Результат интеллектуальной деятельности: СПОСОБ НАСТРОЙКИ СТАНКА С ЧПУ ДЛЯ ОБРАБОТКИ СЛОЖНЫХ КОНТУРОВ ПОВЕРХНОСТЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть применено для настройки положения системы координат управляющих программ или определения системы координат детали (СКД) для обработки и контроля геометрии деталей, выполняемых на станках с числовым программным управлением (ЧПУ) любых типов, как отдельно стоящих так и всходящих в состав автоматизированных линий.
Известен способ настройки (наладки) технологического оборудования с применением калибровочной оправки и мерных плиток, рычажных индикаторов, электронных контактных щупов, устанавливаемых в шпиндель станка и позволяющих осуществить определение положения системы координат обработки детали относительно системы координат станка, (учебный курс «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств», код ОКСО 151000, классификатор Минобрнауки от 01.01.2005).
Недостатком известного способа является необходимость остановки оборудования для настройки положения СКД, что значительно снижает эффективность оборудования, особенно работающего в условиях гибких производственных линий и ячеек.
Наиболее близким к предлагаемому изобретению и выбранным за прототип является способ обработки сложных контуров поверхностей, а именно оперения истребителя Eurofighter Typhoon (Статья «Применение технологии адаптивной обработки при производстве истребителей Eurofighter Typhoon», журнал: САПР и графика, №11, 2010 г, стр. 88-89). Способ основан на использовании предварительного измерения контуров аппаратными измерительными средствами многофункционального станка с ЧПУ при котором производится задание параметров измерений в программном обеспечении NC PartLocator от отдельного компьютера (ноутбука), установленного рядом со станком с ЧПУ. Предварительно производится обмер контуров детали при помощи измерительной головки по управляющей программе, разработанной в продукте Delcam Powerlnspect OMV, после чего полученный массив точек передается в программу NC PartLocator. По результатам измерений вычисляются параметры смещений и поворотов детали и вносятся в разработанную предварительно, в САМ-системе (Delkam PowerMill), управляющую программу обработки через компьютер стойки - системы ЧПУ станка.
Недостатком известного способа является большой объем расчетной информации для раздельных управляющих программ обработки и измерений, выполняемых, практически, в трех раздельных программных системах: NCPartLocator, Powerlnspect OMV, Delcam PowerMILL. В процессе интеграции измерений и обработки используются дополнительные компьютерные средства, устанавливаемые рядом со станком ЧПУ. Процесс измерений и обработки не является непрерывным и требует участия человека, следовательно, производительность изготовления практически не изменяется. Отдельные программы для измерений и для обработки не являются одним целым и не обеспечивают полного автоматического взаимодействия между собой. Для разработки управляющей программы измерений требуется построение своих перемещений для измерительной головки по 3D-модели заготовки. Также недостатком является ограничения по виду технологического оборудования (не может быть применен для токарных работ), необходимость разработки специальных алгоритмов контроля детали и запуска специальных управляющих программ на станке с ЧПУ для определения положения СКД.
Технической проблемой при осуществлении прототипа является невозможность обеспечения точности настройки положения системы координат обработки детали со сложными контурами поверхностей для станка с ЧПУ вне его зоны с произвольным расположением обрабатываемой детали в пространстве, невозможность настройки системы координат детали без применения точной установочной оснастки без большого объема расчетной информации (программ).
Техническая проблема решается тем, что в способе настройки станка с ЧПУ для обработки поверхностей детали, включающем измерение контуров поверхностей детали аппаратными измерительными средствами, обработку полученного массива измерительных точек X,Y,Z и поворотными осями А,В,С по заданной программе с вычислением параметров смещений и поворотов детали и передачу этих параметров в систему ЧПУ станка, на основании которых в ней корректируют управляющую программу обработки поверхностей детали, согласно изобретению, деталь закрепляют на столе-спутнике, а в качестве упомянутых аппаратных измерительных средств используют координатно-измерительную машину (КИМ), при этом предварительно устанавливают стол-спутник на базовую станцию, расположенную на столе станка с ЧПУ, определяют положение базовых поверхностей стола-спутника относительно системы координат станка (СКС), а упомянутое измерение контуров поверхностей детали осуществляют при установке стола-спутника с деталью на базовую станцию, расположенную на столе КИМ, причем коррекцию управляющей программы обработки в ЧПУ станка осуществляют с учетом упомянутого определенного положения базовых поверхностей стола спутника относительно СКС.
В предлагаемом изобретении, в отличие от прототипа, деталь закрепляют на столе-спутнике, а в качестве упомянутых аппаратных измерительных средств используют координатно-измерительную машину (КИМ), при этом предварительно устанавливают стол-спутник на базовую станцию, расположенную на столе станка с ЧПУ, определяют положение базовых поверхностей стола-спутника относительно системы
координат станка (СКС), а упомянутое измерение контуров поверхностей детали осуществляют при установке стола-спутника с деталью на базовую станцию, расположенную на столе КИМ, причем коррекцию управляющей программы обработки в ЧПУ станка осуществляют с учетом упомянутого определенного положения базовых поверхностей стола спутника относительно СКС, что позволяет установить и определить положение системы координат детали вне станка и освободить станок с ЧПУ для операций, производящих непосредственную обработку детали и значительно повысить эффективность использования оборудования. Применение координатно-измерительной машины вне зоны станка с ЧПУ не требует большого объема расчетной информации (программ и т.д.) и обеспечивает требуемую точность обработки деталей. Способ учитывает реальное положение системы координат детали со смещением от номинального положения вплоть до 6-ти осей: 3-линейные оси X, Y, Z и 3-поворотные оси А, В, С. Настройка положения вне станка так же позволяет осуществлять настройку и выверку деталей относительно СКС для токарных работ, где требуется жесткое совмещение оси вращения обрабатываемой детали и оси Z СКС.
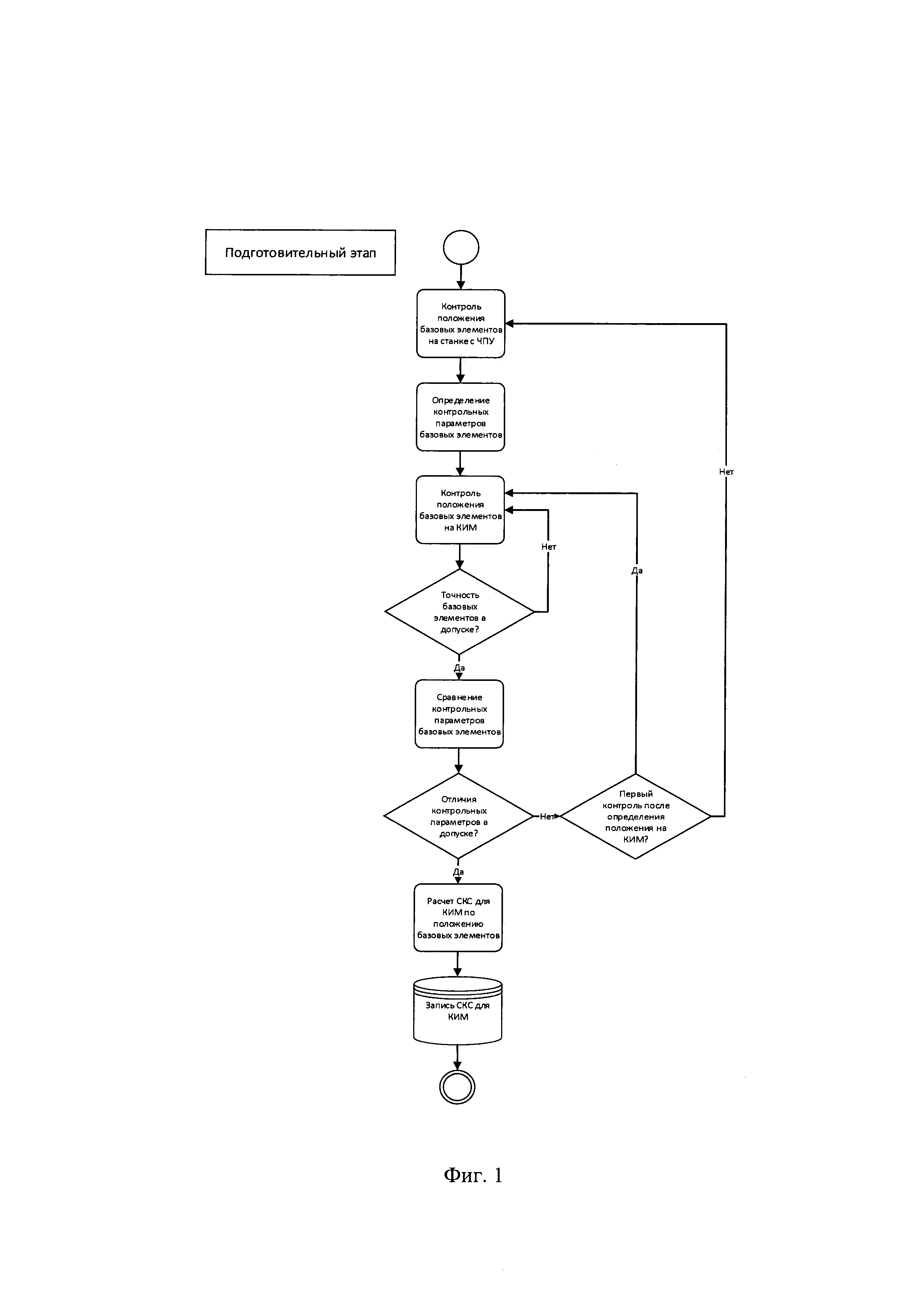
На Фиг. 1 представлена блок-схема подготовительного этапа способа настройки станка с ЧПУ для обработки поверхностей детали.
На Фиг. 2 представлена блок-схема рабочего этапа способа настройки станка с ЧПУ для обработки поверхностей детали.
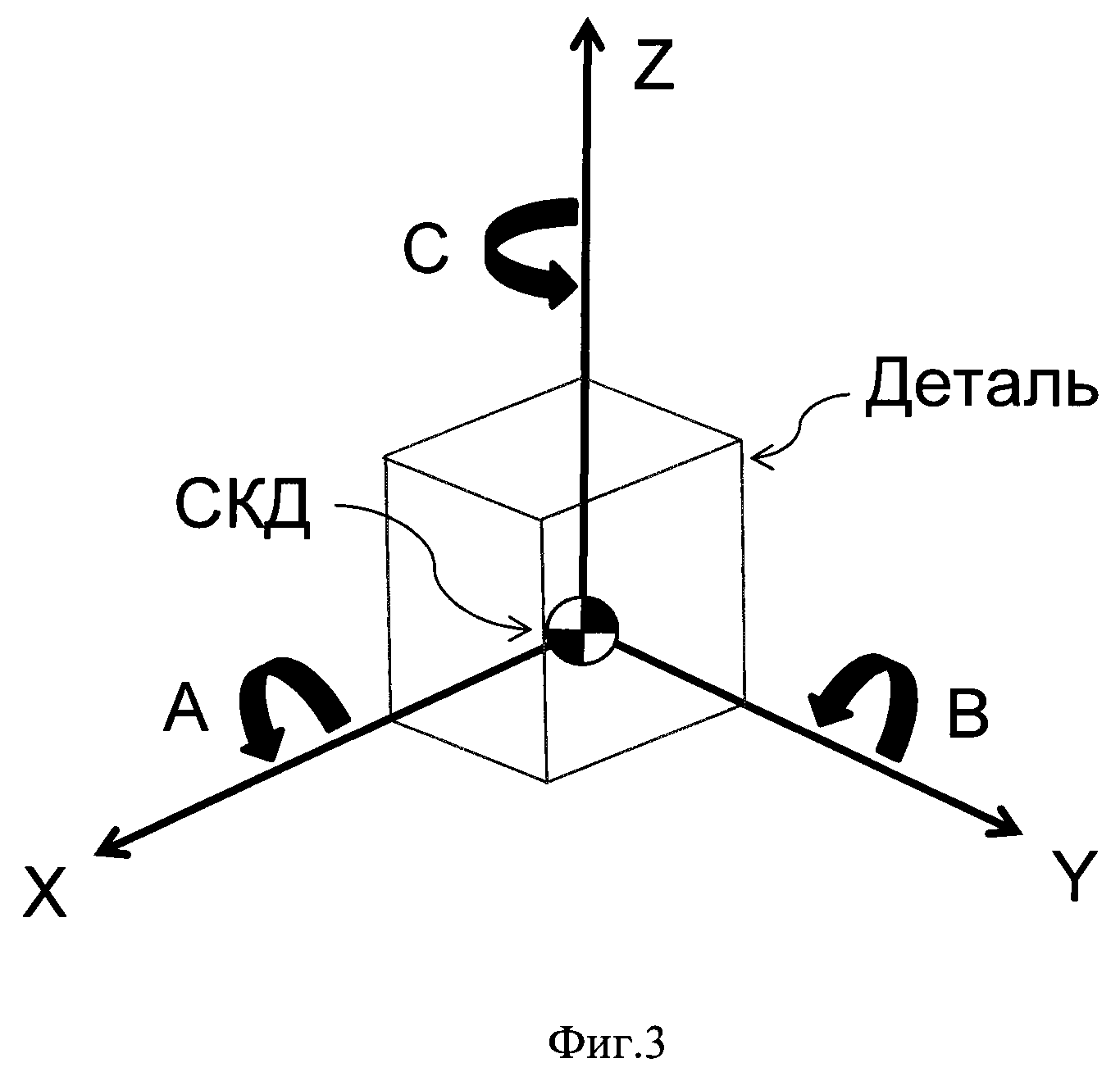
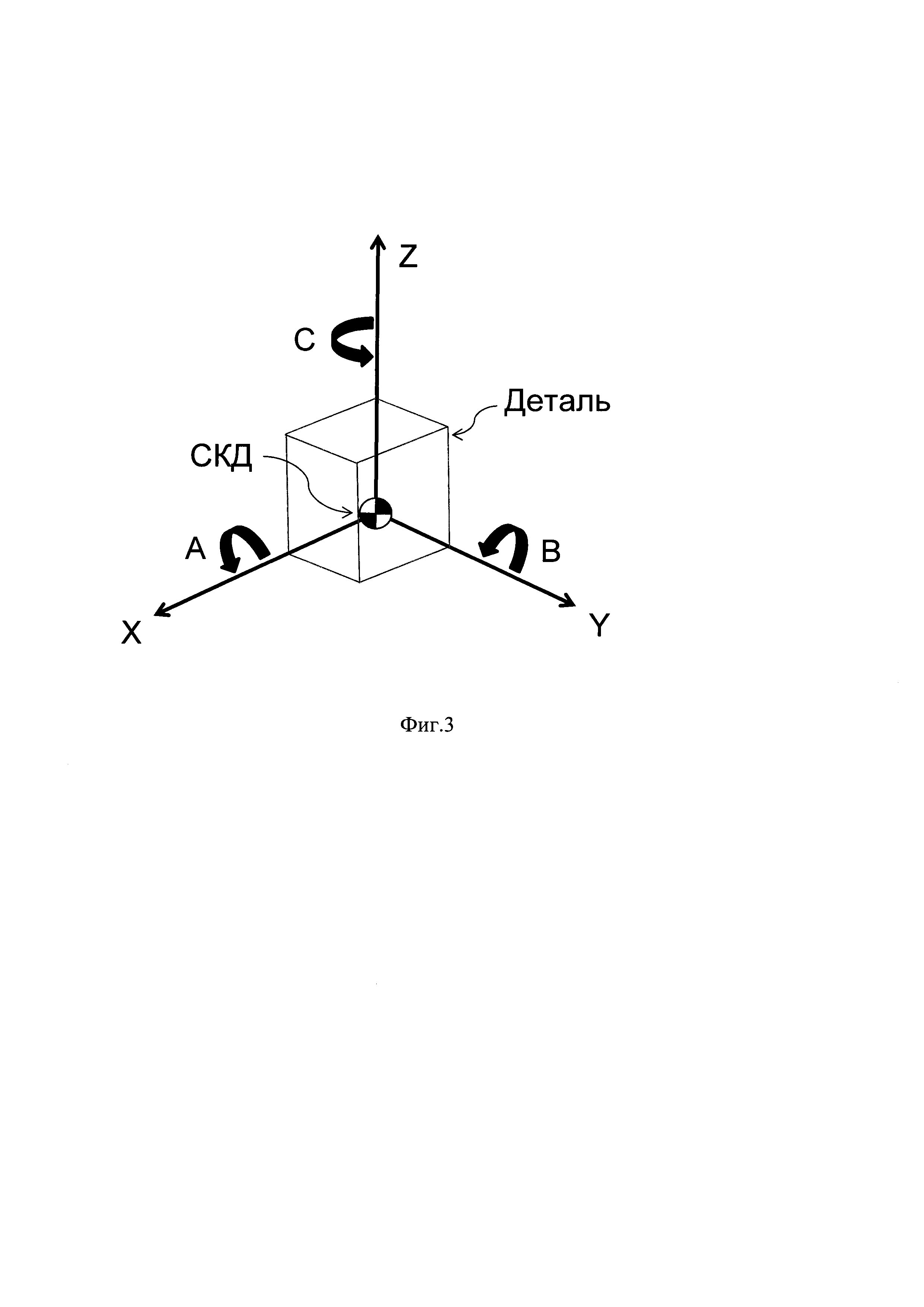
На Фиг. 3 представлена система координат детали.
Способ реализуется следующим образом.
Подготовительный этап. Деталь закрепляют на столе-спутнике, а в качестве упомянутых аппаратных измерительных средств используют координатно-измерительную машину (КИМ), при этом предварительно устанавливают стол-спутник на базовую станцию, расположенную на столе станка с ЧПУ, определяют положение базовых поверхностей стола-спутника относительно системы координат станка (СКС), а
упомянутое измерение контуров поверхностей детали осуществляют при установке стола-спутника с деталью на базовую станцию, расположенную на столе КИМ, причем коррекцию управляющей программы обработки в ЧПУ станка осуществляют с учетом упомянутого определенного положения базовых поверхностей стола спутника относительно СКС. Базовая станция является приспособлением, на которое устанавливается стол-спутник. Стол-спутник - это быстросменный стол для установки заготовки. Аппаратным измерительным средством может быть стрелочный или цифровой рычажный индикатор, концевая мера длины, контактный триггерный измерительный щуп или любое другое средство, способное определить координаты или расстояние между точками в пространстве. Выполнение подготовительного этапа необходимо только при первом запуске оборудования или при изменении любого из геометрических параметров оборудования.
Рабочий этап. На стол-спутник устанавливается заготовка детали. Для деталей, требующих выполнения особых условий взаимного расположения СКД и СКС производится ручное выравнивание детали. Для осуществления изобретения может быть применена контактная модель КИМ, например, «Неrа NT 7-7-7», а также бесконтактная модель КИМ. На координатно-измерительной машине выпускают файл с информацией о положении системы координат детали относительно системы координат станка и передают его в систему ЧПУ станка. На станке с ЧПУ запускают управляющую программу для осуществления обработки детали.
Таким образом, предлагаемое изобретение с вышеуказанными отличительными признаками, в совокупности с известными признаками, позволяет получить требуемую точность обработки поверхностей на станке с ЧПУ при произвольном расположении обрабатываемой детали в пространстве с настройкой системы координат детали без применения точной установочной оснастки, исключая большой объем расчетной информации (программ).
Способ настройки станка с ЧПУ для обработки поверхностей детали, включающий измерение контуров поверхностей детали аппаратными измерительными средствами, обработку полученного массива измерительных точек X,Y,Z и поворотных осей А,В,С по заданной программе с вычислением параметров смещений и поворотов детали и передачу этих параметров в систему ЧПУ станка, на основании которых в ней корректируют управляющую программу обработки поверхностей детали, отличающийся тем, что деталь закрепляют на столе-спутнике, а в качестве упомянутых аппаратных измерительных средств используют координатно-измерительную машину (КИМ), при этом предварительно устанавливают стол-спутник на базовую станцию, расположенную на столе станка с ЧПУ, определяют положение базовых поверхностей стола-спутника относительно системы координат станка (СКС), а упомянутое измерение контуров поверхностей детали осуществляют при установке стола-спутника с деталью на базовую станцию, расположенную на столе КИМ, причем коррекцию управляющей программы обработки в ЧПУ станка осуществляют с учетом упомянутого определенного положения базовых поверхностей стола-спутника относительно СКС.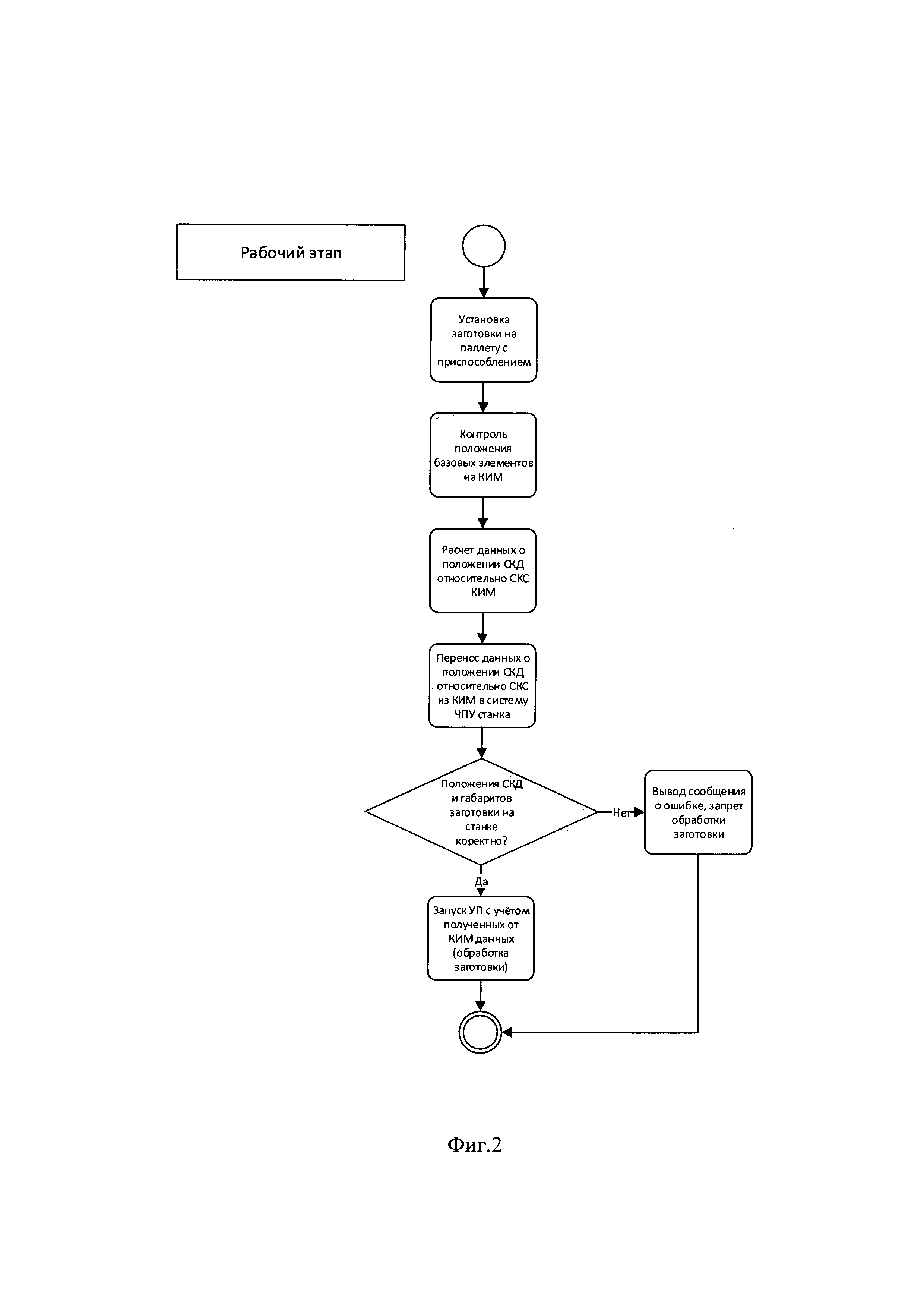
Способ трехмерной печати термопластичным композиционным материалом
Способ управления входным направляющим аппаратом компрессора газотурбинного двигателя
Способ управления газотурбинным двигателем электронно-гидромеханической системой
Суспензия для лицевого слоя керамической формы в литье по выплавляемым моделям (варианты)
Суспензия для оболочковой керамической формы
Способ обработки моноколеса газотурбинного двигателя
Способ строчного фрезерования пера лопатки газотурбинного двигателя на многокоординатных станках с чпу
Способ проверки точности позиционирования пятикоординатного станка с чпу
Способ обработки радиальной торцевой канавки на детали газотурбинного двигателя (варианты)
Способ обработки заготовок лопаток соплового аппарата газотурбинного двигателя

