Результат интеллектуальной деятельности: СПОСОБ ФРИКЦИОННОЙ СВАРКИ ЛИСТОВЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к технологическим процессам сварки, более конкретно к области сварки трением (фрикционной сварки), и может использоваться в различных областях машиностроения и строительства для соединения стыков большой протяженности преимущественно листовых элементов и узлов конструкций из алюминиевых, магниевых сплавов и других конструкционных материалов, в том числе из материалов, несвариваемых плавлением.
Широко известен способ сварки трением, включающий вращение или циклическое перемещение свариваемых деталей друг относительно друга с нагревом зоны стыка за счет работы сил трения и последующим сдавливанием деталей до образования соединения (патент РФ №. МПК B23K 20/12. СПОСОБ ЛИНЕЙНОЙ СВАРКИ ТРЕНИЕМ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ ДЛЯ МОНОБЛОКОВ ТУРБОМАШИН. Бюл. №20. 2012 г.)
Недостатком этого способа является невозможность его применения для сварки листовых конструкций, поскольку он требует перемещения деталей относительно друг друга.
Известен способ сварки трением (патент РФ №2173619. МПК B23K 20/12. Способ сварки трением. Бюл. №26. 2001 г.), по которому дисковый инструмент, вращающийся вокруг своей оси, погружают через прорезь обжимающего шов дополнительного устройства в стык соединяемых деталей. При трении о материал заготовок вращающегося дискового инструмента материал заготовок пластифицируется и переносится в зону позади инструмента, где формируется сварной шов.
Недостатком известного способа является то, что при сварке из-за недостатка материала металл шва не полностью заполняет сварной шов, поскольку происходит утолщение соединяемых кромок и вынос части материала диском на поверхность кромок.
Известен также способ сварки трением (А.С. СССР №195846. МПК B23K 20/12 опубл. 1967 г., WO 93/10935 МПК B23K 20/12 от 1993 г.), по которому инструмент, имеющий форму стрежня, вращают около своей оси и погружают в стык между торцами соединяемых заготовок, а затем перемещают его вдоль линии стыка. При этом работа сил трения пластифицирует свариваемый материал, и он переносится в зону, освобождающуюся сзади инструмента, где формируется сварной шов.
Недостатками известного способа сварки являются несимметричность сварного шва, высокие требования к точности сборки под сварку, утонение сечения в месте шва, что приводит к снижению прочности соединения, а также сложность обеспечения стабильного формирования корня шва.
Также известен способ сварки трением деталей листа стыкового соединения (патент UA 69459. МПК B23K 20/12. Methodanddeviceforfrictionweldingbyrotatingdisk/2004 г.), который выполняется с помощью вращающегося диска и ползуна, которые постепенно смещаются в направлении сварки вместе таким образом, что ползунок расположен за диском на поверхности деталей, и диск через прорезь для слайдера погружен в соединение деталей. Материал соединения нагревается диском до пластифицированного состояния в результате работы сил трения, он переносится в область за диском, где он принудительно удаляется с диска и выдавливается. Материал наполнителя принудительно вводится в переднюю зону зоны сварки, прижимается к образующей поверхности диска и с помощью приемной камеры, расположенной в передней секции ползуна, накапливается в пластифицированном состоянии.
Недостатками данного способа являются сложность обеспечения стабильности подачи ленты или проволоки под вращающийся диск и их обработки, а также усложнение оборудования.
Наиболее близким по технической сущности является способ фрикционной сварки, преимущественно длинномерных листовых деталей, включающий подготовку и фиксацию заготовок, и сварку вращающимся инструментом при его перемещении со скоростью сварки вдоль шва (патент РФ №2460617. МПК B23K 20/12. Способ комбинированной фрикционной сварки. Бюл. №25.2012 г.). При этом после подготовки и фиксации заготовок погружают в стык между заготовками вращающийся дисковый инструмент и перемещают его со скоростью сварки вдоль шва. Сварку производят в два прохода. Первый проход осуществляют дисковым инструментом с погружением его на глубину, обеспечивающую формирование в нижней части стыка корневого сварочного шва с образованием в верхней части стыка паза, равного толщине дискового инструмента. Затем в паз закладывают присадку, например, в виде таврового профиля с толщиной ребра, равной ширине паза. Осуществляют второй проход фрикционной сваркой вращающимся стержневым инструментом с погружением его в присадку на глубину паза с перекрытием корневого шва.
Недостатком известного способа сварки являются сложность обеспечения симметричности сварного шва относительно соединяемых кромок и значительная трудоемкость процесса из-за использование двух типов сварочных инструментов.
Задачей настоящего изобретения является разработка способа фрикционной сварки длинномерных листовых заготовок, позволяющего получать качественные соединения из несвариваемых плавлением материалов.
Техническим результатом предлагаемого изобретения является получение качественных соединений из несвариваемых плавлением материалов.
Технический результат достигается за счет того, что в способе фрикционной сварки листовых заготовок, включающем подготовку заготовок, их фиксацию и сварку вращающимся инструментом при его перемещении со скоростью сварки вдоль шва, в отличие от прототипа фиксацию листовых заготовок производят введением их кромок в двутавровый замок из присадочного материала с пазами, соответствующими толщинам соединяемых листовых заготовок, а сварку осуществляют вращающимся стержневым инструментом в два прохода, вначале с одной стороны соединяемых листовых заготовок, погружая его в двутавровый замок из присадочного материала на глубину 0,6-0,7 толщины соединяемых листовых заготовок, а затем с противоположной стороны соединяемых листовых заготовок, погружая его в двутавровый замок из присадочного материала на глубину 0,5-0,6 толщины соединяемых листовых заготовок с перекрытием первого шва.
Кроме того, возможно использование следующего дополнительного приема способа: используют двутавровый замок с направляющими канавками по обе его стороны, обеспечивающими перемещение сварочного инструмента вдоль соединяемых кромок листовых заготовок его без отклонения от центра формируемого сварного шва.
Таким образом, наличие пазов для соединяемых кромок листовых заготовок, а также направляющей для стержневого вращающегося сварного инструмента обеспечивает формирование качественного полномерного симметричного шва, как вдоль соединяемых кромок, так и по его толщине.
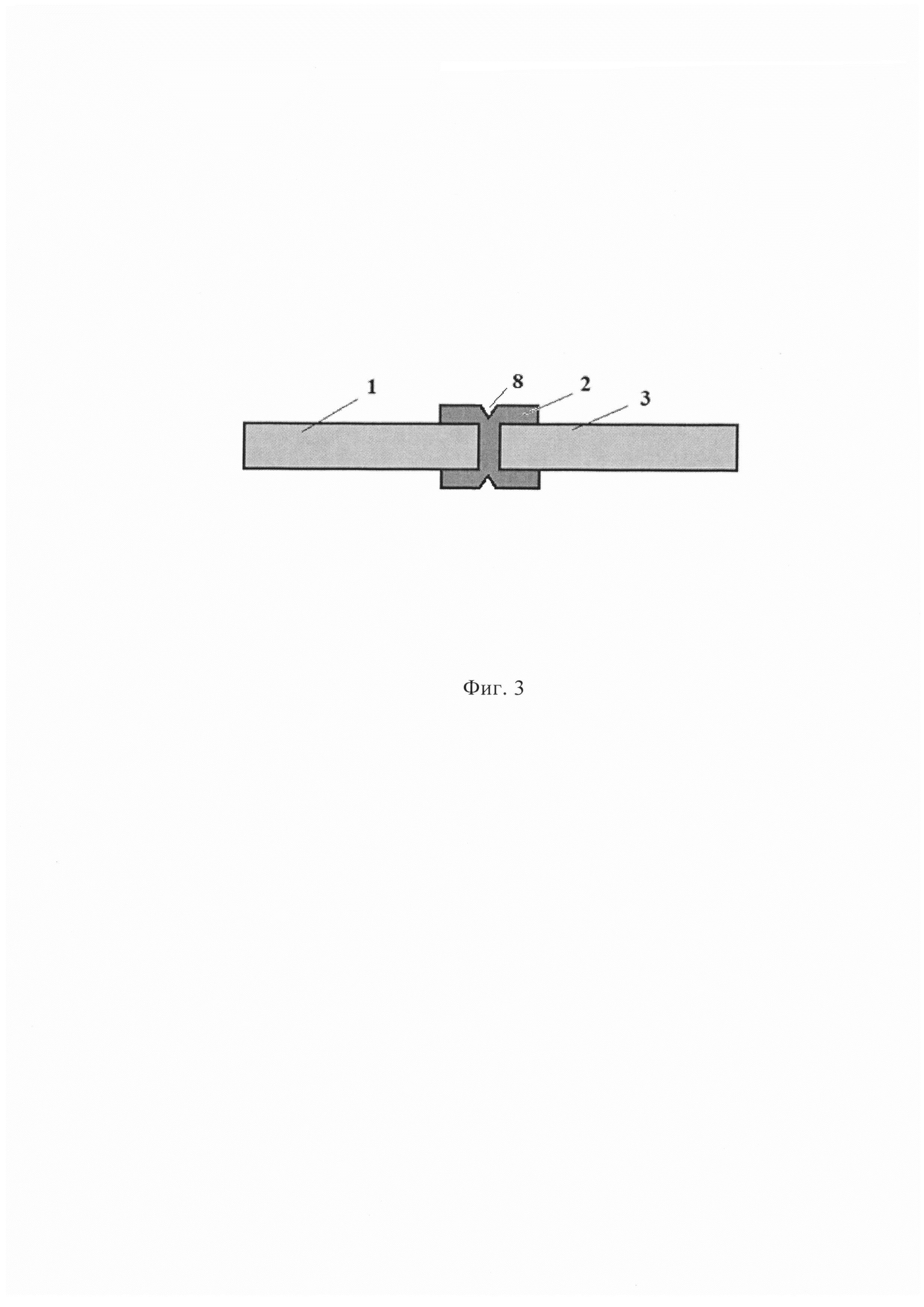
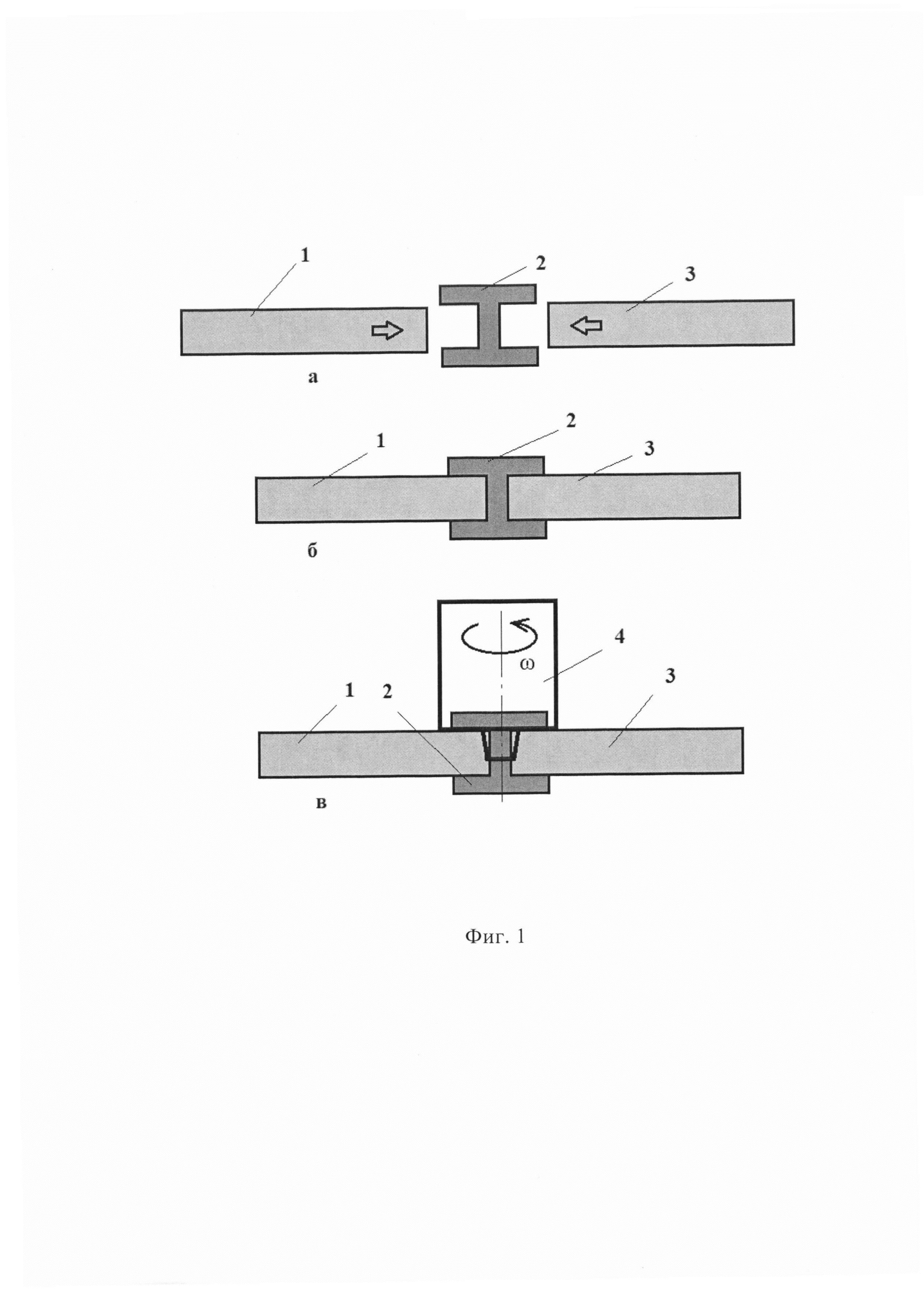
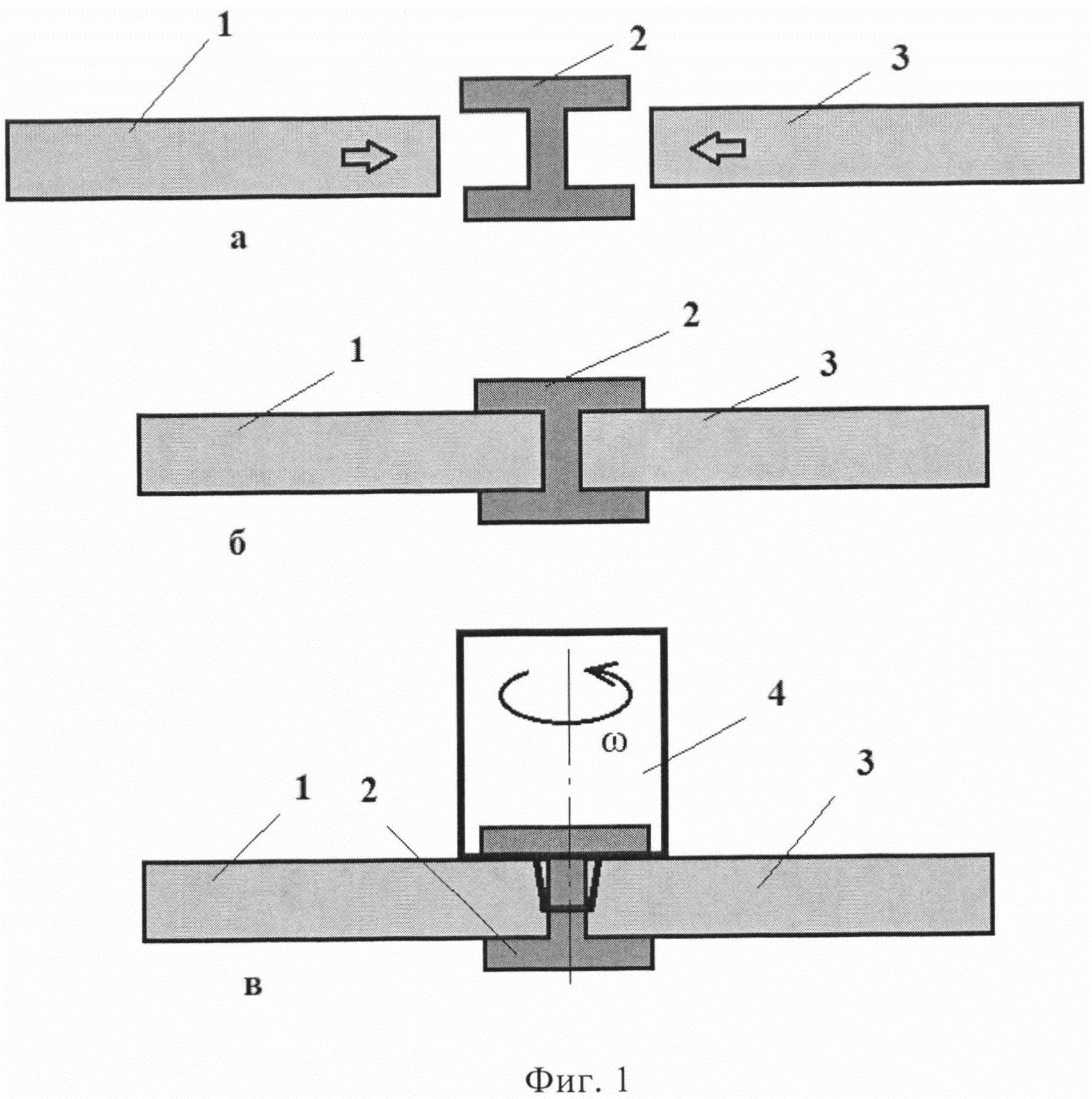
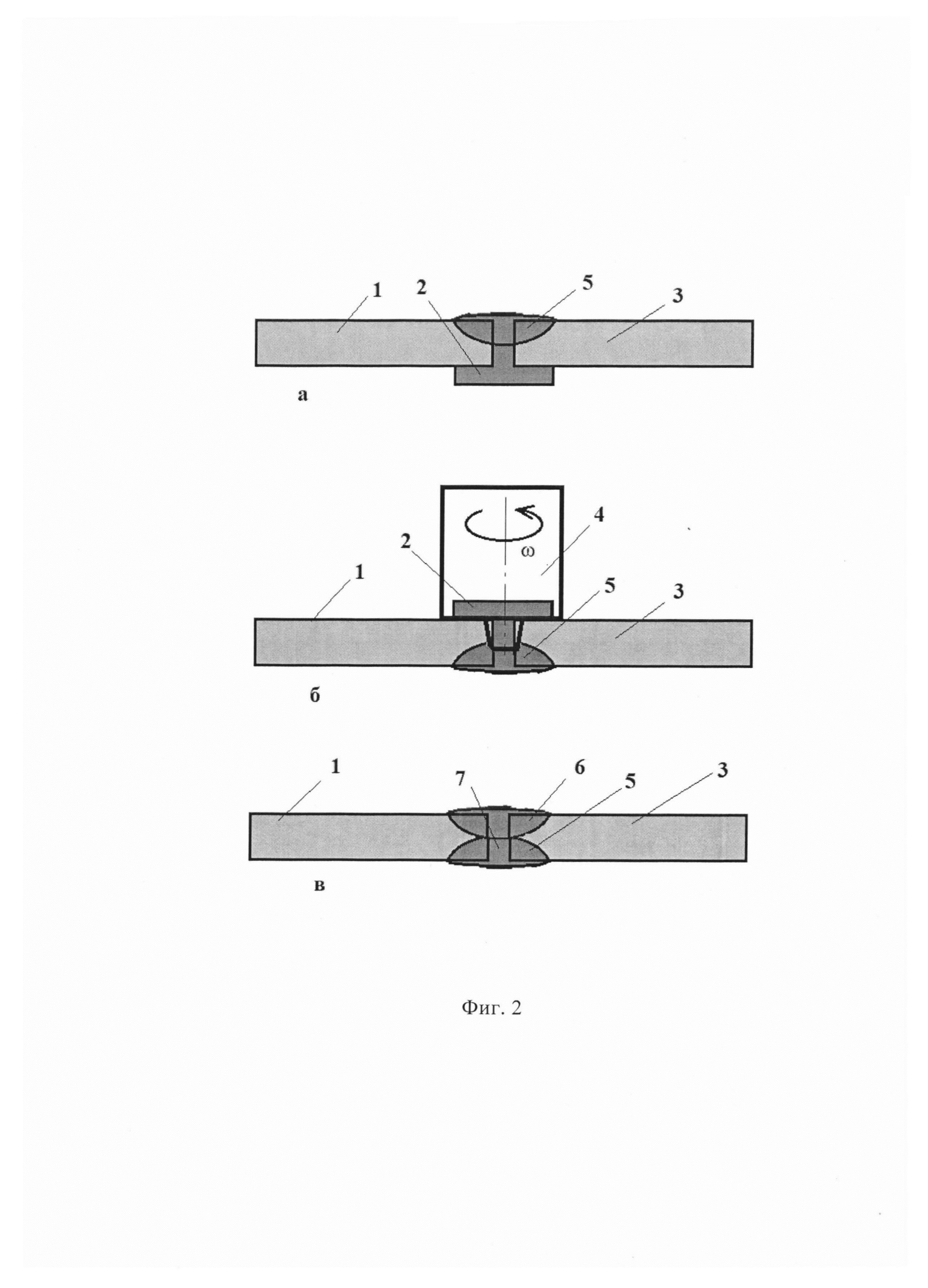
Изобретение поясняется чертежами, где на фиг. 1 показан процесс выполнения первого прохода сварного шва (фиг. 1 а - процесс стыковки листовых заготовок с использованием двутаврового замка; фиг. 1 б - фиксация листовых заготовок двутавровым замком; фиг. 1 в - выполнение первого прохода вращающимся стержневым инструментом), на фиг. 2 показан процесс выполнения второго прохода и формирование готового сварного шва (фиг. 2 а - листовые заготовки, соединенные первым проходом сварного шва, фиг. 2 б - выполнение второго прохода вращающимся стержневым инструментом, фиг. 2 в - листовые заготовки соединенные двухсторонним сварным швом), на фиг. 3 - листовые заготовки зафиксированные двутавровым замком с направляющей канавкой. На фигурах обозначено: 1 - первая листовая заготовка; 2 - двутавровый замок; 3 - вторая листовая заготовка; 4 - стержневой сварочный инструмент; 5 -сварной шов первого прохода; 6 - сварной шов второго прохода; 7 - двухсторонний сварной шов; 8 - направляющая канавка, (стрелками обозначено направление перемещения листовых заготовок для соединения и фиксации в двутавровом замке; со - направление вращения стержневого инструмента)
Изобретение реализуют следующим образом.
Способ фрикционной сварки предназначен преимущественно для сварки длинномерных листовых деталей с толщиной более 4 мм. Способ включает подготовку и фиксацию листовых заготовок 1 и 3 введением их кромок в двутавровый замок 2, выполненный из присадочного материала, с пазами, соответствующими толщинам соединяемых листовых заготовок 1 и 3 (фиг. 1 а и фиг. 1 б). При этом сварку осуществляют вращающимся стержневым инструментом 4 в два прохода (фиг. 1 и фиг. 2). Вначале с одной стороны соединяемых листовых заготовок, погружая стержневой инструмент 4 в двутавровый замок 2 из присадочного материала на глубину 0,6-0,7 толщины соединяемых листовых заготовок 1 и 3 (фиг. 1 в), формируя сварной шов первого прохода 5 (фиг. 2 а). Затем, с противоположной стороны соединяемых листовых заготовок 1 и 3, погружая стержневой инструмент 4 в двутавровый замок из присадочного материала на глубину 0,5-0,6 толщины соединяемых листовых заготовок с перекрытием первого шва 5 формируют сварной шов первого прохода 6 (фиг. 2 б) с образованием готового сварного шва 7 (фиг. 2 в).
Погружение стержневого инструмента 4 в двутавровый замок 2 из присадочного материала на глубину 0,6-0,7 толщины соединяемых листовых заготовок 1 и 3 (фиг. 1 в) и погружение с противоположной стороны соединяемых листовых заготовок 1 и 3 стержневого инструмента 4 в двутавровый замок 2 из присадочного материала на глубину 0,5-0,6 толщины соединяемых листовых заготовок с перекрытием первого шва 5 обеспечивает формирование сплошного сварного шва 7 (фиг. 2 в).
Кроме того, для обеспечения более точного перемещения сварочного стержневого инструмента 4 используют двутавровый замок с направляющими канавками 8 (фиг. 3) по обе его стороны. Это позволяет обеспечить перемещение сварочного инструмента вдоль соединяемых кромок листовых заготовок без отклонения от центра формируемого сварного шва 7.
Листовые заготовки 1 и 3 собираются под сварку (фиг. 1) на каретке станка и прижимаются к ней в сборочно-сварочном приспособлении с прижимными планками, жестко закрепленном на каретке станка.
Первый и второй проходы выполняют фрикционной сваркой вращающимся стержневым инструментом 4. Инструмент 4 с рабочим стержнем вращают со скоростью ω (200÷2000 об/мин), погружают в стык с двутавровым замком 2 из присадочного материала на глубину 0,6-0,7 толщины соединяемых листовых заготовок 1 и 3. Далее инструмент 4, не прекращая вращения, перемещают со скоростью порядка 100÷900 мм/мин вдоль стыка, образуя сварной шов первого прохода 5 (фиг. 2 а). Затем с противоположной стороны формируют сварной шов второго прохода 6, образуя готовый сварной шов 7. При этом большая скорость вращения со и меньшая скорость сварки применяются для сварки материалов с относительно высокой температурой пластификации и наоборот. Глубина погружения при втором проходе должна обеспечивать перекрытие шва первого прохода. По окончании сварки, не прекращая вращения инструмента 4, его выводят из стыка заготовок и отключают приводы вращения и рабочего перемещения инструмента относительно сварного узла.
Параметры режима сварки (скорость вращения сварочного инструмента, глубину его погружения и скорость сварки) определяют экспериментально сваркой контрольных образцов и оценкой качества готового шва по стандартным критериям.
Пример. Была произведена сварка листовых заготовок из алюминиевого сплава Д19 толщиной 6 мм по способу-прототипу (патент РФ №2460617) и предлагаемому способу. Сварка по предлагаемому способу осуществлялась стержневым инструментом при скорости вращения 1000 об/мин и скорости сварки 125 мм/мин с погружением на глубину: в первом проходе 3,7 мм, во втором проходе 3,2 мм. Использовали двутавровые замки, выполненные из присадочного материала Д19. Фрикционную сварку стержневым инструментом проводили при скорости вращения 1000 об/мин и скорости сварки 125 мм/мин. Фрикционную сварку листовых заготовок выполняли на вертикально-фрезерном станке, используя стержневой сварочный инструмент. Сварку по способу-прототипу (патент РФ №2460617) осуществляли при прочих равных условиях, в соответствии с приведенными в способе-прототипе параметрами (дисковым инструментом диаметром 110 мм и толщиной 2,5 мм при скорости вращения 200 об/мин и скорости сварки 200 мм/мин., фрикционную сварку стержневым инструментом проводили при скорости вращения 1000 об/мин и скорости сварки 125 мм/мин). Сравнительные исследования сформированных по обоим вариантам сварных швов показали, что нессиметричность сварного шва относительно кромок листовых заготовок при его формировании по способу-прототипу составляет от 11 до 16%, а по предлагаемому способу - от 4 до 7%.
Таким образом, предложенный способ обеспечивает получение качественных соединений из не свариваемых плавлением материалов за счет повышения симметричности сварного шва относительно кромок листовых заготовок.
Система для магнитной обработки нефтяного флюида в технологическом оборудовании его сбора и транспортировки
Блок из двигателя и генератора для гибридной силовой установки самолета
Стартер-генератор с обмоткой статора с проводниками разного поперечного сечения
Устройство для предотвращения образования барьерного льда на крыле летательного аппарата
Статор отказоустойчивой электрической машины
Способ электролитно-плазменного полирования детали
Способ азотирования детали из легированной стали
Способ электролитно-плазменного полирования детали

