Результат интеллектуальной деятельности: Устройство для получения изделий из порошкообразных материалов
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности, к технологии послойного синтеза деталей сложной пространственной конфигурации из мелкодисперсного порошка методом селективного лазерного плавления и/или спекания (СЛП) по компьютерной 3-D модели и может найти применение в различных отраслях машиностроения, например, для изготовления сверхпрочных, жаростойких деталей и узлов.
Из уровня техники известна установка для изготовления деталей методом послойного синтеза (патент РФ на изобретение №2487779, B22F 3/105, B23K 26/00, 2012 г.). Согласно патенту установка для изготовления деталей методом послойного синтеза содержит: герметичную камеру, рабочий стол, стол для спекания, механизм подачи порошка на рабочий стол, устройство для сбора избыточного порошка и устройство для выравнивания слоев порошков, включающее каретку с ножом, перемещаемую над поверхностью рабочего стола с помощью привода, отличающаяся тем, что каретка выполнена в виде корпусной детали прямоугольной формы и снабжена установленными на ее торцах Г-образными кронштейнами, размещенными в двух параллельных пазах, выполненных в рабочем столе по бокам его рабочей зоны, и корпусом разравнивающего ножа, установленным на ее передней кромке, при этом на концах Г-образных кронштейнов расположены ползуны, установленные на направляющих, закрепленных на нижней поверхности рабочего стола, а рабочий стол снабжен устройствами защиты пазов. Также установка отличается тем, что устройства защиты пазов выполнены в виде бесконечных лент, установленных на вращающихся барабанах, закрепленных на нижней поверхности рабочего стола, пропущенных над прорезями и закрепленных на торцах каретки, при этом вращающиеся барабаны снабжены устройствами их перемещения для регулировки натяжения лент.
Недостатками вышеописанного устройства послойного получения трехмерного объекта из порошкообразного материала и установки для изготовления деталей методом послойного синтеза является отсутствие системы диагностики и коррекции дефектов в единичном слое нанесенного порошкообразного материала при процессе селективного лазерного плавления, что приводит к ухудшению физико-механических свойств сформированного объекта, а также появляется возможность непосредственного разрушения изделия в момент нанесения очередного слоя порошка при зацеплении средства подачи и уплотнения в виде ножа порошкообразного материала за образовавшиеся выступы из-за наличия дефекта на поверхности предыдущего слоя.
Наиболее близким решением по технической сути и достигаемому результату является устройство для получения изделий из порошкообразных материалов, содержащее станину с базовой поверхностью, бункер сбора излишков порошкообразного материала, программно организованные через блок управления технологическую платформу для послойного формирования изделия и дозатор порошка в виде основания, установленные с возможностью независимого вертикального возвратно-поступательного перемещения относительно станины, лазерный узел, расположенный над станиной, с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формирования изделия, средство подачи и уплотнения порошкообразного материала в виде ножа с приводом его горизонтального возвратно-поступательного перемещения, видеокамеру с узлом подсветки и контрольные метки, причем видеокамера и узел подсветки выполнены с возможностью охвата технологической платформы и контрольных меток (Патент РФ на полезную модель №.159233, B23K 26/064, 2016 г.).
Недостатками данного устройства является отсутствие системы диагностики и коррекции дефектов в единичном слое нанесенного порошкообразного материала в процессе селективного лазерного плавления, что приводит к ухудшению физико-механических свойств сформированного объекта, а также появляется возможность непосредственного разрушения изделия в момент нанесения очередного слоя порошка при зацеплении средства подачи и уплотнения в виде ножа порошкообразного материала за образовавшиеся выступы из-за наличия дефекта на поверхности предыдущего слоя. Кроме этого средства контроля температуры в виде пирометра и инфракрасной камеры не позволяют определить наличие в единичном слое нанесенного порошкообразного материала при процессе селективного лазерного плавления таких дефектов, как: отсутствие порошкового материала (пустоты), неоднородность нанесения порошкового материала, частицы вредных примесей или мусора и др.
Задачей, на решение которой направлено заявленное изобретение, является устранение влияния дефектов в единичном слое нанесенного порошкообразного материала в процессе селективного лазерного плавления на физико-механические свойства готового изделия.
Технический результат заявленного изобретения заключается в повышении качества получаемых изделий путем обеспечения стабильности высоких физико-механических свойств единичных слоев за счет диагностики; и коррекции дефектов в единичном нанесенном слое порошкообразного материала.
Поставленная задача решается, а заявленный технический результат достигается тем, что устройство для получения изделий из порошкообразных материалов, содержащее станину с базовой поверхностью, бункер сбора излишков порошкообразного материала, программно организованные через блок управления технологическую платформу для послойного формирования изделия и дозатор порошка в виде основания, установленные с возможностью независимого вертикального возвратно-поступательного перемещения относительно станины, лазерный узел, расположенный над станиной, с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формирования изделия, средство подачи и уплотнения порошкообразного материала в виде ножа с приводом его горизонтального возвратно-поступательного перемещения, видеокамеру с узлом подсветки и контрольные метки, причем видеокамера и узел подсветки выполнены с возможностью охвата технологической платформы и контрольных меток, снабжено программно организованным через упомянутый блок управления манипулятором, размещенным на станине с возможностью захвата фрагментов порошка с технологической платформы, причем узел подсветки выполнен в спектре излучения, воспринимаемого видеокамерой, а захват манипулятора выполнен с неподвижным элементом, снабженным контрольной меткой, размещенной в зоне охвата (прямой видимости и подсветки) видеокамерой и узлом подсветки.
Изобретение поясняется графическими материалами, где схематично изображены:
на фиг. 1 - устройство для получения изделий из порошкообразных материалов, вид сверху;
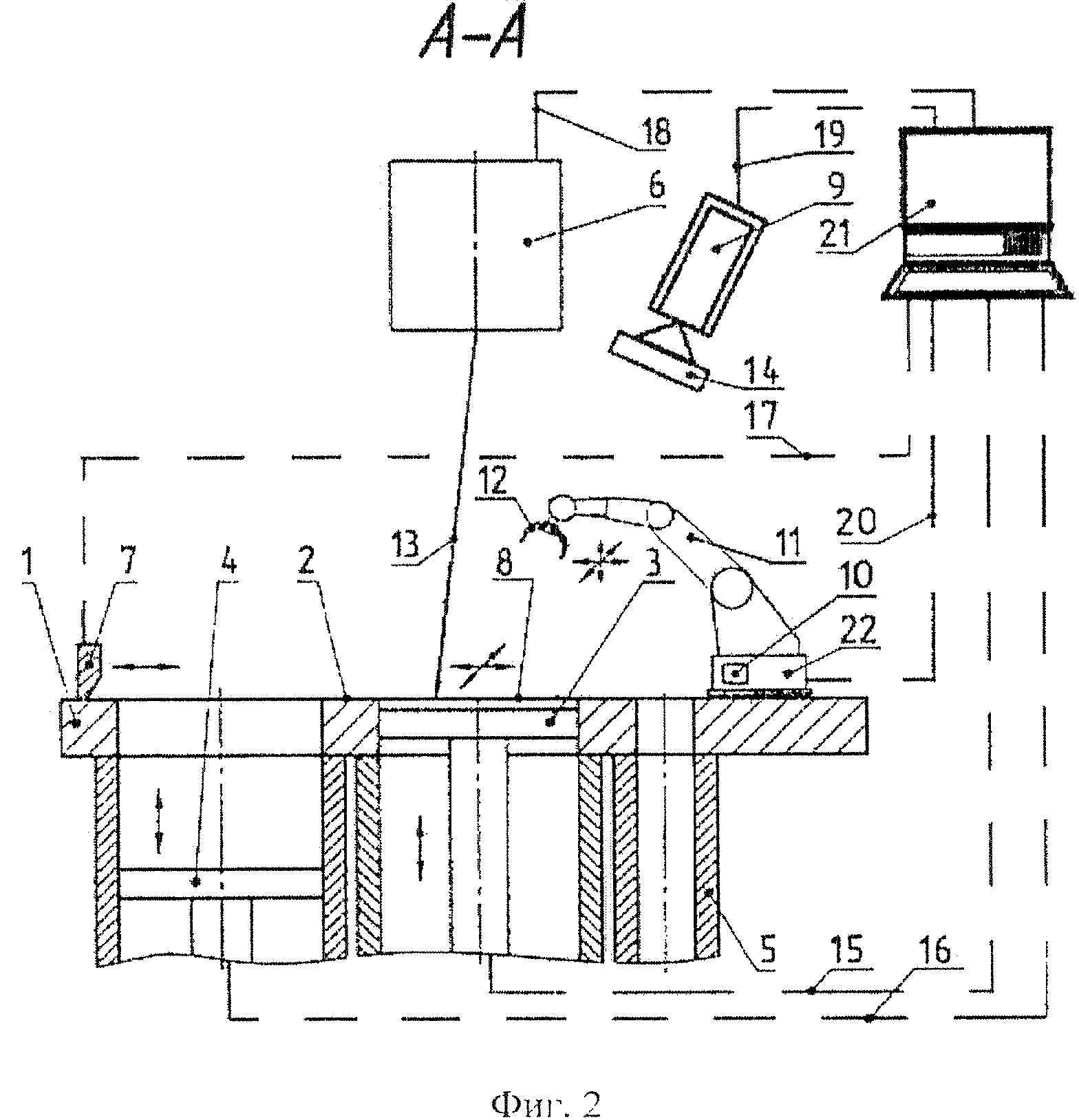
на фиг. 2 - сечение А-А на фиг. 1.
Позиции на изображениях обозначают следующие элементы:
1 - станина;
2 - базовая поверхность станины;
3 - технологическая платформа;
4 - дозатор порошка;
5 - бункер сбора излишков порошка;
6 - лазерный узел;
7 - средство пода и уплотнения порошка;
8 - единичный функциональный слой;
9 - видеокамера;
10 - визуальная контрольная метка;
11 - манипулятор;
12 -захват;
13 - лазерный луч;
14 - узел подсветки;
15 - канал связи между приводом вертикального перемещения технологической платформы и общей системой управления
16 - канал связи между приводом вертикального перемещения дозатора и общей системой управления;
17 - канал связи между приводом горизонтального перемещения ножа и общей системой управления
18 - канал связи, между лазерным узлом и общей системой управления;
19 - канал связи, отвечающий за передачу информации о координатах, размере и типе дефектов в нанесенном единичном слое порошкообразного материала с видеокамеры в общую систему управления;
20 - канал связи, между манипулятором с ковшом захвата и общей системой управления;
21 - общая система управления;
22 - неподвижный относительно базовой поверхности станины элемент манипулятора.
Устройство для получения изделий из порошкообразных материалов (фиг. 1, фиг. 2) содержит жесткую станину 1 (фиг. 1, фиг. 2) с базовой поверхностью 2, программно организованные технологическую платформу 3 для послойного формирования изделия и дозатор 4 порошка в виде основания, установленные с возможностью независимого вертикального возвратно-поступательного перемещения относительно станины 1, бункер 5 сбора излишков порошкообразного материала, а также лазерный узел 6, расположенный над станиной 1, с возможностью обеспечения фокусировки лазерного луча 13 в технологически заданную зону селективной лазерной обработки функционального слоя при формировании методом СЛП объемного изделия. На станине 1 размещено также средство 7 подачи и уплотнения порошкообразного материала в виде ножа, установленное с возможностью горизонтального возвратно-поступательного перемещения и формирования единичного функционального слоя 8 объемного изделия, а также системы диагностики и коррекции дефектов, основанной на видеокамере 9, способной визуально распознавать дефекты. Видеокамера 9 при помощи кольцевого (однонаправленного с и размещенного вокруг объектива видеокамеры) узла подсветки 14, выполненным в спектре излучения, воспринимаемого видеокамерой, периодически проводит настройку благодаря визуальным контрольным меткам 10. Настроенная видеокамера 9 распознает дефекты в единичном слое нанесенного порошкообразного материала и в случае обнаружения дефектов, определяет их координаты. На основании определенных координат дефектов устройство коррекции дефектов, выполненное в виде программно-управляемого манипулятора 11 с захватом 12, выходит в координаты дефектов и удаляет их. При этом, выполнение манипулятора с неподвижным элементом 22, снабженным контрольной меткой и размещенным в зоне охвата видеокамерой и узлом подсветки, позволяет организовать точку отсчета для управления манипулятором программными средствами и, следовательно, точно выводить захват манипулятора на выявленный дефект. Захваченные дефекты сбрасываются, например, в бункер 5 сбора излишков порошкообразного материала. Все управление устройством для получения изделий из порошкообразных материалов осуществляется в автоматическом режиме посредством специальных программно-аппаратных средств через общую систему управления 21, общие алгоритмы действий - аналогичны применяемым в прототипе.
В процессе селективного лазерного плавления (далее СЛП) происходит многократное нанесение слоев порошкообразного материала с последующим переплавлением отдельных зон в нанесенном слое лазерным лучом. При СЛП толщина наносимых слоев в зависимости от конкретного материала и может варьироваться от 10 до 300 мкм. Необходимая точность нанесения слоев ±10% от толщины слоя для получения наилучших физико-механических свойств изготавливаемого изделия методом СЛП. Габариты наносимых слоев могут достигать 500×500 мм. Наносимые слои порошка должны быть равномерны и однородны. Процесс нанесения слоев порошка и переплавления отдельных зон лазерным лучом происходит в защитной атмосфере (как правило, Аргон или Азот) и сопровождается подогревом рабочей зоны до 400°С для снятия термических напряжений при процессе СЛП. Очевидно, что соблюдение требования точности ±10% от толщины наносимого слоя при малой толщине слоя, больших габаритах слоя и вспомогательном нагреве рабочей зоны является нетривиальной задачей, которая решается конструкторами при разработке установки, работающей по технологии СЛП. Однако, даже при успешном решении данной задачи, стабильность и качество процесса СЛП могут быть нарушены из-за плохого качества порошкового материла. Например, часто в порошковых материалах образуются области слипания нескольких частиц порошка, особенно при нарушении режимов хранения и подготовки перед СЛП. Также в порошковые материалы при фасовке, загрузке в бункера подачи и проч. часто попадают частицы инородных материалов непригодных для СЛП, капли воды и газы. Все это приводит к появлению дефектов в единичном нанесенном слое порошкового материала, таких как: отсутствие порошкового материала (пустоты), неоднородность нанесения порошкового материала, частицы вредных примесей или мусора и др., что в конечном итоге приводит к ухудшению физико-механических свойств сформированного объекта, а также появляется возможность непосредственного разрушения изделия в момент нанесения очередного слоя порошка при зацеплении средства подачи и уплотнения в виде ножа порошкообразного материала за образовавшиеся выступы из-за наличия дефекта на поверхности предыдущего слоя. В этой связи использование системы диагностики и коррекции дефектов является существенным и обоснованным решением. Существенным признаком заявленного решения является то, что система диагностики и коррекции дефектов основана на следующих устройствах: а) видеокамера с узлом подсветки и со специальным программным обеспечением, способным визуально распознавать дефекты и вычислять их координаты в нанесенном слое порошкообразного материала; б) программно-управляемый манипулятор с ковшом захвата, способным выходит в координаты дефектов и удалять их путем захвата вместе с небольшим объемов порошкового материала, при этом объем захватываемого порошкового материала вместе с дефектом не должен превышать более, чем в 10 раз объем самого дефекта с целью экономии дорогостоящего порошкового материала. Видеокамера со специальным программным обеспечением периодически должна проводить настройку благодаря визуальным контрольным меткам, установленным вблизи рабочей зоны с применением узла подсветки, т.к. естественного освещения при процессе СЛП зачастую недостаточной для выявления дефектов в единичном слое нанесенного порошкового материала при помощи видеокамеры.
Устройство для изготовления изделий из порошкообразных материалов работает следующим образом.
В системе автоматического проектирования (САПР) создают трехмерную компьютерную 3D-модель изделия и разбивают ее на поперечные сечения, которые служат основой для послойного изготовления изделия. Технологическую платформу 3 (фиг. 1, фиг. 2) смещают вниз относительно базовой поверхности 2 станины 1 на расстояние, соответствующее толщине функционального слоя 8 изделия. Далее дозатор 4 порошка в виде основания с порошкообразным материалом перемещают вверх на определенную величину, осуществляя при этом подачу порошкообразного материала с запасом для дальнейшего его перераспределения. После этого ножом 7 совершают горизонтальное поступательное движение относительно технологической платформы 3, захватывая и подавая при этом порошкообразный материал с основания 4 на технологическую платформу 3. При этом, посредством ножа 7 осуществляют уплотнение порошкообразного материала для увеличения однородности и уменьшения пористости слоя 8, а излишки порошкообразного материала сбрасывают в бункер 5 сбора излишков порошкообразного материала. Далее, нож 7 возвращают в свое первоначальное положение. Видеокамера 9 при помощи узла подсветки 14 настраивается по визуальным контрольным меткам 10 и проводит анализ нанесенного слоя порошка на наличие дефектов при помощи специального программного обеспечения. В случае обнаружения дефектов, программно-управляемый манипулятор 11 с захватом 12, выходит в координаты дефектов и удаляет их путем захвата. Захваченные дефекты и порошковый материал сбрасываются в бункер 5 сбора излишков порошкообразного материала. Далее происходит повторное нанесение ножом 7 слоя порошкового материала на платформу 3. Процесс повторяется до тех пор, пока видеокамера 9 не обнаружит ни одного дефекта. После этого, посредством лазерного узла 6 с заданной скоростью и мощностью в соответствии со сформированной по 3D-модели траекторией перемещения на заданных участках осуществляют переплавление лазерным лучом 13 исходного порошкообразного материала. После переплавления порошкообразный материал затвердевает. Единичный функциональный слой 8 заданной толщины в соответствии с компьютерной 3-D моделью сечения, изготавливаемого методом СЛП изделия -сформирован. Затем технологическая платформа 3 смещается относительно базовой поверхности 2 станины 1 на расстояние, равное толщине следующего функционального слоя 8 и процесс СЛП повторяют. При этом всю последовательность технологических процессов осуществляют в автоматическом режиме в технологически регламентированных условиях посредством специальных программно-аппаратных средств через общую систему управления 21, благодаря следующим каналам связи:
- канал связи 15, отвечающий за связь привода вертикального перемещения (условно не показан) технологической платформы 3 с общей системой управления;
- канал связи 16, отвечающий за связь привода вертикального перемещения (условно не показан) дозатора 4 с общей системой управления;
- канал связи 17, отвечающий за связь привода горизонтального перемещения (условно не показан) технологической ножа 7 с общей системой управления;
- канал связи 18, отвечающий за связь лазерного узла 6 с общей системой управления;
- канал связи 19, отвечающий за передачу информации о координатах, размере и типе дефектов в нанесенном единичном слое порошкообразного материала с видеокамеры 9 в общую систему управления;
- канал связи 20, отвечающий за связь манипулятора 11 с ковшом захвата 12 с общей системой управления.
Вышесказанное позволяет сделать вывод о том, что поставленная задача - устранение влияния дефектов в единичном слое нанесенного порошкообразного материала в процессе селективного лазерного плавления на физико-механические свойства готового изделия - решена, а заявленный технический результат - повышение качества получаемых изделий путем обеспечения стабильности высоких физико-механических свойств единичных слоев за счет диагностики и коррекции дефектов в единичном нанесенном слое порошкообразного материала - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязанными между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области порошковой металлургии, в частности к получению объемных изделий путем лазерного селективного спекания или плавления по компьютерной модели из различных мелкодисперсных порошковых материалов путем синхронного сканирования поверхности порошкового слоя лазерным источником с малым пятном фокусировки и может быть использована для производства деталей сложной формы в различных отраслях машиностроения;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует условиям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Устройство для получения изделий из порошкообразных материалов, содержащее станину с базовой поверхностью, бункер сбора излишков порошкообразного материала, программно организованные через блок управления технологическую платформу для послойного формирования изделия и дозатор порошка в виде основания, установленные с возможностью независимого вертикального возвратно-поступательного перемещения относительно станины, лазерный узел, расположенный над станиной, с возможностью обеспечения фокусировки лазерного луча в технологически заданную зону формирования изделия, средство подачи и уплотнения порошкообразного материала в виде ножа с приводом его горизонтального возвратно-поступательного перемещения, видеокамеру с узлом подсветки и контрольные метки, причем видеокамера и узел подсветки выполнены с возможностью охвата технологической платформы и контрольных меток, отличающееся тем, что оно снабжено программно организованным через упомянутый блок управления манипулятором, размещенным на станине с возможностью захвата фрагментов порошка с технологической платформы, причем узел подсветки выполнен в спектре излучения, воспринимаемого видеокамерой, а захват манипулятора выполнен с неподвижным элементом, снабженным контрольной меткой, размещенной в зоне охвата видеокамерой и узлом подсветки.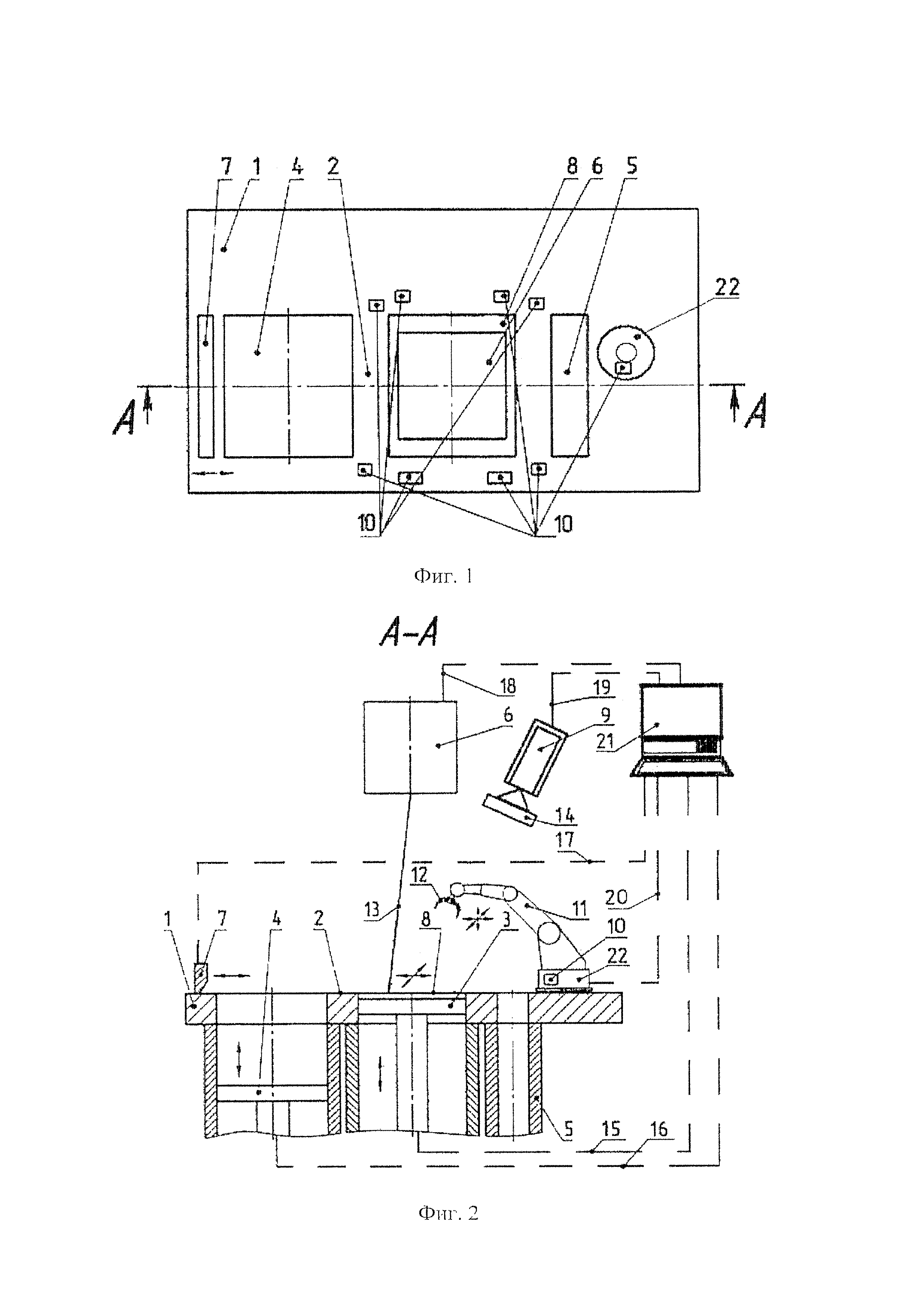
Устройство адаптивного управления станком
Пуансон для вытяжки полусферических деталей с плоским дном
Способ токарной обработки
Способ изготовления композитных керамических изделий
Способ лазерной обработки пластически деформирующего инструмента из оксидной циркониевой керамики
Способ электроискрового легирования закаленных стальных деталей
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Способ аддитивной обработки деталей из сплавов системы al-si
Компаунд для антифрикционных покрытий
Установка для изготовления деталей методом послойного синтеза
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления изделий сложной формы из порошковых систем
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Устройство для получения изделий из высокотемпературных полимеров методом селективного лазерного спекания
Устройство для получения изделий методом селективного лазерного плавления

