Результат интеллектуальной деятельности: Способ сварки неплавящимся электродом в среде защитных газов
Вид РИД
Изобретение
Предлагаемое изобретение относится к сварке металлов и сплавов, а именно к сварке неплавящимся электродом в среде защитных газов и может быть использовано в авиакосмической, судостроительной и других отраслях промышленности для соединения деталей из легированной стали, алюминиевых и титановых сплавов.
Известен способ сварки в защитных газах с применением гелия, аргона и их смесей. Гуревич С.М. Справочник по сварке цветных металлов. – Киев: Наукова Думка, 1981. - 608 с.
Общие признаки: дуговой способ сварки осуществляется с применением неплавящегося вольфрамового электрода и инертных защитных газов.
К недостаткам способа можно отнести следующее: применение для защиты аргона не обеспечивает хорошего проплавления и высоких скоростей сварки, с увеличением толщины металла высока вероятность непровара; недостатками применения гелия в чистом виде являются высокая цена и высокий расход газа; при использовании смеси аргона с гелием требуется специальная аппаратура для смешивания, а расход газа требует корректировки, т.к. из-за разности плотностей гелия и аргона расходомер аргона показывает расход газа неточно.
Наиболее близким аналогом, взятым за прототип, является способ сварки в защитных газах с переменной импульсной подачей аргона и гелия Р.Г. Тазетдинов, О.М. Новиков, А.С. Персидский, Б.А. Хасянов, Е.Н. Иванов, Л.Т. Плаксина «Дуговая сварка в защитных газах с попеременной импульсной подачей разнородных газов». Сварочное производство 2012 №1, с. 38-41.
Общими признаками способа является применение защитных газов гелия и аргона для сварки неплавящимся вольфрамовым электродом.
К недостаткам способа можно отнести применение сложной газораспределительной аппаратуры и невозможность получения чистых импульсов гелия или аргона для дугового разряда, так как в зоне сварочной дуги перед подачей одного из газов будет присутствовать другой предыдущий газ, а значит, будет иметь место смесь газов в разных пропорциях на каждый момент времени.
Задачей предполагаемого изобретения является разработка способа сварки в защитных газах гелия и аргона с оптимизацией их использования и получения более качественного сварного соединения.
Технический результат заключается в повышении эффективности применения газов при сварке, сокращении энергетических затрат, уменьшении количества дефектов в сварных швах и создание благоприятных условий формирования шва в процессе кристаллизации.
Технический результат достигается тем, что способ сварки неплавящимся электродом в среде защитных газов включающий подачу двух газов гелия и аргона, согласно изобретению, газы подаются в зону сварки коаксиально одновременно двумя потоками, формируя внутренний импульсный поток из гелия, а внешний постоянный кольцевой поток из аргона, при чём внутренний поток из гелия дополнительно сжимается в канфузорном канале генерируя сжатый дуговой импульс, а внешний кольцевой поток из аргона, выходя из сопла формирует защитную газовую завесу.
При истечении стабилизирующего потока гелия в дуговой промежуток короткими импульсами изменяется не только глубина проплавления, но и очертания поперечного сечения сварного шва, обусловленные движением металла в сварочной ванне, взаимодействием объёмных и поверхностных сил, причём размер и форма сварочной ванны определяется качеством импульсов в единицу времени, скоростью истечения стабилизированного потока и полученными теплофизическими характеристиками дуговых импульсов.
Аргон подаётся в горелку одновременно с гелием в постоянном режиме и, проходя по кольцевому каналу в корпусе горелки вокруг цангового узла на выходе из сопла, образует кольцевую газовую завесу, обеспечивая стабильную защиту сварочной ванны и околошовной зоны от внешних воздействий. Частичное попадание аргона в дуговой промежуток способствует стабильному возбуждению дуги при меньшем напряжении холостого хода сварочного источника. Так же наличие аргона в паузах между гелиевыми импульсами стабилизируют сварочную дугу и положительно влияет на кристаллизацию сварочной ванны, сглаживая переходы структурных зон, формируя плавный переход от металла шва к основному металлу.
Наличие отличительных признаков позволяет сделать вывод о соответствии заявляемого изобретения условия патентоспособности «новизна».
Проведенный дополнительный сопоставительный анализ патентной и научно-технической информации не выявил источники, содержащие сведения об известности совокупности отличительных признаков заявляемого способа, что свидетельствует о его соответствии критерию «изобретательский уровень».
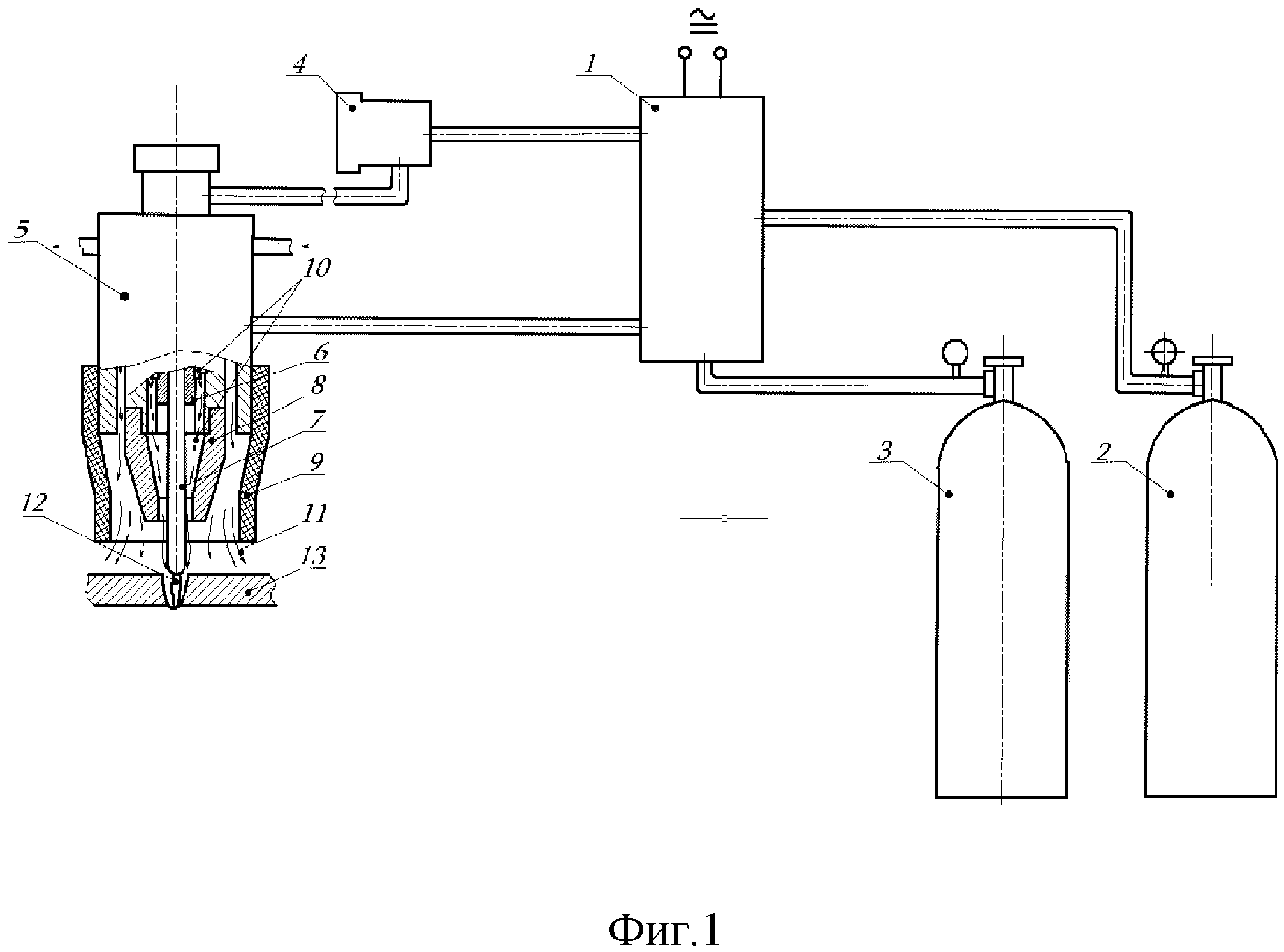
Схема для реализации предлагаемого способа представлена на фиг. 1, где представлены: источник питания (сварочную установку) 1 баллон с гелием 2; баллон с аргоном 3; газовый пульсатор 4; горелка 5; цанговый узел 6, вольфрамовый электрод 7; медная втулка 8; керамическое сопло 9; импульсный поток гелия 10; замкнутая кольцевая завеса аргона 11; сварочная дуга 12 и свариваемое изделие 13.
Способ осуществляется следующим образом. Из баллона с гелием 2 и аргоном 3 производится подача газов в сварочную установку 1. После включения сварочной установки 1 гелий поступает в пульсатор 4, а аргон в горелку 5. Дальше происходит возбуждение дуги 12 первоначально в аргоне, а затем после включения в работу пульсатора 4 импульсный поток гелия 10 поступает в цанговый узел 6 горелки 5 и проходя через канфузор втулки 8 вокруг вольфрамового электрода 7 сжимается, увеличивает скорость движения потока и на выходе, оттесняя аргон из дугового промежутка, попадает в сварочную дугу 12, генерируя более мощный дуговой разряд. Вследствие этого повышается степень ионизации, увеличивается электронный ток, возрастает температура плазмы и увеличивается давления дуги. Применение дугового импульса с большей концентрацией и большей теплоотдачей позволяет увеличить глубину проплавления с уменьшением сварочного тока.
Процесс проплавления импульсным гелиевым дуговым разрядом, обеспечивает стабильный и ровный проплав кромок по всей длине без провисаний. Гелий, обладая высокой текучестью, проникает встык между кромками и обеспечивает защиту и подогрев обратной стороны шва.
Аргон, проходя по кольцевому зазору в корпусе горелки 5 в виде внешнего кольцевого потока и частично попадая в дуговой промежуток между электродом 7 и изделием, инициирует зажигание сварочной дуги 12, а также на выходе из сопла 9 образует кольцевую газовую завесу 11, обеспечивая качественную защиту сварочной ванны изделия 13 и зоны вокруг неё с повышенной устойчивостью от различных воздействий внешней среды.
Наличие аргона в паузах (промежутках) между гелиевыми импульсами стабилизирует дугу и способствует созданию условий для очищения сварочной ванны, обеспечивает плавный переход различных структурных превращений в момент остывания сварочной ванны.
Таким образом, способ сварки с применением защитных газов гелия и аргона с коаксиальной подачей: внутренний поток гелия в импульсном режиме через канфузорный канал и внешний поток аргона с образованием кольцевой газовой завесы, обеспечивает более качественное соединение при меньших затратах.
Предлагаемый способ реализован при сварке образцов из алюминиевого сплава АМг3. Выполнен автоматической сваркой без подкладки на установке, укомплектованной автоматом АДСВ-6М при использовании газового пульсатора собственного изготовления.
Режимы и условия сварки:
− свариваемый металл АМг3, толщина листа 2 мм; без разделки кромок с нулевым зазором;
− неплавящийся электрод – лантанированный вольфрам, диаметр 2 мм;
− присадочная проволока марки АМг3, диаметр 1,6 мм.
Защитные газы:
− аргон, расход газа 4-5 л/мин;
− гелий расход газа 2-3 л/мин – длительность импульса подачи 0,5 сек, длительность паузы 0,5 сек.
После сварки проведён внешний осмотр, контроль измерительными инструментами, рентгеновский контроль, металлографический контроль и механические испытания.
Результаты контроля:
− ширина шва – не более 10 мм;
− выпуклость шва 0,3-1 мм;
− высота выпуклости корня шва 0,4-0,8 мм;
− непровары и трещины отсутствуют, поры отсутствуют.
С помощью этого практического примера продемонстрирована возможность бездефектной сварки алюминиевых сплавов с улучшенными показателями геометрических параметров шва, измельчённой структурой, отсутствием внутренних дефектов, окисных включений и микротрещин и улучшенными механическими свойствами.
Способ сварки неплавящимся электродом в среде защитных газов, включающий подачу двух защитных газов в виде гелия и аргона, отличающийся тем, что газы подают коаксиально одновременно двумя потоками, при этом формируют внутренний импульсный поток из гелия, который дополнительно сжимают в конфузорном канале, после чего генерируют сжатый дуговой импульс, а внешний постоянный кольцевой поток формируют из аргона, посредством которого на выходе из сопла создают защитную газовую завесу.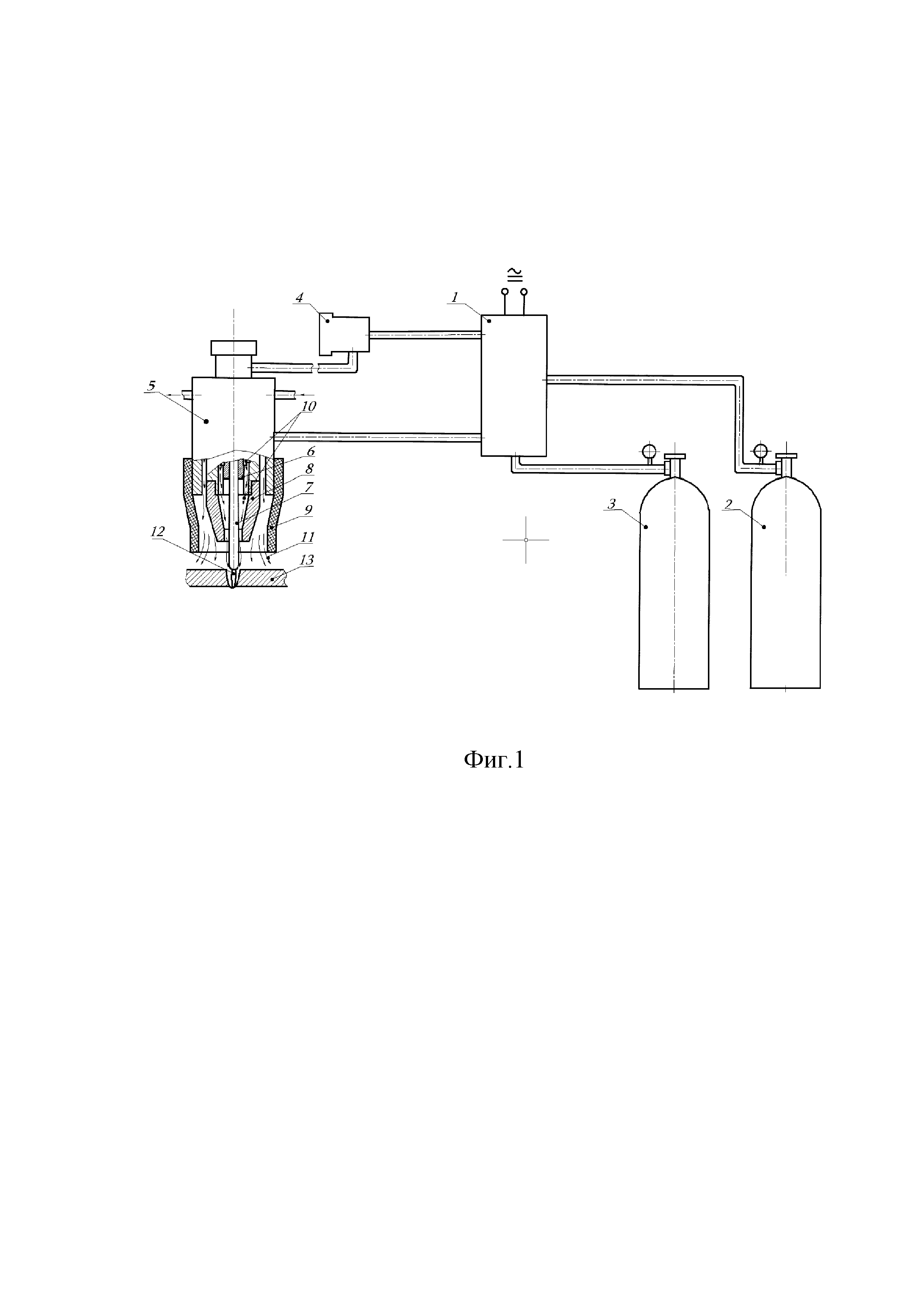
Устройство флотационного разделения смеси нано- и микроструктур
Способ и линия извлечения благородных металлов по угольно-сорбционной технологии
Способ переработки отработанной углеродной футеровки алюминиевого электролизера
Встраиваемый в классический компьютер электронный блок и используемый в нём способ, основанный на квантовой процедуре счета
Протонпроводящие полимерные мембраны и способ их получения
Способ переработки отработанной теплоизоляционной футеровки алюминиевого электролизера
Способ уменьшения погрешности и увеличения диапазона точного определения первичного сигнала трансформатора
Способ производства яблочного столового вина
Материал, снижающий энергетические потери на контактных соединениях электрических сетей
Способ поверхностного пластического деформирования
Способ изготовления винтовых пластин из быстрорежущей стали и устройство для его осуществления

