикаторе, зона уплотнения исходного сырья отсутствует.
Нагревательные элементы непосредственно расположены в зоне близкой к пресс-форме в нижней части пластикатора, что приводит к дополнительной термической нагрузке всех движущиеся элементов, что не исключает остановки шнека, а также зазор между шнеком и стенками пластикатора увеличивают трение при его вращении.
Устройство может быть использовано только для вертикальных машин литья под давлением деталей небольших размеров, так как пространство для компрессии не выделено и использовано для тех типов пластмасс, которые изначально находятся в вязко-текучем состоянии.
Техническая задача данного изобретения - расширение технологических возможностей шнекового пластикатора, т.е. возможности использования на всех типах литейных машин под давлением, для полимеров термочувствительных, с узким интервалом технологических литейных свойств для изготовления высокопрочных и высокоточных деталей неограниченных размеров. Данное изобретение ставит задачу получения гомогенного жидкого пластиката, точной температуры и степени компрессии, понижении энергоемкости и материалоемкости, сокращении цикла литья и увеличении производительности.
Технический результат достигается тем, что в устройстве для литья под давлением пластмасс, содержащем пластикатор, накопитель расплава, загрузочный карман, терморегулирующее устройство, транспортирующий шнек, транспортирующий шнек выполнен сборным с регулируемыми объемами зон дозирования, уплотнения, расплавления и инжекции, числом зубьев, углом их наклона и возможностью осевого и вращательного перемещений и узлом термостатирования, выполненным кольцевым и фасонным сборными электродами, обеспечивающими локальный нагрев.
Решение указанной задачи возможно при использовании сборного пластикатора, сочетающего цилиндрическую и коническую формы конструкции с элементами нагрева высокочастотным электромагнитным полем. Зона расплавления цилиндрическая и выполнена кольцевым внешним электродом, внутри которого расположен шнек, один из элементов которого является внутренним электродом, закрепленным на шпонке вала, снабженного системой его вращательного и продольного перемещения.
Блочная конструкция шнека и сборная конструкция пластикатора обеспечивают синхронность процессов дозирования, сжатия, расплавления, гомогенизации и компрессии со скоростью заполнения полимером пресс-формы литья под давлением и со скоростями вращательного и осевого перемещения шнека и мощностью нагревателя.
Предлагаемая конструкция рекомендуется, когда необходима высокая мощность для пластикации полимеров, для термически чувствительных материалов и обеспечения определенной компрессии в зоне впуска в пресс-форму машины литья под давлением.
Представленная конструкция пластикатора обеспечивает заданную частоту и напряженность поля, необходимые для расплавления полимера за счет трения составляющих его частиц, возникающего под действием высокочастотного поля.
Использование высокочастотных электромагнитных полей при регулировании напряженности и частоты поля обеспечивает высокие скорости нагрева при минимальном расходе мощности.
На фиг. 1 изображен шнековый пластикатор для литья под давлением полимеров, который устанавливается в неподвижной стойке машины литья под давлением или термопластавтомата.
Шнековый пластикатор состоит из корпуса 1, выполненного сборными элементами, которые совместно с транспортирующим червячно-поршневым шнеком 2 формируют зоны: дозирования 3, уплотнения 4, плавления 5 и инжекции 6. Транспортирующий червячно-поршневой шнек 2 также выполнен сборным. Зона плавления 5 имеет узел нагрева в виде разъемного кольцевого электрода 7 (из стали) для подключения к внешнему источнику напряжения (высокочастотному генератору) 8. В зоне дозирования 3 имеется загрузочное окно 9 в корпусе 1, а напротив, в шнеке 2 выполнен загрузочный карман 10. Шнек 2 имеет гладкую цилиндрическую часть 11, запирающую загрузочное окно 9 после заполнения кармана 10. Количество зубьев на шнеке 2 в части, формирующей зону дозирования 3, минимально.
Цилиндрическая часть пластикатора, формирующая зону плавления 5, изолирована от конической части зоны инжекции 6 и зоны уплотнения 4 огнеупорными керамическими прокладками.
Шнек 2, формирующий с корпусом 1 пластикатора зону плавления 5, имеет сферическую часть 12 с наибольшим количеством зубьев, выполненных по вогнутой сферической поверхности в связи с увеличением объема расплавленного пластиката (величина сферы δ не более 0,01 мм на виток), что исключает увеличение трения пластиката с поверхностью корпуса 1 и шнека 2 и не меняет направление транспортировки жидкого потока.
Коническая часть корпуса 1 выполнена параллельно конической части 13 шнека 2. Число зубьев на конической части 13 шнека 2 много больше, чем на зубчатой цилиндрической части 14 и на сферической части 12.
Транспортирующий червячно-поршневой шнек 2 выполнен в виде насадки на шпонку 15 вала 16 частей 12, 13, 14 и вал 16 заканчивается шаровидным торцом 17, ограничивающим обратное натекание пластиката по окончании впрыска, который упирается в заливочное отверстие пресс-формы. При раскрытии пресс-формы для отсекания корпуса 1 пластикатора от обратного натекания используется клапан обратного давления (на фиг. не приводится).
Зона плавления 5 расположена в цилиндрической части 18 корпуса 1 пластикатора с использованием внешнего источника напряжения 8, соединенного с кольцевым разъемным электродом 7 и электродом, которым является сферическая часть 12 шнека 2, и сборным дисковым электродом 19, выполненным металлическим вкладышем 20 и подпружиненным защелкой 21.
Разъемный кольцевой электрод 7 снабжен защитным экраном 22. Крепление частей шнека 12, 13, 14 на валу 16 обеспечивается стопорной гайкой 23. Каждая из частей 12, 13, 14 шнека имеет разный шаг, глубину и количество зубьев 24. На валу 16 поршневого червячного шнека 2 установлен подшипник 25, закрепленный в корпусе люнета 26 с возможностью перемещения по направляющим 27 в момент хода шнека 2. Разъемная электромагнитная гайка 28 сопрягается с резьбовым элементом вала 16, выполнена из двух половин, соединена с электромагнитным сердечником. На конец вала 16 насажено цилиндрическое прямозубое колесо 29, с которым с возможностью продольного скольжения соединена цилиндрическая шестерня 30, связанная с асинхронным электродвигателем 31. Шаровидный торец 17 вала 16 входит в гнездо штока гидроцилиндра прессования (на фиг. не указано). Все функциональные блоки пластикатора располагаются на жесткой неподвижной раме неподвижной полуформы пресс-формы машины литья под давлением 32. Контактные сферы 33 исключают планетарное перемещение торца 17 вала 16 во время вращения, вмонтированы в стенку корпуса 1 в зоне инжекции б.
Шнековый пластикатор работает следующим образом. Материал в виде гранул поступает через загрузочное окно 9, попадает в карман 10 шнека 2 и поступает в зону дозирования 3. Шнек 2 за счет вращения цилиндрического прямозубого колеса 29 и цилиндрической шестерни 30 от асинхронного электродвигателя 31 вращается, перемещая пластикат в зону уплотнения 4 и зону плавления 5, смесь уплотняется, затем шнек 2 за счет включения электромагнитной гайки 28 перемещается на величину закрытия загрузочного окна 9. Электромагнитная гайка 28 размыкается, включается вращение шнека 2 от прямозубого колеса 29 и цилиндрической шестерни 30, соединенных с асинхронным электродвигателем 31. Уплотненный пластикат перемещается в зону плавления 5, вращение шнека 2 не прекращается.
Пластикат плавится за счет наложения электромагнитного поля высокой частоты на кольцевой электрод 7 и сферическую часть 12 шнека 2 через дисковый электрод 19. Затем расплавленный пластикат перемещается в зону инжекции 6. Система внешнего подвода напряжения отключается. Число оборотов шнека увеличивается, достигается заданное давление пластиката в зоне инжекции 6. Пластикат впрыскивается в пресс-форму, вращение шнека прекращается и он за счет движения гидроцилиндра прессования занимает крайнее положение, шнек 2 упирается в затвор литниковой системы пресс-формы шаровидным торцом 17 вала 16.
После заполнения пресс-формы пластикатом, давление в пластикаторе падает, шток гидроцилиндра прессования занимает крайнее положение, электромагнитная гайка 28 охватывает резьбовую часть вала 16, вращение прямозубого колеса 29 цилиндрической шестерни 30 обеспечивает возврат шнека 2 в исходное положение, цикл повторяется.
Устройство для литья под давлением пластмасс, содержащее пластикатор, накопитель расплава, загрузочный карман, нагревательный элемент и транспортирующий шнек, при этом транспортирующий шнек выполнен сборным из отдельных частей, закрепленных на валу с возможностью осевого и вращательного перемещения, и сочетающим цилиндрическую и коническую формы конструкции, причем шаг, глубина и количество зубьев частей шнека выполнены различными, а нагревательный элемент представляет собой электроды для нагрева высокочастотным электромагнитным полем, выполненные в виде кольцевого внешнего электрода, внутри которого расположен шнек, одна из частей которого является внутренним электродом, закрепленным на шпонке вала.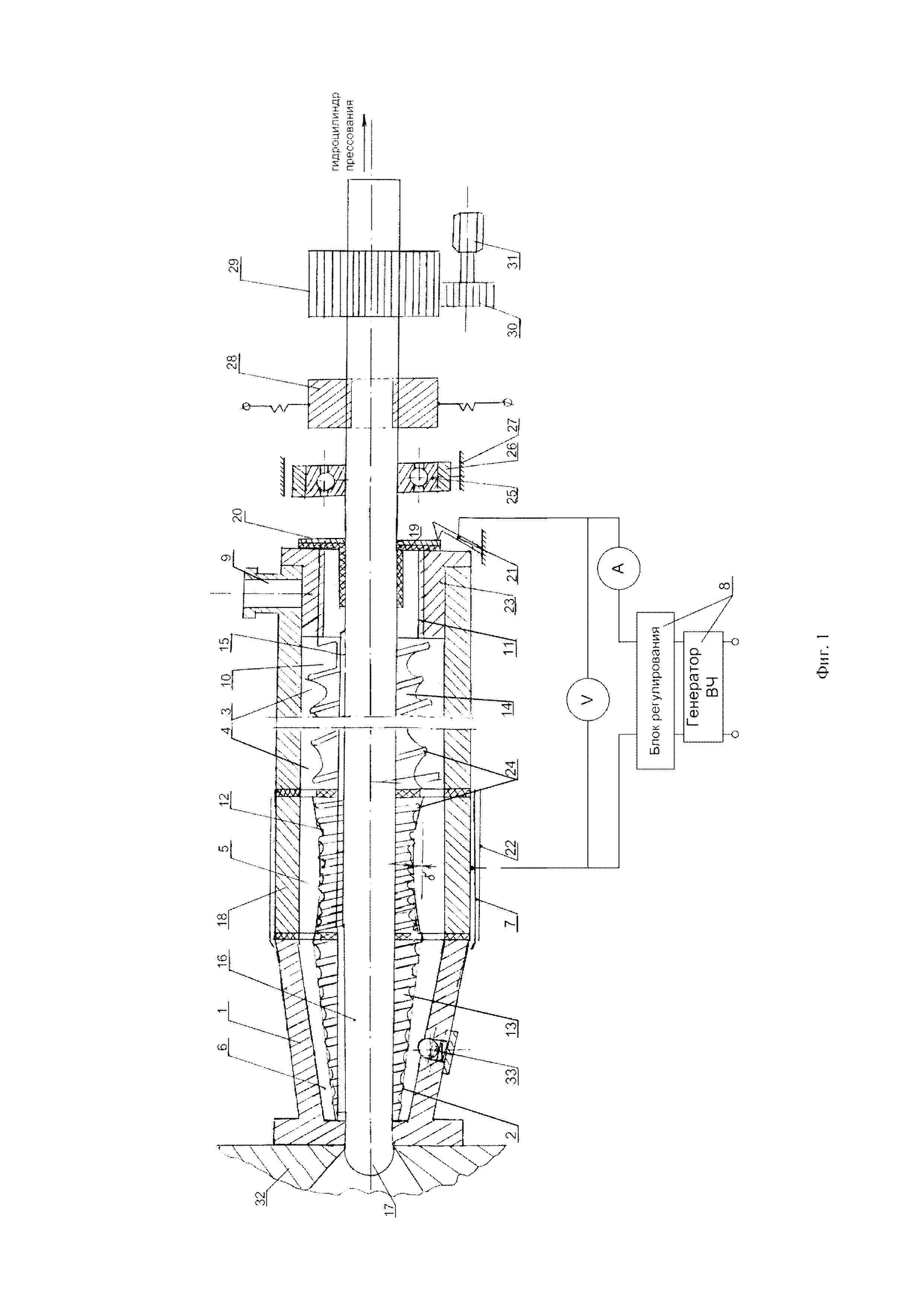
Суспензия для изготовления оболочковых форм в литье по выплавляемым моделям
Способ подготовки горячекатаного проката для изготовления крепежных изделий
Жидкостекольная смесь для изготовления литейных форм и стержней и способ ее приготовления
Способ глубокой очистки хладагента r717
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Способ получения n-[(дибутиламино)метил]метакриламида
Способ получения биоразлагаемых разветвленных олигомерных сложных эфиров молочной кислоты и глицерина
Способ 3d печати на оборудовании с чпу с интеллектуальной оптимизацией режимов
Способ количественной оценки пережога в деформируемых термоупрочняемых алюминиевых сплавах с помощью eds-анализа
Универсальное транспортное средство на роторно-винтовом движителе
Суспензия для изготовления оболочковых форм в литье по выплавляемым моделям
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Смесь для изготовления литейных форм и стержней
Модифицирующая смесь
Холоднотвердеющая смесь для изготовления литейных стержней и форм
Способ изготовления керамических оболочковых форм для литья по выплавляемым моделям
Брикет для производства чугуна в вагранке
Смесь для изготовления литейных форм и стержней
Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям

