Результат интеллектуальной деятельности: СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТА В МАТЕРИАЛЕ И СИСТЕМА ДЛЯ ЭТОГО СПОСОБА
Вид РИД
Изобретение
Область изобретения
[0001] Изобретение относится к способу обнаружения дефекта в материале и к системе для этого способа, пригодной для обнаружения дефекта на поверхности и/или в поверхностном слое материала.
Описание уровня техники
[0002] В случае материала стального листа, стальной лист может иметь дефекты многих типов, такие как вмятина от валка, дефект окалины, образованный вдавливанием окалины от горячего цинкования погружением в полученный цинкованием слой, газовые раковины, рассеянные внутри стального листа, которые сформировались при захватывании газообразного аргона в отлитый металл во время процесса литья, или поверхностный дефект, обусловленный неравномерностью толщины полученного цинкованием слоя.
[0003] Среди этих дефектов на стальном листе дефект отличия цвета от других нормальных участков обнаруживался при визуальном контроле оператором.
[0004] Как показано в JP 2004-219177А, известна технология обнаружения дефектов, которая позволяет обнаруживать дефект стального листа на основе данных изображения поверхности стали, снятого ПЗС-камерой (камерой на приборах с зарядовой связью).
[0005] Однако когда оператор проводит визуальный контроль, нужно снижать скорость производственной линии, и, кроме того, точность визуального контроля оператором также зависит от человека. В последнее время потребовалось обнаружение дефектов, размер которых слишком мал для визуального обнаружения, так как потребовался высокий уровень контроля качества.
[0006] Кроме того, метод визуального контроля поверхности стального листа ПЗС-камерой не обладает высокой способностью обнаруживать дефект, локализованный в поверхностном слое (не на поверхности), поскольку часто оказывается затруднительным визуально распознать такой дефект снаружи.
Краткая сущность изобретения
[0007] Настоящее изобретение было задумано с учетом вышеуказанной проблемы. Поэтому задача настоящего изобретения состоит в представлении способа и системы для обнаружения дефекта как на поверхности, так и в поверхностном слое материала, такого как стальной лист, с высокой точностью, даже если материал перемещается или его транспортируют.
[0008] В настоящем изобретении дефект материала может быть обнаружен с использованием способа обнаружения дефекта как на поверхности, так и в поверхностном слое материала, включающего в себя следующие стадии: нагревание поверхности материала, получение данных теплового изображения поверхности материала с использованием инфракрасной термографической камеры в то время, как материал нагревают на стадии нагревания или охлаждают после нагревания, и обнаружение дефекта путем вычисления лапласиана в отношении температуры поверхности, представленной данными теплового изображения. Этот способ может быть выполнен с помощью следующей системы. Система для обнаружения дефекта как на поверхности, так и в поверхностном слое материала включает в себя: нагревательное устройство для нагревания поверхности материала, инфракрасную термографическую камеру для получения данных теплового изображения поверхности материала в то время, как материал нагревают на стадии нагревания или охлаждают после нагревания, и устройство обнаружения для обнаружения дефекта путем вычисления лапласиана в отношении температуры поверхности, представленной данными теплового изображения.
[0009] Согласно настоящему изобретению обнаружение дефекта осуществляют: нагреванием поверхности материала, получением данных теплового изображения поверхности материала с использованием инфракрасной термографической камеры в то время, как материал нагревают на стадии нагревания или охлаждают после нагревания, и обнаружением дефекта путем вычисления лапласиана в отношении температуры поверхности, представленной данными теплового изображения. Это позволяет обнаруживать дефект как на поверхности, так и в поверхностном слое материала с высокой точностью, даже если материал перемещается или его транспортируют.
Краткое описание чертежей
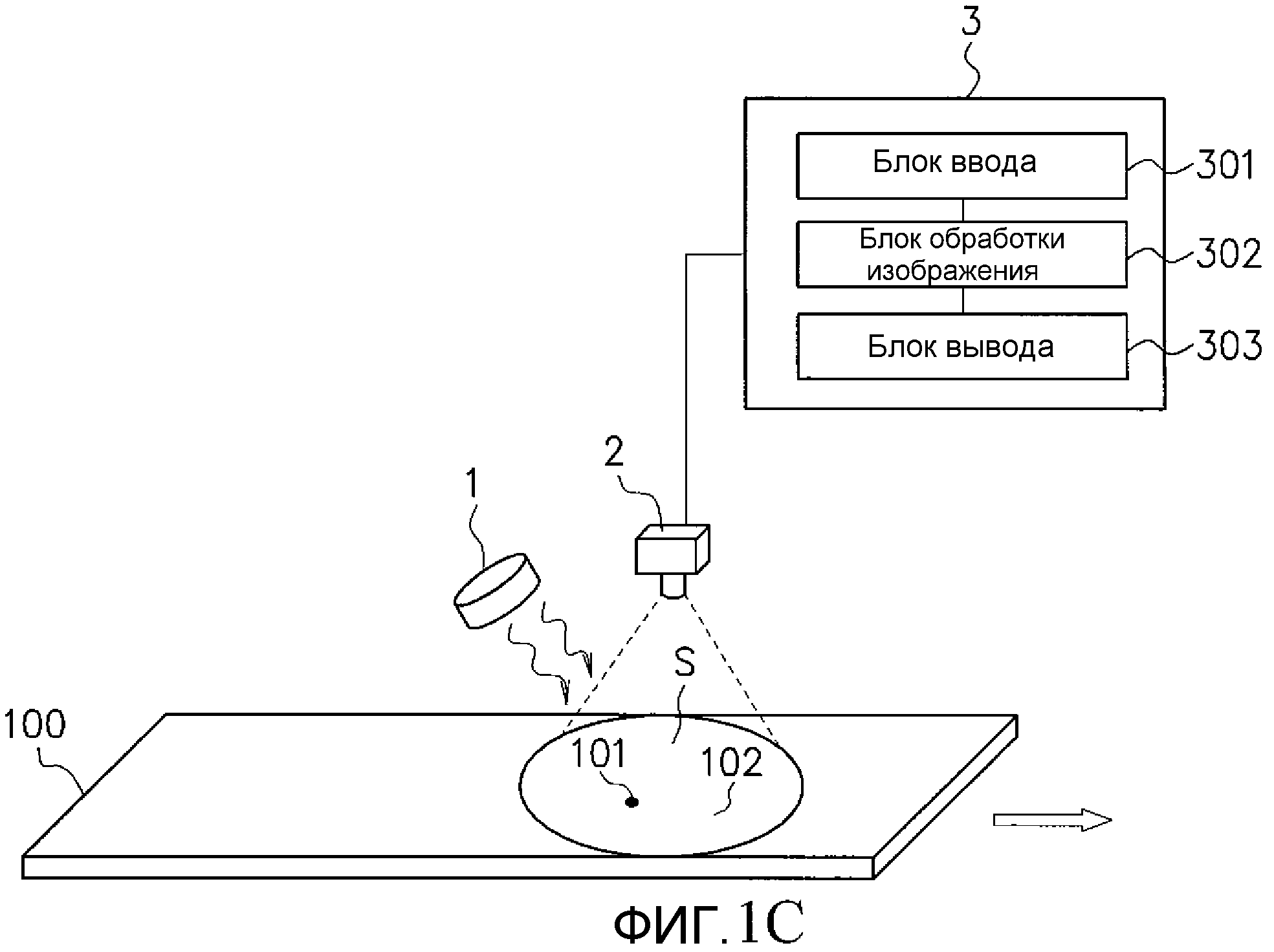
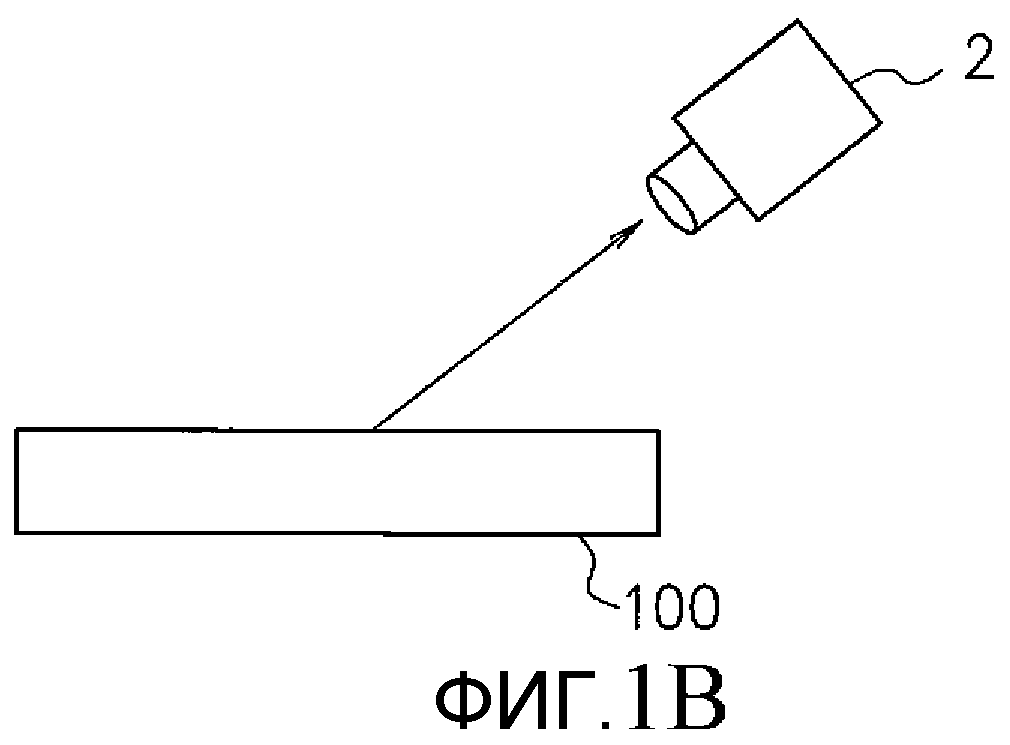
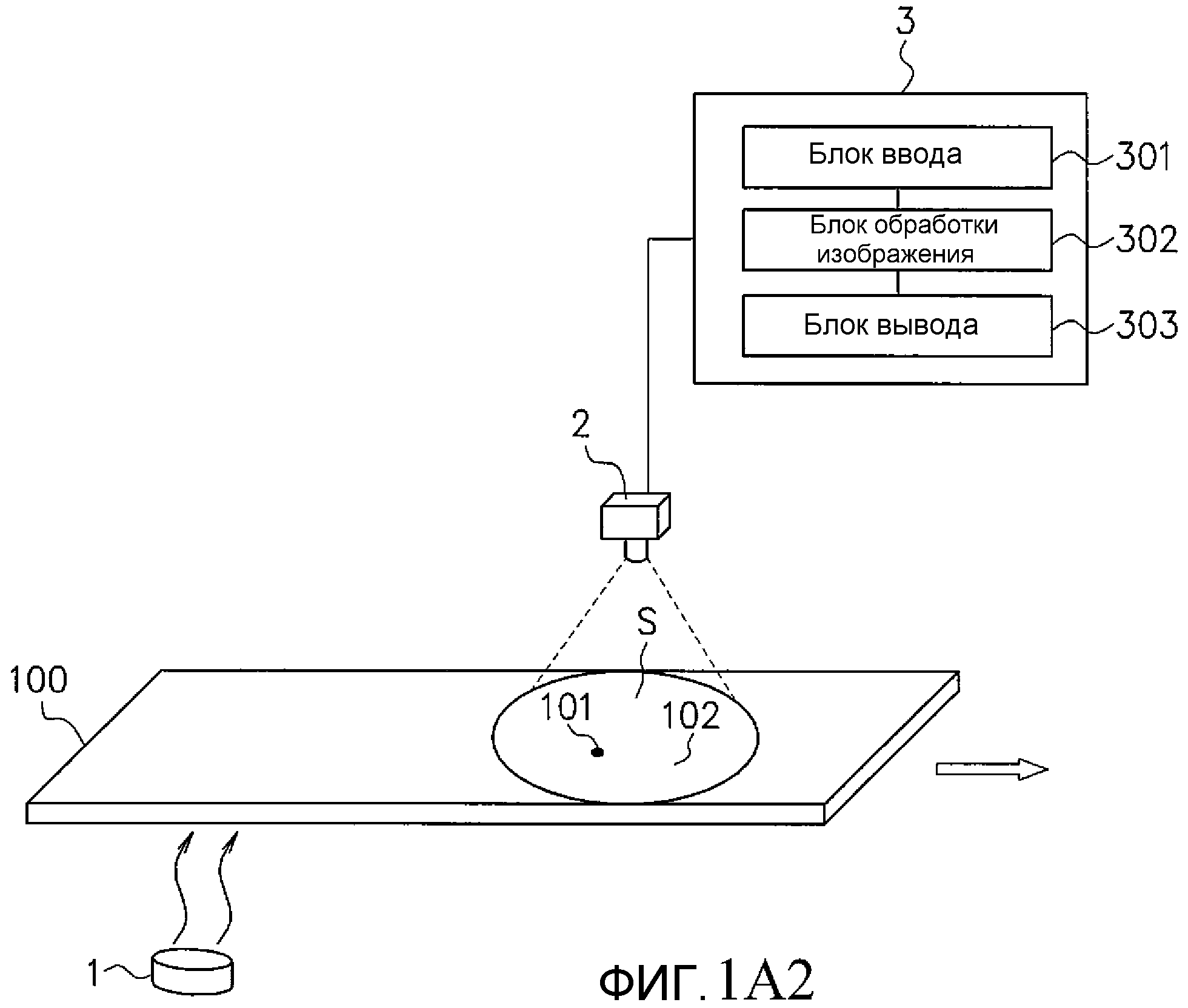
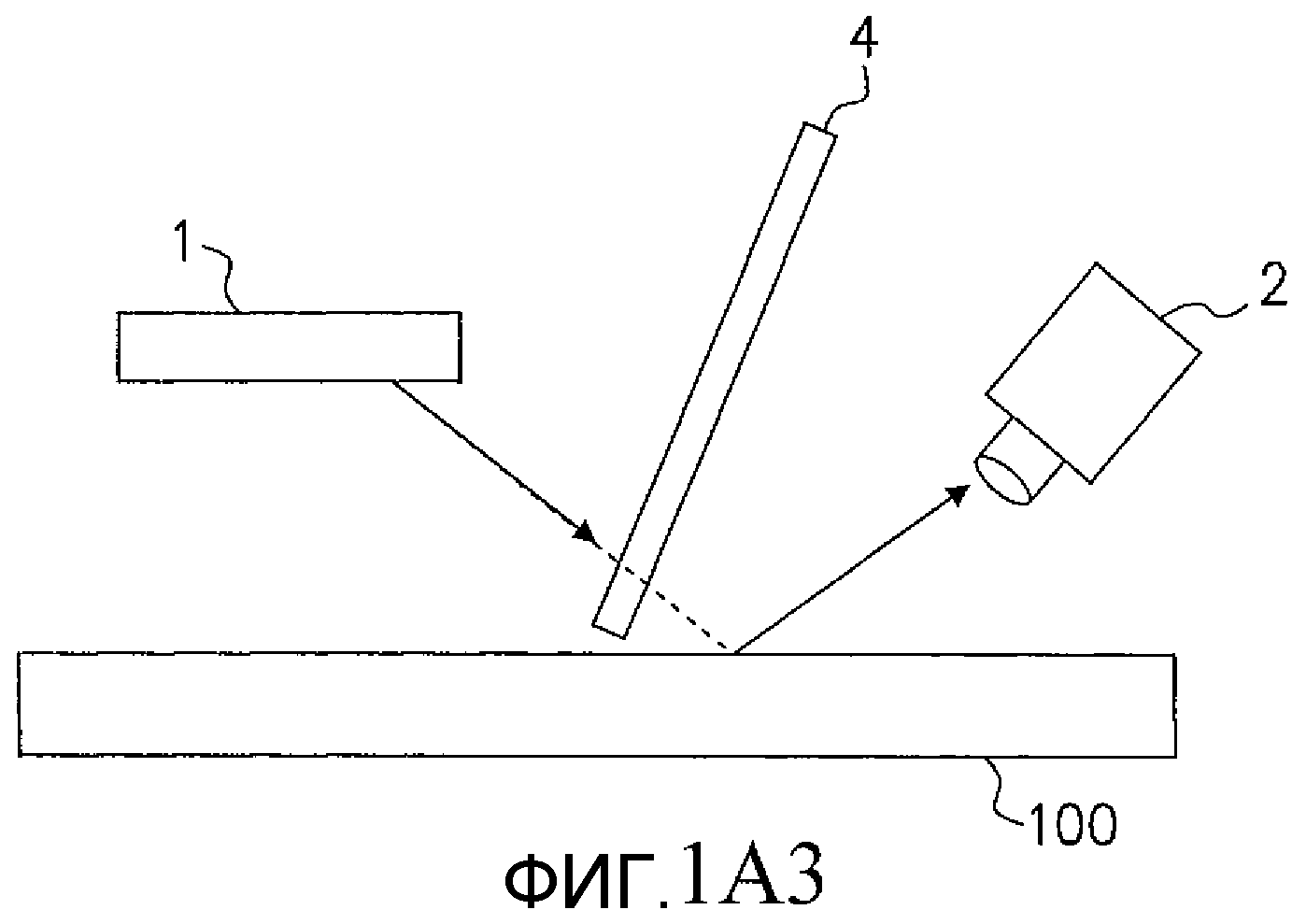
[0010] ФИГ. 1А показывает приблизительную компоновку системы для обнаружения дефекта стального листа в одном варианте воплощения настоящего изобретения, где обнаружение проводят в то время, как контролируемый материал охлаждается после нагревания. ФИГ. 1В показывает вариант воплощения этой системы с камерой, расположенной наклонно относительно стального листа. ФИГ. 1А2 показывает вариант воплощения этой системы с нагревательным устройством, расположенным под стальным листом. ФИГ.1А3 показывает вариант воплощения этой системы с теплозащитным элементом, расположенным между нагревательным устройством и стальным листом. ФИГ. 1С показывает приблизительную компоновку системы для обнаружения дефекта стального листа в еще одном варианте воплощения настоящего изобретения, где обнаружение проводят в то время, как контролируемый материал нагревают. ФИГ.1D показывает вариант воплощения этой системы, где тепловая энергия, излучаемая из нагревательного устройства, поступает в камеру после отражения поверхностью стального листа. ФИГ. 2А, 2В и 2С представляют собой схематические диаграммы для иллюстрации примера обработки данных изображения, выполняемой в блоке обработки изображений в устройстве обнаружения. ФИГ. 3А, 3В, 3С и 3D показывают тип дефекта, обнаруживаемого в настоящем изобретении. ФИГ. 4 представляет собой пояснительную диаграмму для разъяснения неразрушающего контроля с использованием инфракрасной термографической камеры. ФИГ. 5 представляет собой пояснительную диаграмму, разъясняющую взаимосвязь между пикселями для вычисления лапласиана. ФИГ. 6А/6В представляют собой график, показывающий кривые температурных характеристик, представляющие температуру поверхности, основанную на данных теплового изображения в процессе охлаждения/нагревания, полученных инфракрасной термографической камерой. ФИГ. 7А/7В представляют собой график, показывающий лапласиан, соответствующий кривым температурных характеристик по ФИГ. 6А/6В. ФИГ. 8 представляет собой график, показывающий кривые распределения температуры в поверхностном слое. ФИГ. 9 представляет собой график, показывающий эффект гауссовской фильтрации в отношении данных теплового изображения. ФИГ. 10 показывает компоновку аппаратных средств компьютерной системы, действующей в качестве устройства обнаружения. ФИГ. 11А, 11В и 11С представляют собой пример изображения, показывающий обнаружение дефекта в процессе охлаждения, причем дефект представляет собой инородный материал или полость, расположенные в поверхностном слое стального листа. ФИГ. 12А, 12В и 12С представляют собой пример изображения, показывающий обнаружение дефекта в процессе охлаждения, причем дефект представляет собой маленький выступающий выпуклый участок, расположенный на поверхности стального листа. ФИГ. 13А, 13В и 13С представляют собой пример изображения, показывающий обнаружение дефекта в процессе охлаждения, причем дефект представляет собой маленькую резкую вмятину, расположенную на поверхности стального листа. ФИГ. 14А, 14В и 14С представляют собой пример изображения, показывающий обнаружение дефекта в процессе охлаждения, причем дефект представляет собой прикрепленный инородный материал на поверхности стального листа. ФИГ. 15А, 15В и 15С представляют собой пример изображения, показывающий обнаружение дефекта в процессе охлаждения, причем дефект представляет собой инородный материал в поверхностном слое полимерного топливного бака для автомобиля. ФИГ. 16А, 16В и 16С представляют собой пример изображения, показывающий обнаружение дефекта в процессе нагревания, причем дефект представляет собой маленький выступающий выпуклый участок, расположенный на поверхности стального листа. ФИГ. 17А, 17В и 17С представляют собой пример изображения, показывающий обнаружение дефекта в процессе нагревания, причем дефект представляет собой маленькую резкую вмятину, расположенную на поверхности стального листа. ФИГ. 18А, 18В и 18С представляют собой пример изображения, показывающий обнаружение дефекта в процессе нагревания, причем дефект представляет собой прикрепленный инородный материал на поверхности стального листа. ФИГ. 19А, 19В и 19С представляют собой пример изображения, показывающий обнаружение дефекта в процессе нагревания, причем дефект представляет собой инородный материал в поверхностном слое полимерного топливного бака для автомобиля.
Подробное описание изобретения
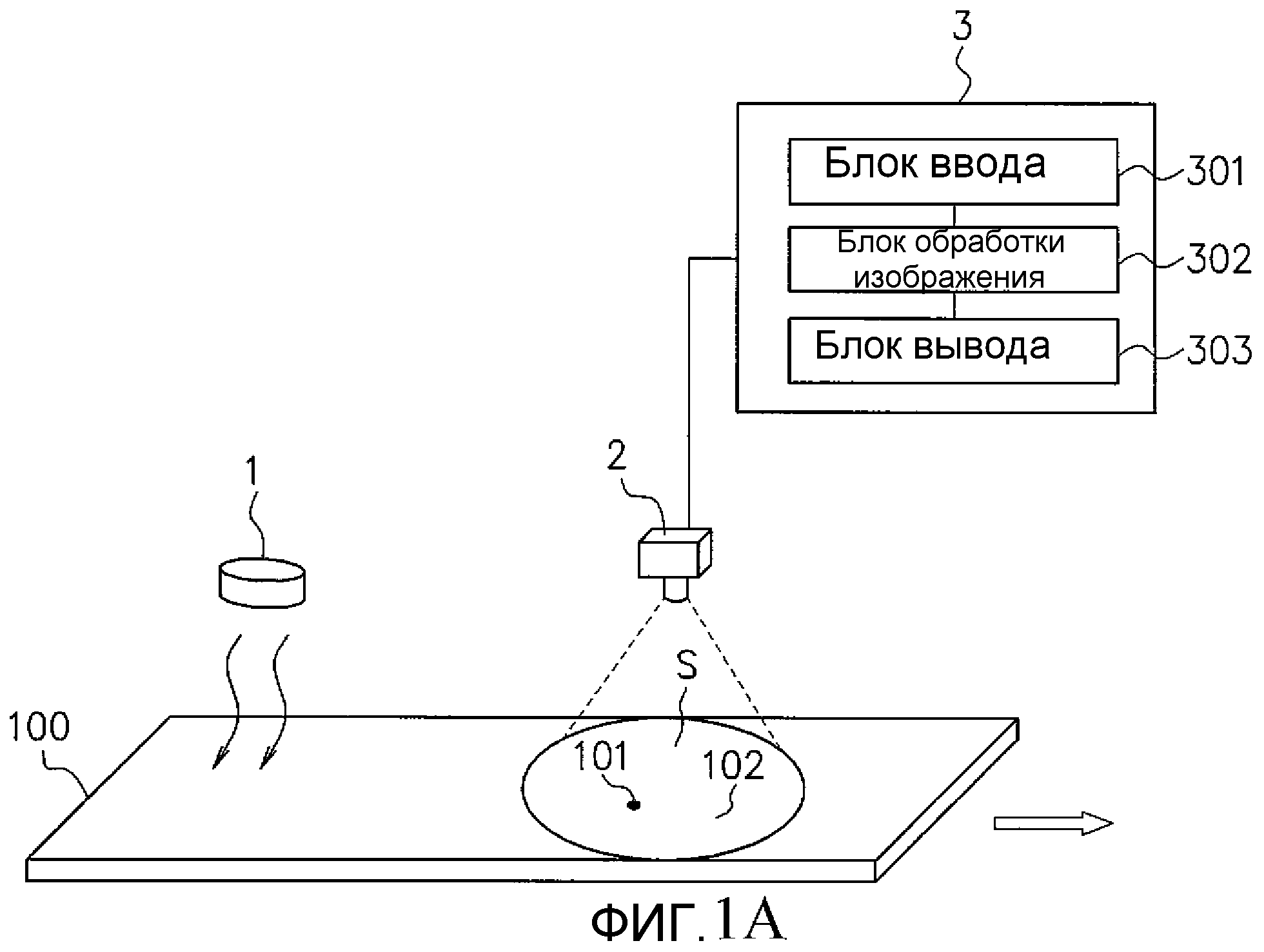
[0011] В нижеследующем описании настоящее изобретение более конкретно изложено в случае материала стального листа со ссылкой на сопроводительные фигуры. Как показано на ФИГ. 1А и ФИГ. 1С, система обнаружения дефектов по настоящему изобретению имеет нагревательное устройство 1, инфракрасную термографическую камеру 2 и устройство 3 обнаружения, которое обнаруживает дефект на поверхности и/или в поверхностном слое (называемый просто дефектом 101) стального листа 100 (например, несколько мм в толщину).
[0012] Дефект 101, т.е. обнаруживаемый в изобретении объект, описан ниже со ссылкой на ФИГ. 3А-3D. Существуют многочисленные типы дефектов на поверхности и/или в поверхностном слое стального листа 100, и форма дефекта может быть, например, как разновидность рассеянных песчинок, узора в виде ивового листа или пятна.
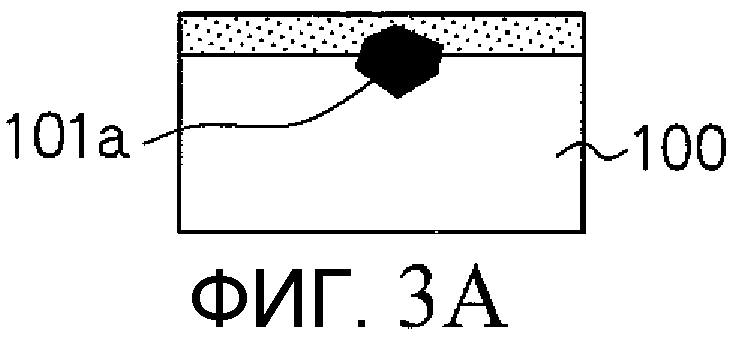
[0013] Дефект 101а на ФИГ. 3А представляет собой дефект, обусловленный внедрением некоторого инородного материала в поверхностный слой стального листа 100, то есть, например, дефект окалины, образовавшийся при внедрении окалины от горячего цинкования погружением в полученный цинкованием слой, или вызванный образованием полости, то есть, например, газовых раковин, рассеянных внутри стального листа, которые сформировались, когда газообразный аргон был захвачен в литой металл во время процесса литья, и часть захваченного газа была закатана в процессе прокатки. При этом типе дефекта теплопроводность дефекта (инородного материала/полости) 101а является более низкой, чем теплопроводность самого стального листа. Следовательно, поверхность стального листа в местоположении дефекта 101а (на поверхности, смежной с дефектом) может нагреваться или охлаждаться быстрее по сравнению с нормальным участком поверхности стального листа.
[0014] Дефект 101b на ФИГ. 3В представляет собой маленький выступающий выпуклый участок, образовавшийся на поверхности стального листа 100. Одним примером этого дефекта является локально намного более толстый слой, полученный цинкованием. При этом типе дефекта выступающий выпуклый участок 101b имеет бóльшую площадь поверхности, что делает этот выступающий выпуклый участок 101b быстрее нагревающимся или охлаждающимся по сравнению с другими нормальными участками поверхности стального листа. Также вследствие формы дефекта, величина теплового излучения из области выступающего выпуклого участка 101b является более высокой, чем из области такого же размера других нормальных участков поверхности стального листа.
[0015] Дефект 101с на ФИГ. 3С представляет собой маленькую резкую вмятину, образовавшуюся на поверхности стального листа 100. Этот дефект часто образуется при вдавливании некоторого инородного материала, прикрепленного на поверхности валка, в стальной лист. Вследствие формы дефекта величина теплового излучения из области резкой вмятины 101с является более высокой, чем из области такого же размера других нормальных участков поверхности стального листа. Это делает область маленькой резкой вмятины 101с быстрее нагревающейся или охлаждающейся по сравнению с другими нормальными участками поверхности стального листа.
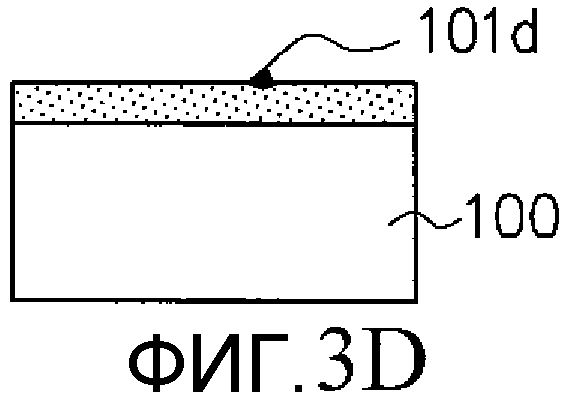
[0016] Дефект 101d на ФИГ. 3D представляет собой инородный материал, такой как пыль, прикрепленный на поверхности стального листа. При этом типе дефекта интенсивность излучения инородного материала является более высокой, чем интенсивность излучения стального листа. Следовательно, величина теплового излучения от дефекта 101d является более высокой, чем из области такого же размера других нормальных участков поверхности стального листа. Это делает область инородного материала 101d быстрее нагревающейся или охлаждающейся по сравнению с другими нормальными участками поверхности стального листа.
[0017] Настоящее изобретение было создано на основании того обнаруженного авторами изобретения факта, что, когда получали лапласиан ΔxyT в отношении температуры поверхности, представленной данными теплового изображения, снятого с использованием инфракрасной термографической камеры, абсолютное значение лапласиана ΔxyT становится бóльшим в положении дефекта 101 по сравнению с другим нормальным участком поверхности стального листа, и, кроме того, тип дефекта может быть определен на основании того, является ли значение лапласиана ΔxyT положительным или отрицательным.
[0018] ФИГ. 1А показывает приблизительную компоновку системы для обнаружения дефекта стального листа по одному варианту воплощения настоящего изобретения. ФИГ. 1С показывает приблизительную компоновку системы для обнаружения дефекта стального листа по другому варианту воплощения настоящего изобретения. На ФИГ. 1А и ФИГ. 1С нагревательное устройство 1 нагревает поверхность стального листа 100 на линии контроля. Является предпочтительным, чтобы температура стального листа 100 была менее 100°С (более предпочтительно - примерно 60°С) для того чтобы установить температуру стального листа 100 более высокой, чем комнатная температура, и избежать любого воздействия на качество стального листа. Стальной лист на линии контроля транспортируют в направлении стрелки с предварительно заданной скоростью линии, составляющей от 0 до примерно 300 м/мин.
[0019] ФИГ. 1А и ФИГ. 1В иллюстрируют систему, пригодную для обнаружения дефектов в то время, как стальной лист охлаждают. На ФИГ. 1А инфракрасная термографическая камера 2 размещена ниже по ходу относительно нагревательного устройства 1. Стальной лист нагревают выше по ходу с помощью нагревательного устройства 1, и область поверхности стального листа подвергают термографическому исследованию («тепловизируют») ниже по ходу в контрольной зоне S для получения данных двумерного теплового изображения контрольной зоны S. Тепловое изображение означает изображение, представляющее распределение величины теплового излучения, испускаемого с поверхности стального листа 100 контролируемым объектом, другими словами, изображение, представляющее распределение температуры поверхности. Инфракрасная термографическая камера 2 имеет блок съемки изображения с инфракрасным датчиком, и блок обработки сигнала, который может выдавать данные теплового изображения путем преобразования информации о температуре каждого пикселя в цветовую информацию.
[0020] В процессе получения данных теплового изображения контрольной зоны S с использованием инфракрасной термографической камеры 2 необходимо избегать того, чтобы тепловая энергия, излучаемая нагревательным устройством 1, поступала в инфракрасную термографическую камеру 2 непосредственно или будучи отраженной от поверхности стального листа 100. По этой причине нагревательное устройство 1 и термографическую камеру 2 размещают так, чтобы между ними было достаточное расстояние. В том случае, когда выдерживать достаточное расстояние между ними затруднительно вследствие ограниченного пространства, альтернативный путь состоит в наличии между ними теплозащитного элемента 4, как показано на ФИГ. 1А3, во избежание поступления тепловой энергии, излучаемой нагревательным устройством 1, в инфракрасную термографическую камеру 2 в результате отражения от поверхности стального листа 100. Нет нужды говорить, что теплозащитный элемент 4 размещают так, чтобы не перекрывать поле зрения термографической камеры 2. Предпочтительно иметь такую компоновку, чтобы избежать поступления тепловой энергии, излучаемой нагревательным устройством 1, в инфракрасную термографическую камеру 2 даже в том случае, если нагревательное устройство 1 следует выключать после нагревания стального листа 100, поскольку некоторое количество тепловой энергии, обусловленное остаточным теплом выключенного нагревательного устройства, могло бы поступать в камеру. Камера 2 на ФИГ. 1А, ФИГ. 1А2 и камера 2 на ФИГ. 1В различаются по направлению установки (направлению оптической оси оптической системы камеры) и местоположению относительно поверхности стального листа. В изобретении может быть использовано множество разнообразных направлений и местоположений камеры и нагревательного устройства 1.
[0021] В том случае, когда обнаружение дефекта проводят в то время, как стальной лист нагревают (описано позже), также может быть использовано множество разнообразных направлений и местоположений при условии, что нагревательное устройство 1 и термографическая камера 2 выполнены так, что тепловая энергия, излучаемая нагревательным устройством 1, может поступать в камеру после отражения поверхностью стального листа.
[0021] В инфракрасной термографической камере 2 частоту кадров и время интегрирования (накопления заряда) настраивают так, чтобы согласовывать со скоростью производственной линии. В имеющейся в продаже инфракрасной термографической камере время интегрирования составляет порядка 0,01 мс. Это значит, что происходит проскальзывание всего лишь на 0,025 мм, когда стальной лист перемещается со скоростью 150 м/мин, что соответствует только 10% или менее по отношению к пикселю, имеющему размер 0,25 мм или более. Другими словами, качество изображения почти не ухудшается.
[0023] Устройство 3 обнаружения с персональным компьютером вычисляет (рассчитывает) лапласиан ΔxyT на основании температуры поверхности, представленной данными теплового изображения, полученными инфракрасной термографической камерой, чтобы обнаружить дефект 101 и определить тип дефекта. Как описано ранее, абсолютное значение лапласиана ΔxyT в местоположении дефекта 101 является большим, чем таковое в местоположении 102 нормального участка поверхности стального листа, и тип дефекта может быть определен на основании того, является ли значение лапласиана ΔxyT положительным или отрицательным. Поэтому, если в контрольной зоне S имеется дефект, то абсолютное значение лапласиана ΔxyT местоположения дефекта показывает более высокое значение по сравнению с этим значением у нормального участка поверхности стального листа, и тип дефекта определяется тем, является ли это значение положительным или отрицательным.
[0024] Устройство 3 обнаружения включает в себя блок 301 ввода, в который вводятся данные теплового изображения, полученные инфракрасной термографической камерой 2.
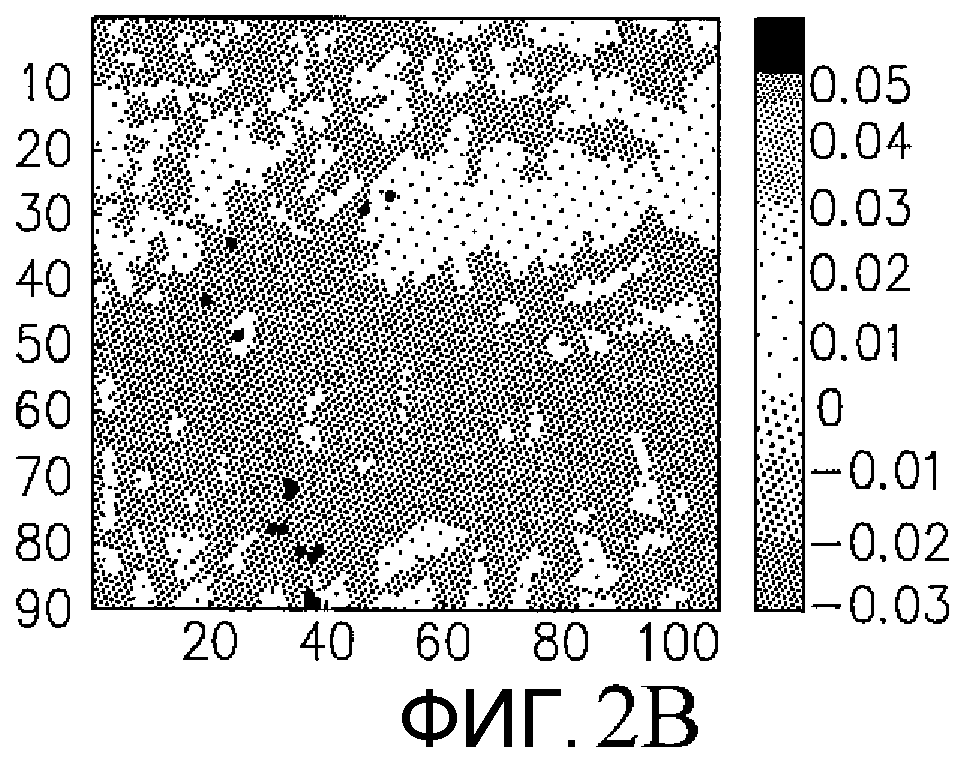
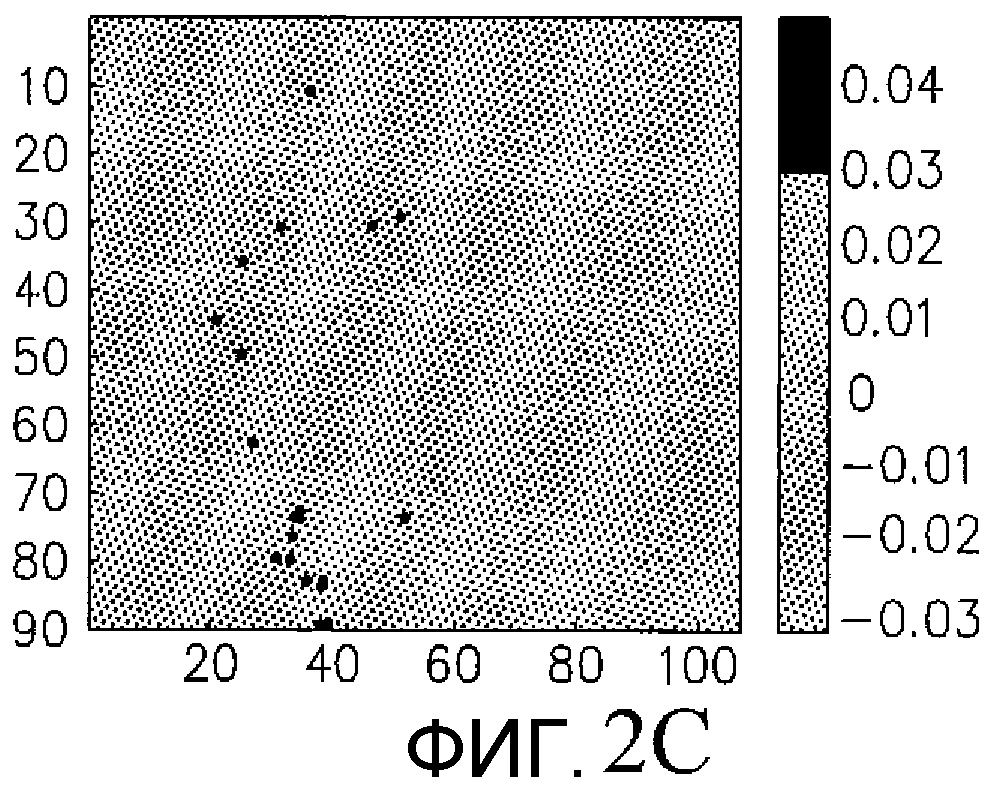
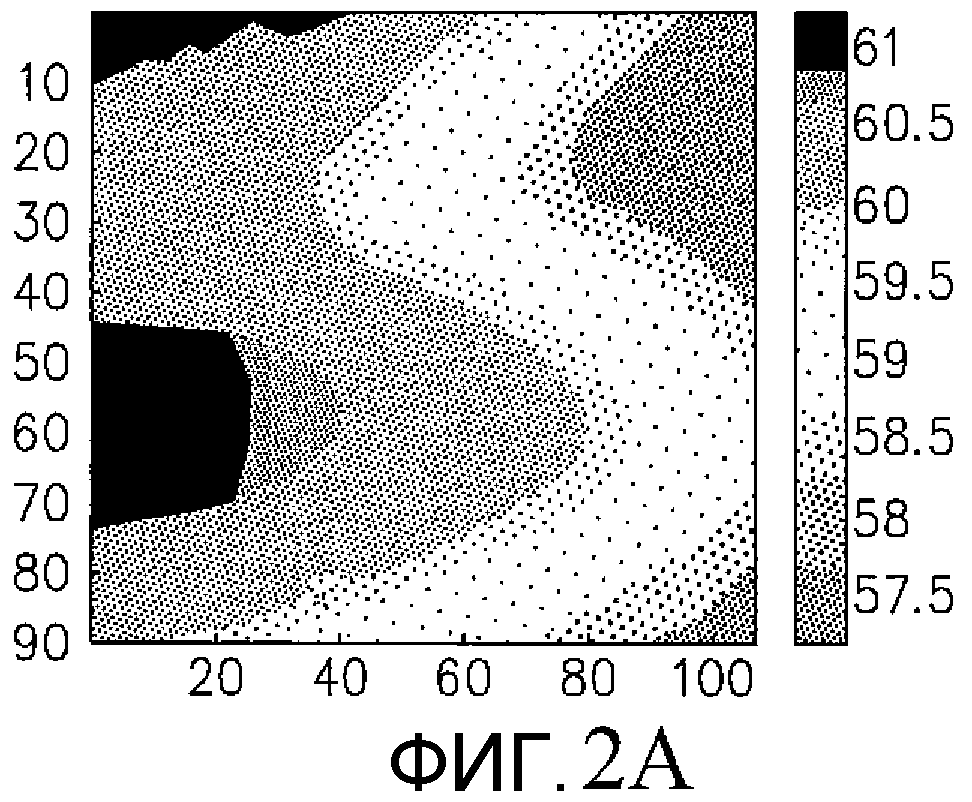
[0025] Блок 302 обработки изображения в устройстве 3 обнаружения предназначен для обработки данных теплового изображения, введенных в блок 301 ввода, в соответствии с предварительно заданной процедурой обработки данных изображения. ФИГ. 2А, 2В и 2С представляют собой схематические диаграммы для иллюстрации примера обработки данных изображения, выполняемой в блоке 302 обработки изображения устройства 3 обнаружения. ФИГ. 2А показывает данные теплового изображения, введенные в блок 301 ввода. ФИГ. 2В показывает обработанные с использованием лапласиана данные теплового изображения, где температура преобразована в значение лапласиана. ФИГ. 2С показывает преобразованное в двоичную форму изображение данных теплового изображения со значением лапласиана. Обработку с использованием лапласиана выполняют для того, чтобы уменьшить возмущение в данных теплового изображения (ФИГ. 2А), обусловленное неоднородностью температуры, и также обнаружить тепловой баланс, имеющий место на поверхности и в поверхностном слое стального листа 100, как описывается позже. Поверхностный слой определяют как часть, очень близкую к поверхности материала, а экспериментально в качестве поверхностного слоя можно рассматривать примерно одну четверть толщины области от поверхности в случае стального листа толщиной 1-2 мм.
[0026] Поскольку абсолютное значение лапласиана ΔxyT в местоположении дефекта 101 обнаруживается большим в контрольной зоне S, можно сказать, что обработка с использованием лапласиана может дать изображение, где дефект 101 выделен (смотри участок черного цвета на ФИГ. 2С). Также можно определить тип дефекта 101 на основании того, является ли значение лапласиана ΔxyT положительным или отрицательным.
[0027] Блок 303 вывода в устройстве 3 обнаружения предназначен для вывода данных теплового изображения, обработанных блоком 302 обработки изображения, для отображения на экране монитора (не показан).
[0028] Ниже подробно описан соответствующий изобретению способ обнаружения дефекта на поверхности и/или в поверхностном слое стального листа.
[0029] Инфракрасная термографическая камера может быть использована для обнаружения внутреннего дефекта 402 (например, захваченного инородного материала или образованной полости), расположенного внутри контролируемого объекта 401, как показано на ФИГ. 4. Поскольку теплопроводность контролируемого объекта 401 и теплопроводность дефекта 402 в основном различны, величина теплового излучения от поверхности в местоположении контролируемого объекта 401 отличается от таковой у дефекта 402. Следовательно, дефект 402 внутри контролируемого объекта 401 может быть обнаружен измерением распределения величины теплового излучения со временем в пределах поверхности объекта 401.
[0030] Если теплопроводность объекта 401 и теплопроводность дефекта 402 сильно отличаются друг от друга, то дефект 402 можно обнаружить с высокой точностью. Если же объект 401 и дефект 402 имеют одинаковую или почти одинаковую теплопроводность, например, в случае ФИГ. 3В и ФИГ. 3С, где нет различия между объектом и дефектом, этот способ применять нельзя.
[0031] Этим способом обнаруживают аномалию температуры в местоположении дефекта, основываясь на распределении величины теплового излучения. Однако на это распределение влияет рассеивание теплоты в двух измерениях (направлениях х-y) поверхности объекта. Поэтому величина теплового излучения в местоположении дефекта сглаживается, что снижает точность обнаружения положения дефекта.
[0032] В способе обнаружения дефекта по настоящему изобретению обработку с использованием лапласиана выполняют в дополнение к использованию распределения величины теплового излучения объекта (стального листа 100). Как описано выше, абсолютное значение лапласиана ΔxyT в местоположении дефекта 101 обнаруживается более высоким, чем это значение в местоположении 102 нормального участка поверхности стального листа. Данное изобретение основывается на той идее, что, если в контрольной зоне S имеется дефект, то абсолютное значение лапласиана ΔxyT в местоположении дефекта 101 должно быть выявлено более высоким, чем это значение других нормальных участков поверхности.
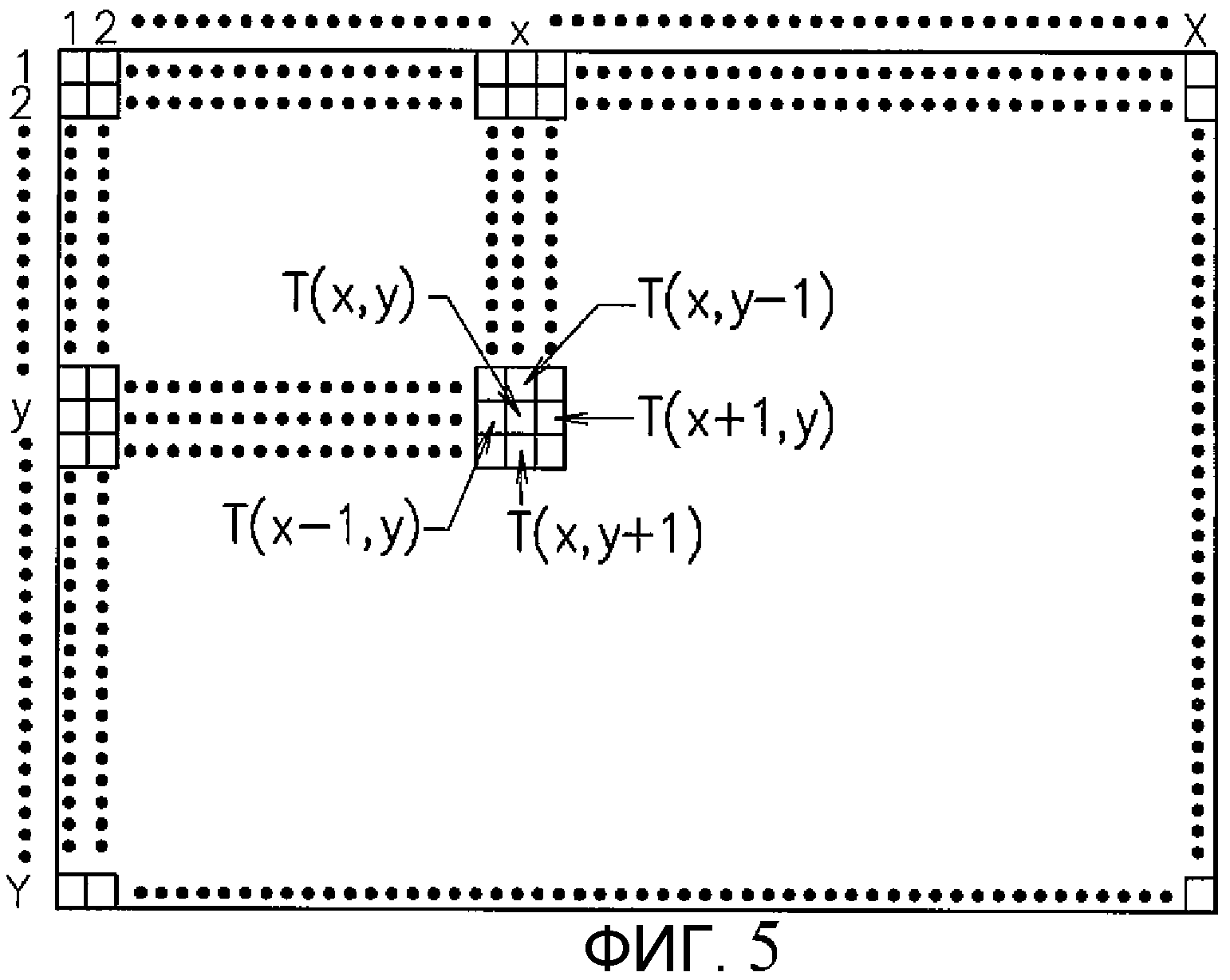
[0033] Лапласиан ΔxyT в отношении пикселя представлен нижеприведенным выражением (1). Как показано на ФИГ. 5, правая сторона выражения (1) может быть вычислена с использованием поверхностной температуры T(x, y) пикселя на основе данных теплового изображения, полученных инфракрасной термографической камерой, и температур каждого из пикселей, расположенных соответственно выше, ниже, справа и слева от пикселя; то есть, T(x+1, y), T(x, y+1), T(x-1, y), T(x, y-1), где h представляет собой размер пикселя. Согласно вышеизложенному лапласиан вычисляют в отношении каждого отдельного пикселя. Лапласиан также может быть вычислен в отношении каждого блока, состоящего из множества пикселей (например, 2 пикселя на 2 пикселя).
[0034]
|

[0035] Так как явление теплопереноса внутри стального листа 100 удовлетворяет уравнению трехмерной нестационарной теплопроводности, лапласиан ΔxyT может быть описан как следующее выражение (2), в котором “α” представляет собой коэффициент температуропроводности материала. Правая сторона выражения (2) представляет баланс теплопереноса в направлении z (направлении толщины стального листа), который обусловливает теплоперенос в поверхностном слое стального листа 100. То есть, первый член правой стороны выражения (2) представляет вариацию аккумулирования теплоты в поверхностном слое стального листа, а второй член представляет вариацию аккумулирования теплоты вследствие теплопереноса в направлении z.
[0036]
|
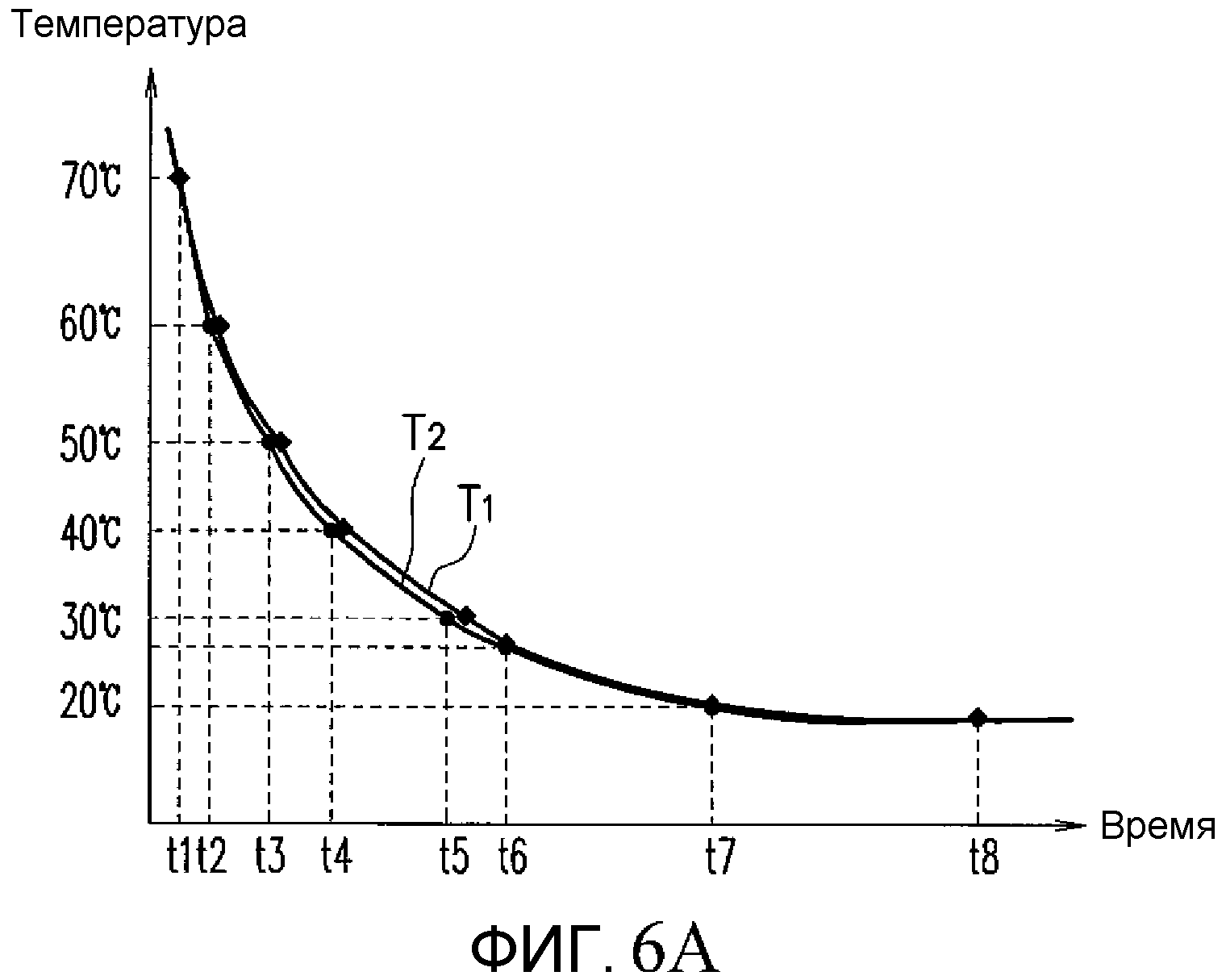
[0037] Ниже описан случай, где получены кривые Т1 и Т2 температурных характеристик, как показано на ФИГ. 6А, на основе данных теплового изображения контрольной зоны, снятого инфракрасной термографической камерой во время процесса охлаждения. Размер пикселя инфракрасной термографической камеры настроен на 0,4 мм, что примерно в два раза больше размера дефекта 101.
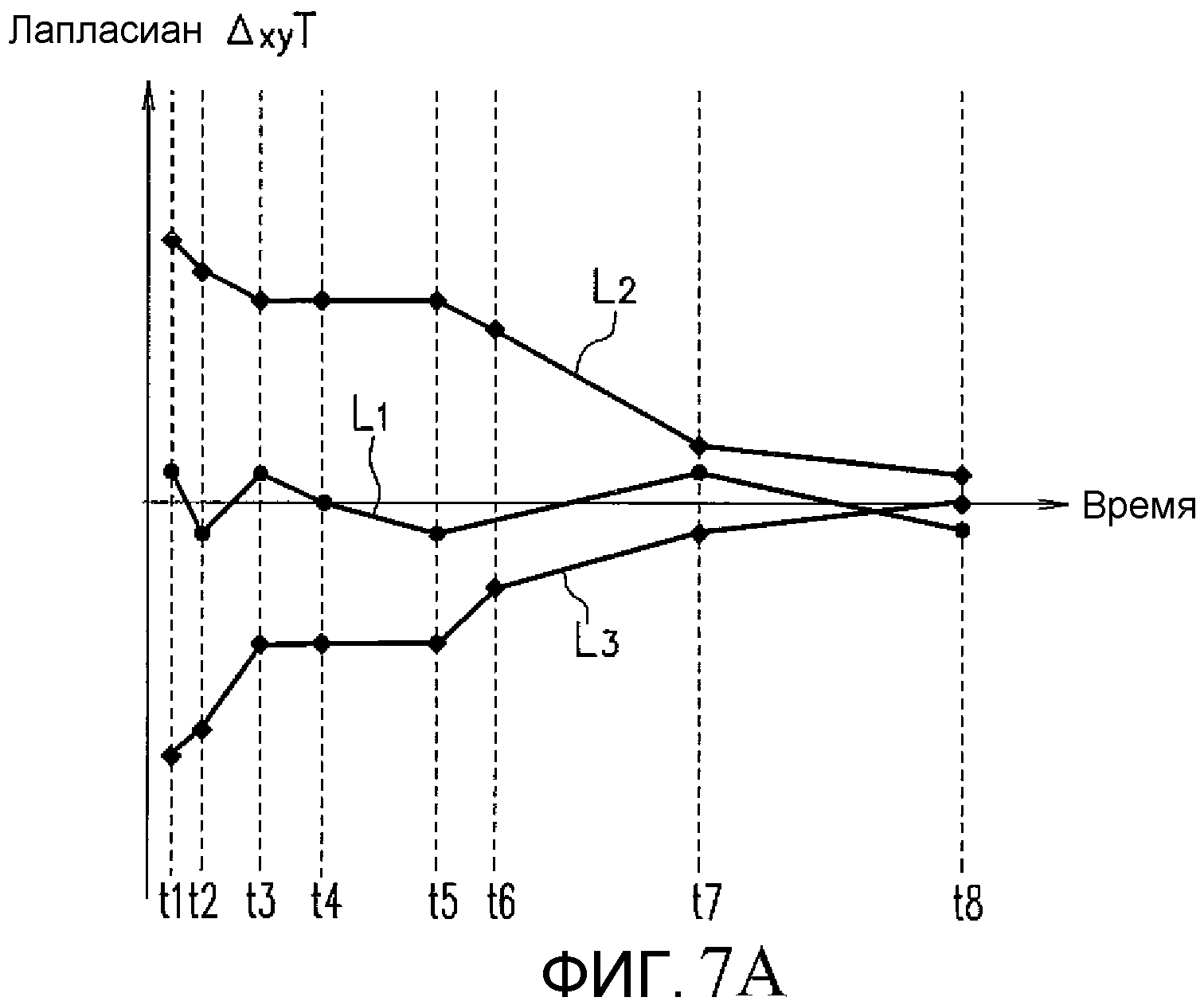
[0038] Кривая Т1 температурной характеристики представляет температурную характеристику нормального участка 102 на ФИГ. 1А, и лапласиан ΔxyT с Т1 показан на ФИГ. 7А как характеристическая линия L1. Характеристическая линия L1 (лапласиан ΔxyT) указывает на то, что значение является почти нулевым с некоторым отклонением вследствие шума. Это нулевое значение лапласиана ΔxyT означает, что значение первого члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты в поверхностном слое стального листа (отрицательное значение вследствие протекания процесса охлаждения), почти равно значению второго члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты вследствие теплопереноса в направлении z (отрицательное значение вследствие протекания процесса охлаждения). Другими словами, теплоперенос происходит очень плавно.
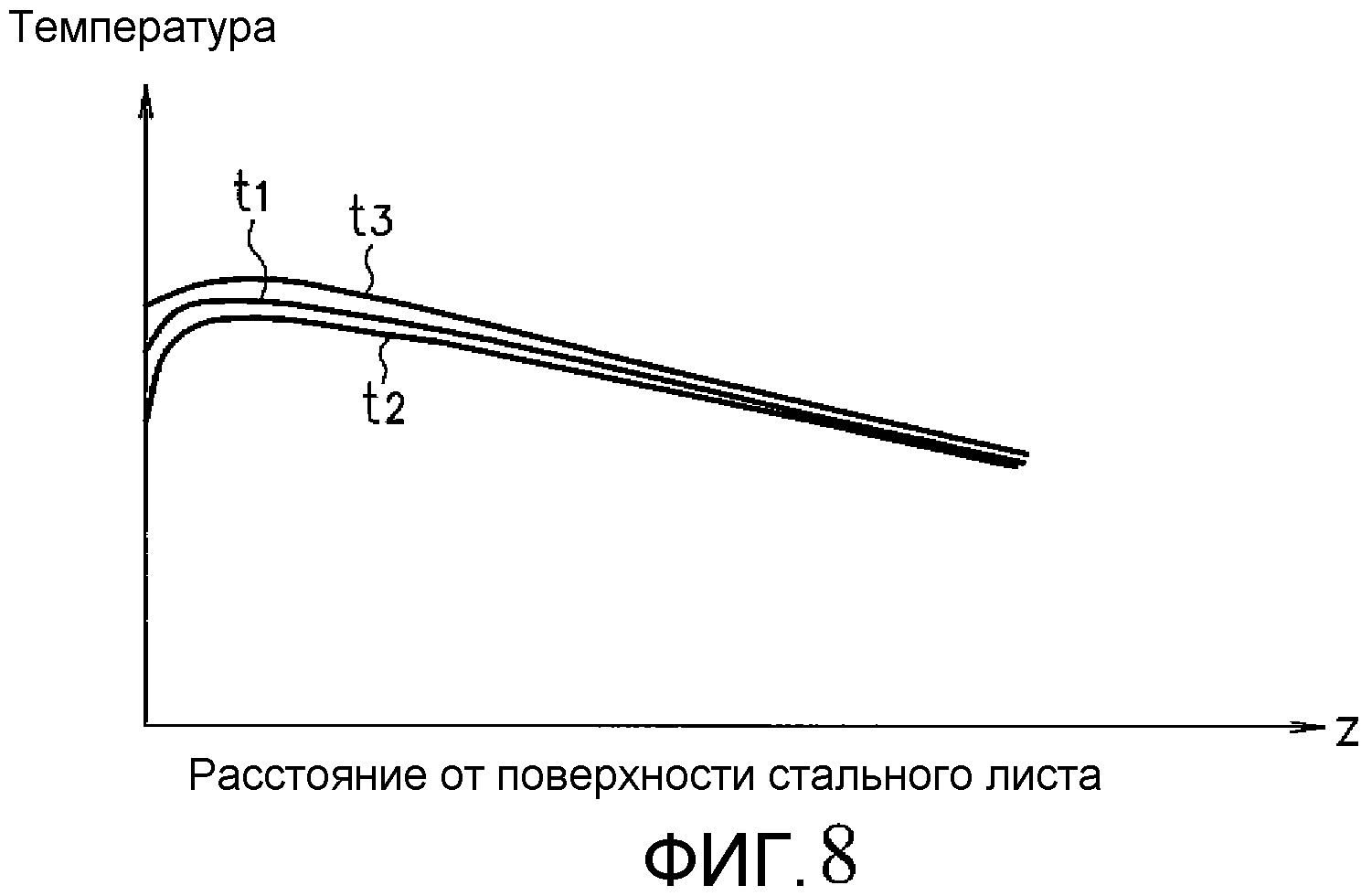
[0039] Кривая Т2 температурной характеристики представляет температурную характеристику местоположения дефекта типа, показанного на ФИГ. 3А, и лапласиан ΔxyT с Т2 показан на ФИГ. 7А как характеристическая линия L2. В случае дефекта типа, показанного на ФИГ. 3А, значение характеристической линии L2 (лапласиан ΔxyT) является положительным. Это положительное значение лапласиана ΔxyT означает, что значение второго члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты вследствие теплопереноса в направлении z (отрицательное значение вследствие протекания процесса охлаждения), является меньшим, чем значение первого члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты в поверхностном слое стального листа (отрицательное значение вследствие протекания процесса охлаждения). Другими словами, процесс охлаждения продолжает идти в то время, как теплоотдача с поверхности стального листа остается большей, чем подвод теплоты из более глубокого места стального листа. Это значит, что скорость охлаждения в местоположении дефекта является большей, чем скорость охлаждения области, окружающей дефект, как указано на ФИГ. 8, где кривая t2 распределения температуры в поверхностном слое дефектного участка имеет выпуклую кривую, которая имеет больший градиент по сравнению с кривой t1 распределения температуры в поверхностном слое нормального участка. Дефект типа, показанного на ФИГ. 3В, дает похожий результат, что и дефект типа с ФИГ. 3А.
[0040] Лапласиан ΔxyT в отношении кривых температурных характеристик в местоположении дефекта типа, показанного на ФИГ. 3С или ФИГ. 3D, показан на ФИГ. 7А как характеристическая линия L3. Кривая температурной характеристики, представляющая температурную характеристику местоположения дефекта типа, показанного на ФИГ. 3С или ФИГ. 3D (не показана на ФИГ. 6А), является почти такой же, как и кривая Т1 температурной характеристики, представляющая температурную характеристику нормального участка на ФИГ. 6А. В случае дефекта типа, показанного на ФИГ. 3С или ФИГ. 3D, значение характеристической линии L3 (лапласиан ΔxyT) становится отрицательным. Это отрицательное значение лапласиана ΔxyT означает, что значение первого члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты в поверхностном слое стального листа (отрицательное значение вследствие протекания процесса охлаждения), является меньшим, чем значение второго члена, представляющего вариацию аккумулирования теплоты вследствие теплопереноса в направлении z (отрицательное значение вследствие протекания процесса охлаждения), что приводит в результате к кривой t3 распределения температуры в поверхностном слое, показанной на ФИГ. 8. Причина этого заключается в том, что величина теплового излучения в местоположении дефекта является большей, чем в области, окружающей дефект, что делает температуру по показаниям инфракрасной термографической камеры демонстрирующей более высокое значение, чем реальная температура.
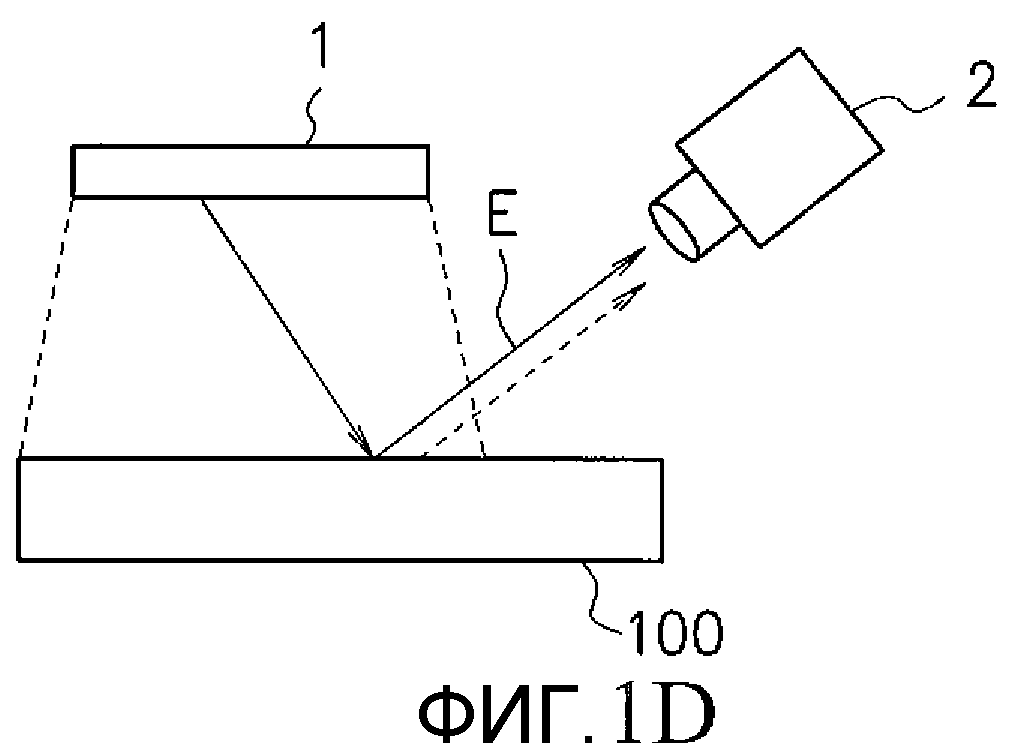
[0041] ФИГ. 1С и ФИГ. 1D представляет собой систему, пригодную для обнаружения дефектов в то время, как стальной лист нагревают. На ФИГ. 1С инфракрасная термографическая камера 2 снимает изображение контрольной зоны S, где поверхность нагревается нагревательным устройством 1 для получения данных двумерного теплового изображения контрольной зоны S.
[0042] Как описано выше, в том случае, когда обнаружение дефекта проводят в то время, как стальной лист нагревается (описано позже), также может быть использовано множество разнообразных направлений и местоположений при условии, что нагревательное устройство 1 и термографическая камера 2 выполнены так, что тепловая энергия, излучаемая нагревательным устройством 1, может поступать в камеру после отражения поверхностью стального листа.
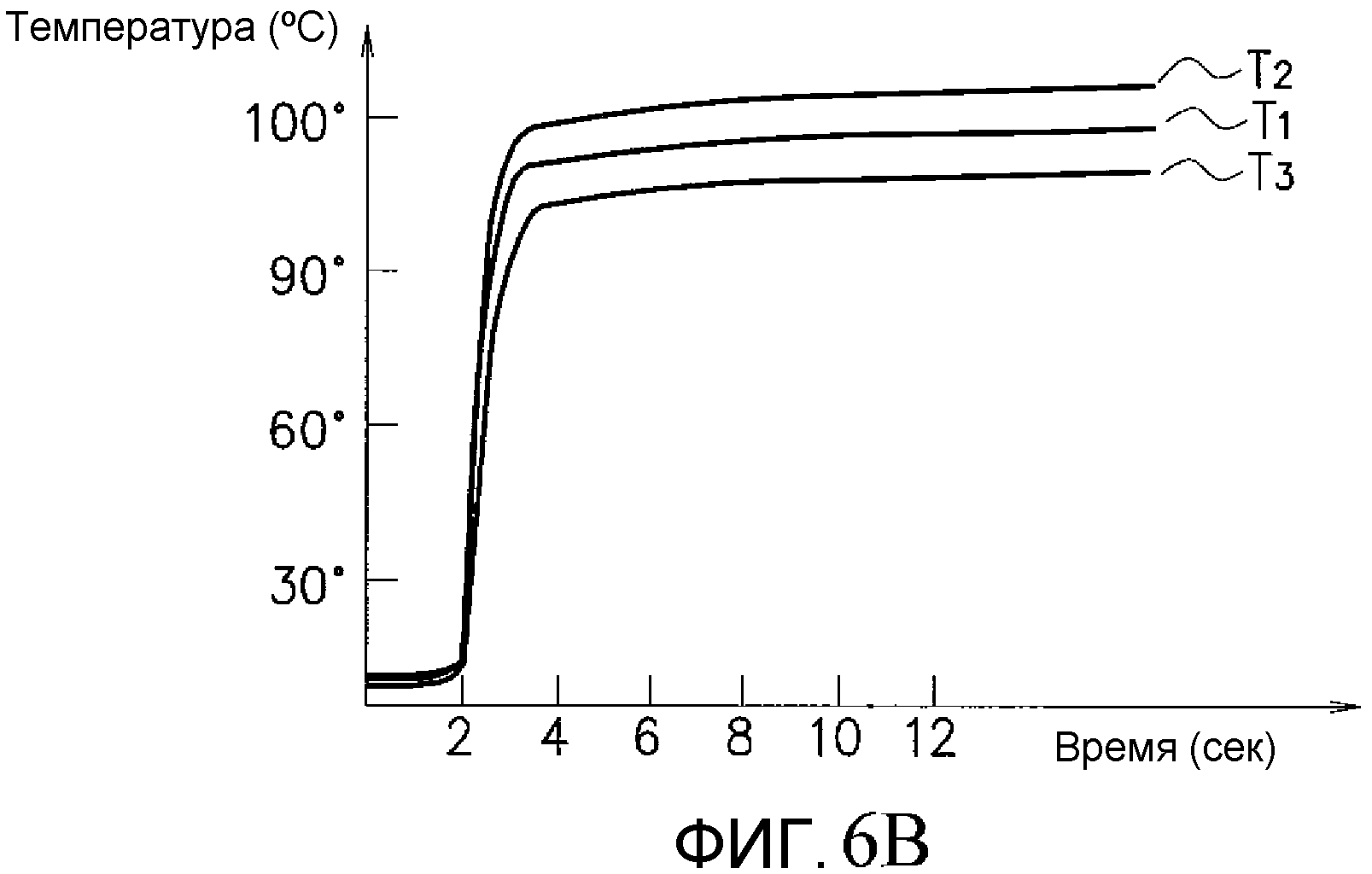
[0043] Ниже описан случай, где получены кривые Т1, Т2 и Т3 температурных характеристик, как показано на ФИГ. 6В, на основе данных теплового изображения контрольной зоны, снятого инфракрасной термографической камерой во время процесса нагревания. На ФИГ. 6В температура повышается круто, и некоторые из кривых температурных характеристик достигают температуры за пределами предпочтительного диапазона температуры стального листа 100 (менее 100°С). Однако это обусловлено только тем, что тепловая энергия, излучаемая из нагревательного устройства 1, поступает в камеру после того, как отражается поверхностью стального листа, как показано на ФИГ. 1D.
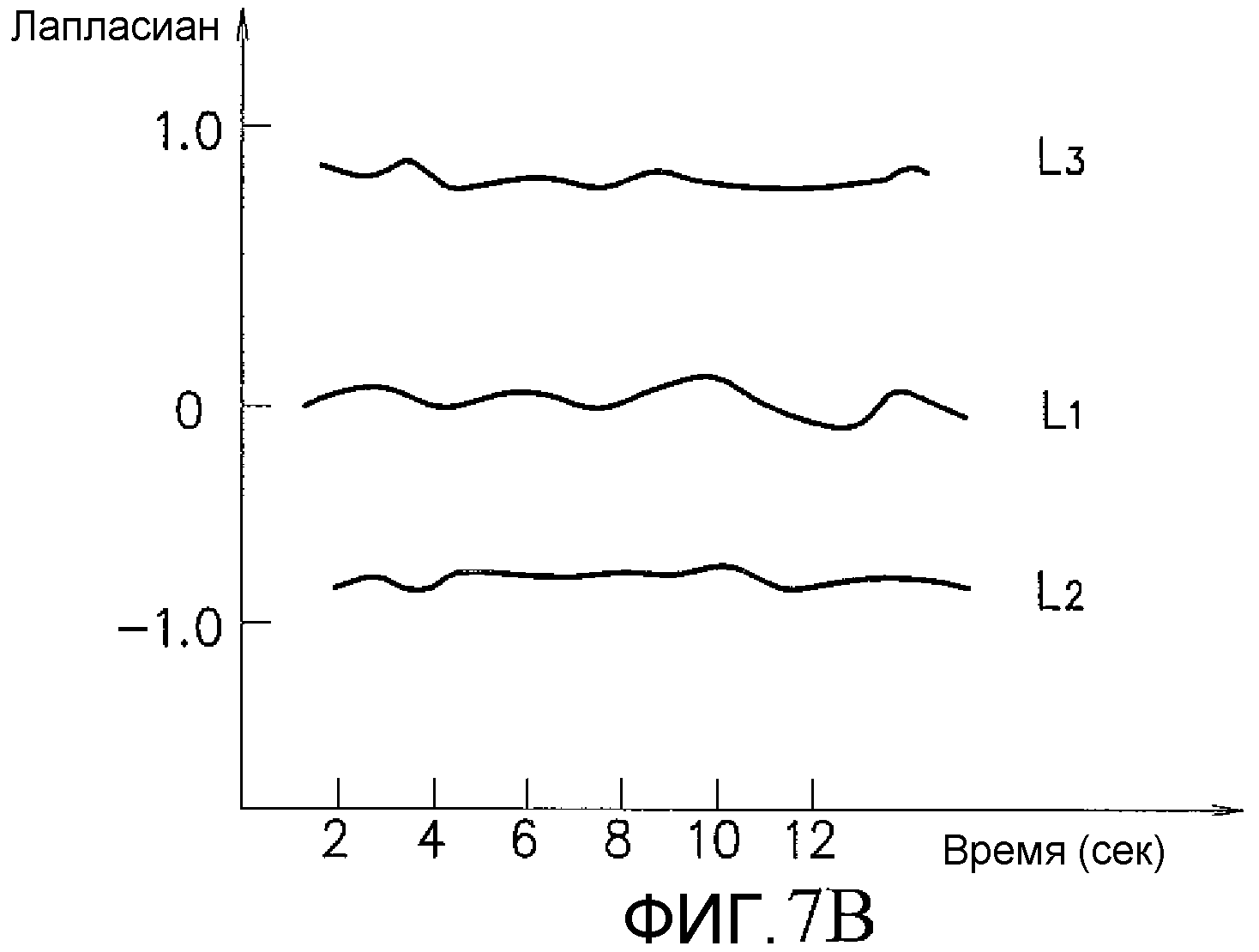
[0044] Кривая Т1 температурной характеристики представляет температурную характеристику нормального участка 102 на ФИГ. 1С, и лапласиан ΔxyT с Т1 показан на ФИГ. 7В как характеристическая линия L1. Характеристическая линия L1 (лапласиан ΔxyT) указывает на то, что значение является почти нулевым с некоторым колебанием вследствие белого шума. Это нулевое значение лапласиана ΔxyT означает, что значение первого члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты в поверхностном слое стального листа (положительное значение вследствие протекания процесса нагревания), почти равно значению второго члена правой стороны выражения (2), представляющего вариацию аккумулирования теплоты вследствие теплопереноса в направлении z (положительное значение вследствие протекания процесса нагревания). Другими словами, теплоперенос происходит очень плавно.
[0045] Кривая Т2 температурной характеристики представляет температурную характеристику местоположения дефекта типа, показанного на ФИГ. 3А или ФИГ. 3В, и лапласиан ΔxyT с Т2 показан на ФИГ. 7В как характеристическая линия L2. В случае дефекта типа, показанного на ФИГ. 3А или ФИГ. 3В, значение характеристической линии L2 (лапласиан ΔxyT) является отрицательным, поскольку значение второго члена правой стороны выражения (2), представляющего величину теплопереноса в направлении z (положительное значение вследствие протекания процесса нагревания), становится бóльшим.
[0046] Кривая Т3 температурной характеристики представляет температурную характеристику местоположения дефекта типа, показанного на ФИГ. 3С или ФИГ. 3D, и лапласиан ΔxyT с Т3 показан на ФИГ. 7В как характеристическая линия L3. В случае дефекта типа, показанного на ФИГ. 3С или ФИГ. 3D, значение характеристической линии L3 (лапласиан ΔxyT) является положительным, поскольку значение второго члена правой стороны выражения (2), представляющего величину теплопереноса в направлении z (положительное значение вследствие протекания процесса нагревания) становится меньшим.
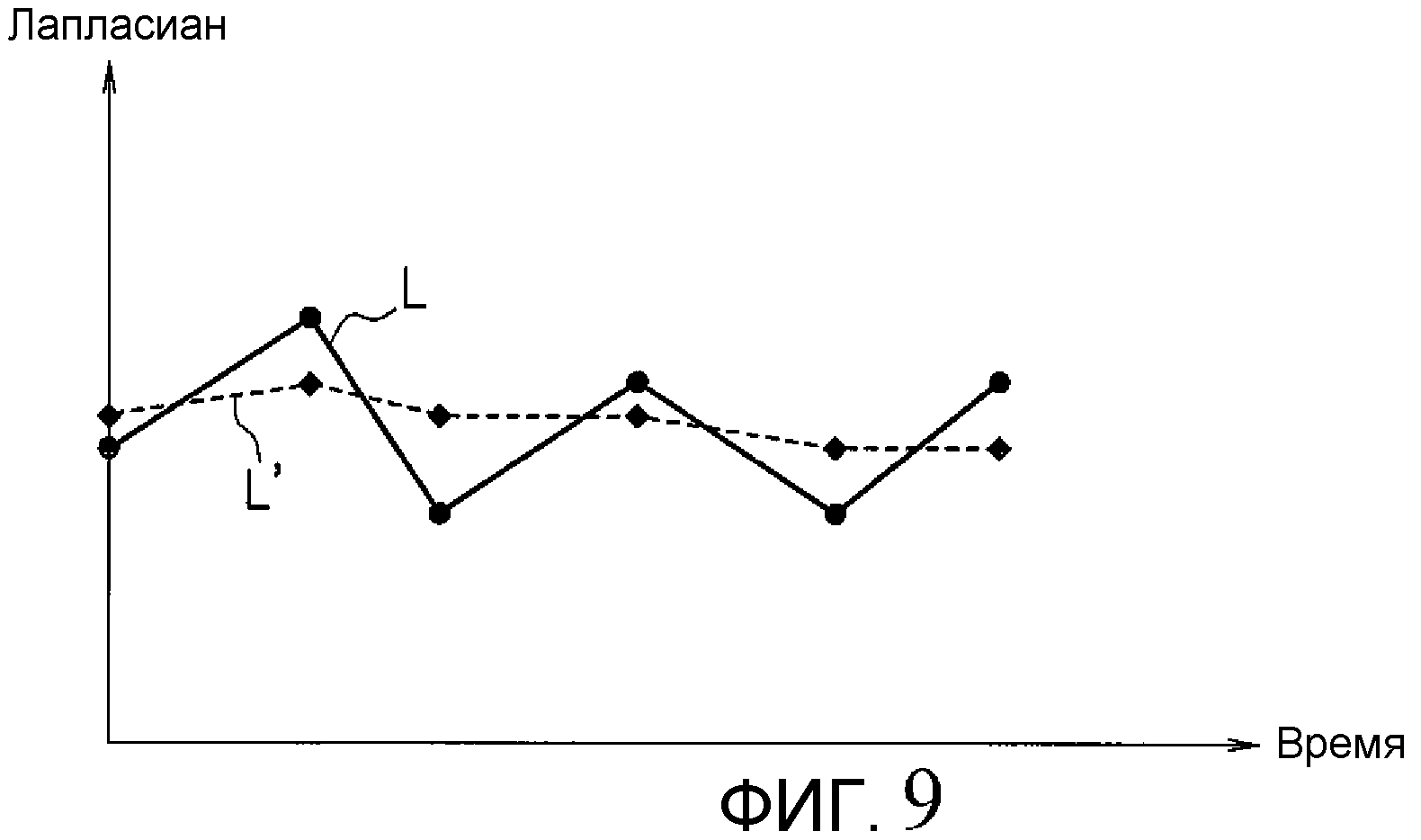
[0047] Когда данные теплового изображения, полученные инфракрасной термографической камерой 2, включают в себя шум, для устранения шума может быть использована гауссовская фильтрация. ФИГ. 9 показывает характеристическую линию L как результат обработки с использованием лапласиана, примененной к включающим в себя шум данным теплового изображения, где значение лапласиана значительно отклоняется вследствие шума. Еще одна характеристическая линия L' является результатом обработки с использованием лапласиана, примененной к данным теплового изображения после проведения процесса гауссовской фильтрации, где колебание снижено, в отличие от линии L. Что касается фильтрации для устранения шума, то для сглаживания может быть использована не только гауссовская фильтрация, но и любой метод фильтрации. В отношении гауссовской фильтрации подробности описаны, например в JP2004-219177А.
[0048] Следующее выражение (3) представляет излучаемую с поверхности стального листа тепловую энергию, измеряемую инфракрасной термографической камерой в то время, когда стальной лист находится в процессе охлаждения после нагревания, при этом “ε”-интенсивность излучения поверхности стального листа, “εm”-кажущаяся интенсивность излучения, настраиваемая пользователем в инфракрасной термографической камере, Т-температура поверхности стального листа, “Tc”-температура элемента датчика инфракрасной термографической камеры, “Tm”-температура поверхности стального листа, представленная инфракрасной термографической камерой (температура поверхности, представленная данными теплового изображения, полученными инфракрасной термографической камерой), и “σ” - постоянная Стефана-Больцмана.
[0049]
|
[0050] Следующее выражение (4) представляет излучаемую с поверхности стального листа тепловую энергию, измеряемую инфракрасной термографической камерой в то время, когда стальной лист находится в процессе нагревания, где Та представляет температуру поверхности нагревательного элемента нагревательного устройства 1.
[0051]
|
[0052] Если сравнивать выражение (3) с выражением (4), то в выражении (4) добавлена тепловая энергия в первом члене левой стороны. Этот член представляет количество тепловой энергии, которое поступает в датчик инфракрасной термографической камеры 2 после излучения из нагревательного элемента нагревательного устройства 1 и отражения поверхностью (контрольной зоны S) стального листа 100 (смотри стрелку Е на ФИГ. 1D). Та, температура поверхности нагревательного элемента нагревательного устройства 1, в пять или более раз превышает значение Т температуры поверхности стального листа 100. Поэтому в процессе нагревания второй член левой стороны, который является доминирующим фактором во время процесса охлаждения, является гораздо большим, чем первый член левой стороны выражения (4). Это позволяет обнаруживать изменение величины излучения с поверхности стального листа 100 с хорошей чувствительностью.
[0053] Как описано выше, в способе обнаружения дефекта в то время, как стальной лист нагревают, изменение величины излучения с поверхности стального листа 100 может быть обнаружено с хорошей чувствительностью. Поэтому дефект, такой как показанный на ФИГ. 3В, ФИГ. 3С или ФИГ. 3D, в особенности типа с ФИГ. 3С или ФИГ. 3D, может быть обнаружен с хорошей чувствительностью. Дефект типа с ФИГ. 3А может быть не обнаружен с легкостью, поскольку изменение величины излучения при этом типе не является столь значительным. То есть количество тепловой энергии согласно второму члену левой стороны предполагается как основное изменение, и изменение значения второго члена является меньшим, чем значения первого члена.
[0054] Как описано выше, абсолютное значение лапласиана ΔxyT, полученное из данных температуры поверхности на основе данных теплового изображения от инфракрасной термографической камеры, становится большим в местоположении дефекта 101 по сравнению с другими нормальными участками поверхности стального листа. Этот установленный факт может быть использован для обнаружения дефекта 101 на поверхности или в поверхностном слое стального листа с высокой точностью и без снижения скорости производственной линии.
[0055] Вследствие эффекта рассеивания теплоты та область, на температуру которой оказывает воздействие дефект 101, расширяется. Это позволяет устанавливать размер пикселя бóльшим по сравнению с оптическим устройством обнаружения дефектов с использованием ПЗС-камеры.
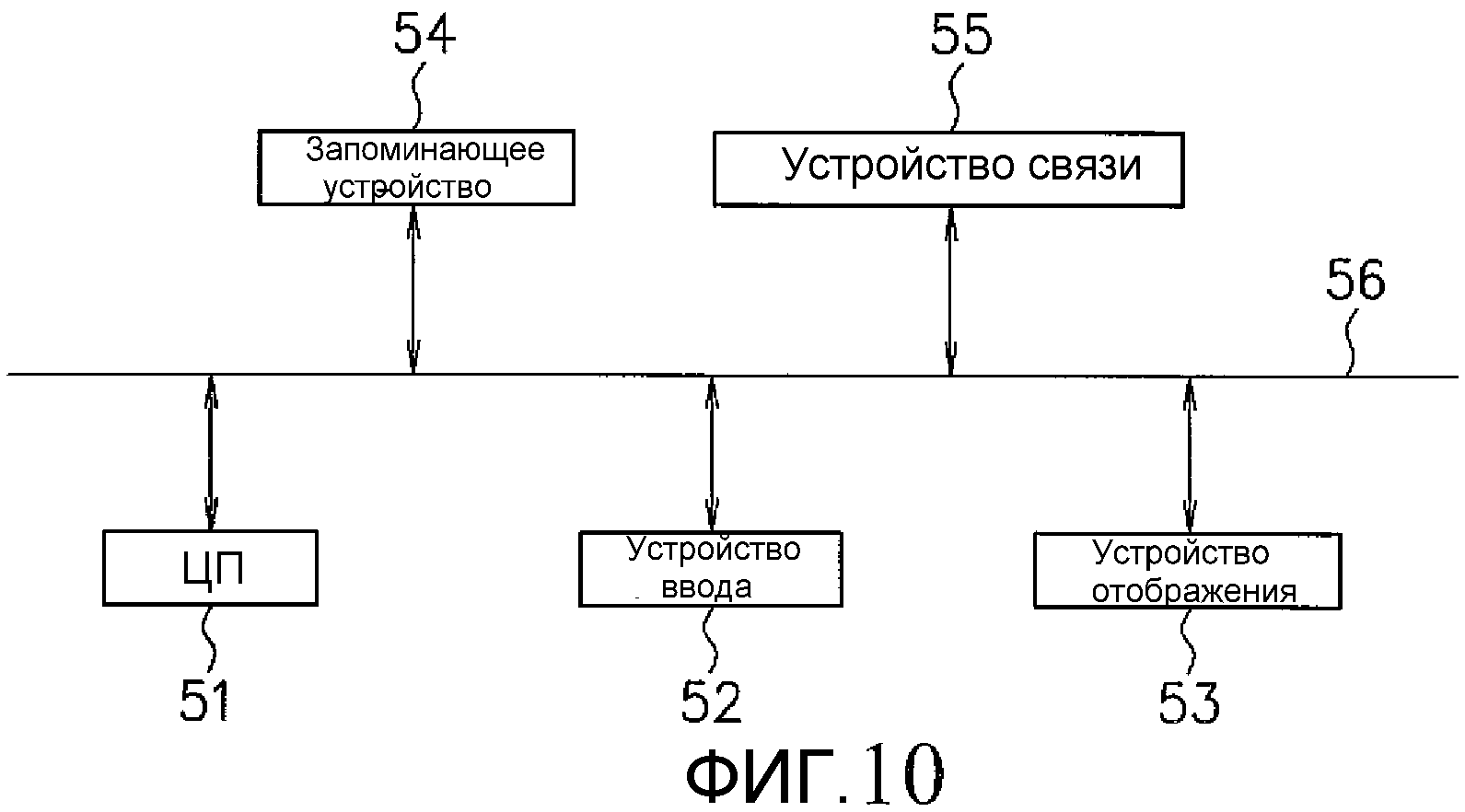
[0056] ФИГ. 10 показывает компоновку аппаратных средств компьютерной системы, действующей в качестве устройства 3 обнаружения. Компоновка аппаратных средств включает в себя центральный процессор (ЦП) 51, устройство 52 ввода, устройство 53 отображения, запоминающее устройство 54 и устройство 55 связи, каждое из которых соединено друг с другом посредством шины 56. Запоминающее устройство 54 включает в себя постоянное запоминающее устройство (ПЗУ), оперативное запоминающее устройство (ОЗУ) и жесткий диск (HD), где хранится компьютерная программа для управления работой устройства 3 обнаружения. Когда ЦП 51 исполняет эту программу, устройством 3 обнаружения могут быть реализованы функция и обработка. Устройство 3 обнаружения может быть образовано единым блоком или множеством блоков.
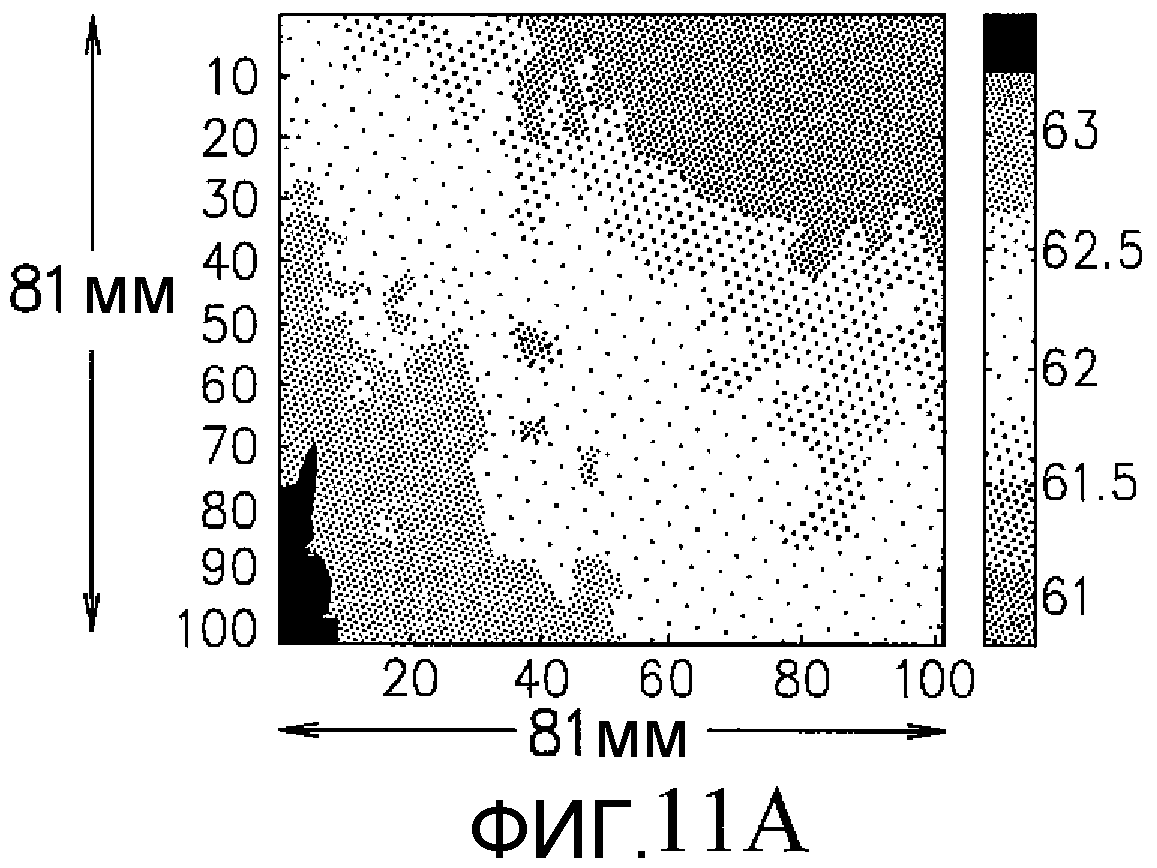
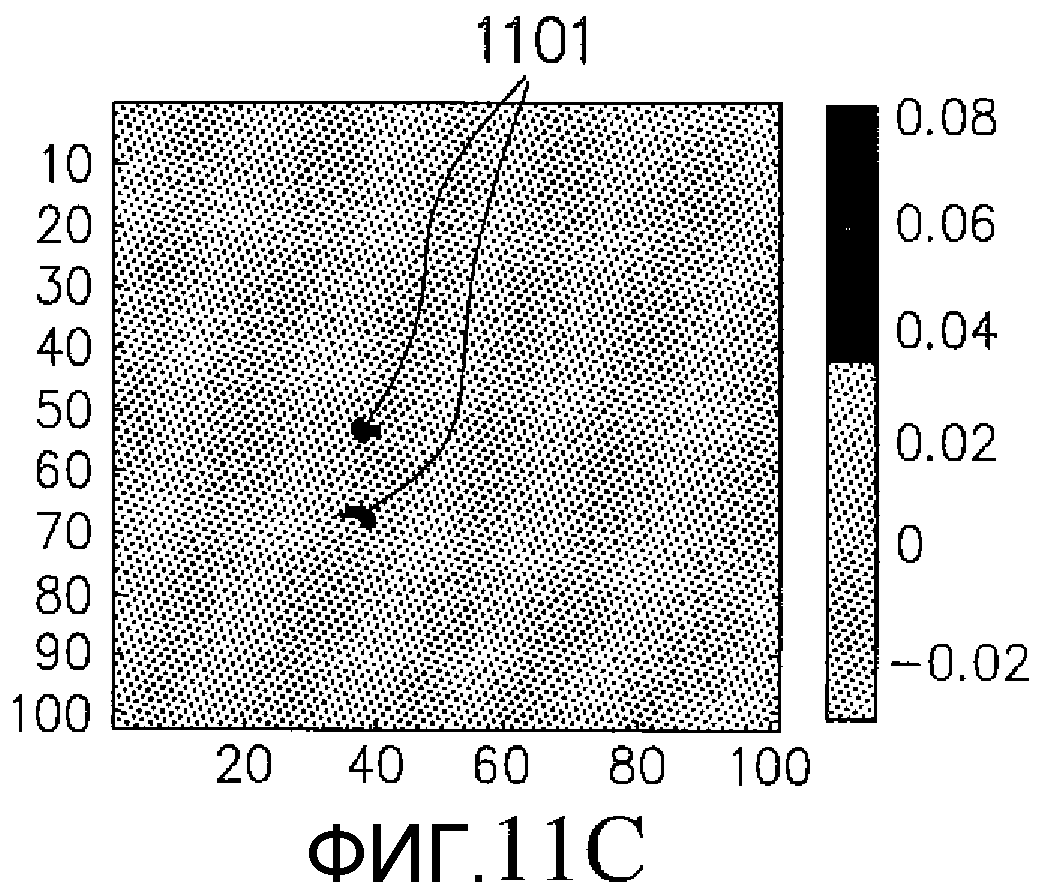
[0057] Примеры того, как обнаружение дефектов проводят в то время, как стальной лист охлаждают, показаны следующим образом. ФИГ. 11 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3А, то есть инородный материал или полость, находящиеся в поверхностном слое стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в процессе охлаждения, т.е. через 10 секунд после того, как образец стального листа был нагрет до примерно 80°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом стального листа составляло 60 см. Направление оптической оси инфракрасной термографической камеры перпендикулярно поверхности образца стального листа.
[0058] ФИГ. 11А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 11В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 11С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 11А, 11В и 11С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 11С показывает изображение, где дефекты 1101 (инородный материал или полость) выделены для более четкой видимости.
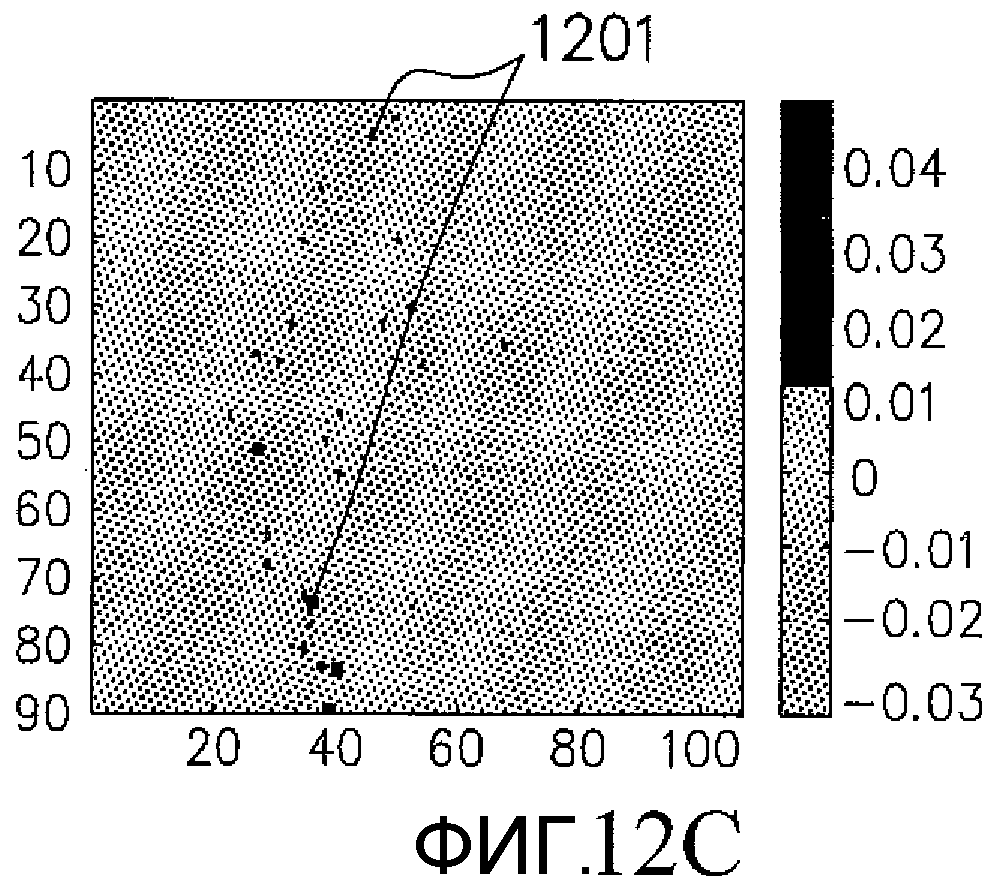
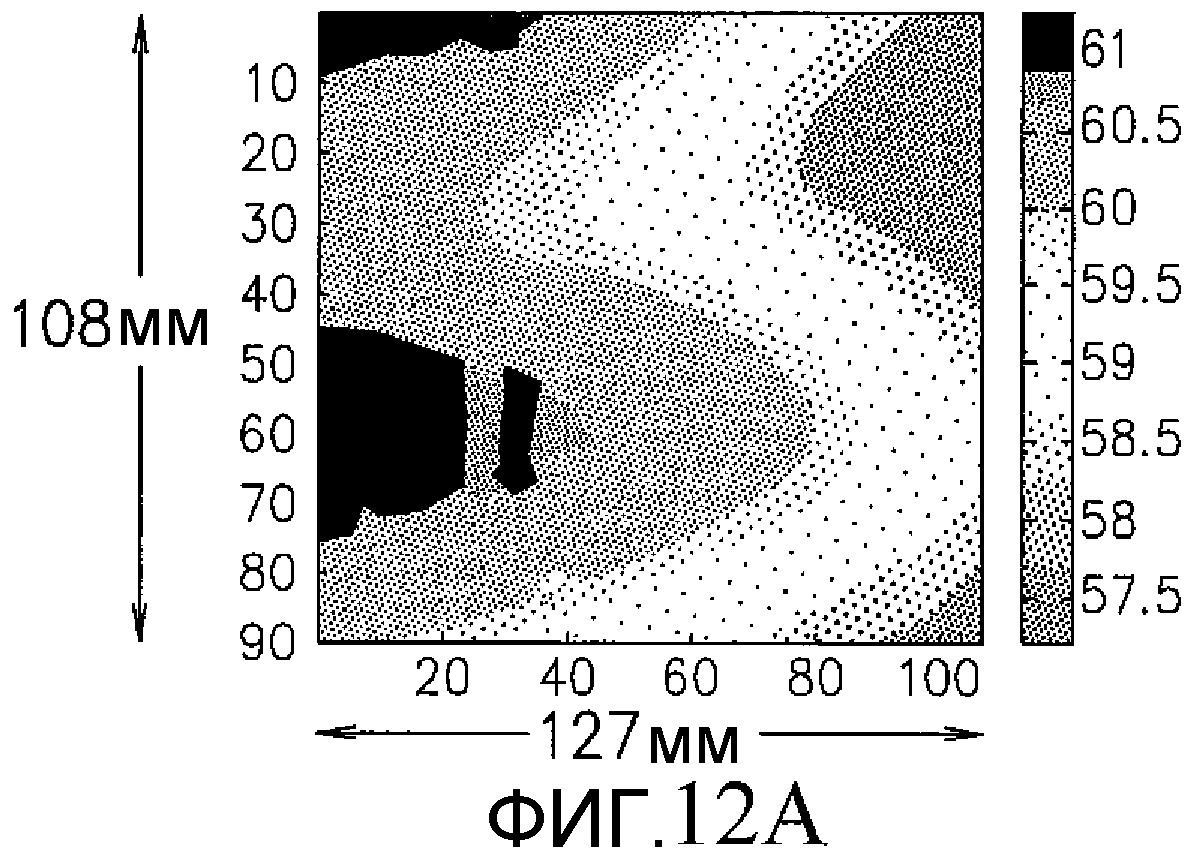
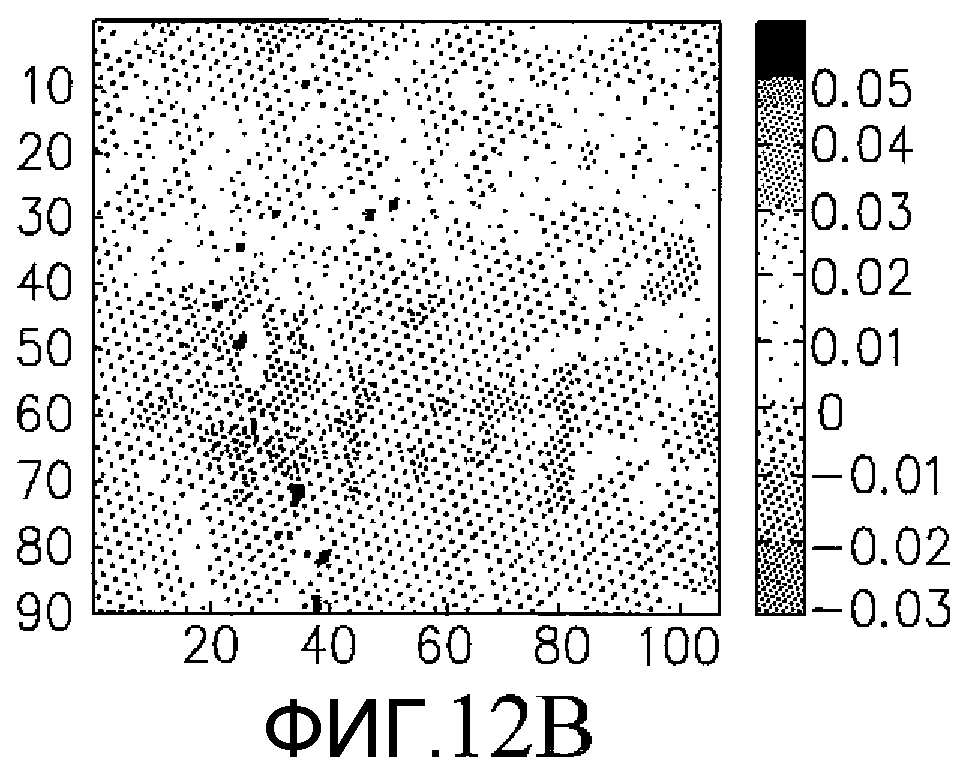
[0059] ФИГ. 12 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3В, т.е. маленький выступающий выпуклый участок, образовавшийся на поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в процессе охлаждения, т.е. 10 секунд после того, как образец стального листа был нагрет до примерно 60°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 1,2 мм, а расстояние между камерой и образцом стального листа составляло 90 см. Направление оптической оси инфракрасной термографической камеры перпендикулярно поверхности образца стального листа.
[0060] ФИГ. 12А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 12В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 12С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 12А, 12В и 12С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 12С показывает изображение, где дефекты 1201 (маленькие выступающие выпуклые участки) выделены для более четкой видимости.
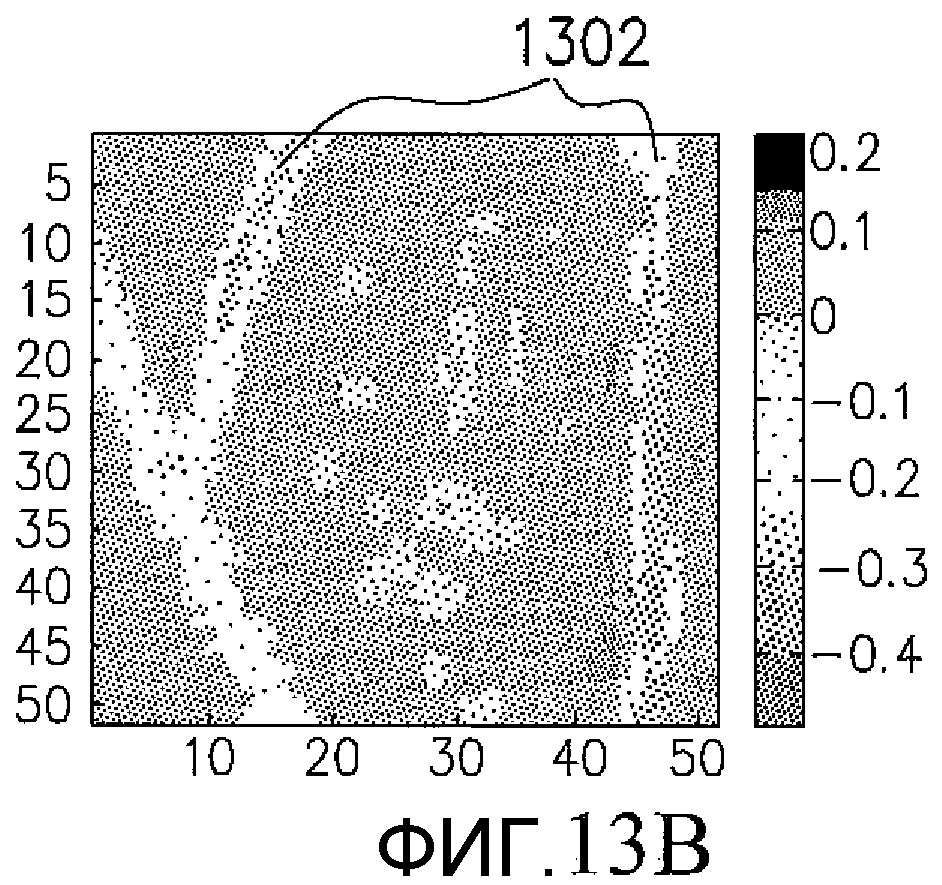
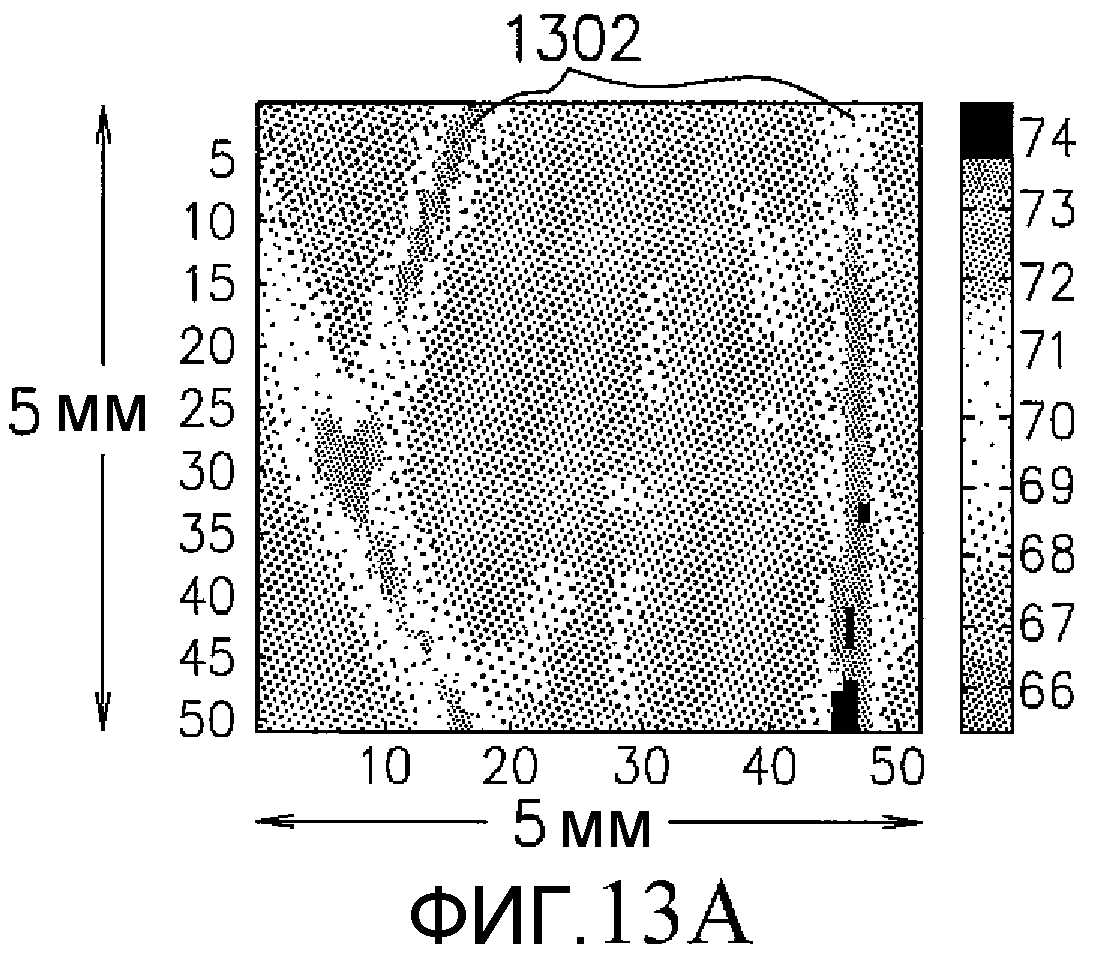
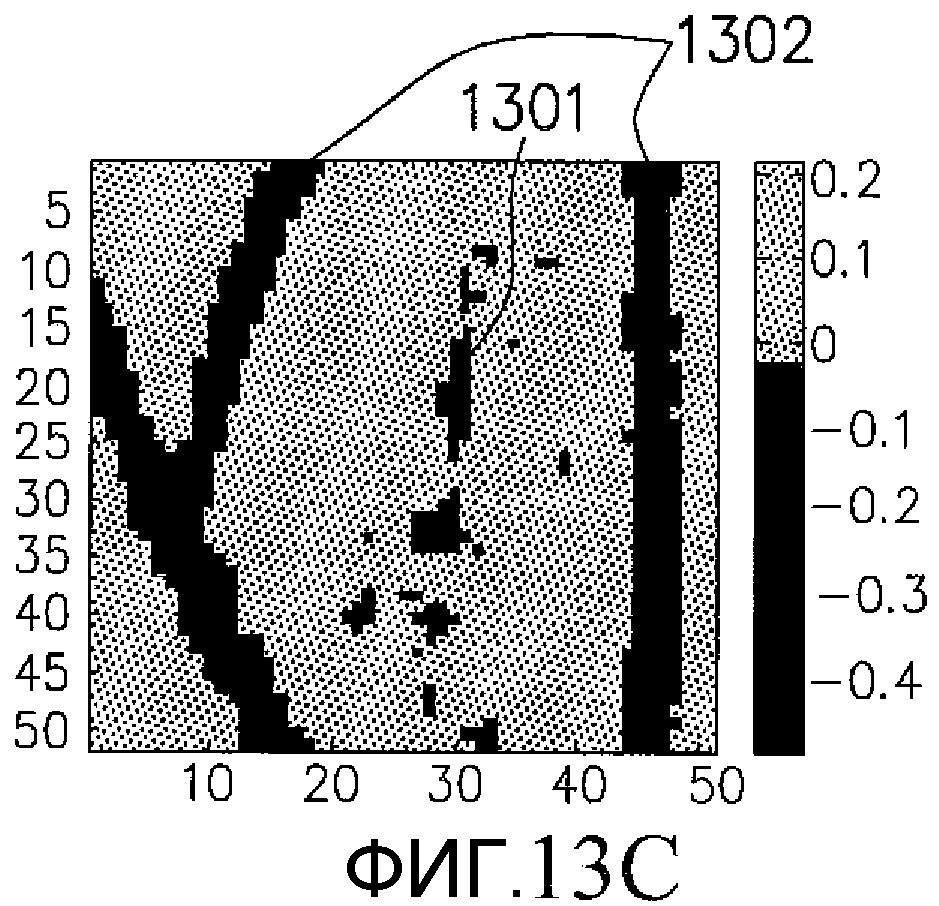
[0061] ФИГ. 13 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3С, т.е. маленькую резкую вмятину, образовавшуюся на поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в процессе охлаждения, т.е. через 10 секунд после того, как образец стального листа был нагрет до примерно 80°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,1 мм, а расстояние между камерой и образцом стального листа составляло 10 см. Направление оптической оси инфракрасной термографической камеры перпендикулярно поверхности образца стального листа.
[0062] ФИГ. 13А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 13В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 13С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 13А, 13В и 13С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 13С показывает изображение, где дефекты 1301 (маленькая резкая вмятина) выделены для более четкой видимости. Линейный рисунок 1302, видимый на ФИГ. 13А, 13В и 13С, представляет собой маркировочную линию, прочерченную на образце заранее для указания участка, имеющего дефекты, после обнаружения дефекта проведением визуального контроля, а не какого-либо рода ошибочного обнаружения.
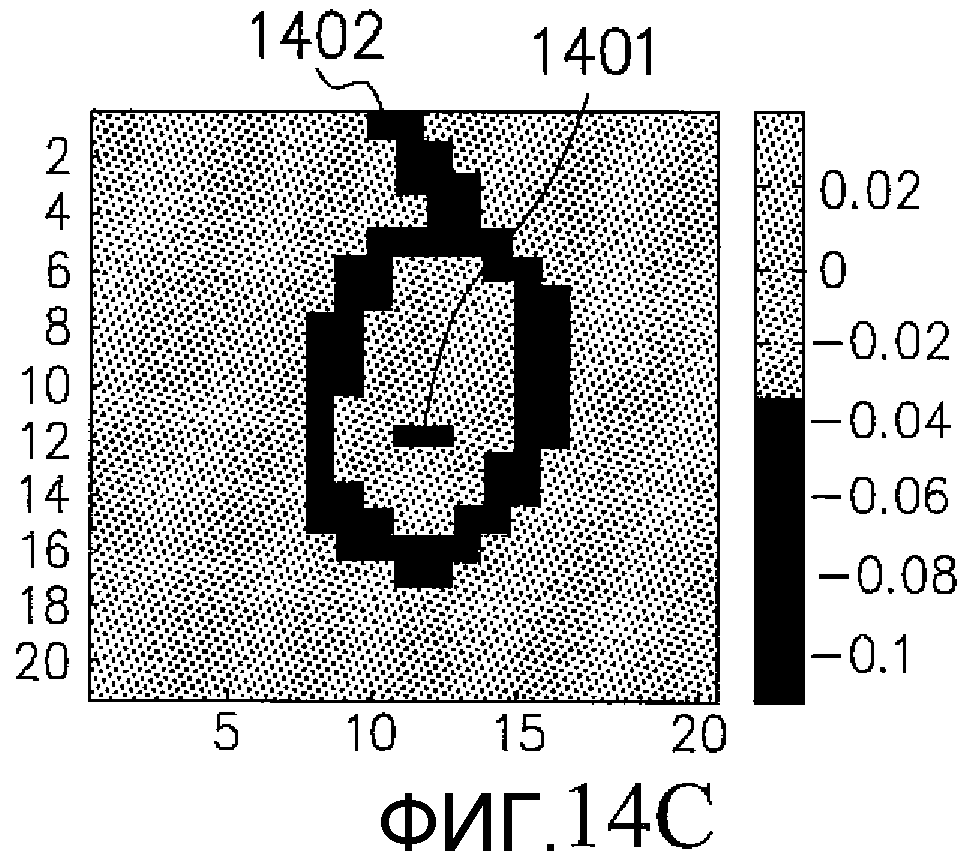
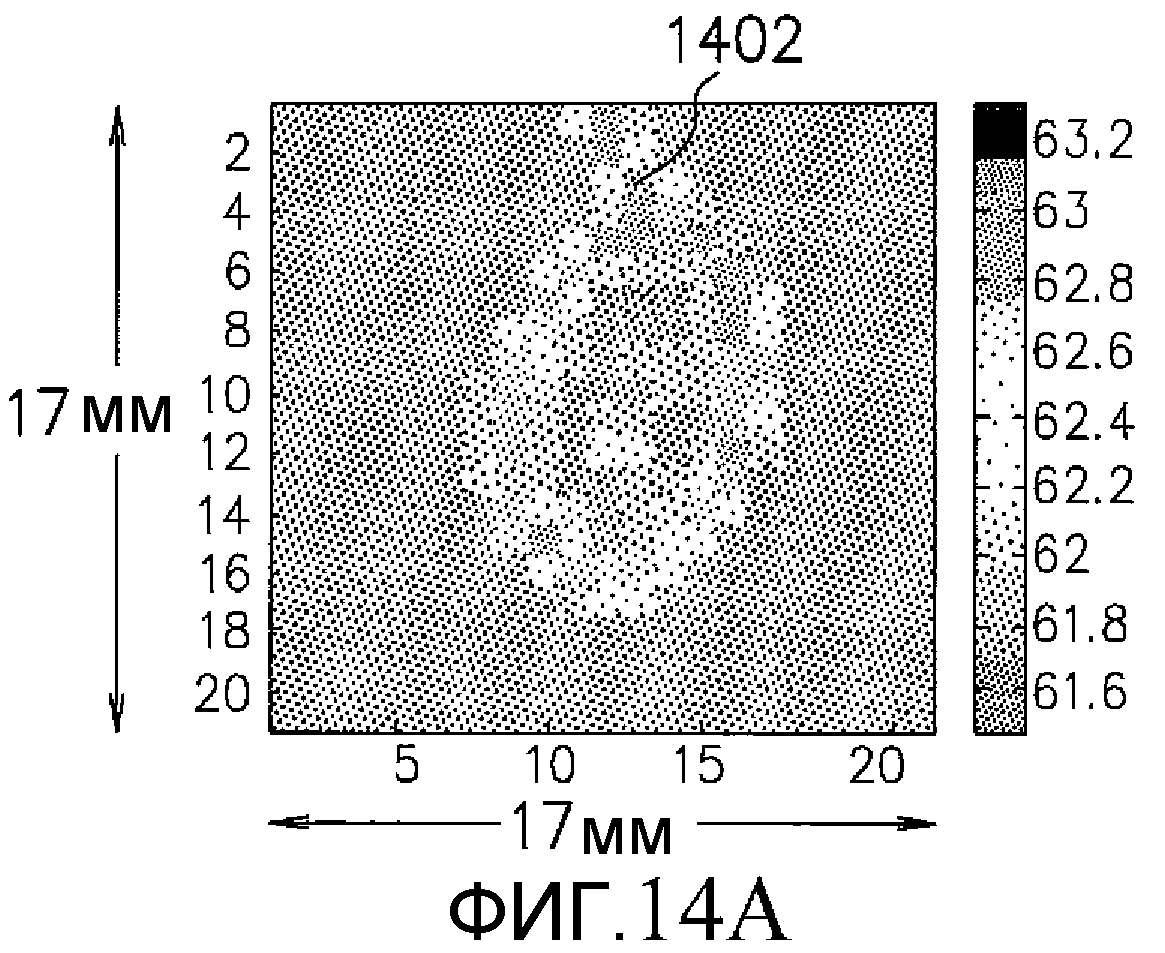
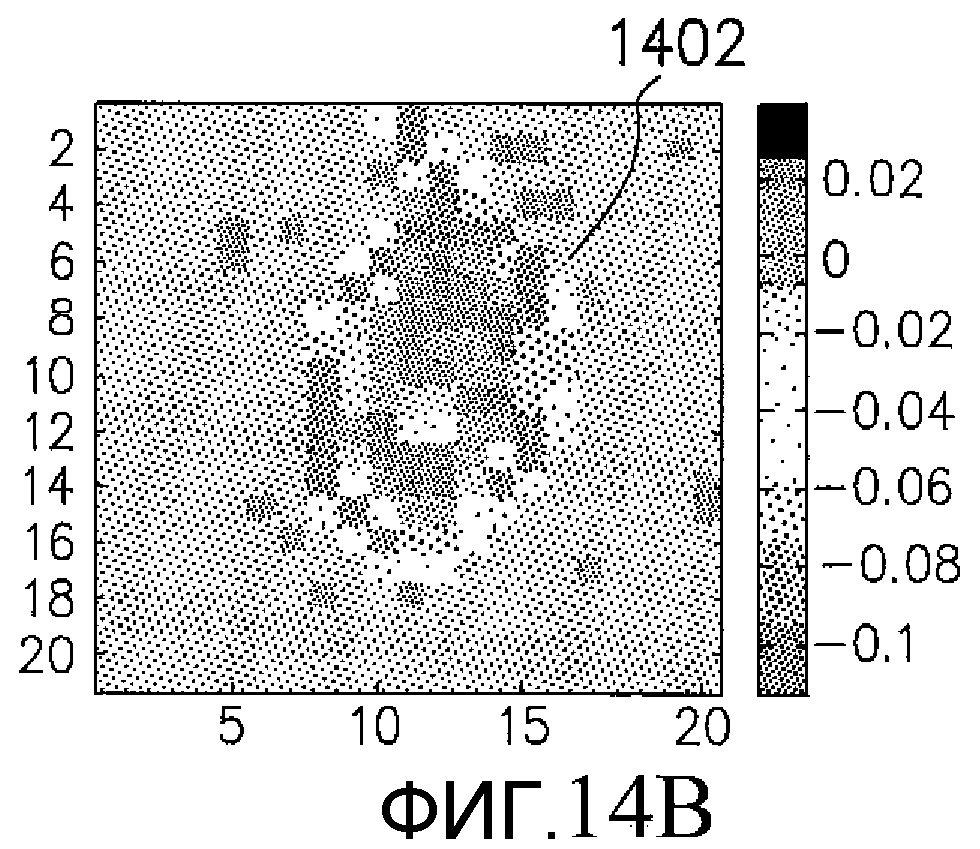
[0063] ФИГ. 14 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3D, т.е. инородный материал, такой как пыль, прикрепленный на поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в процессе охлаждения, т.е. через 10 секунд после того, как образец стального листа был нагрет до примерно 60°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом стального листа составляло 60 см. Направление оптической оси инфракрасной термографической камеры перпендикулярно поверхности образца стального листа.
[0064] ФИГ. 14А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 14В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 14С представляет преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 14А, 14В и 14С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 14С показывает изображение, где дефекты 1401 (прикрепленный инородный материал) выделены для более четкой видимости. Линейный рисунок 1402, видимый на ФИГ. 14А, 14В и 14С, представляет собой маркировочную линию, прочерченную на образце заранее для указания участка, имеющего дефекты, после обнаружения дефекта проведением визуального контроля, а не какого-либо рода ошибочного обнаружения.
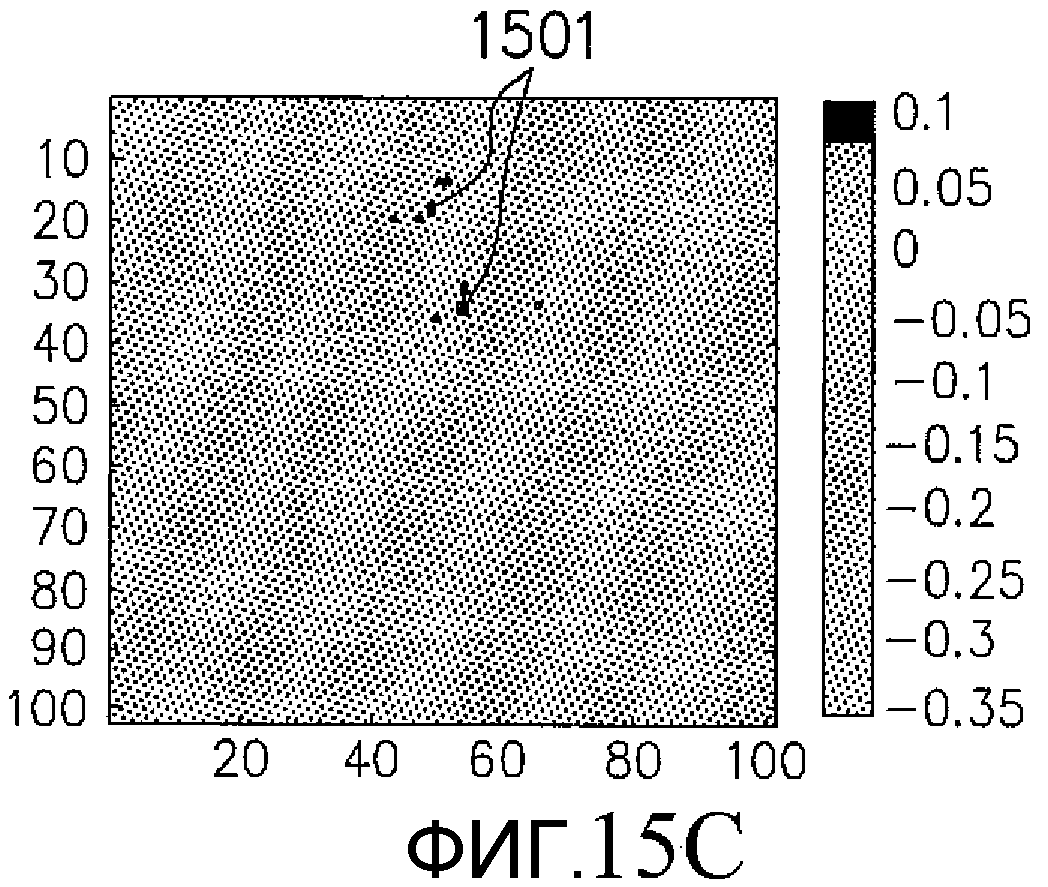
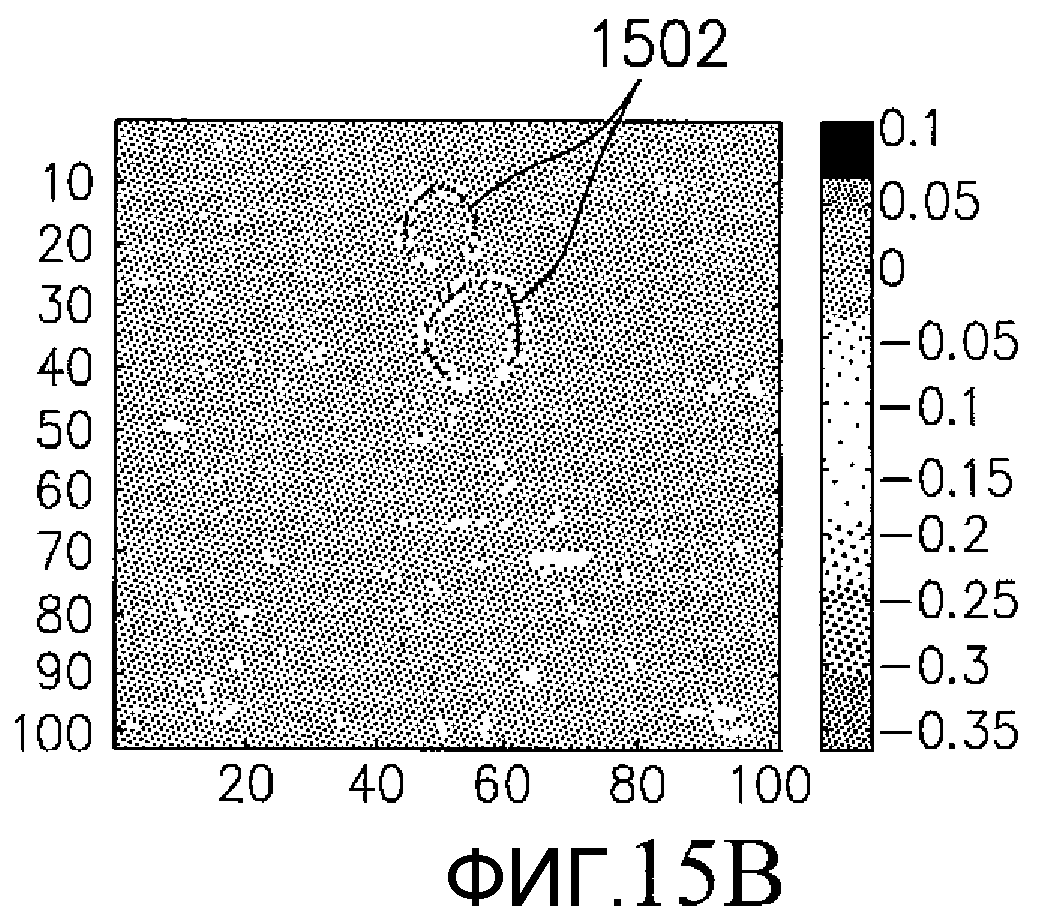
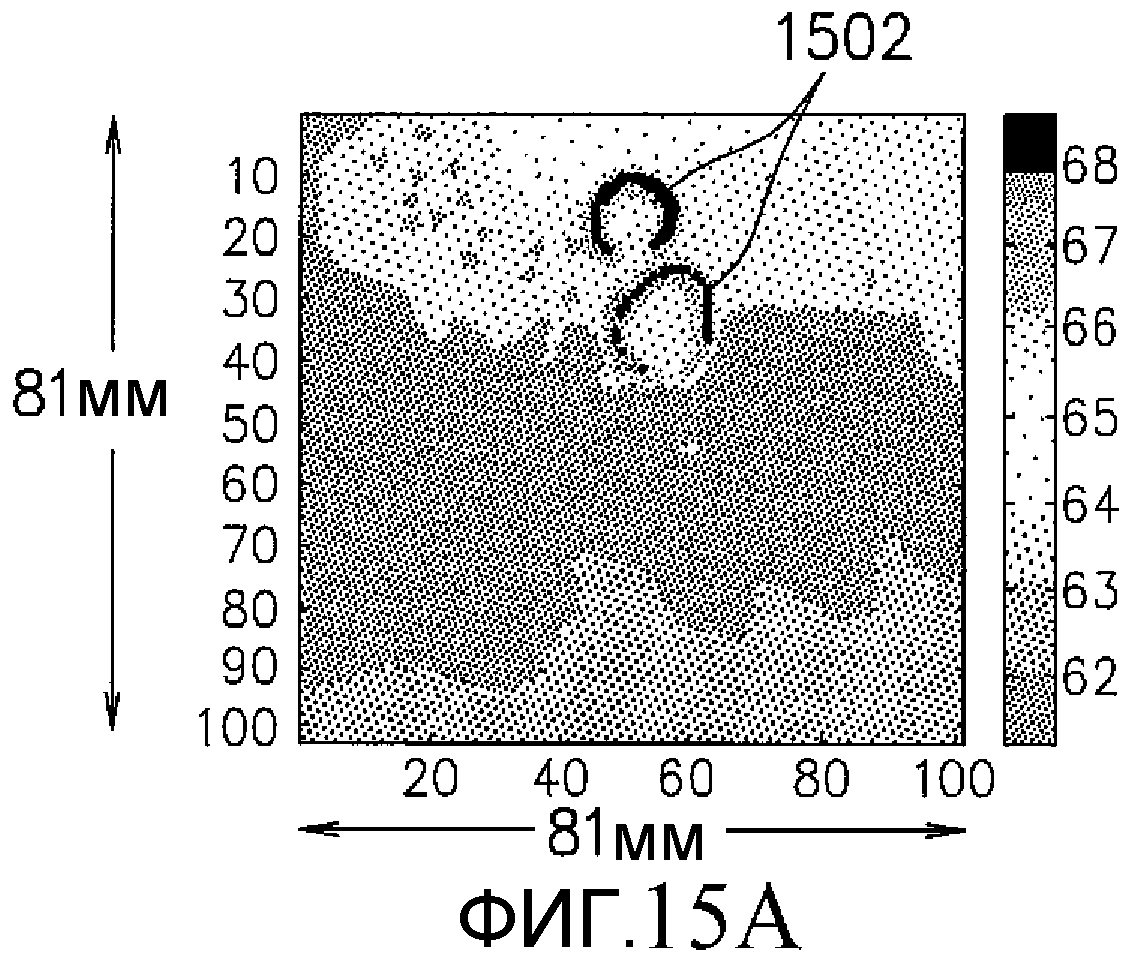
[0065] Данное изобретение может быть применено к материалам другого типа. ФИГ. 15 показывает пример, где вместо стального листа обнаружение дефекта проводили в отношении образца полимерного топливного бака для автомобиля, имеющего инородный материал в поверхностном слое оболочки бака. Данные теплового изображения образца топливного бака были получены инфракрасной термографической камерой в процессе охлаждения, т.е. через 10 секунд после того, как образец топливного бака был нагрет до примерно 60ºС. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом топливного бака составляло 60 см. Направление оптической оси инфракрасной термографической камеры перпендикулярно поверхности образца топливного бака.
[0066] ФИГ. 15А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 15В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 15С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 15А, 15В и 15С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 15С показывает изображение, где дефекты 1501 (инородный материал в поверхностном слое) выделены для более четкой видимости. Кольцевой рисунок 1502, видимый на ФИГ. 15А и 15В, представляет собой маркировочную линию, прочерченную на образце заранее для указания участка, имеющего дефекты, после обнаружения дефекта проведением визуального контроля, а не какого-либо рода ошибочного обнаружения.
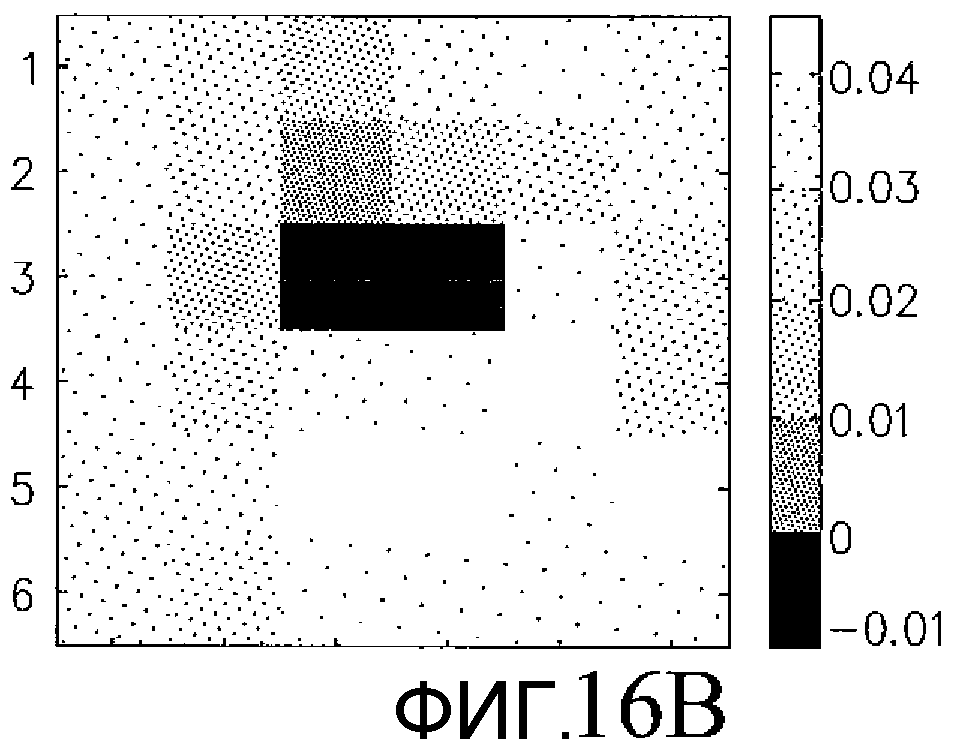
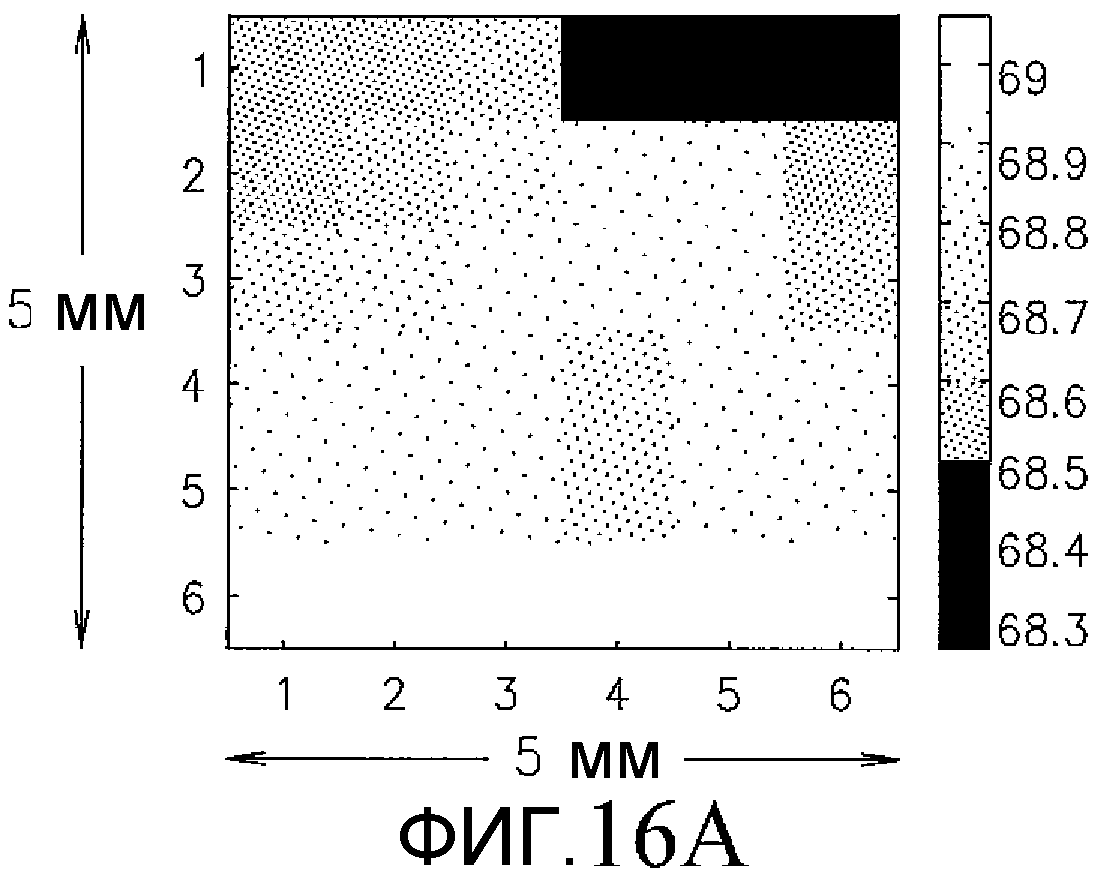
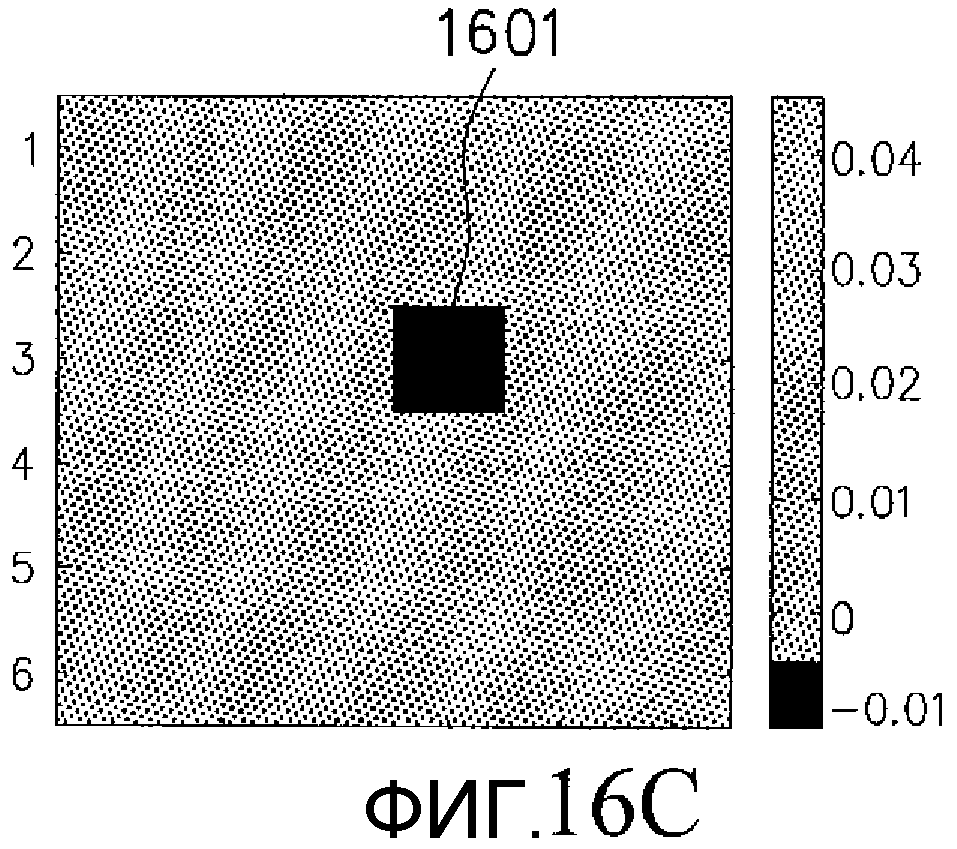
[0067] Примеры того, как обнаружение дефектов проводят в то время, как стальной лист нагревают, показаны следующим образом. ФИГ. 16 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3В, т.е. маленький выступающий выпуклый участок, образовавшийся на поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в то время, как образец стального листа нагревали до примерно 60°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом стального листа составляет 60 см. Угол между направлением нагревания нагревательным устройством и поверхностью стального листа составляет 60°, а угол между направлением оптической оси камеры и поверхностью стального листа составляет 90°.
[0068] ФИГ. 16А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 16В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 16С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 16А, 16В и 16С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 16С показывает изображение, где дефекты 1601 (маленький выступающий выпуклый участок) выделены для более четкой видимости.
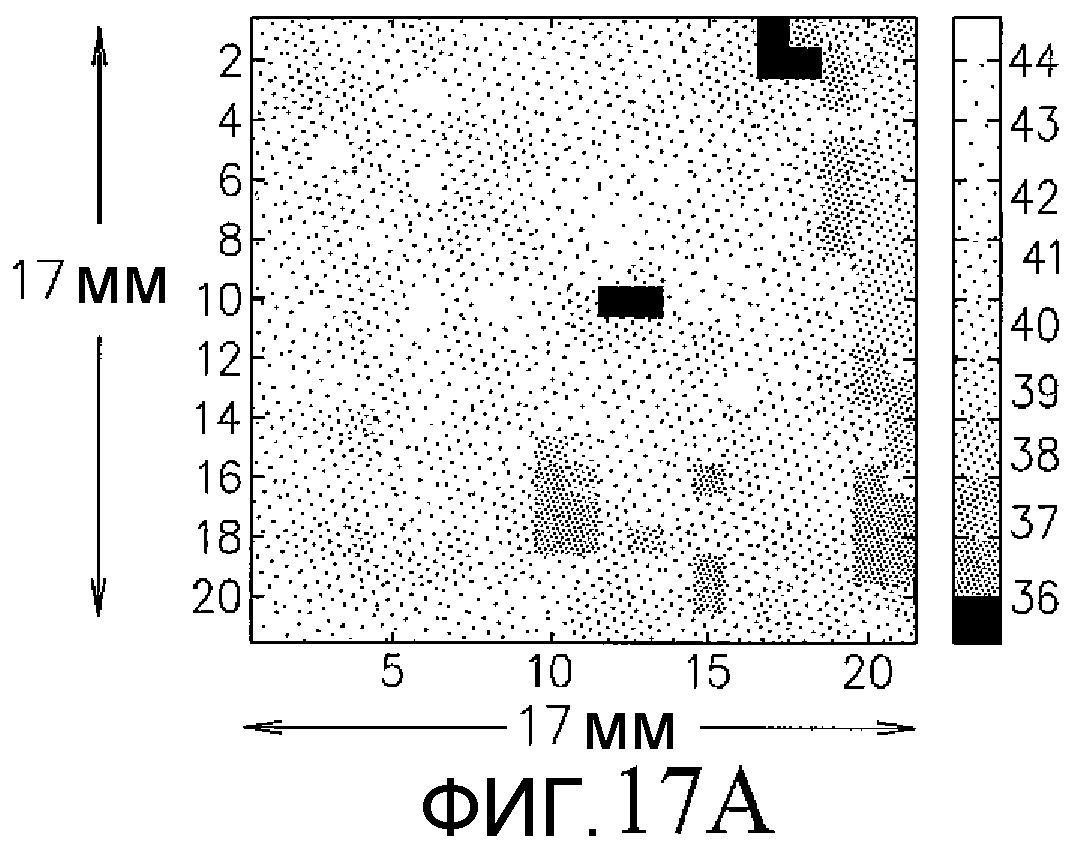
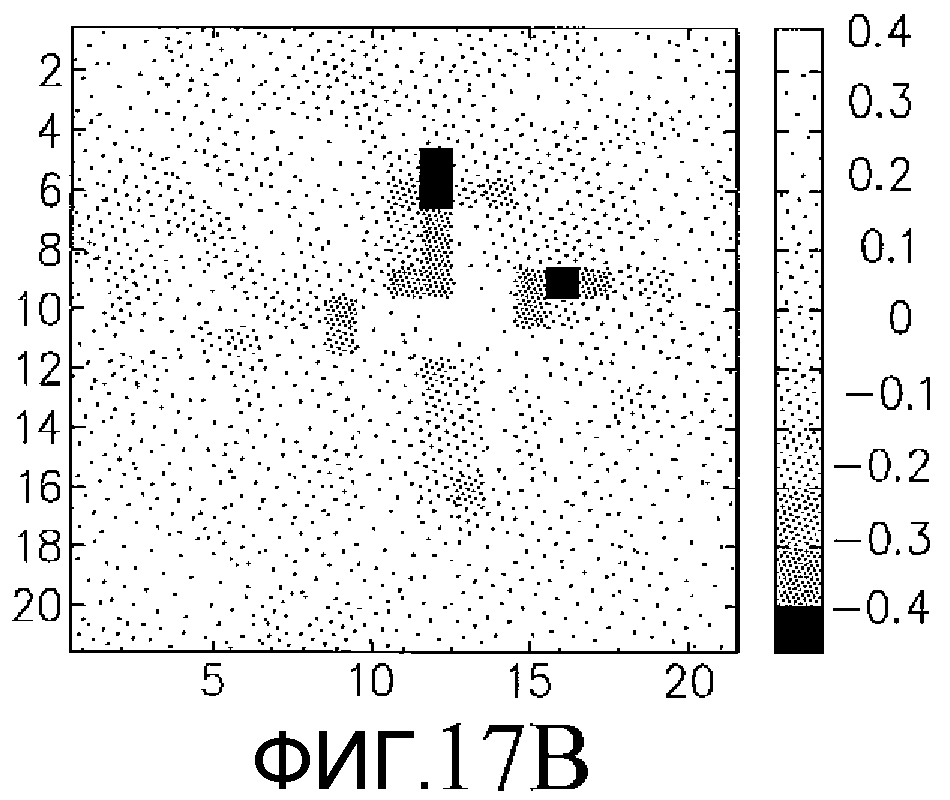
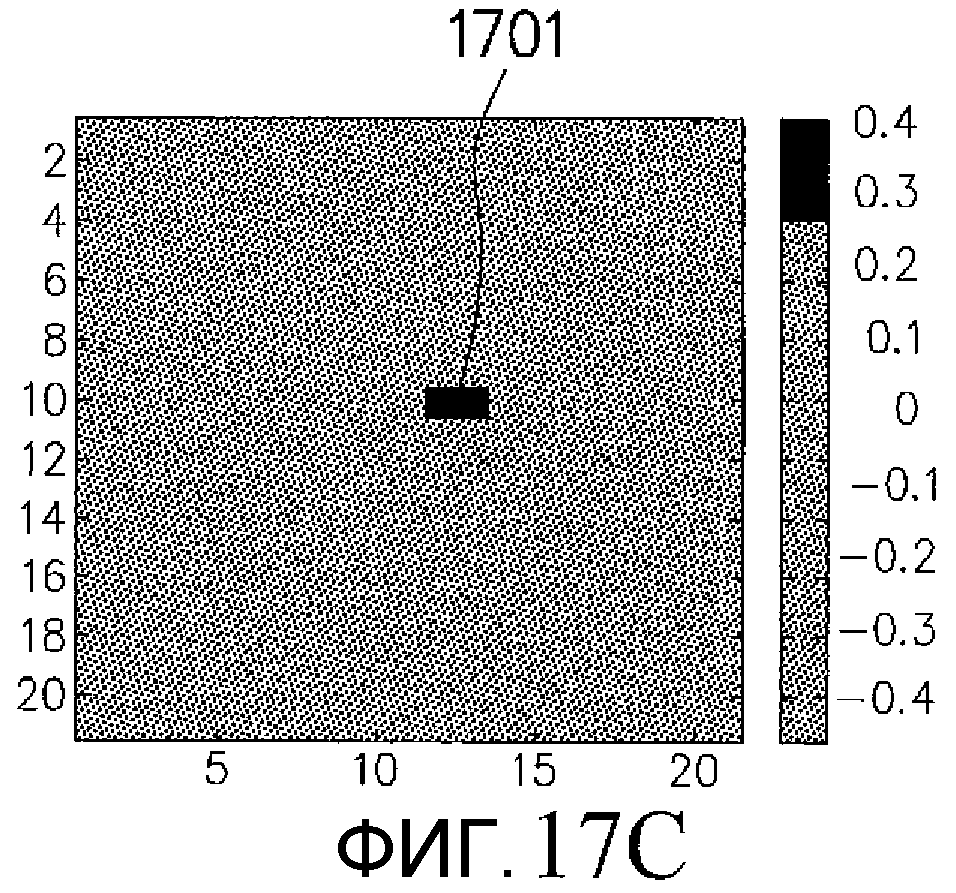
[0069] ФИГ. 17 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3С, т.е. маленькую резкую вмятину, образовавшуюся на поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в то время, как образец стального листа нагревали до примерно 40°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом стального листа составляет 60 см. Угол между направлением нагревания нагревательным устройством и поверхностью стального листа составляет 60°, а угол между направлением оптической оси камеры и поверхностью стального листа составляет 90°.
[0070] ФИГ. 17А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 17В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 17С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 17А, 17В и 17С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 17С показывает изображение, где дефекты 1701 (маленькая резкая вмятина) выделены для более четкой видимости.
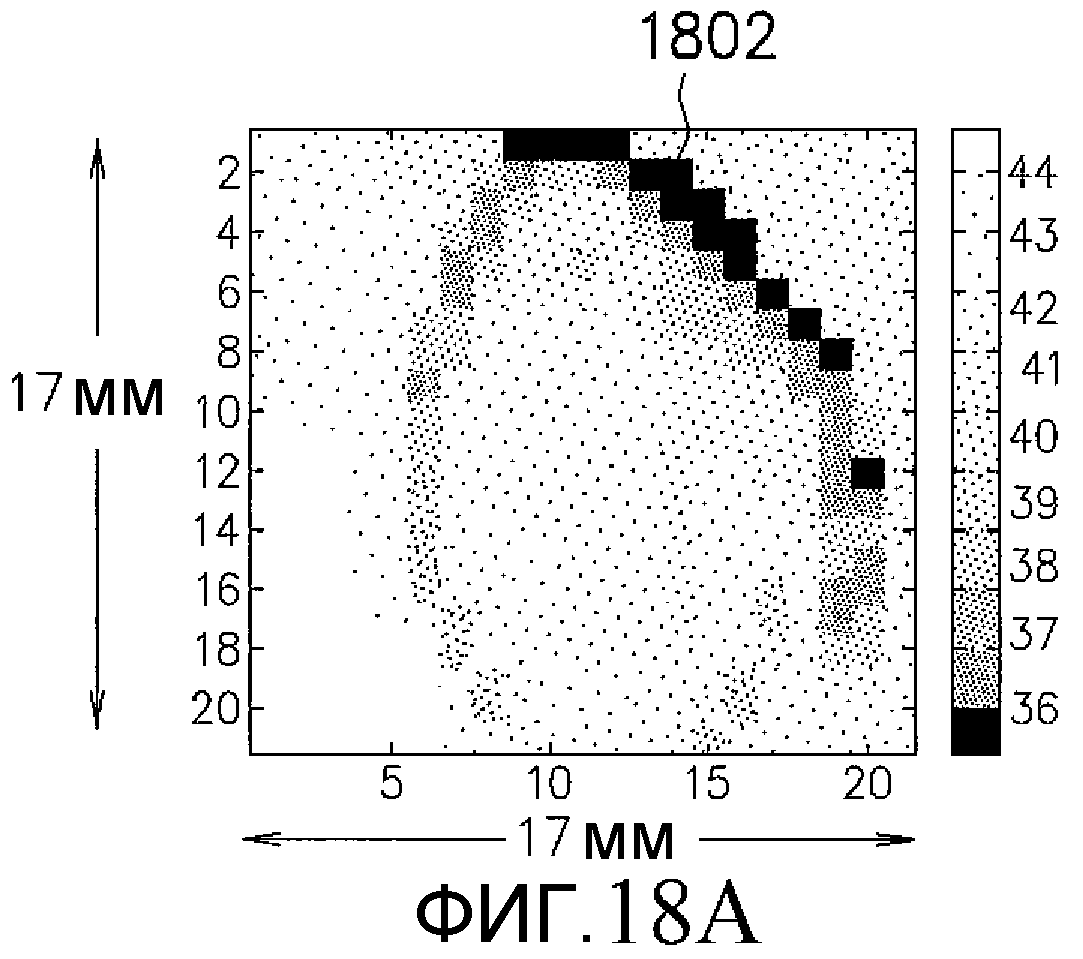
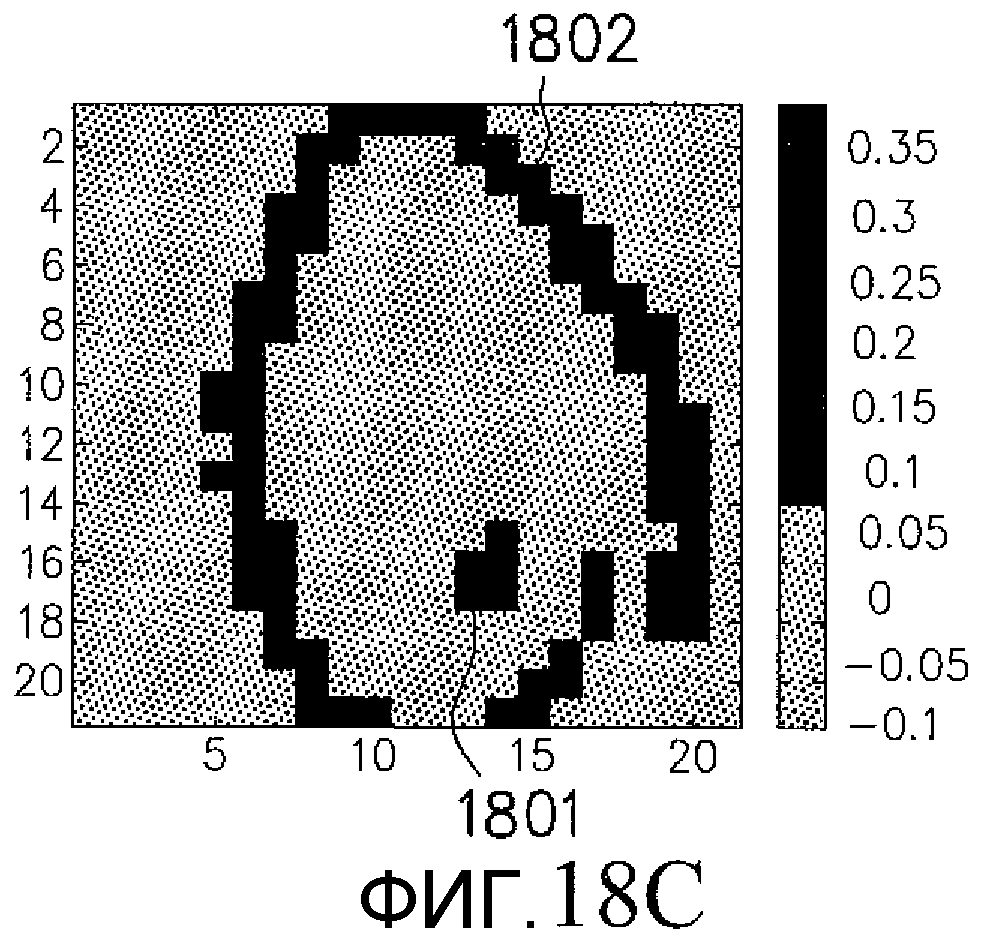
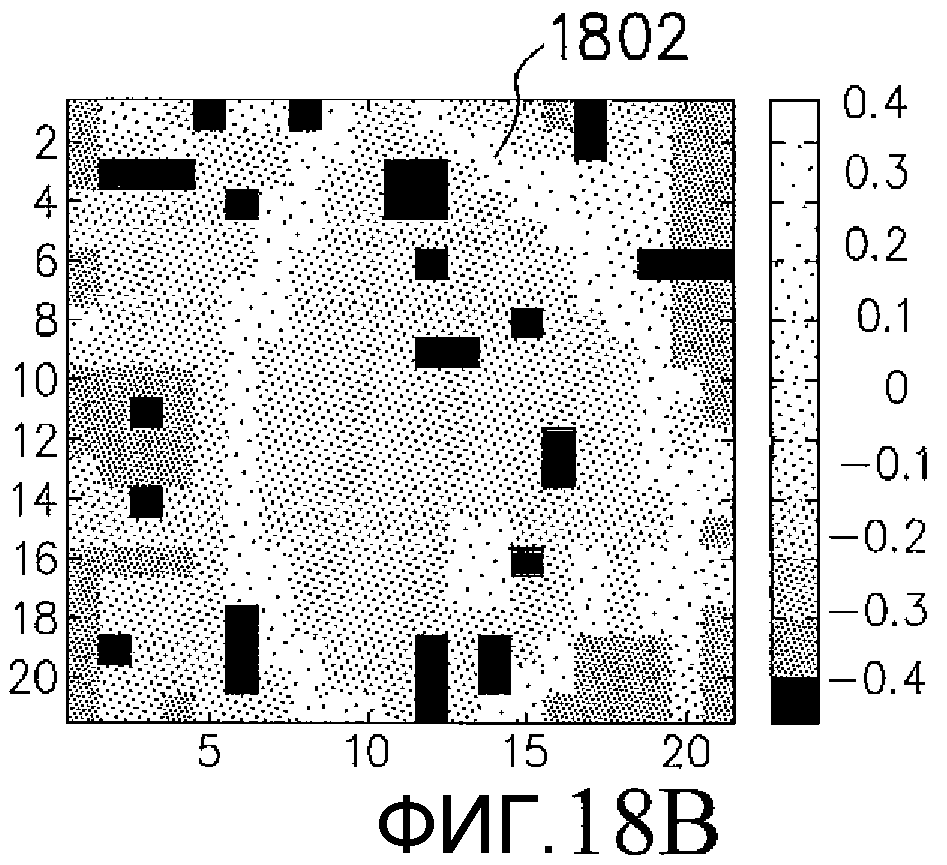
[0071] ФИГ. 18 показывает пример, где обнаружение дефекта проводили в отношении образца стального листа (испытательного образца), имеющего дефект, показанный на ФИГ. 3D, т.е. инородный материал, прикрепленный к поверхности стального листа. Данные теплового изображения образца стального листа были получены инфракрасной термографической камерой в то время, как образец стального листа нагревали до примерно 90°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом стального листа составляет 60 см. Угол между направлением нагревания нагревательным устройством и поверхностью стального листа составляет 60°, а угол между направлением оптической оси камеры и поверхностью стального листа составляет 90°.
[0072] ФИГ. 18А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 18В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 18С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 18А, 18В и 18С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 18С показывает изображение, где дефекты 1801 (прикрепленный инородный материал) выделены для более четкой видимости. Линейный рисунок 1802, видимый на ФИГ. 18А, 18В и 18С, представляет собой маркировочную линию, прочерченную на образце заранее для указания участка, имеющего дефекты, после обнаружения дефекта проведением визуального контроля, а не какого-либо рода ошибочного обнаружения.
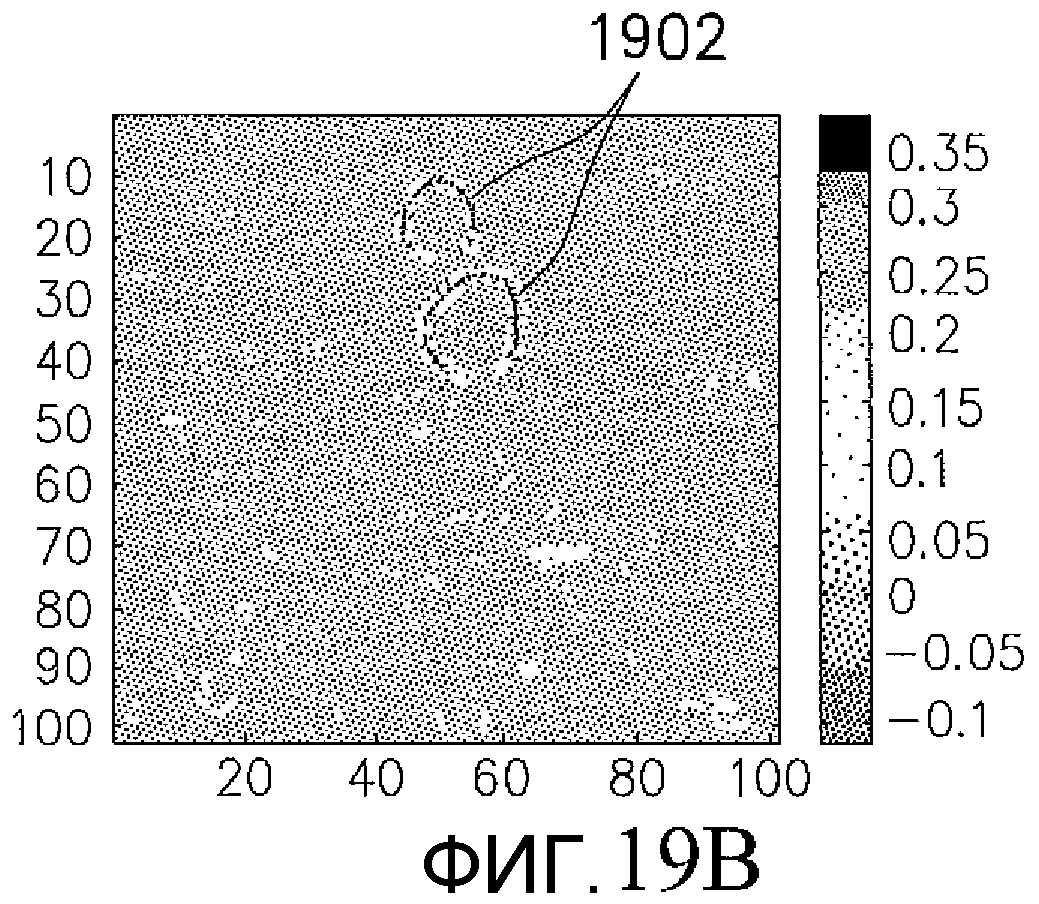
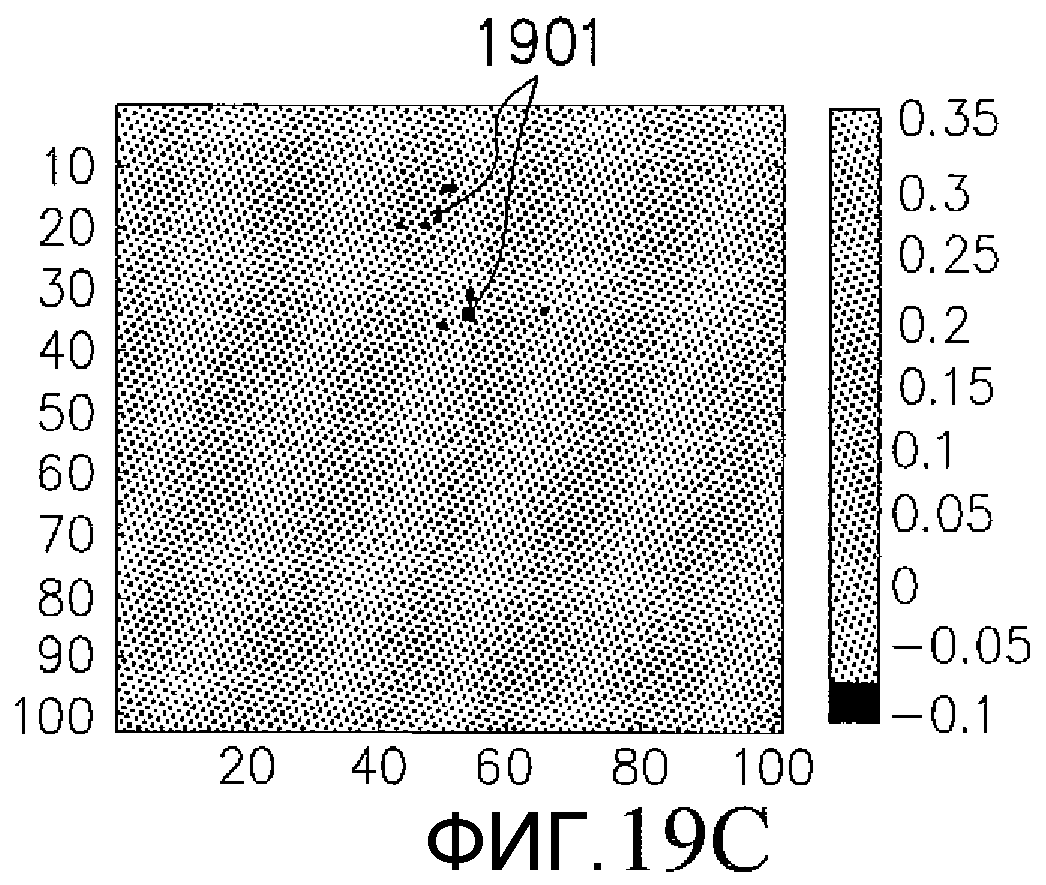
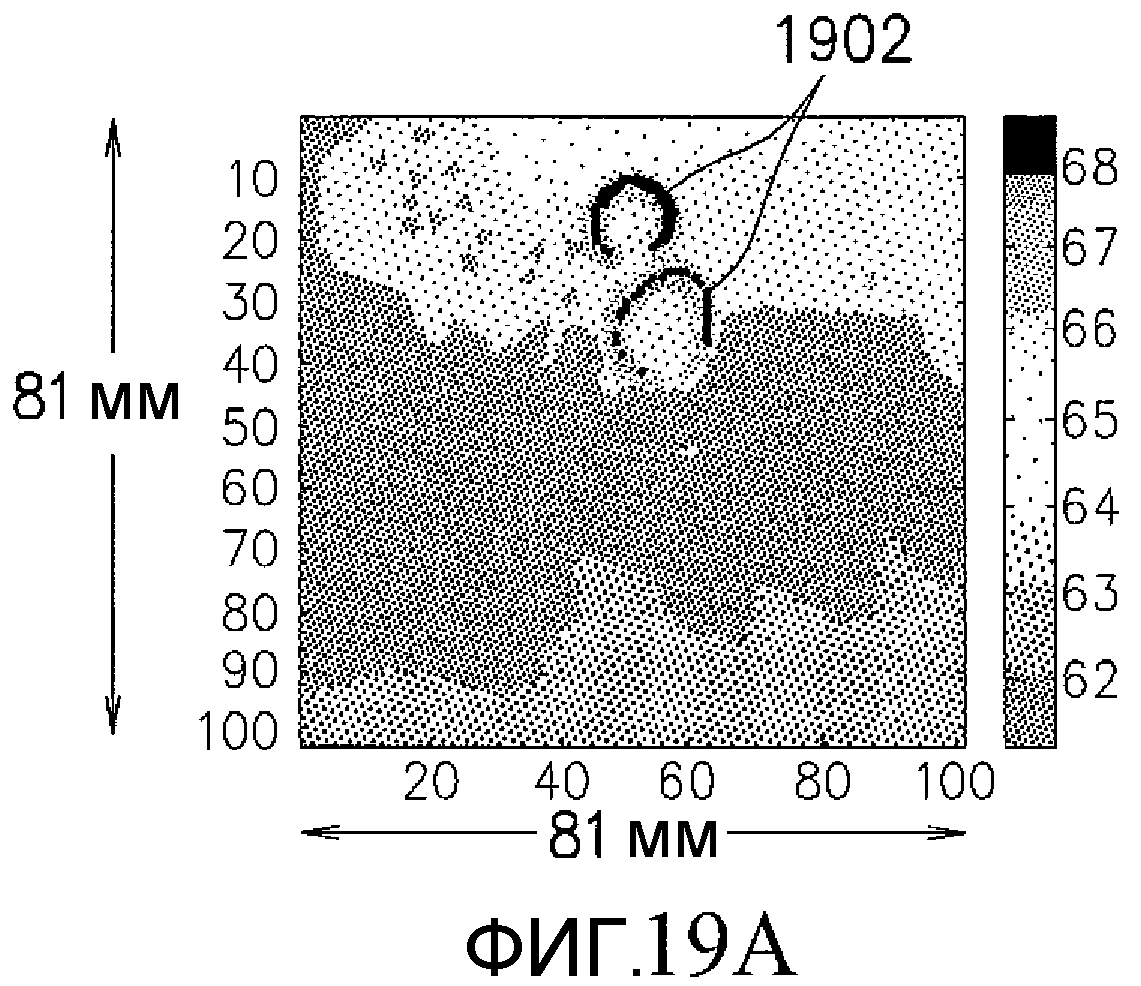
[0073] Настоящее изобретение может быть применено к другим типам материала. ФИГ. 19 показывает пример, где вместо стального листа обнаружение дефекта проводили в отношении образца полимерного топливного бака для автомобиля, имеющего инородный материал в поверхностном слое оболочки бака. Данные теплового изображения образца топливного бака были получены инфракрасной термографической камерой в то время, как образец топливного бака нагревали до примерно 70°С. Число пикселей инфракрасной термографической камеры составляет 256×256, размер пикселя составляет 0,8 мм, а расстояние между камерой и образцом топливного бака составляет 60 см. Угол между направлением нагревания нагревательным устройством и поверхностью топливного бака составляет 60°, а угол между направлением оптической оси камеры и поверхностью топливного бака составляет 90°.
[0074] ФИГ. 19А представляет собой данные теплового изображения, снятого инфракрасной термографической камерой, ФИГ. 19В представляет собой обработанное с использованием лапласиана изображение данных теплового изображения, а ФИГ. 19С представляет собой преобразованное в двоичную форму изображение данных обработанного с использованием лапласиана изображения. ФИГ. 19А, 19В и 19С представляют собой схематические диаграммы, сделанные с реально полученного изображения (увеличенного изображения). ФИГ. 19С показывает изображение, где дефекты 1901 (инородный материал в поверхностном слое) выделены для более четкой видимости. Кольцевой рисунок 1902, видимый на ФИГ. 19А и 19В, представляет собой маркировочную линию, прочерченную на образце заранее для указания участка, имеющего дефекты, после обнаружения дефекта проведением визуального контроля, а не какого-либо рода ошибочного обнаружения.
[0075] Настоящее изобретение основывается на установлении сингулярной точки явления теплопереноса на поверхности или в поверхностном слое материала. Явление теплопереноса может иметь место в любом материале, и термографической камерой может быть обнаружен дефект любой формы на поверхности или в поверхностном слое, что позволяет применять изобретение к любому материалу в дополнение к стальному листу и полимерному материалу.
[0076] Хотя в примерах, представленных на ФИГ. 11, 12, 13, 14 и 15, обнаружение дефекта проводили в то время, когда стальной лист или топливный бак оставались в одном и том же положении, как описано ранее, обнаружение дефекта может быть выполнено на движущемся стальном листе или транспортируемом топливном баке. Например, в имеющейся в продаже инфракрасной термографической камере время интегрирования составляет порядка 0,01 мс. Это значит, что происходит проскальзывание всего лишь на 0,025 мм, когда стальной лист перемещается со скоростью 150 м/мин, что соответствует только 10% или менее по отношению к пикселю, имеющему размер 0,25 мм или более. Другими словами, качество изображения почти не ухудшается.







Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Неориентированная магнитная листовая сталь и способ ее изготовления
Способ обработки стали для листа электротехнической стали с ориентированной зеренной структурой и способ получения листа электротехнической стали с ориентированной зеренной структурой
Способ эксплуатации доменной печи при использовании углеродсодержащих необожженных окатышей
Перлитные рельсы
Способ, устройство, программа и носитель записи анализа причины упругой отдачи
Стальной лист для производства магистральной трубы с превосходной прочностью и пластичностью и способ изготовления стального листа
Лист электротехнической стали с ориентированной зеренной структурой и способ его изготовления
Сварочная проволока из нержавеющей стали с флюсовым сердечником для сварки оцинкованного стального листа и способ дуговой сварки оцинкованного стального листа с применением указанной сварочной проволоки
Электротехнический стальной лист с ориентированной зеренной структурой и способ его производства
Штампуемая сталь с низкой удельной массой и превосходной механической обрабатываемостью
Неориентированная магнитная листовая сталь и способ ее изготовления

