Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ВЫПРЯМЛЕНИЯ КОРОБЛЕНИЯ СЛЯБА И СПОСОБ ВЫПРЯМЛЕНИЯ КОРОБЛЕНИЯ СЛЯБА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к устройству для выпрямления коробления сляба, обнаруживающему и выпрямляющему коробление сляба, вытягиваемого из кристаллизатора, в установке для непрерывного литья, и к способу выпрямления коробления сляба с использованием устройства для выпрямления коробления сляба.
Данная заявка претендует на приоритет заявки на патент (Япония) номер 2016-018309, поданной 2 февраля 2016 года, содержимое которой включено в настоящий документ посредством ссылки.
Уровень техники
[0002] Когда сляб подвергается непрерывному литью в установке для непрерывного литья, иногда сляб не охлаждается равномерно вследствие утечки воды из охлаждающего водопровода, засорения распылительных элементов и подобного, и коробление формируется в слябе. Возможна такая проблема, что если величина коробления сляба превышает предварительно определенную величину, сляб создает помехи транспортировочному устройству и т.п., так что работа прекращается.
[0003] Следовательно, в современном уровне техники, предложен способ уменьшения коробления сляба, вытягиваемого из кристаллизатора в установке для непрерывного литья.
Например, патентный документ 1 предлагает способ выпрямления коробления сляба с использованием обжимного валка транспортировочного стола для сляба.
Помимо этого, патентные документы 2 и 3 предлагают способ выпрямления коробления сляба посредством ограничения условий для охлаждения сляба.
Документы предшествующего уровня техники
Патентные документы
[0004] Патентный документ 1. Не прошедшая экспертизу заявка на патент (Япония), первая публикация, № H06-335755
Патентный документ 2. Не прошедшая экспертизу заявка на патент (Япония), первая публикация, № 2000-176616
Патентный документ 3. Не прошедшая экспертизу заявка на патент (Япония), первая публикация № 2003-019546
Сущность изобретения
Проблемы, разрешаемые изобретением
[0005] В способах согласно патентным документам 1-3, раскрыты способы выпрямления коробления сляба. Тем не менее не раскрыты блок, определяющий коробление сляба, и блок, измеряющий величину коробления. Например, может быть возможность измерять величину смещения сляба с использованием лазерного измерителя смещений и подобного. Тем не менее в установке для непрерывного литья, окружающая среда работы является сложной, и характеристики лазерного измерителя смещений и подобного ухудшаются на ранней стадии вследствие нагрева, пара и подобного. Соответственно, предполагается, что величина смещения сляба не может стабильно измеряться в течение длительного периода времени.
[0006] Здесь, в роликовом сегменте, поддерживающем сляб, вытягиваемый из кристаллизатора в установке для непрерывного литья, поскольку сляб фиксируется посредством роликового сегмента, коробление не проявляется. Коробление проявляется в момент времени, когда сляб выходит из роликового сегмента. Тем не менее непосредственно его величина смещения не является значительной, и коробление считывается в первый раз в момент времени, когда сляб медленно вытягивается. Следовательно, возникает такая проблема, что коробление не может считываться на ранней стадии, и прекращение работы не может исключаться.
[0007] В частности, в установке для непрерывного литья вертикального типа, в которой сляб вытягивается вниз в вертикальном направлении, и сляб режется с предварительно определенными длинами посредством резательной машины, если значительное коробление формируется в слябе, имеется проблема в том, что сляб колеблется в продольной плоскости на транспортировочном ролике, который зажимает и поддерживает сляб на стороне ниже резательной машины, так что сляб более не может поддерживаться, и работа прекращается. Следовательно, существует потребность в считывании коробления сляба на ранней стадии и надлежащем выпрямлении коробления.
[0008] Настоящее изобретение осуществлено с учетом вышеприведенных проблем, и его цель заключается в том, чтобы предоставить устройство для выпрямления коробления сляба, которое считывает коробление сляба, вытягиваемого из кристаллизатора, на ранней стадии и допускает измерение его величины коробления, и способ выпрямления коробления сляба с использованием устройства для выпрямления коробления сляба.
Средство решения проблемы
[0009] (1) Чтобы разрешить вышеуказанную проблему, согласно одному аспекту настоящего изобретения, предусмотрено устройство для выпрмяления коробления сляба, обнаруживающее коробление сляба, вытягиваемого из кристаллизатора, в установке для непрерывного литья. Устройство для обнаружения коробления сляба включает в себя пару прижимных роликов, которая зажимает сляб на выходной стороне роликового сегмента, поддерживающего сляб, вытягиваемый из кристаллизатора, блок перемещения, который поддерживает пару прижимных роликов таким образом, что они могут перемещаться в направлении толщины сляба, и блок обнаружения позиции, который обнаруживает позиции прижимных роликов в направлении толщины сляба.
[0010] Согласно устройству для обнаружения коробления сляба, имеющему эту конфигурацию, устройство для выпрямления коробления сляба включает в себя пару прижимных роликов, которая зажимает сляб, блок перемещения, который поддерживает пару прижимных роликов таким образом, что они могут перемещаться в направлении толщины сляба, и блок обнаружения позиции, который обнаруживает позиции прижимных роликов в направлении толщины сляба. Следовательно, пара прижимных роликов перемещается в направлении толщины сляба по траектории, следуя за формой сляба, и коробление сляба считывается посредством обнаружения позиций пары прижимных роликов в направлении толщины сляба, так что величина коробления сляба может точно измеряться. Помимо этого, ситуация коробления сляба может непрерывно обнаруживаться.
В настоящем изобретении, в случае рассмотрения сечения, включающего в себя направление вытягивания сляба, коробление обозначает смещение позиции в направлении, перпендикулярном направлению вытягивания сляба. В настоящем изобретении, коробление сляба по толщине становится целью, которая должна обнаруживаться посредством устройства для обнаружения коробления сляба. Помимо этого, направление по толщине сляба в настоящем изобретении указывает направление толщины сляба непосредственно ща роликовым сегментом.
Помимо этого, в настоящем изобретении, прижимные ролики и блок перемещения обеспечиваются в задней стороне роликового сегмента, поддерживающего сляб, вытягиваемый из кристаллизатора, в направлении вытягивания сляба (в направлении, в котором транспортируется сляб). Следовательно, величина коробления сляба может измеряться на ранней стадии, и прекращение работы вследствие коробления сляба может исключаться посредством принятия соответствующих ответных мер, таких как выпрямление этого коробления.
[0011] (2) Здесь, в устройстве для выпрямления коробления сляба согласно аспекту, описанному выше, предпочтительно, если коробление сляба выпрямляется посредством регулирования баланса прижимающих сил пары прижимных роликов, например, в случае если величина смещения позиций прижимных роликов в направлении толщины сляба превышает предварительно определенное значение. Предварительно определенное значение величины смещения позиций прижимных роликов в направлении толщины сляба является значением, полученным на основе опыта работы из допустимого значения величины коробления, при которой сляб может стабильно транспортироваться на нижнем транспортировочном ролике без колебаний в продольной плоскости. Это предварительно определенное значение задается в соответствии с размером ролика для нижнего транспортировочного ролика.
В этом случае, коробление сляба может выпрямляться на ранней стадии посредством регулирования прижимающих сил пары прижимных роликов в момент времени, когда считывается, что величина смещения позиций прижимных роликов в направлении толщины сляба превышает предварительно определенное значение, так что прекращение работы вследствие коробления сляба может исключаться. Таким образом, в отношении сляба, который транспортируется с предварительно определенной скоростью, прекращение работы вследствие коробления сляба может исключаться посредством выпрямления коробления сляба в момент времени, когда коробление сляба может выпрямляться.
[0012] (3) В устройстве для выпрямления коробления сляба согласно (1) или (2), сляб, имеющий долю твердой фазы в центральной части в 70% или выше, может использоваться в качестве цели обнаружения. В этом случае, предотвращается расширение сляба вследствие статического давления, так что коробление может обнаруживаться точнее.
[0013] (4) В устройстве для выпрямления коробления сляба согласно любому из (1)-(3), установка для непрерывного литья может быть вертикального типа. В этом случае, в установке для непрерывного литья вертикального типа, в которой сляб вытягивается вниз в вертикальном направлении, его величина коробления может измеряться посредством считывания коробления сляба, на ранней стадии, транспортируемого без прохождения через такой этап, как изгиб после вытягивания из кристаллизатора.
[0014] (5) Согласно другому аспекту настоящего изобретения, предусмотрен способ обнаружения коробления сляба с использованием устройства для обнаружения коробления сляба согласно любому из (1), (3) и (4). Способ обнаружения коробления сляба включает в себя обнаружение коробления сляба посредством подачи инструкций блоку обнаружения позиции обнаруживать позиции прижимных роликов, когда пара прижимных роликов перемещается в направлении толщины сляба, следуя форме сляба, в состоянии, в котором сляб зажимается посредством пары прижимных роликов.
Согласно способу обнаружения коробления сляба, имеющего эту конфигурацию, используется устройство для обнаружения коробления сляба, описанное выше. Следовательно, коробление сляба может считываться на ранней стадии, и его величина коробления может точно измеряться, когда позиции прижимных роликов, когда пара прижимных роликов перемещается в направлении толщины сляба, следуя форме сляба, обнаруживается посредством блока обнаружения позиции.
В случае если сляб зажимается посредством пары прижимных роликов, прижимные ролики могут находиться в состоянии контакта со слябом.
С другой стороны, сляб может прижиматься и зажиматься посредством пары прижимных роликов с помощью прижимающих сил, равных друг другу. В этом случае, нет необходимости для каждой из прижимающих сил строго совпадать друг с другом. Может присутствовать разность между прижимающими силами до такой степени, что сляб не деформируется. Допустимая разность между прижимающими силами варьируется вследствие материала, формы сечения и т.п. сляба. Обычно, предпочтительно, если допустимая разность составляет 20 т или ниже.
[0015] (6) Помимо этого, согласно другому аспекту настоящего изобретения, предусмотрен способ выпрямления коробления сляба с использованием устройства для выпрямления коробления сляба согласно (2)-(4). Способ обнаружения коробления сляба включает в себя обнаружение коробления сляба посредством подачи инструкций блоку обнаружения позиции обнаруживать позиции прижимных роликов, когда пара прижимных роликов перемещается в направлении толщины сляба, следуя форме сляба, в состоянии, в котором сляб зажимается посредством пары прижимных роликов, и выпрямление коробления сляба посредством регулирования прижимающих сил пары прижимных роликов в случае, если величина смещения позиций прижимных роликов в направлении толщины сляба превышает предварительно определенное значение.
Согласно способу выпрямления коробления сляба, имеющего эту конфигурацию, используется устройство для выпрямления коробления сляба, описанное выше. Следовательно, коробление сляба может считываться на ранней стадии, и его величина коробления может точно измеряться и выпрямляться.
Затем в случае, если величина смещения позиций прижимных роликов в направлении толщины сляба превышает предварительно определенное значение, коробление сляба может выпрямляться посредством регулирования прижимающих сил пары прижимных роликов. Следовательно, коробление сляба может выпрямляться на ранней стадии, так что прекращение работы вследствие коробления сляба может исключаться.
Преимущества изобретения
[0016] Согласно каждому из аспектов настоящего изобретения, описанного выше, можно предоставлять устройство для выпрямления коробления сляба, которое считывает коробление сляба, вытягиваемого из кристаллизатора, на ранней стадии и допускает измерение величины его коробления, и способ выпрямления коробления сляба с использованием устройства для выпрямления коробления сляба.
Краткое описание чертежей
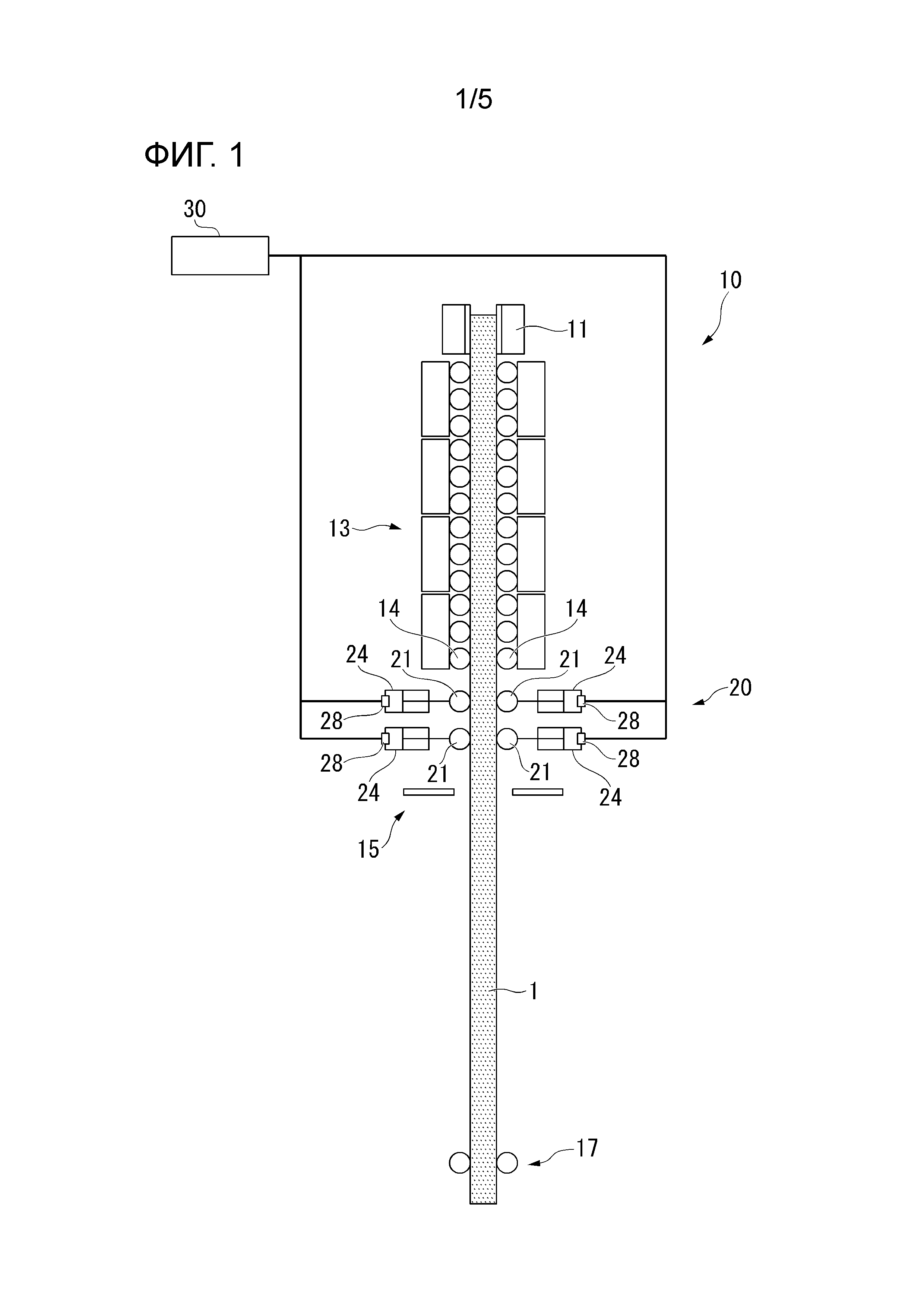
[0017] Фиг. 1 является видом, описывающим установку для непрерывного литья, в которой применяются устройство для выпрямления коробления сляба и способ выпрямления коробления сляба согласно варианту осуществления настоящего изобретения.
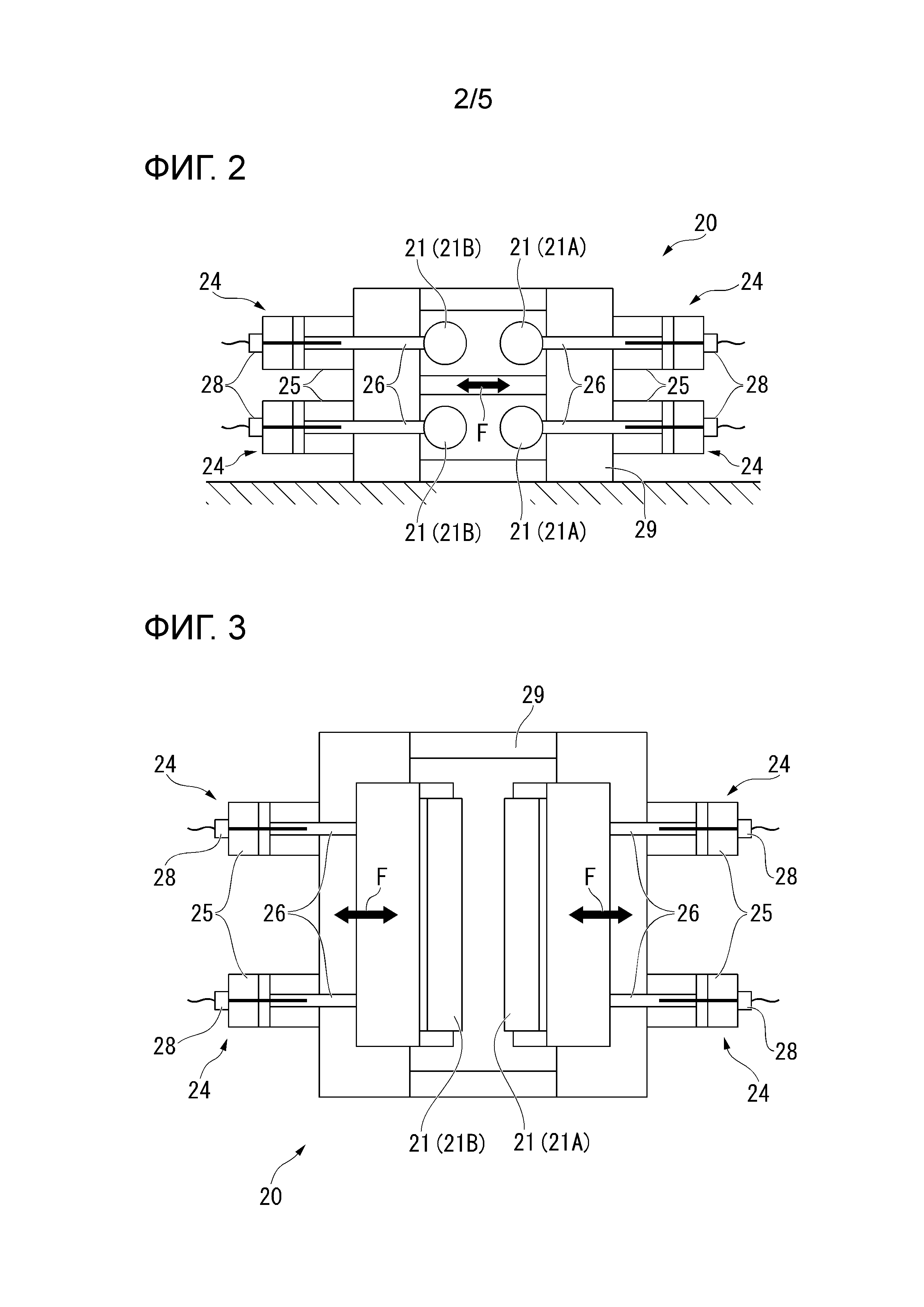
Фиг. 2 является видом сбоку для описания схематичной конфигурации устройства для выпрямления коробления сляба, описанного выше.
Фиг. 3 является видом сверху идентичного устройства для выпрямления коробления сляба.
Фиг. 4 является видом сбоку, иллюстрирующим способ вычисления величины коробления в идентичном устройстве для выпрямления коробления сляба.
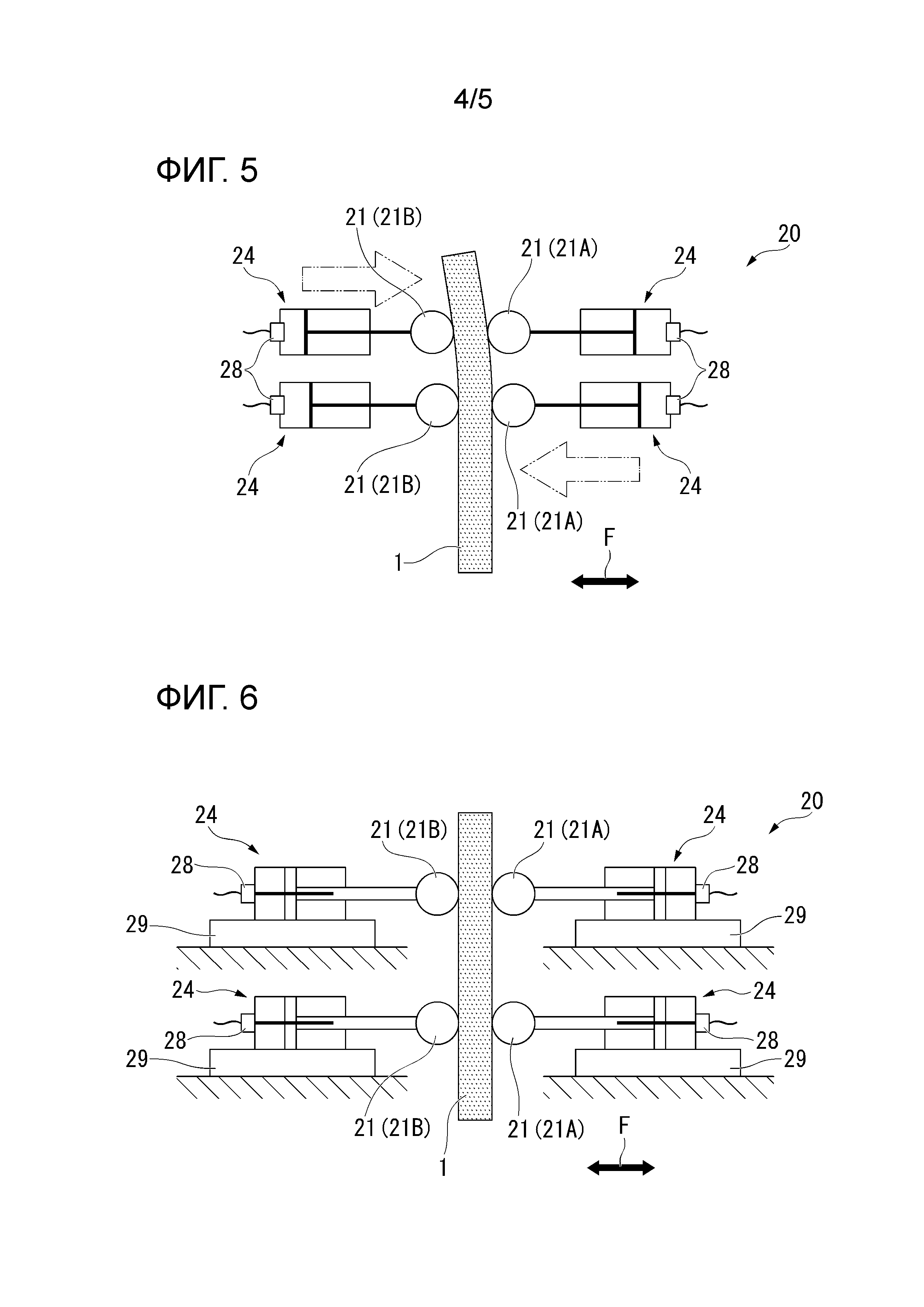
Фиг. 5 является видом сбоку, иллюстрирующим способ выпрямления коробления сляба в идентичном устройстве для выпрямления коробления сляба.
Фиг. 6 является видом сбоку для описания схематичной конфигурации устройства для выпрямления коробления сляба согласно другому варианту осуществления настоящего изобретения.
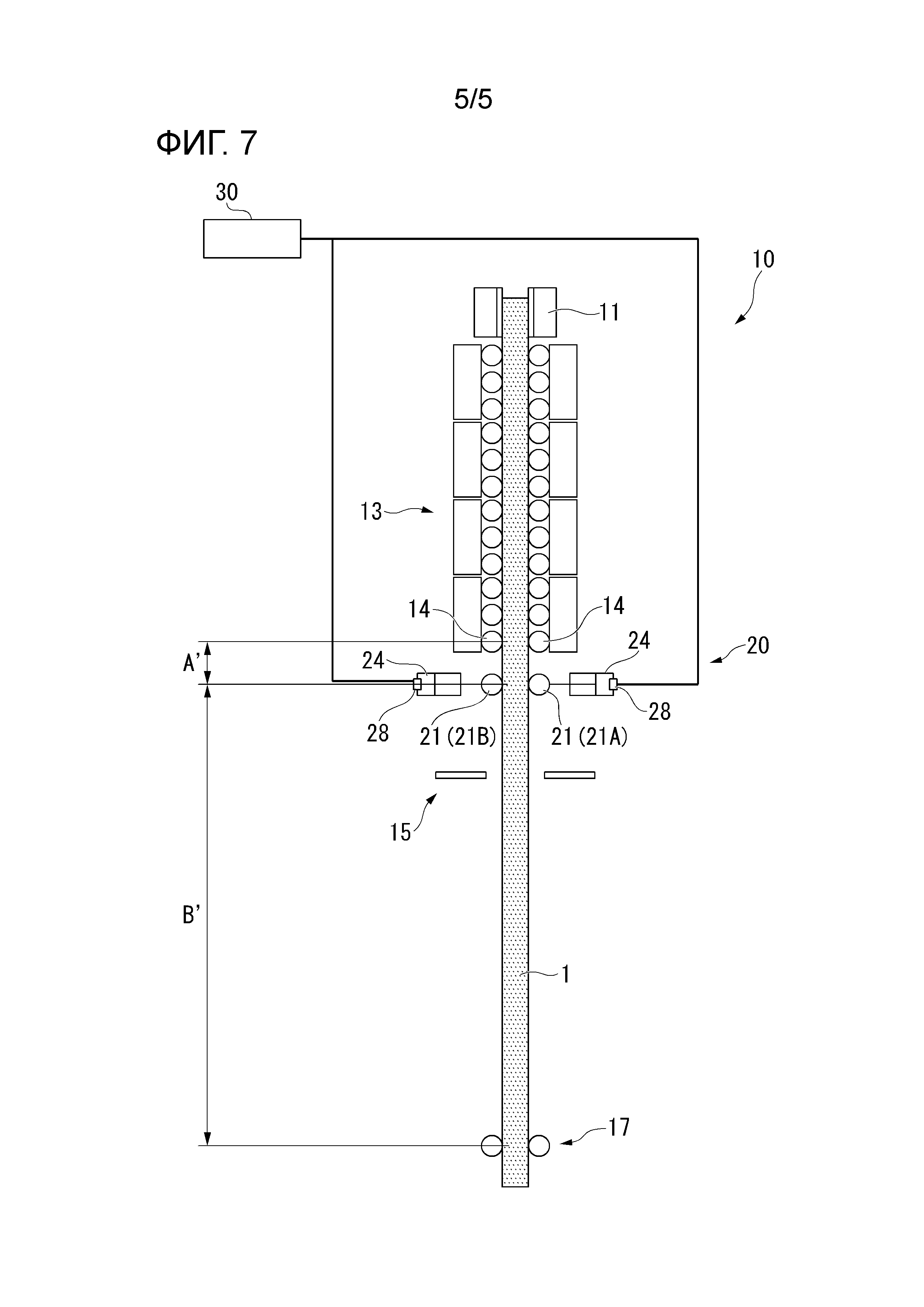
Фиг. 7 является видом сбоку для описания схематичной конфигурации устройства для выпрямления коробления сляба согласно еще одному другому варианту осуществления настоящего изобретения.
Варианты осуществления изобретения
[0018] В дальнейшем в этом документе, описываются устройство для выпрямления коробления сляба и способ выпрямления коробления сляба согласно аспектам осуществления настоящего изобретения со ссылкой на прилагаемые чертежи. Изобретение не ограничено только нижеприведенными вариантами осуществления.
[0019] Во-первых, описывается установка 10 для непрерывного литья, в которой применяются устройство 20 для выпрямления коробления сляба и способ выпрямления коробления сляба согласно настоящему варианту осуществления.
Установка 10 для непрерывного литья, проиллюстрированная на фиг. 1, представляет собой машину для непрерывного литья вертикального типа, включающую в себя кристаллизатор 11, роликовый сегмент 13, который располагается на множестве ступеней ниже этого кристаллизатора 11 и поддерживает сляб 1, вытягиваемый из кристаллизатора 11, резательные машины 15, которые режут сляб 1, и нижние транспортировочные ролики 17, которые поддерживают и транспортируют сляб 1 на стороне ниже резательных машин 15.
В настоящем варианте осуществления, описывается пример, в котором сляб 1 прижимается и зажимается посредством пары прижимных роликов 21 с помощью прижимающих сил, равных друг другу. Тем не менее, прижимные ролики 21 могут находиться в состоянии контакта со слябом 1.
[0020] Затем устройство 20 для выпрямления коробления сляба согласно настоящему варианту осуществления обеспечивается между роликовым сегментом 13 и резательными машинами 15. Как проиллюстрировано на фиг. 1, предпочтительно, если устройство 20 для выпрямления коробления сляба располагается непосредственно ниже роликового сегмента 13 (на стороне выхода другого устройства, расположенного на стороне выхода роликового сегмента 13 в направлении, в котором транспортируется сляб). Таким образом, перед прохождением через другой этап (до того, как сляб 1 транспортируется в другое устройство), предпочтительно, если устройство 20 для выпрямления коробления сляба обнаруживает коробление сляба 1, охлажденного в роликовом сегменте 13. В такой конфигурации, коробление сляба 1 может считываться на ранней стадии, и величина его коробления может измеряться.
Как проиллюстрировано на фиг. 2 и 3, это устройство 20 для выпрямления коробления сляба включает в себя пару прижимных роликов 21 (21A и 21B), которая прижимает и зажимает сляб 1, блоки 24 перемещения, которые, соответственно, поддерживают прижимные ролики 21 таким образом, что они могут перемещаться в направлении F прижатия сляба 1, и блоки 28 обнаружения позиции, которые обнаруживают позиции прижимных роликов 21 в направлении F прижатия.
[0021] В настоящем варианте осуществления, как проиллюстрировано на фиг. 2, пара прижимных роликов 21 (21A и 21B), зажимающих сляб 1 в его направлении толщины листа, предусматриваются на двух ступенях в направлении вытягивания сляба 1.
Помимо этого, блок 24 перемещения, поддерживающий прижимной ролик 21, включает в себя цилиндр 25, закрепленный к раме 29, и стержневой фрагмент 26, расположенный с возможностью втягивания в горизонтальном направлении из этого цилиндра 25. Прижимной ролик 21 размещается в наконечнике стержневого фрагмента 26. В настоящем варианте осуществления, как проиллюстрировано на фиг. 2 и 3, блоки 24 перемещения состоят из восьми цилиндров 25, соответственно, имеющих стержневые фрагменты 26. Затем один прижимной ролик 21 предоставляется относительно наконечников пары стержневых фрагментов 26. Следовательно, в настоящем варианте осуществления, четыре прижимных ролика 21 поддерживаются посредством четырех пар стержневых фрагментов 26.
Блок 28 обнаружения позиции устанавливается в стержневом фрагменте 26 каждого из цилиндров 25 и обнаруживает позицию прижимного ролика 21, предусмотренного в наконечнике каждого из стержневых фрагментов 26, в направлении F прижатия. Как проиллюстрировано на фиг. 1, каждый из блоков 28 обнаружения позиции соединен с устройством 30 управления, и информация о положениях прижимных роликов 21 в направлении F прижатия, обнаруженная посредством этих блоков 28 обнаружения позиции, передается в устройство 30 управления.
[0022] Далее описывается способ выпрямления коробления сляба с использованием устройства 20 для выпрямления коробления сляба согласно настоящему варианту осуществления.
Сляб 1, вытягиваемый из кристаллизатора 11, закрепляется и поддерживается посредством роликового сегмента 13 и вытягивается вниз в вертикальном направлении. Блок охлаждения предусматривается в роликовом сегменте 13. Здесь, сляб 1 охлаждается посредством блока охлаждения, размещенного в роликовом сегменте 13. В выходной части роликового сегмента затвердевание развивается до такой степени, что сляб 1 не расширяется вследствие статического давления. Обычно доля твердой фазы в центральной части составляет 70% или выше.
[0023] Помимо этого, поскольку сляб 1 закрепляется и поддерживается посредством роликового сегмента 13, даже в случае, если охлаждение не выполняется равномерно, коробление сляба 1 не проявляется. В момент времени сляб, когда 1 выходит из роликового сегмента 13, сляб 1 может деформироваться относительно свободным способом, и коробление проявляется.
[0024] Устройство 20 для выпрямления коробления сляба согласно настоящему варианту осуществления может размещаться между роликовым сегментом 13 и резательными машинами 15 для резки сляба 1 в установке 10 для непрерывного литья. В этом случае, в частности, в установке 10 для непрерывного литья, в которой сляб 1 вытягивается вниз в вертикальном направлении, и сляб 1 режется с предварительно определенными длинами посредством резательных машин 15, можно предотвращать колебание сляба 1 в продольной плоскости на транспортировочных роликах 17, которые зажимают и поддерживают сляб 1 на стороне выхода резательных машин 15, чтобы предотвращать неспособность сляба 1 более поддерживаться и предотвратить прекращение работы.
[0025] В устройстве 20 для выпрямления коробления сляба согласно настоящему варианту осуществления, на выходной стороне роликового сегмента 13, сляб 1 находится в состоянии прижатия посредством пары прижимных роликов 21 (21A и 21B) в направлении толщины сляба 1 с помощью прижимающих сил, равных друг другу. В случае если сляб 1 прижимается посредством пары прижимных роликов 21 (21A и 21B) с помощью прижимающих сил, равных друг другу, нет необходимости для каждой из прижимающих сил в горизонтальном направлении строго совпадать друг с другом. Разность может присутствовать между прижимающими силами до такой степени, что сляб 1 не деформируется. Допустимая разность между прижимающими силами варьируется вследствие материала, формы поперечного сечения и т.п. сляба. Предпочтительно, если допустимая разность составляет 20 т или ниже.
[0026] В этом состоянии, в случае если коробление формируется в слябе 1, прижимные ролики 21 перемещают вдоль направления F прижатия, следуя форме сляба 1. На фиг. 4, как показано с помощью двойной штрихпунктирной линии, прижимные ролики 21 перемещаются в правую сторону. Эти позиции прижимных роликов в 21 обнаруживаются посредством блоков 28 обнаружения позиции, установленных в стержневых фрагментах 26 цилиндров 25. Затем информация о положениях прижимных роликов 21 в направлении F прижатия передается из блоков 28 обнаружения положения в устройство 30 управления.
В устройстве 30 управления, из информации о положениях прижимных роликов 21, определенной посредством блоков 28 обнаружения позиции, вычисляется величина смещения позиций прижимных роликов 21 на верхней стороне в направлении толщины сляба 1 и величина смещения позиций прижимных роликов 21 на нижней стороне в направлении толщины сляба 1. Затем в дополнение к расстоянию A между прижимными роликами 21 на верхней стороне и прижимными роликами 21 на нижней стороне и расстоянию B между прижимными роликами 21 на нижней стороне и нижними транспортировочными роликами 17, которые задаются заранее, вычисляется величина C смещения позиций прижимных роликов 21 на нижней стороне и величина D смещения позиций прижимных роликов 21 на верхней стороне. Величина X коробления в областях нижних транспортировочных роликов 17 вычисляется посредством следующего выражения 1. Например, единицы мм могут использоваться в качестве каждой из переменных.
X=(C-D) × B/A+C (выражение 1)
[0027] Если эта величина X коробления превышает предварительно определенное значение, существует такая проблема, что сляб 1 колеблется в продольной плоскости на нижних транспортировочных роликах 17, так что транспортировка сляба 1 должна прекращаться. Следовательно, в момент времени, когда сляб 1 выходит из роликового сегмента 13, существует потребность в том, чтобы выпрямлять коробление сляба 1 по мере необходимости посредством считывания коробления сляба 1 на основе информации о положениях прижимных роликов 21.
В настоящем варианте осуществления, как проиллюстрировано на фиг. 5, коробление выпрямляется посредством регулирования прижимающих сил прижимных роликов 21 (21A и 21B) и принудительного подвергания сляба 1 деформации при изгибе. Таким образом, коробление сляба 1 выпрямляется посредством формирования разности между прижимающими силами прижимных роликов 21A на одной стороне и прижимающими силами прижимных роликов 21B на другой стороне и применения деформации при изгибе к слябу 1 в паре прижимных роликов 21 (21A и 21B), зажимающих сляб 1.
В настоящем варианте осуществления, как проиллюстрировано на фиг. 5, коробление выпрямляется посредством принудительного относительного перемещения пары прижимных роликов 21 (21A и 21B) на верхней стороне и пары прижимных роликов 21 (21A и 21B) на нижней стороне в противоположных направлениях и принудительного подвергания сляба 1 деформации при изгибе.
[0028] Согласно устройству 20 для выпрямления коробления сляба и способу выпрямления коробления сляба согласно настоящему варианту осуществления, имеющим конфигурацию, как описано выше, устройство 20 для выпрямления коробления сляба включает в себя пару прижимных роликов 21 (21A и 21B), которая прижимает и зажимает сляб 1, блоки 24 перемещения, которые поддерживают эти прижимные ролики 21 таким образом, что они могут перемещаться в направлении F прижатия, и блоки 28 обнаружения позиции, которые обнаруживают позиции прижимных роликов 21 в направлении F прижатия. Следовательно, в состоянии, в котором сляб 1 прижимается посредством пары прижимных роликов 21 (21A и 21B) с помощью прижимающих сил, равных друг другу, коробление сляба 1 может считываться посредством подачи инструкций блокам 28 обнаружения позиции обнаруживать позиции прижимных роликов 21, когда прижимные ролики 21 перемещаются в направлении F прижатия, следуя форме сляба 1.
[0029] Помимо этого, пара прижимных роликов 21 (21A и 21B) предусматривается в выходной части роликового сегмента 13, закрепляющего и поддерживающего сляб 1, вытягиваемый из кристаллизатора 11. Следовательно, в момент времени, когда коробление проявляется, коробление сляба 1 может считываться на ранней стадии, так что величина коробления может точно измеряться.
Кроме того, в настоящем варианте осуществления, как проиллюстрировано на фиг. 4, величина X коробления для позиций нижних транспортировочных роликов 17 может оцениваться из величины смещения позиций пары прижимных роликов 21 (21A и 21B) в направлении F прижатия, предусмотренной в выходной части роликового сегмента 13. Таким образом, до того, как сляб 1 поступает в нижние транспортировочные ролики 17, может предотвращаться колебание сляба 1 в продольной плоскости на нижних транспортировочных роликах 17 посредством выпрямления коробления, так что работа может стабильно выполняться.
[0030] Помимо этого, в настоящем варианте осуществления, проиллюстрирован случай, в котором вертикально предоставляются два набора пары прижимных роликов 21 (21A и 21B). В случае такой конфигурации, коробление сляба 1 может считываться из разности между величиной смещения позиций прижимных роликов 21 на верхней стороне в направлении F прижатия и величиной смещения позиций прижимных роликов 21 на нижней стороне в направлении F прижатия.
Кроме того, когда коробление сляба 1 выпрямляется, коробление сляба 1 может выпрямляться относительно простым способом посредством принудительного перемещения пары прижимных роликов 21 (21A и 21B) на верхней стороне и пары прижимных роликов 21 (21A и 21B) на нижней стороне в направлениях, противоположных друг другу, посредством приложении деформации изгиба к слябу 1.
[0031] Выше описываются устройство для выпрямления коробления сляба и способ выпрямления коробления сляба согласно варианту осуществления настоящего изобретения. Тем не менее, настоящее изобретение не ограничено только формами, описанными выше, и подходящие изменения могут быть внесены в диапазоне без отступления от технических идей изобретения.
Например, в описании настоящего варианта осуществления, как проиллюстрировано на фиг. 2, блоки перемещения, поддерживающие пару прижимных роликов 21 (21A и 21B) на верхней стороне, и блоки перемещения, поддерживающие пару прижимных роликов 21 (21A и 21B) на нижней стороне, прикрепляются к идентичной раме 29. Тем не менее вариант осуществления не ограничен этим. Как проиллюстрировано на фиг. 6, блоки 24 перемещения, поддерживающие пару прижимных роликов 21 (21A и 21B) на верхней стороне, и блоки 24 перемещения, поддерживающие пару прижимных роликов 21 (21A и 21B) на нижней стороне, могут прикрепляться к рамам 29, отличающимся друг от друга.
[0032] Кроме того, в описании настоящего варианта осуществления, предоставляются два набора из пары прижимных роликов. Тем не менее вариант осуществления не ограничен этим. Как проиллюстрировано на фиг. 7, может предоставляться один набор из пары прижимных роликов 21 (21A и 21B). Даже в этом случае, величина коробления сляба 1 может измеряться из расстояния между зажимным роликом 14 и прижимными роликами 21, составляющими роликовый сегмент 13, и величины смещения позиций пары прижимных роликов 21 (21A и 21B) в направлении F прижатия. Например, как проиллюстрировано на фиг. 7, в случае если расстояние между зажимным роликом 14 самого нижнего фрагмента и прижимными роликами 21 составляет A', расстояние между прижимными роликами 21 и нижними транспортировочными роликами 17 составляет B', и величина смещения позиций прижимных роликов 21 в направлении прижатия составляет E во множестве зажимных роликов 14, составляющих роликовый сегмент 13, аналогично случаю, описанному выше, величина X коробления может вычисляться посредством следующего выражения 2. Например, единицы мм могут использоваться в качестве каждой из переменных.
X=E × B'/A'+E (выражение 2)
Помимо этого, в описании настоящего варианта осуществления блоки 28 обнаружения позиции предоставляются в блоках 24 перемещения на обеих сторонах пары прижимных роликов 21 (21A и 21B). Тем не менее вариант осуществления не ограничен этим. Блок 28 обнаружения позиции может предоставляться в блоке 24 перемещения только на одной стороне.
Помимо этого, в описании настоящего варианта осуществления, блок 24 перемещения имеет цилиндрическую конструкцию. Тем не менее вариант осуществления не ограничен этим. Например, блок 24 перемещения может перемещать механический винт с использованием электромотора.
[0033] Помимо этого, в описании настоящего варианта осуществления прижимные ролики 21 (21A и 21B) выполнены с возможностью выпрямлять коробление сляба 1. Тем не менее вариант осуществления не ограничен этим. Отсутствует ограничение на способ выпрямления коробления. Например, охлаждение может выполняться только для одной поверхности сляба 1. Когда охлаждение выполняется только для одной поверхности сляба 1, разность температур формируется в направлении толщины сляба 1 таким образом, что сляб 1 деформируется. Коробление сляба 1 может выпрямляться посредством использования этой деформации. Предпочтительно, если охлаждающее устройство для сляба 1 предусматривается непосредственно ниже устройства 20 для выпрямления коробления сляба согласно настоящему варианту осуществления.
[0034] В настоящем варианте осуществления, предпочтительно используется сляб 1, имеющий толщину в 50 мм или более в сечении, перпендикулярном направлению вытягивания сляба 1. В случае если сляб 1 удовлетворяет этому условию, проблема коробления сляба 1 проявляется, и предпочтительно используется устройство 20 для выпрямления коробления сляба согласно настоящему варианту осуществления. Форма сечения сляба 1 может представлять собой прямоугольную форму, круглую форму, эллиптическую форму, H-форму и подобное.
[0035] Аналогично установке 10 для непрерывного литья согласно настоящему варианту осуществления, устройство 20 для выпрямления коробления сляба предусматривается между роликовым сегментом 13 и резательными машинами 15. Следовательно, в частности, до того, как сляб 1 вытягивается вниз в вертикальном направлении, и сляб 1 режется с предварительно определенными длинами посредством резательных машин 15, можно предотвращать колебание сляба 1 в продольной плоскости на транспортировочных роликах 17, которые поддерживают сляб на стороне ниже резательных машин 15, чтобы предотвращать неспособность сляба 1 более поддерживаться и предотвращать прекращение работы.
[0036] Помимо этого, установка 10 для непрерывного литья согласно другому варианту осуществления настоящего изобретения включает в себя кристаллизатор 11, роликовый сегмент 13, который располагается на множестве ступеней ниже этого кристаллизатора 11 и поддерживает сляб 1, вытягиваемый из кристаллизатора 11, и устройство 20 для обнаружения коробления сляба, которое обнаруживает коробление сляба 1, вытягиваемого из кристаллизатора, 11. Установка 10 для непрерывного литья включает в себя устройство 20 для выпрямления коробления сляба, которое имеет пару прижимных роликов 21, зажимающих сляб 1 на выходной стороне роликового сегмента 13, блоки 24 перемещения, поддерживающие эту пару прижимных роликов 21 таким образом, что они могут перемещаться в направлении толщины сляба 1, и блоки 28 обнаружения позиции, обнаруживающие позиции прижимных роликов 21 в направлении толщины сляба; резательные машины 15, которые режут сляб 1; и нижние транспортировочные ролики 17, которые поддерживают и транспортируют сляб 1 на стороне ниже резательных машин 15.
[0037] Помимо этого, способ согласно еще одному другому варианту осуществления настоящего изобретения представляет собой способ, включающий в себя выпрямление коробления сляба 1 посредством подачи инструкций блоку 28 обнаружения позиции обнаруживать позиции прижимных роликов 21, когда пара прижимных роликов 21 перемещается в направлении толщины сляба 1, следуя форме сляба 1 в состоянии, в котором сляб 1 зажимается посредством пары прижимных роликов 21 посредством использования установки 10 для непрерывного литья, включающей в себя кристаллизатор 11, роликовый сегмент 13, который располагается на множестве ступеней ниже этого кристаллизатора 11 и поддерживает сляб 1, вытягиваемый из кристаллизатора 11, и устройство 20 для выпрямления коробления сляба, которое обнаруживает коробление сляба 1, вытягиваемого из кристаллизатора, 11. Установка 10 для непрерывного литья включает в себя устройство 20 для выпрямления коробления сляба, которое имеет пару прижимных роликов 21, зажимающих сляб 1 на выходной стороне роликового сегмента 13, блоки 24 перемещения, поддерживающие эту пару прижимных роликов 21 таким образом, что они могут перемещаться в направлении толщины сляба 1, и блоки 28 обнаружения позиции, обнаруживающие позиции прижимных роликов 21 в направлении толщины сляба 1; резательные машины 15, которые режут сляб 1; и нижние транспортировочные ролики 17, которые поддерживают и транспортируют сляб 1 на стороне ниже резательных машин 15.
[0038] Пример
В дальнейшем в этом документе, описываются результаты эксперимента, выполняемого для того, чтобы подтверждать преимущества настоящего изобретения.
Сляб, имеющий прямоугольное поперечное сечение с толщиной 250 мм и шириной 2200 мм, подвергается непрерывному литью с использованием установки для непрерывного литья (оборудования непрерывного литья вертикального типа), описанной в настоящем варианте осуществления.
В сравнительном примере, устройство для выпрямления коробления сляба не предоставляется, и коробление не выпрямляется.
[0039] В примере настоящего изобретения, используется устройство для выпрямления коробления сляба, описанное в настоящем варианте осуществления. Здесь, расстояние A между парой прижимных роликов на верхней стороне и парой прижимных роликов на нижней стороне на фиг. 4 задается равным 600 мм, и расстояние B между парой прижимных роликов на нижней стороне и нижним транспортировочным роликом задается равным 5660 мм.
Помимо этого, из опыта работы, используется нижний транспортировочный ролик, который имеет размер, используемый, когда сляб колеблется в продольной плоскости на нижнем транспортировочном ролике, и транспортировка прекращается в случае, если величина коробления сляба на нижнем транспортировочном ролике становится 30 мм или больше.
В отношении прижимающих сил пары прижимных роликов, прижимающие силы обоих роликов задаются приблизительно равными друг другу. В частности, прижимающая сила одного прижимного ролика задается равной 100 т, и прижимающая сила другого прижимного ролика задается равной 92 т.
Помимо этого, в случае если величина коробления на нижнем транспортировочном ролике оценена как составляющая 20 мм или больше, коробление выпрямляется таким образом, что величина коробления сляба становится 5 мм или меньше посредством регулирования позиций пары прижимных роликов через сервопривод.
[0040] Таблица 1 показывает результаты сравнения ситуации примера настоящего изобретения (примера A настоящего изобретения), в которой коробление не формируется, ситуации (примера B настоящего изобретения), в которой коробление формируется, и ситуации сравнительного примера, в которой коробление формируется.
Помимо этого, таблица 2 показывает результаты оценки длины отливки и число прекращений транспортировки вследствие коробления сляба между примером настоящего изобретения и сравнительным примером.
[0041] Табл. 1
|
[0042] Табл. 2
|
[0043] В сравнительном примере, коробление сляба не может обнаруживаться, и сляб колеблется в продольной плоскости на нижнем транспортировочном ролике вследствие коробления сляба. Затем транспортировка сляба прекращается. Такое прекращение транспортировки возникает три раза в середине длины отливки в 27284 м.
[0044] Напротив, в примере настоящего изобретения, коробление считывается посредством устройства для выпрямления коробления сляба в выходной части роликового сегмента, и величина коробления позиции нижнего транспортировочного ролика предполагается.
В примере A настоящего изобретения, предполагается, что величина коробления в области нижнего транспортировочного ролика, вычисленная из величины смещения позиции прижимного ролика на верхней стороне и величины смещения позиции прижимного ролика на нижней стороне, становится 1,6 мм (меньше 20 мм). Следовательно, даже если выпрямление коробления не выполняется, сляб не колеблется в продольной плоскости на нижнем транспортировочном ролике, и прекращение транспортировки вследствие коробления сляба, вызываемого в середине длины отливки в 23520 м, не возникает.
В примере B настоящего изобретения, предполагается, что величина коробления в области нижнего транспортировочного ролика, вычисленная из величины смещения позиции прижимного ролика на верхней стороне и величины смещения позиции прижимного ролика на нижней стороне, становится 46,2 мм (20 мм или больше). Следовательно, выполняется выпрямление коробления. Следовательно, сляб не колеблется в продольной плоскости на нижнем транспортировочном ролике, и прекращение транспортировки вследствие коробления сляба, вызываемого в середине длины отливки в 23520 м, не возникает.
[0045] Как описано выше, согласно настоящему изобретению, подтверждено, что коробление сляба, вытягиваемого из кристаллизатора, обнаруживается на ранней стадии, и величина его коробления может измеряться. Соответственно, может предотвращаться возникновение прекращения транспортировки вследствие коробления сляба, и работа может стабильно выполняться.
Краткое описание ссылок с номерами
[0046] 1 - сляб
10 - установка для непрерывного литья
11 - кристаллизатор
13 - роликовый сегмент
14 - зажимной ролик
15 - резательная машина
17 - нижний транспортировочный ролик
20 - устройство для выпрямления коробления сляба
21 - прижимной ролик
24 - блок перемещения
28 - блок обнаружения позиции
30 - устройство управления.
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ обнаружения дефекта в материале и система для этого способа
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью

