Результат интеллектуальной деятельности: Способ электролитно-плазменного полирования изделий из титановых и железохромоникелевых сплавов
Вид РИД
Изобретение
Изобретение относится к электролитно-плазменному полированию металлических изделий, преимущественно из титановых и железохромоникелевых сплавов, и может быть использовано в турбомашиностроении при обработке рабочих и направляющих лопаток паровых турбин, лопаток газоперекачивающих установок и компрессоров газотурбинных двигателей, для обеспечения необходимых физико-механических и эксплуатационных свойств деталей турбомашин, а также в качестве подготовительной операции перед ионно-имплантационным модифицированием поверхности детали и нанесением защитных ионно-плазменных или гальванических покрытий.
Рабочие лопатки компрессора газотурбинного двигателя (ГТД) и газотурбинной установки (ГТУ), а также паровых турбин в процессе эксплуатации подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Весьма перспективными для изготовления рабочих лопаток ГТД и ГТУ являются сплавы на основе железа, никеля и хрома типа ХН45МВТЮБР-ИД (ЭП718-ИД, ВЖ105-ИД), ХН45МВТЮБР-ПД (ЭП718-ПД, ВЖ105-ПД) и титановые сплавы, которые по сравнению с техническим титаном имеют более высокую прочность, в том числе и при высоких температурах, сохраняя при этом достаточно высокую пластичность и коррозионную стойкость. Обработка данных сплавов резанием и другими традиционными методами затруднена. В связи с этим наряду с электрофизическими методами обработки данных материалов применяются электрохимические методы обработки. Однако, после электрохимической обработки на поверхности образуются оксидные пленки, которые необходимо удалять.
Рабочие лопатки турбин и компрессора из титановых и железохромоникелевых сплавов обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Наиболее перспективными методами обработки лопаток турбомашин являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987.], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86., а также Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3].
Известен способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91.]
Известные способы электрохимического полирования не позволяют производить качественное полирование поверхности деталей из титановых и железохромоникелевых сплавов.
Наиболее близким техническим решением, выбранным в качестве прототипа является способ электролитно-плазменного полирования изделий из титановых сплавов с содержанием ванадия, на основе водного раствора соли плавиковой кислоты [Патент РФ №2552203. МПК C25F 3/16. Способ полирования деталей из титановых сплавов. Бюл. №16. 2015 г.]. Электролит для полирования представляет собой водный раствор с содержанием от 3 до 7 вес. % гидроксиламина солянокислого чистого, чистого для анализа (ч.д.а.) или технически чистого и содержанием от 0,7 до 0,8 вес % NaF или KF в качестве фторсодержащего соединения.
Однако известный способ [Патент РФ №2552203, МПК C25F 3/16] не позволяет получать качественную полированную поверхность деталей из-за невысокой стабильности в процессе обработки.
Задачей, на решение которой направлено заявленное изобретение, является повышение стабильности процесса полирования деталей из титановых и железохромоникелевых сплавов и увеличения количества циклов обработки без корректировки состава электролита при этом без потери качества.
Поставленная задача решается за счет того, что способ включает погружение детали в электролит на основе водного раствора соли плавиковой кислоты с концентрацией фтор-ионов от 0,12 моль/л до 0,23 моль/л, причем в качестве соли используют фторид аммония или фторид натрия, или фторид калия, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки, зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала и полирование детали до получения заданной шероховатости ее поверхности, при этом температуру электролита устанавливают в зависимости от концентрации фтор-ионов в электролите по следующей формуле:
Т=(-222,4) * К(F-)+122,0
где T – температура электролита, °C,
К(F-) - концентрация фтор-ионов, моль/л,
(-222,4) и 122,0 – эмпирические коэффициенты,
при этом в процессе полирования электролит охлаждают с поддержанием рассчитанной температуры Т ± 2,5°C в диапазоне 70-95°C и концентрации фтор-ионов К (F-) ± 0,02 моль/л, а к обрабатываемой детали прикладывают электрический потенциал от 270 В до 290 В, причем используют электролит, содержащий регуляторы кислотности для достижения рН раствора в диапазоне 4,5-6,5 рН и неорганическую легкорастворимую соль сильного основания и сильной кислоты концентрацией 0,4-0,5 моль/л.
Кроме того, способ может включать следующие дополнительные приемы: в качестве неорганической легкорастворимой соли сильного основания и сильной кислоты может быть использован хлорид натрия или хлорид калия концентрацией 0,4-0,5 моль/л; в качестве регуляторов кислотности может использоваться гидроксиламин солянокислый или гидроксиламин сернокислый; в качестве детали используют лопатку компрессора газотурбинного двигателя или установки.
Сущность заявляемого способа, возможность его осуществления и использования иллюстрируются представленными ниже примерами.
Заявляемый способ электролитно-плазменного полирования деталей из титановых и железохромоникелевых сплавов осуществляется следующим образом. Обрабатываемую деталь из титанового и/или железохромоникелевого сплава погружают в ванну с водным раствором электролита, прикладывают к изделию положительный электрический потенциал, а к электролиту - отрицательный, в результате чего достигают возникновения разряда между обрабатываемым изделием и электролитом. Процесс электролитно-плазменного полирования осуществляют электрическом потенциале, выбранном в диапазоне от 270 В до 290 В, при температуре 70-95°С. В качестве электролита используют водный раствор соли плавиковой кислоты с концентрацией фтор-ионов в диапазоне от 0,12 моль/л до 0,23 моль/л, в качестве соли используют фторид аммония либо фторид натри, либо фторид калия Причем, концентрацию фторид ионов в электролите устанавливают в зависимости от температуры электролита по следующей расчетной формуле:
Т(°C)=(-222,4)*K(F-)+122,0,
где Т - температура электролита, в °С,
K(F-) - концентрация фторид ионов, моль/л,
(-222,4) и 122,0 - эмпирические коэффициенты.
Реальная температура электролита может отличаться от рассчитанной по приведенной расчетной формуле на ±2,5°С, а концентрация фторид ионов в электролите отличаться от рассчитанной по приведенной расчетной формуле на ±0,02 моль/л, также электролит содержит регуляторы кислотности для достижения рН раствора в диапазоне 4,5-6,5 рН и неорганическую легкорастворимую соль сильного основания и сильной кислоты концентрацией 0,4-0,5 моль/л. В качестве регулятора кислотности для раствора фторида аммония используют гидроокись щелочного металла, а для растворов фторида натрия или фторида калия используют соляную кислоту, либо гидроксиламин солянокислый, либо гидроксиламин сернокислый. В качестве неорганической легкорастворимой соли сильного основания и сильной кислоты может быть использован хлорид натрия или хлорид калия концентрацией.
Обработку ведут в среде электролита при поддержании вокруг детали парогазовой оболочки. В качестве ванны используют емкость, выполненную из материала, стойкого к воздействию электролита.
При осуществлении способа происходят следующие процессы. Под действием протекающих токов происходит нагрев поверхности детали и образование вокруг нее парогазовой оболочки. Излишняя теплота, возникающая при нагреве детали и электролита, отводится через систему охлаждения. При этом поддерживают заданную температуру процесса. Под действием электрического напряжения (электрического потенциала между деталью и электролитом) в парогазовой оболочке возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью и средой парогазовой оболочки.
При подаче положительного потенциала на деталь, в процессе протекания указанных реакций, происходит анодирование поверхности детали с одновременным плазмохимическим травлением образующегося окисла. Причем при анодной поляризации парогазовый слой состоит из паров электролита, анионов и газообразного кислорода. Поскольку травление происходит, в основном, на микронеровностях, где образуется тонкий слой окисла, а процессы анодирования продолжаются, то в результате совместного действия этих факторов происходит уменьшение шероховатости обрабатываемой поверхности и, как следствие, полирование последней.
Формула зависимости температуры электролита Т (°С) от концентрации фторид ионов K(F-) (моль/л) была получена авторами изобретения аппроксимацией экспериментально полученных данных методом наименьших квадратов. В ходе данного эксперимента лопатки компрессора ГТД из железохромоникелевого сплава ЭП718-ИД и титанового сплава ВТ-6 подвергали серии испытаний электролитно-плазменного полирования в среде раствора фторида натрия в течении 2 минут, прикладываемый к детали потенциал - 280 В, концентрация фторид ионов изменялась в диапазоне от 0,09 моль/л до 0,27 моль/л с шагом 0,03 моль/л, температура электролита изменялась в диапазоне от 65°C до 100°C с шагом 5°С.
Примеры. Обработке подвергали лопатки компрессора ГТД из железохромоникелевого сплава марки ЭП718-ИД. Обрабатываемые лопатки погружали в ванну с водным раствором электролита и прикладывали к деталям положительное, а к электролиту - отрицательное напряжение. К обрабатываемой детали прикладывали электрический потенциал 280 В. Детали обрабатывались в среде электролита на основе водного раствора фторида аммония концентрацией 5,4 г/л. Температуру процесса устанавливали в зависимости от концентрации фторид ионов по расчетной формуле:
Т(°С)=(-222,4)*K(F-)+122,0,
K(F-)=0,146 (моль/л)
Т(°С)=89,5°С
или с учетом допуска Т(°С)=89,5°С±2,5°С
При обработке производили циркуляционное охлаждение электролита (поддерживалась температура процесса 89,5°С±2,5°С). Время обработки составляло 2 минуты. Исходная шероховатость обрабатываемой поверхности составляла Ra 0,15 мкм, после полирования Ra 0,02 мкм.
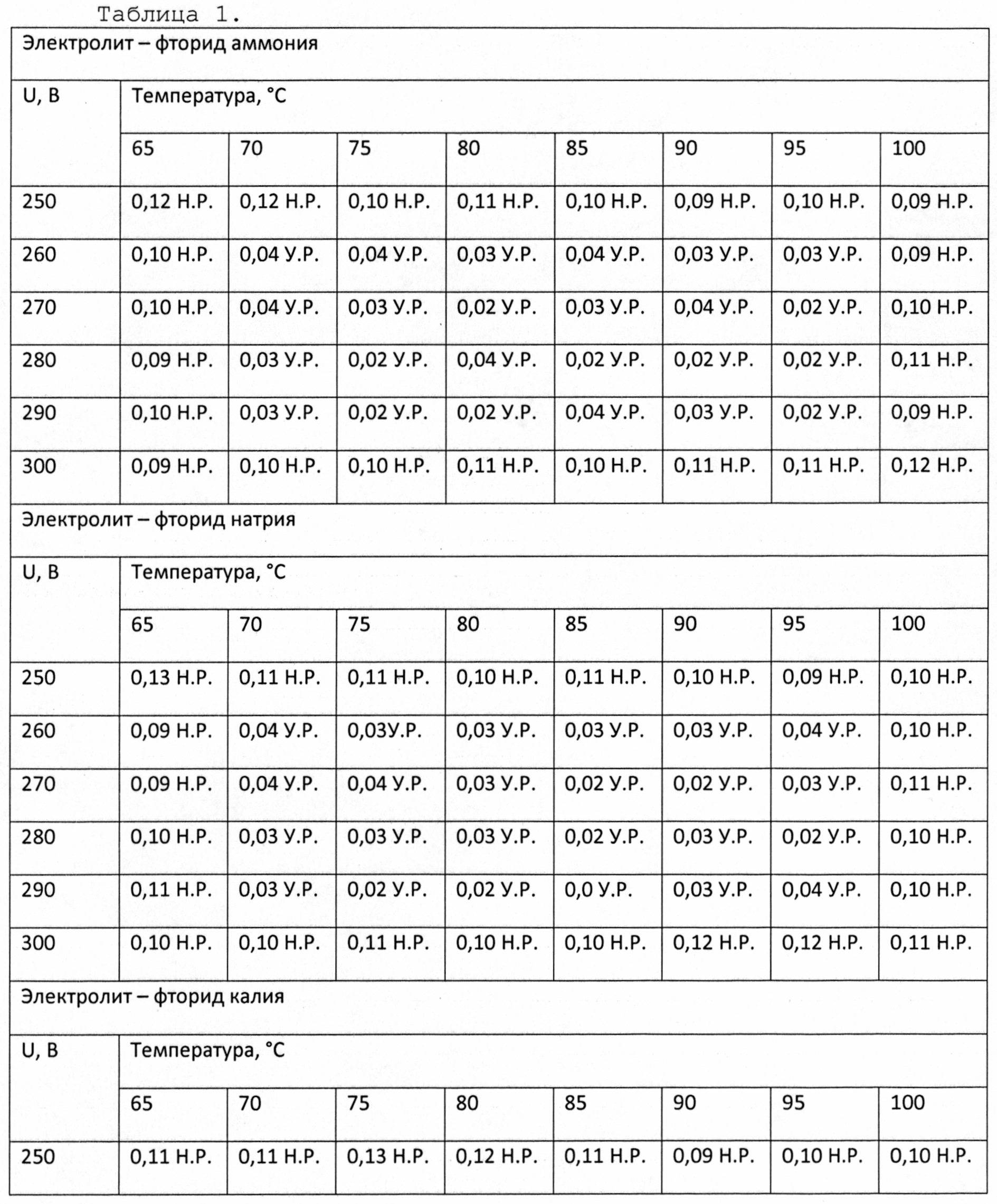
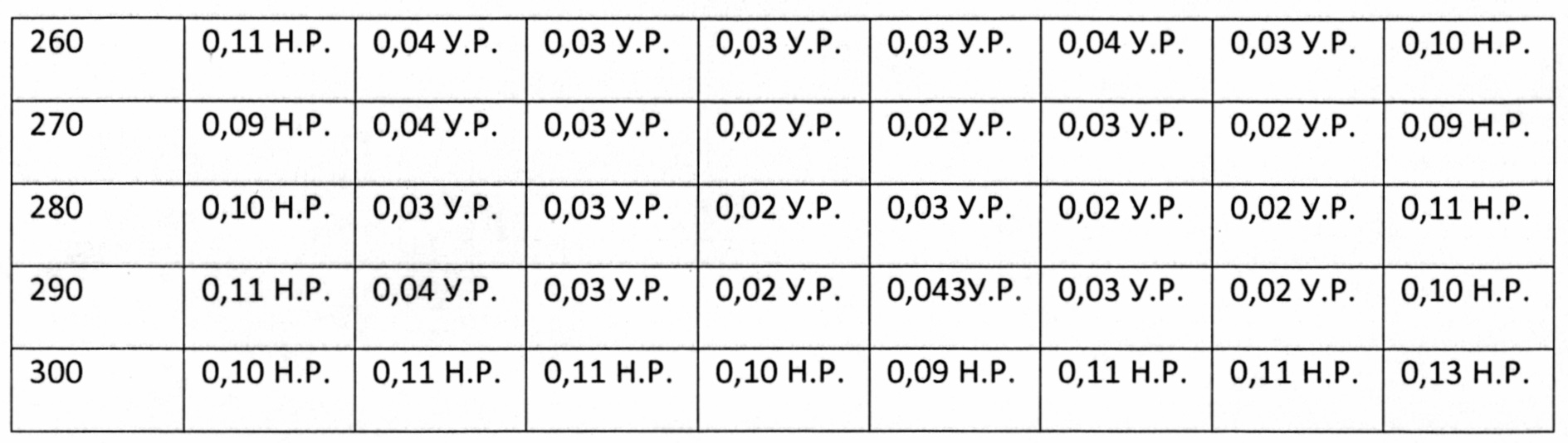
Далее была проведена серия экспериментов, обработке подвергали лопатки компрессора ГТД из титановых сплавов марок ВТ6, ВТ8, ВТ8М, ВТ1-0 и железохромоникелевых сплавов марки ЭП718-ИД, ВЖ105-ИД, ЭП718-ПД, ВЖ105-ПД. (За неудовлетворительный результат (Н.Р.) брался результат, при котором не происходило полирование детали, за удовлетворительный результат (У.Р.), когда эффект полирования наблюдался, шероховатость обрабатываемой поверхности Ra после полирования не превышает 0,06 мкм). Процесс проводили при электрическом потенциале, выбранном в диапазоне от 250 В до 300 В, при температуре 65-100°С, в качестве электролита были использованы растворы фторид аммония, фторид натрия и фторид калия.
Концентрацию фторид ионов в электролите устанавливали в зависимости от температуры электролита по следующей расчетной формуле:
Т(°С)=(-222,4)*K(F-)+122,0,
где Т - температура электролита, в °С;
K(F-) - концентрация фторид ионов, моль/л,
(-222,4) и 122,0 - эмпирические коэффициенты.
Результаты экспериментов приведены в таблице 1.
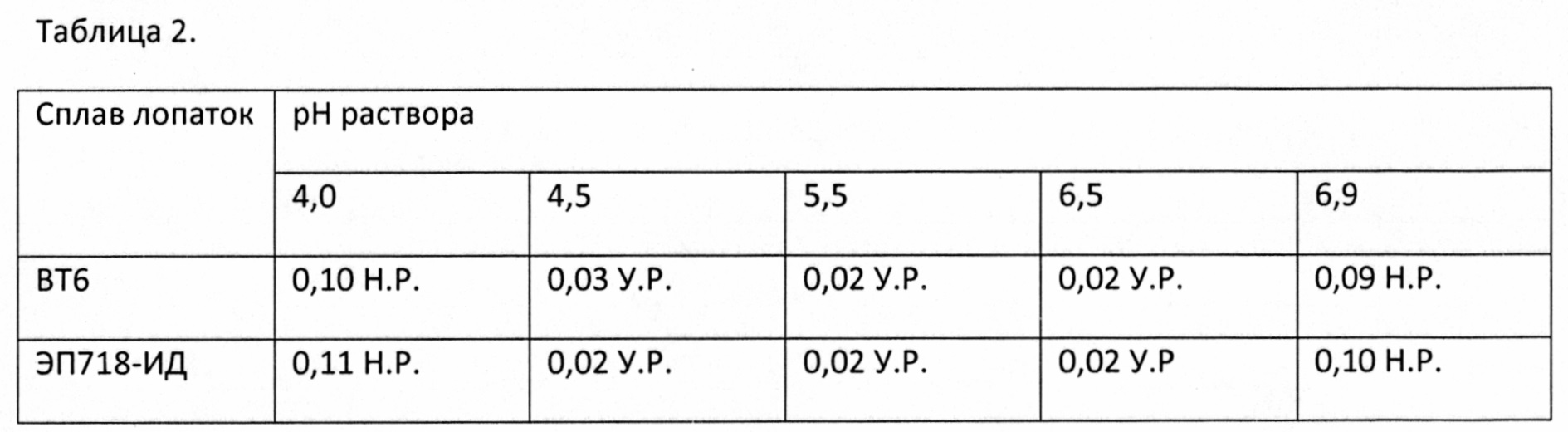
Также была проведена серия экспериментов, где в состав электролита для обработки лопаток компрессора ГТД из титанового сплава марки ВТ6 и железохромоникелевого сплава марки ЭП718-ИД, содержащего фторид натрия концентрацией 6,5 г/л, были введены гидроксиламин солянокислый или гидроксиламин сернокислый в качестве регулятора кислотности в концентрации, необходимой для достижения рН раствора 4,0-6,9, электрический потенциал - 280 В, температура процесса поддерживалась в диапазоне 87,5°С±2,5°С, время обработки - 2 минуты. Результаты экспериментов приведены в таблице 2.
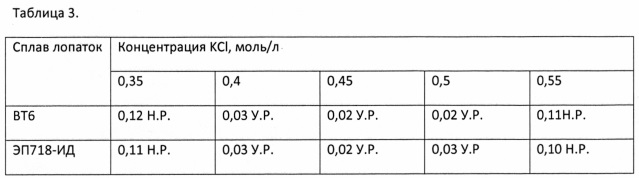
Также была проведена серия экспериментов, где в состав электролита для обработки лопаток компрессора ГТД из титанового сплава марки ВТ6 и железохромоникелевого сплава марки ЭП718-ИД, содержащего фторид аммония концентрацией 5,4 г/л, был введен хлорид калия концентрацией 0,35-0,55 моль/л, электрический потенциал - 280 В, температура процесса поддерживалась в диапазоне 89,5°С±2,5°С, время обработки - 2 минуты. Результаты экспериментов приведены в таблице 3.
Таким образом, проведенные исследования показали, что применение предлагаемого способа полирования деталей из титановых и железохромоникелевых сплавов позволяет повысить, по сравнению с прототипом, стабильность процесса, в том числе увеличить количество циклов полирования деталей без корректировки состава электролита без потери качества. Средние значения шероховатости полированной поверхности для прототипа составили Ra 0,05-0,02 мкм, для предлагаемого способа - Ra 0,04-0,02 мкм. Меньший разброс значений шероховатости полированной поверхности, обработанной по предлагаемому способу, указывает на повышение надежности процесса обработки.
Повышение надежности процесса и количества циклов полирования деталей из титановых и железохромоникелевых сплавов по предлагаемому способу указывает на то, что использование электролитно-плазменного полирования деталей из титановых и железохромоникелевых сплавов, включающего погружение детали в электролит, содержащий фторсодержащее соединение и воду, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки, зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала и обработку детали до получения заданной шероховатости ее поверхности, установку концентрации фторид ионов в электролите в зависимости от температуры электролита по следующей расчетной формуле:
Т(°С)=(-222,4)*K(F-)+122,0,
где Т - температура электролита, в °С;
K(F-) - концентрация фторид ионов, моль/л,
(-222,4) и 122,0 - эмпирические коэффициенты,
при условии поддержания реальной температуры электролита ±2,5°С от рассчитанной по приведенной расчетной формуле, при условии поддержания концентрации фторид ионов в электролите ±0,02 моль/л от рассчитанной по приведенной расчетной формуле, при условии, что температуру Т берут в диапазоне от 70 до 95°С, а к обрабатываемой детали прикладывают электрический потенциал, выбранный в диапазоне от 270 В до 290 В, позволяют достичь технического результата заявляемого способа - повысить качество процесса полирования деталей из титановых и железохромоникелевых сплавов.
Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации
Способ электролитно-плазменного удаления полимерных покрытий с поверхности детали из легированных сталей
Способ изготовления полой металлической лопатки турбомашины
Способ контроля формы и положения профиля рабочих лопаток моноколеса
Способ сбора нефти из-под ледяного покрова водоема
Способ защиты от эрозии и солевой коррозии лопаток турбомашин из легированных сталей
Способ защиты лопаток турбомашин из легированных сталей от эрозии и солевой коррозии
Способ электроэрозионной обработки отверстий малого диаметра
Колпачковая тарелка
Контактный элемент колпачковой тарелки
Способ восстановительного ремонта трубопровода и устройство для его осуществления

