Результат интеллектуальной деятельности: Способ трехмерной печати термопластичным композиционным материалом
Вид РИД
Изобретение
Изобретение относится к области аддитивных технологий в частности к технологии моделирования методом послойного наплавления («Fused Deposition Modeling» FDM или «Fused Filament Fabrication» FFF) или послойной 3Д-печати расплавленной полимерной нитью, в частности, армированной непрерывным углеродным волокном полимерной нитью.
3Д-печать может осуществляться разными способами и с использованием различных материалов, в основе которых лежит принцип послойного создания детали. Процесс печати - это ряд повторяющихся циклов, связанных с послойным нанесением материала до полного формирования детали. Циклы непрерывно следуют один за другим: на первый слой материала наносится следующий.
Известны различные способы 3Д-печати методом послойного наплавления термопластичной нити армированной волокном.
В частности, из патентов (US 5121329 МПК B22F3/115; B29C35/02, опубл. 09.06.1992), (US 5340433 МПК B22F3/115; B29C35/02, опубл. 23.08.1994), (US 5738817, МПК B29C41/36; B29C67/00, опубл. 14.04.1998), (US 5764521, МПК B29C41/36; B29C48/33, опубл.09.06.1998), (US 6022207, МПК B29C31/00; B29C41/02, опубл. 08.02.2000) компании Стратасис (Stratasys, Inc), известна технология построения 3Д-объекта по модели для автоматизированного проектирования (CAD) методом «слой за слоем» путем экструзионного осаждения расплавленного материала.
В способе изготовления (Патент US 2019232550, МПК B29B15/14; B29C48/154, опубл. 01.08.2019) описаны методы 3Д-печати детали, которые включают в себя: подготовку цифровой 3Д-модели детали, предварительную пропитку армированной нити расплавленным матричным полимером под давлением, подачу армированной нити в экструдер печатающей головки установки 3Д-печати, нагрев армированной нити до температуры, превышающей температуру плавления матричного полимера, экструдирование армированной нити на поверхность детали с образованием слоя термопластичного композитного материала, регулировку скорости подачи армированной нити и ее обрезку, повторение цикла до полного формирования детали.
Общая проблема и недостатки вышеперечисленных способов 3Д-печати по технологии послойного наплавления FDM, FFF или 3Д-печати полимерной термопластичной нитью, в частности, армированной непрерывным углеродным волокном, заключается в том, что материалы, полученные по этой технологии уступают по прочности и стойкости полимерным материалам, полученным формированием под давлением, например, литьем под давлением. В частности, испытания на межслоевой сдвиг (Short-Beam Strength ASTM D2344) показывают прочность более чем в два раза ниже материала, полученного формованием под давлением. Снижение прочности и стойкости напечатанных полимерных материалом связана с более слабым сцеплением напечатанных слоев и большим количеством пор и пустот в материале, ограничивая их применение в аэрокосмической и других областях, поскольку производятся детали с понижением качества.
Технической проблемой, решение которой обеспечивается только при осуществлении предлагаемого способа и не может быть реализовано при использовании прототипа, является высокая пористость, низкое сцепление слоев и неоднородность термопластичного композитного материала готового изделия.
Технической задачей является снижение пористости, повышение сцепления слоев напечатанного термопластичного композитного материала и в соответствии повышение физико-механических характеристик (далее ФМХ) материалов и повышение качества деталей.
Техническая задача решается тем, что в способе трехмерной печати термопластичным композиционным материалом, включающим предварительную пропитку армированной нити расплавленным матричным полимером под давлением, сушку армированной нити, подачу армированной нити в экструдер печатающей головки, нагрев армированной нити до температуры, превышающей температуру плавления матричного полимера армированной нити, экструдирование армированной нити на поверхность детали с образованием слоя термопластичного композитного материала, с регулированием скорости подачи армированной нити, с обрезкой армированной нити и повторением циклов до полного формирования детали, согласно изобретению, дополнительно используют термостатированную подогреваемую камеру, после подачи в зону трехмерной печати армированной нити, приваривают армированную нить при одновременном воздействии температуры, превышающей температуру плавления матричного полимера армированной нити и колебаний, образованных ультразвуковым преобразователем, при этом процесс печати осуществляют в термостатированной подогреваемой камере при оптимальной температуре 100-300оС в зоне печати.
В предлагаемом изобретении в отличии от прототипа приваривание армированной нити при одновременном воздействии высокой температуры и ультразвуковых колебаний, приводит к интенсивной диффузии макромолекул полимера, быстрому привариванию и распределению армированной нити по поверхности слоя, что приводит к уменьшению пористости материала, усилению сцепления слоев до уровня литого материала, что, соответственно, приводит к повышению его ФМХ и повышению качества деталей.
Использование термостатированной подогреваемой камеры с оптимальной температурой 100-300 оС в зоне печати, в зависимости от используемого матричного полимера, в которой регулируется разность температур между нижележащим слоем и выкладываемой нитью, под действием избыточного тепла нити и ультразвуковых колебаний приводит к интенсивной диффузии молекул термопласта в месте контакта слоев, что с свою очередь приводит к уменьшению пористости материала, усилению сцепления слоев до уровня литого материала, и, соответственно, приводит к повышению ФМХ получаемого материала детали.
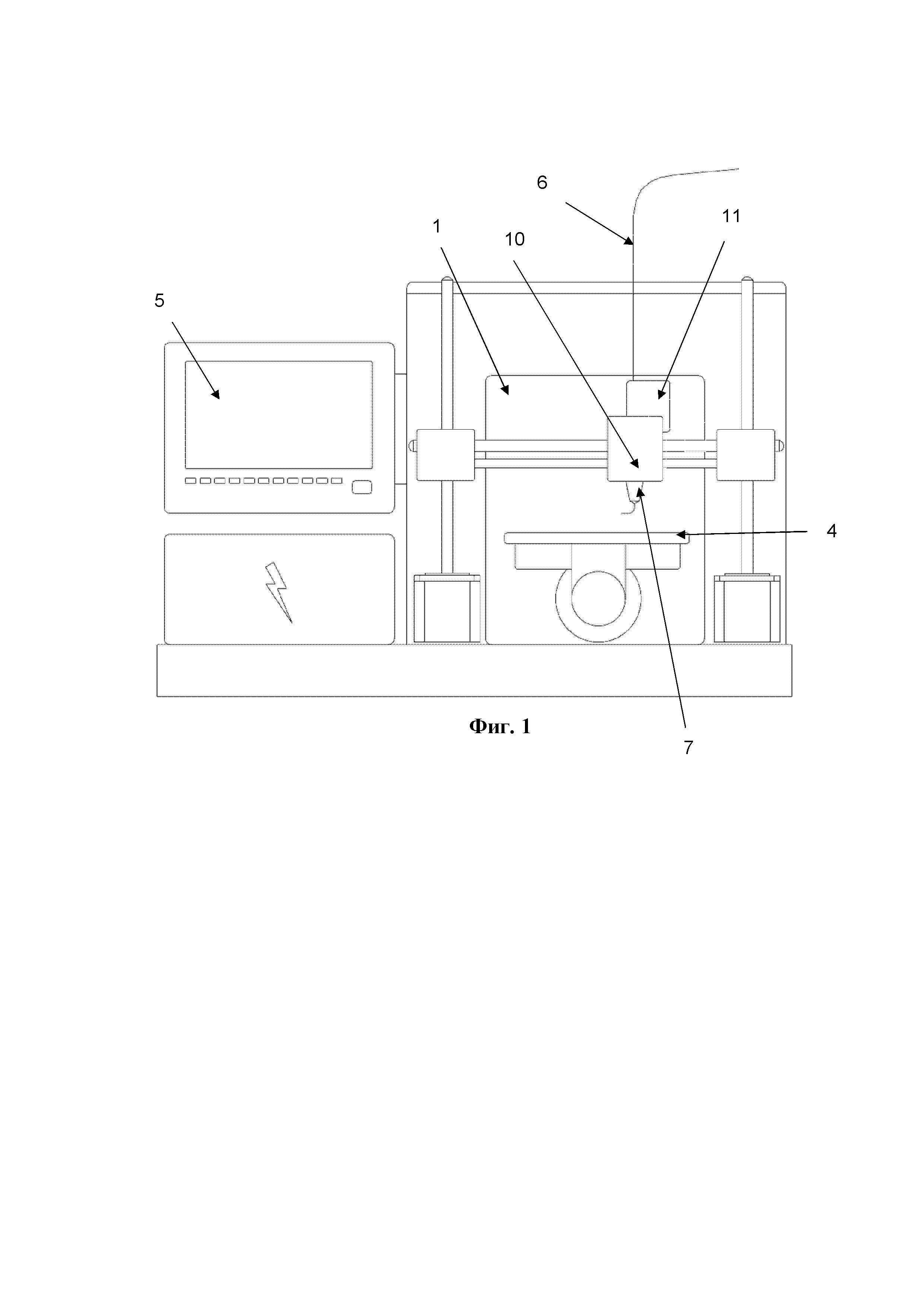
На фиг. 1 изображен общий вид устройства для способа трехмерной печати термопластичным композиционным материалом;
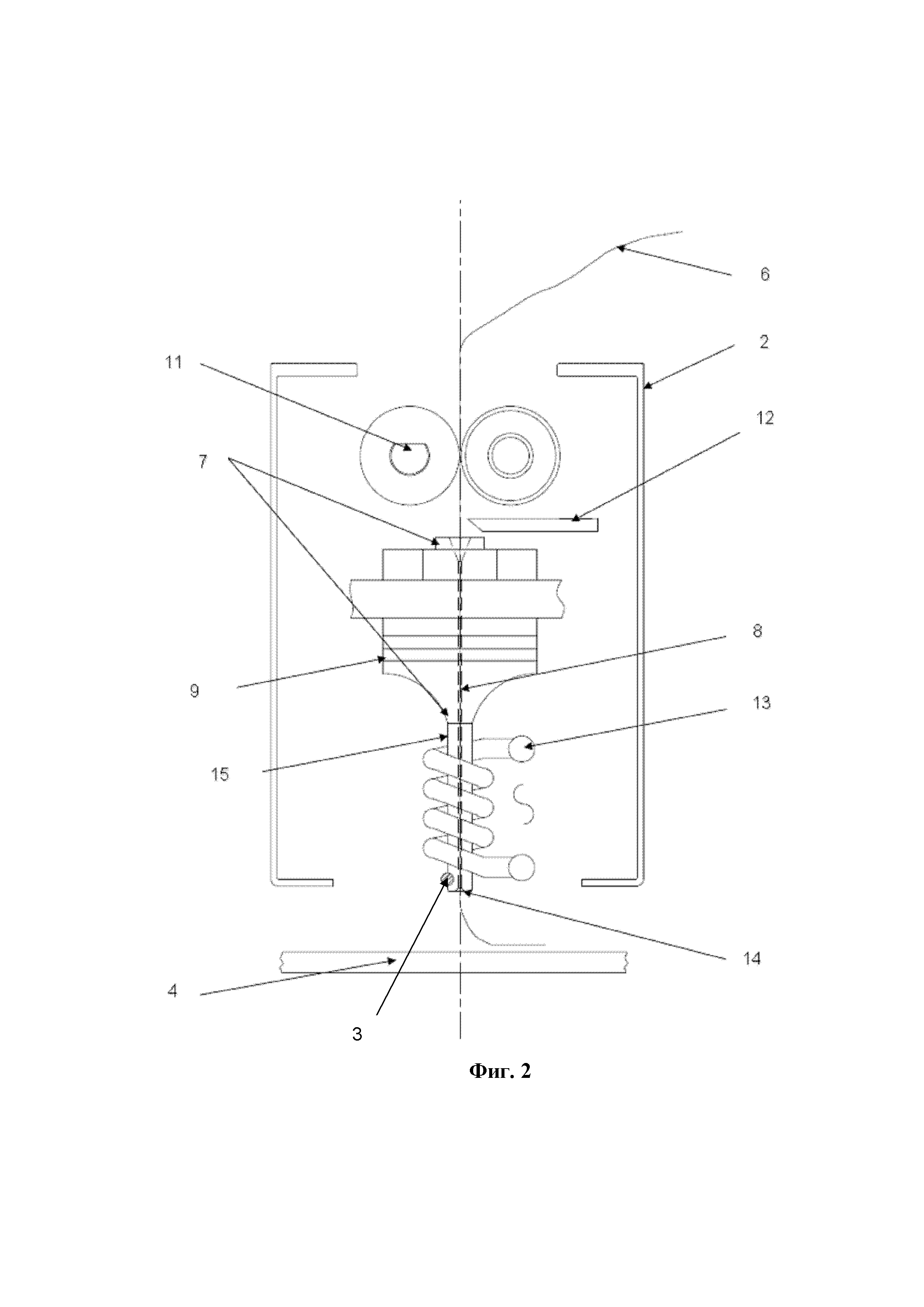
На фиг. 2 изображена общая схема печатающей головки;
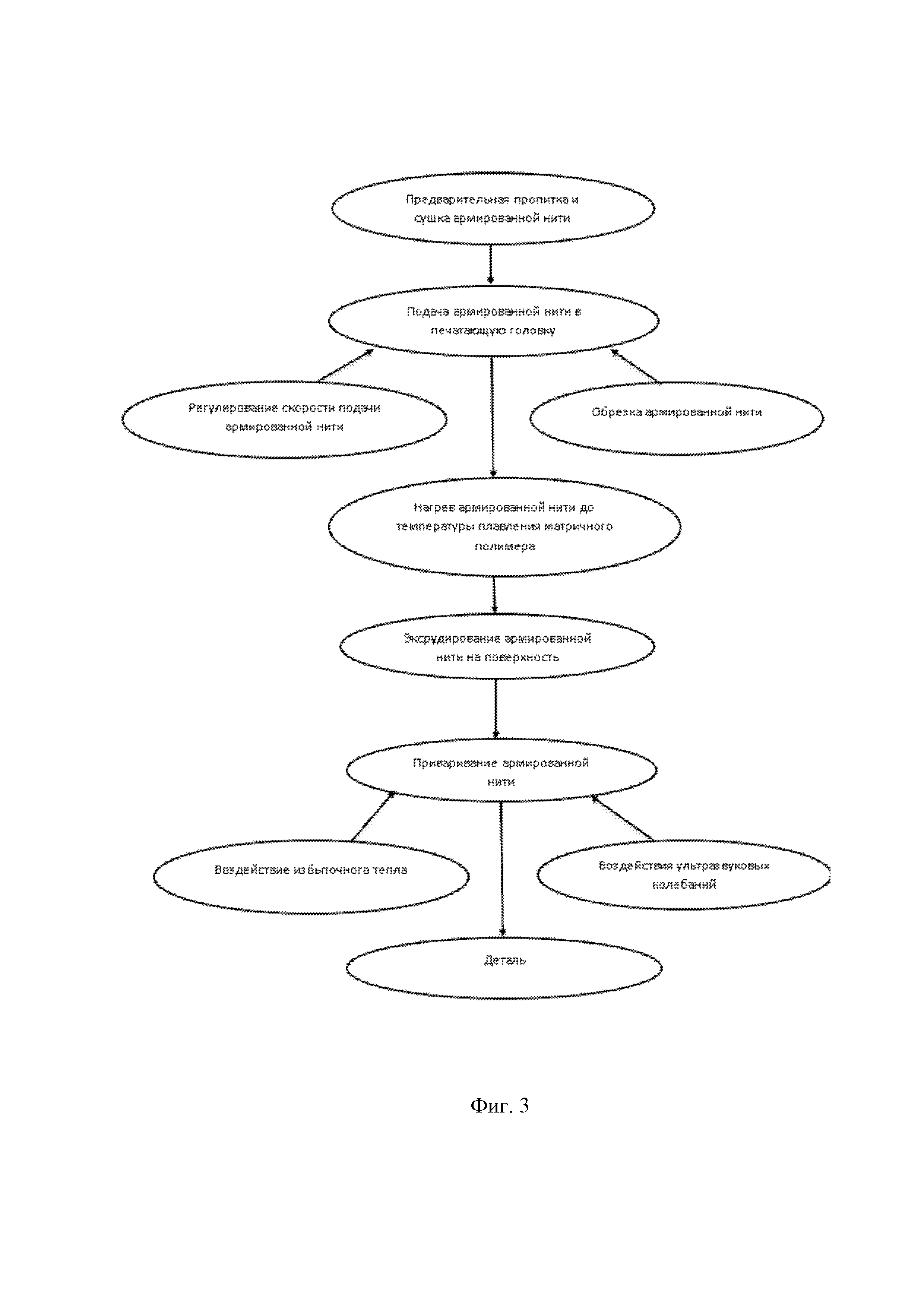
На фиг. 3 представлена блок-схема способа трехмерной печати термопластичным композиционным материалом.
Процесс трехмерной печати заключается в следующем: просушенная армированная нить 6 подающим элементом (без позиции) подается на печатающую головку 2. Далее нить подающим элементом 11 в составе печатающей головки 2 дозированным усилием проталкивается через нагретый экструдер 7 печатающей головки 2. Внутренний канал 8 экструдера 7 имеет определенную форму поперечного и продольного сечения для обеспечения прохождения нити без избыточного сопротивления при эффективном прогреве матричного полимера. Внутренний канал 8 имеет диаметр 0,55-1,3 мм в зависимости от используемой армированной нити 6.
Нагревателем 13 в процессе 3Д-печати может служить любое устройство, обеспечивающее нагрев экструдера 7 до требуемых температур. Например, экструдер 7 может нагреваться высокочастотным индукционным нагревателем 13 с рабочей частотой в диапазоне 2-10 МГц. Диапазон рабочих температур экструдера 7 составляет 320-450оС, при печати армированной нитью 6 на основе, например, полиэфирэфиркетона. Проходящая через экструдер 7 армированная нить 6 нагревается от стенки и непосредственно от индукционных токов, возникающих в углеволокне, до температур, превышающих температуру плавления матричного полимера. Армированная нить 6 с расплавленным матричным полимером на выходе из сопла экструдера 14 печатающей головки 2 утюжится плоской поверхностью сопла 14 и равномерно выкладывается по поверхности детали 4 или нижележащего слоя в виде ленточной дорожки согласно траектории движения печатающей головки 2.
Печать продолжается до полного формирования детали. Выкладка или печать слоев может осуществляться в произвольном направлении в пределах плоскости печати. Движение печатающей головки 2 и соответственно и траектория печати задается программной частью 5 установки для 3Д-печати (3Д принтером) на основе трехмерной модели детали.
Под действием колебаний, образованных ультразвуковым преобразователем 9 (ультразвук), с частотой 22-44 кГц в пятне контакта усиливается диффузия макромолекул матричного полимера. Совместное концентрированное использование избыточного тепла армированной нити 6, утюжения (прикладываемого давления), и ультразвуковых колебаний в пятне контакта приводит к быстрой диффузии полимерных молекул, эффективному привариванию слоев материала и распределению армированной нити 6 по поверхности детали 4. Ультразвуковые колебания активизируют поверхность и препятствуют образованию пор и пустот приводя к их схлопыванию при совместном воздействии с утюжащим воздействием плоской поверхности сопла экструдера 14.
Процесс печати протекает в обогреваемой термостатированной камере 1 в составе установки 3Д-печати в которой поддерживается оптимальная температура в зависимости от типа используемого матричного полимера (его температур стеклования, кристаллизации, перекристаллизации, температуры плавления) и поддерживается в диапазоне 100-300оС. Совместное воздействие тепла камеры 1, которое уменьшает разность температур между нижележащим слоем и выкладываемой нитью, тепла нити и ультразвуковых колебаний приводит к интенсивной диффузии молекул термопласта при контакте, что в свою очередь приводит к уменьшению пористости материала, усилению сцепления слоев до уровня литого материала, что соответственно приводит к повышению его ФМХ.
Трехмерная печать осуществляется на 3Д принтере, состоящем из аппаратной и программной части 5. Аппаратная часть принтера представлена устройствами и системами, обеспечивающими печать армированной нитью 6, в том числе это: печатающая головка 2, кинематическая система перемещения печатающей головы по заданной траектории, система обратной связи (датчики) положения и параметров печатающей головки 2 и печатаемой детали, опорная плита завязанная или нет на кинематические системы, корпус или станина установки, контроллер или система контроллеров, система энергоснабжения. Программная же часть 5 представлена в виде g-кода и реализует формирование детали сложной геометрии в соответствии с трехмерной моделью в заданных условиях. С помощью программной части 5 отслеживается положение всех подвижных частей установки и все контролируемые параметры процесса (например, температура экструдера печатающей головки) в соответствии с заданием проводит управляющее воздействие на исполнительные механизмы.
Печатающая головка 2 в составе установки 3Д-печати армированной нитью в общем виде состоит из следующих основных узлов: силовая рамка 10, подающий элемент 11, экструдер 7, нагревательный элемент 13, узел обрезки 12.
Силовая рамка 10 обеспечивает крепление всех элементов конструкции печатающей головки 2 к системе управления перемещением. Подающий элемент 11 обеспечивает прием армированной нити 6 и направление ее на вход экструдера 7 с определенным усилием и скоростью заданной системой управления программной части 5.
Экструдер 7 обеспечивает расплавление матричного полимера армированной нити 6 и наплавление армированной нити 6 на нижележащий слой или поверхность детали 4 в процессе выкладки.
Нагревательный элемент 13 обеспечивает нагрев горячей части экструдера 7 до температур, обеспечивающих надежное расплавление матричного полимера армированной нити 6. В качестве нагревателя 13 может быть использовано, например, индукционное высокочастотное устройство или резистивное устройство. Контроль температуры осуществляется датчиком 3, установленным у сопла экструдера 14.
Для осуществления процесса печати нитью 6 с армированием непрерывным волокном используется узел обрезки 12, обеспечивающий разрезание и выкладывания армированной нити 6 определенной длины заданной системой управления. Узел обрезки 12 может быть расположен на любом участке траектории движения армированной нити 6. Например он располагается после подающего элемента 11 до входа в экструдер 7, обеспечивая после обрезки свободный канал от нити 6 после ее вытягивания.
Кроме основных устройств печатающая голова включает в себя и другие компоненты (без позиций), например, позиционеры различных конструкций, датчики температуры, наличия армированной нити 6 и другие устройства, обеспечивающие процесс печати. Реализация и взаимное расположение деталей и узлов печатающей головы зависит от конкретной реализации.
Изготовление армированной нити 6 для процесса 3Д-печати осуществляется на отдельной, специальной установке. Процесс пропитки жгута или пучка армирующих волокон расплавом полимера протекает под высоким давлением подачи матричного полимера. Давление пропитки может достигать 60 МПа. Температура пропитки определяется используемым в процессе матричным полимером, и оптимальное значение температуры находится в диапазоне 350-500 оС. Полученный полностью пропитанный матричным полимером жгут или пучок углеродных волокон, фактически представляет из себя армированную нить 6 для процесса 3Д-печати. Но при этом при армировании нити 6 не ограничивается длина волокон, в зависимости от требований к готовому материалу может использоваться как непрерывное, так и рубленное волокно. Пористость используемой армированной нити 6 не более 2%, но не ограничивается этим значением в зависимости от требований к ФМХ материала.
В процессе печати может использоваться армированная нить 6 с любым требуемым содержанием армирующего волокна, например, для формирования защитного ламинированного покрытия, для печати может использоваться полимерный материал без армирования.
Материалы, используемые в процессе 3Д-печати могут иметь любую подходящую комбинацию. Например, подходящие термопластичные полимеры включают: полиарилэфиркетоны различных марок (ПЭЭК, ПЭКК, ПАЭК и др), полифениленсульфид (ПФС), полисульфоны (ПЭС, ПСФ), полиэфиримид (ПЭИ), полиамиды различных марок (ПА), жидкокристаллические полимеры, и различные другие термопласты и термореактивные смолы в зависимости от требований к готовому материалу. Армирующий материал так же подбирается в зависимости от требований к готовому изделию. Например, может быть использовано непрерывное высокопрочное углеродное волокно.
Поперечный размер армированной нити 6 может быть различным и подбирается в зависимости от требований к процессу печати и конкретного оборудования. Например, диаметр нити может составлять 0,55-1,2 мм. К тому же возможны вариации формы поперечного сечения нити: круг, овал, многогранник и другие.
Матричные полимеры в процессе хранения набирают влагу, которая в процессе печати под действием температуры приводит к вспениванию, что увеличивает количество пор и пустот в готовом материале. Перед подачей на печать, армированную нить просушивают на специальном оборудовании и прогревают до оптимальной температуры процесса печати в зависимости от используемого термопластичного полимера. Сушка и прогрев армированной нити 6 может осуществляться как в составе установки 3Д-печати в отдельной камере, так и в отдельном сушильном шкафу или другом оборудовании.
Предлагаемый способ позволяет изготавливать детали сложной геометрии из термопластичных композиционных материалов армированным непрерывным волокном пригодные для использования в аэрокосмической области, например, для печати секции заготовки решетки реверсивного устройства авиационного двигателя без использования сложной оснастки и без последующей термообработки в автоклаве под давлением.
Способ трехмерной печати термопластичным композиционным материалом детали, включающий предварительную пропитку армированной нити расплавленным матричным полимером под давлением, сушку армированной нити, подачу армированной нити в экструдер печатающей головки, нагрев армированной нити до температуры, превышающей температуру плавления матричного полимера армированной нити, экструдирование армированной нити на поверхность детали с образованием приваренного слоя композитного материала с регулированием скорости подачи армированной нити с обрезкой армированной нити и повторением цикла до полного формирования детали, отличающийся тем, что дополнительно используют термостатированную подогреваемую камеру, после подачи в зону трехмерной печати армированной нити приваривают армированную нить при одновременном воздействии температуры, превышающей температуру плавления матричного полимера армированной нити, и колебаний, образованных ультразвуковым преобразователем, при этом процесс печати осуществляют в термостатированной подогреваемой камере при оптимальной температуре 100-300°С в зоне печати.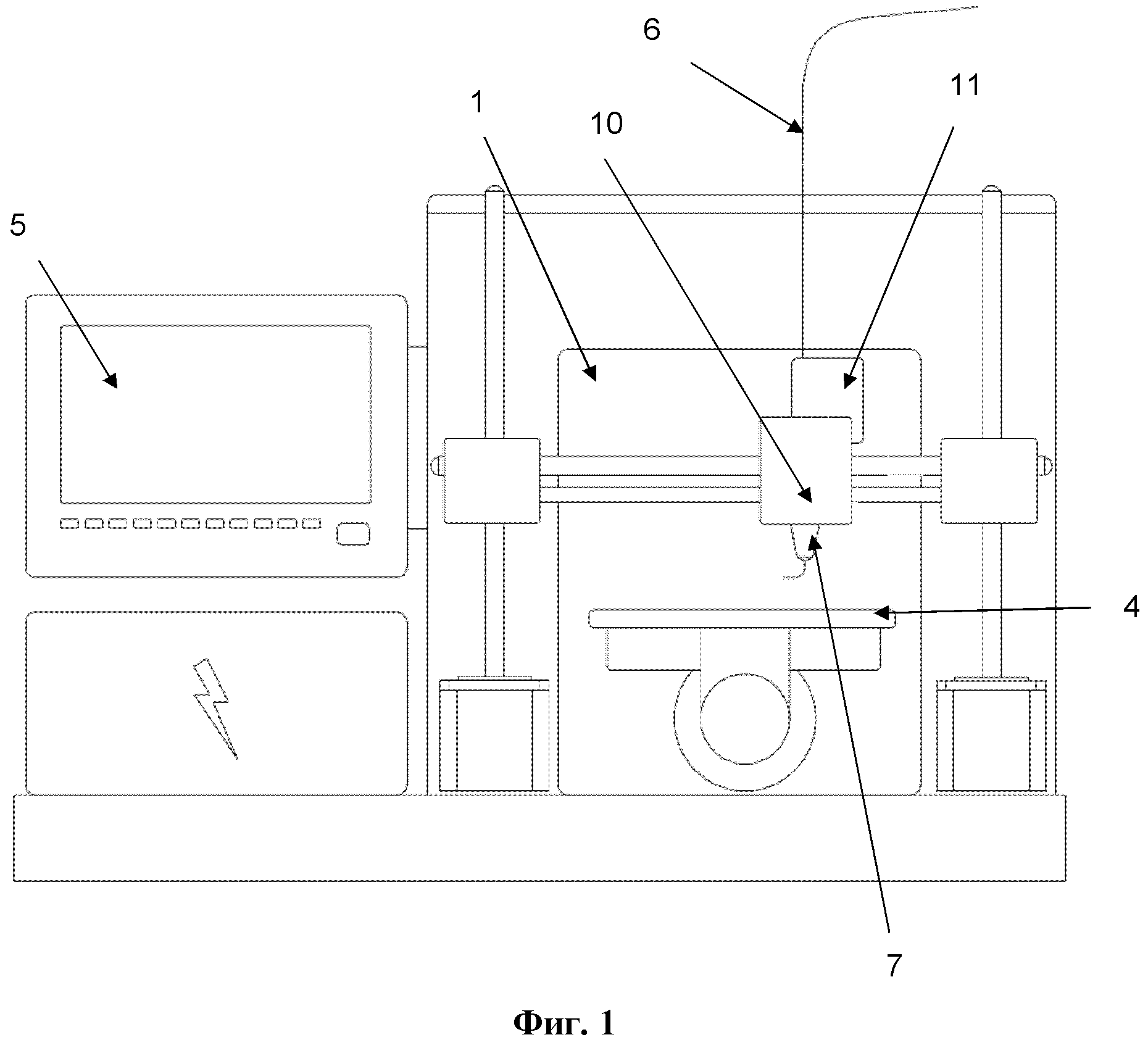
Стенд для испытания газогенераторов турбореактивных двухконтурных двигателей
Способ измерения фактической минимальной площади проходного сечения межлопаточных каналов
Система топливопитания камеры сгорания газотурбинного двигателя
Центробежно-струйная форсунка
Жаровая труба камеры сгорания газотурбинного двигателя
Способ изготовления керамических форм для равноосного литья жаропрочных сплавов по выплавляемым моделям
Способ доставки измерительного элемента в заданную позицию при замерах параметров газового потока газотурбинного двигателя
Упругодемпферная опора турбины
Газотурбинный двигатель
Газотурбинный двигатель с биротативным вентилятором
Реверсивное устройство турбореактивного двигателя
Устройство для присоединения реверсивного устройства к переднему корпусу двигателя
Шевронное сопло газотурбинного двигателя
Способ изготовления секций несущей решетки реверсера тяги
Отклоняющая решетка реверсивного устройства наружного корпуса двигателя
Сигнализатор закрытого положения механизма крепления реверсивного устройства мотогондолы к газотурбинному двигателю
Способ изготовления заготовки акустической структуры

