Результат интеллектуальной деятельности: Способ автоматизированной технологической подготовки операционных карт мелкосерийного машиностроительного производства
Вид РИД
Изобретение
Способ автоматизированной технологической подготовки операционных карт мелкосерийного машиностроительного производства
Изобретение относится к автоматизированным системам управления производственными предприятиями и может быть использовано на предприятиях мелкосерийного машиностроительного производства.
Известен способ геометрического моделирования для облегчения моделирования производственных операций (заявка № WO 2018053637 A1 от 29.03.2018 «Geometric modelling for facilitating simulation for manufacturing operations»). Изобретение относится к геометрическому моделированию. В способе используется, по меньшей мере, один процессор для приема сигналов, представляющих заготовку, и получения представления модели заготовки детали по ним. Получение этого представления включает в себя идентификацию блоков, каждый из которых включает в себя поверхность заготовки, и генерирование множества блоков для включения в модель заготовки. Оно также включает в себя определение, по меньшей мере, одного местоположения на линейной границе блока, где поверхность детали пересекает линейную границу, и генерацию, по меньшей мере, одного элемента граничной поверхности, связанного с элементом блока, для включения в модель заготовки. Способ обеспечивает создание геометрической модели конкретного объекта для облегчения моделирования производственных операций, что включает в себя идентификацию блоков, каждый из которых включает поверхность заготовки и генерирование множества блоков для включения в модель заготовки. Однако в способе не учитываются особенности подготовки конкретных технологических процессов в машиностроении на основе абстрактных (символьных) моделей компонент, составляющих изготовляемую деталь, в которых символьная параметризация обеспечивает инвариантность абстрактных моделей относительно геометрических размеров, режимов обработки, используемого инструментария и технологической оснастки.
Известен конструкторско-технологический комплекс для разработки изделий и управляющих программ для изготовления деталей изделия на станках с ЧПУ на основе 3D моделей по патенту РФ № 2640383 от 28.12.2017. Изобретение относится к автоматизированным системам разработки конструирования изделий, автоматизированным системам технологических процессов и станкам с числовым программным управлением. Согласно изобретению, в моделирующий комплекс для станков с ЧПУ введены блоки:
• разработки изделий на основе 3D модели,
• формирования геометрической информации траектории деталей на основе 3D модели,
• формирования информационной базы данных технологических параметров,
• формирования геометрической информации технологических параметров детали,
• формирования управляющих программ,
• регистрации предельных отклонений для фиксированных точек по координатам детали,
• блок регистрации предельных отклонений для фиксированных точек по координатам траектории детали от технологических параметров,
• блок коррекции геометрических параметров управляющей программы,
• блок коррекции технологических параметров управляющей программ.
В результате создан конструкторско-технологический комплекс, позволяющий на одном рабочем месте разрабатывать как конструкцию конкретного изделия, так и технологию изготовления деталей, входящих в данное изделие. Недостатком известного комплекса является то, что в нем не применяются обобщенные технологические решения и поэтому подготовку производства каждой детали нужно начинать с нуля, кроме того в случае переиспользования сохраненных конкретных технологических решений, хранилище для них будет нецелесообразно велико, а частота использования конкретных решений будет нецелесообразно низка, что не эффективно для мелкосерийного и единичного производства. Кроме того, не предусмотрена возможность автоматизации разработки технической документации как на изделие, так и на детали, входящие в изделие, а также не учитываются особенности подготовки конкретных технологических процессов в машиностроении на основе абстрактных (символьных) моделей компонент, составляющих изготовляемую деталь, в которых символьная параметризация обеспечивает инвариантность моделей относительно геометрических размеров, режимов обработки, используемого инструментария и технологической оснастки. Символьные модели компонент могут обеспечивать переиспользование их ограниченного числа в символьной модели целой детали, а адаптация символьной модели к конкретному экземпляру детали осуществляется при конкретизации символьных переменных конкретными значениями конкретного экземпляра детали.
Наиболее близким аналогом является техническое решение по патенту № US 20180107186 от 19.04.2018 «Automatic strategy determination for computer aided manufacturing» (Автоматическое определение стратегии для автоматизированного производства). Изобретение относится к системам управления производственным предприятием. Способ создания автоматизированной производственной стратегии включает в себя:
а) идентификацию признаков желаемой детали из виртуальной модели;
б) определение последовательности работ по изготовлению детали, основанной на выявленных признаках;
в) дополнительно метод может перевести эту последовательность в машинный код.
Способ предпочтительно используется с виртуальной моделью. Она принимается от пользователя (например, из программы САПР), но может быть и автоматически сгенерирована (например, из программы 3D-сканирования). Виртуальная модель может включать в себя набор аналитических граней (например, ребра и петли, векторы и т. д.), геометрию сеток или иметь любое другое подходящее виртуальное представление. Способ используется как часть процесса для автоматического создания физической детали, по существу аналогичной виртуальной модели.
Общая стратегия для производства детали включает в себя определения порядка производственных процессов, используемых станков и инструментов, работ инструментов, параметров их работы (например, скорости шпинделя, скорости подачи и т.д.). Способ может дополнительно функционировать для оптимизации стратегии производства для одного или нескольких производственных параметров, таких как время работы станков, времени доставки, стоимости или любых других подходящих производственных параметров.
Заявленный способ автоматически определяет стратегию для автоматизированного производства и относится к системам управления производственным предприятием на основе готовых виртуальных моделей. Способ используется как часть процесса для автоматического создания физической детали, по существу аналогичной виртуальной модели. Однако не учитываются особенности подготовки конкретных технологических процессов в машиностроении на основе абстрактных (символьных) моделей компонент, составляющих изготовляемую деталь, в которых символьная параметризация обеспечивает инвариантность моделей относительно геометрических размеров, режимов обработки, используемого инструментария и технологической оснастки. Символьные модели компонент могут обеспечивать повторное использование их ограниченного числа в символьной модели целой детали, а адаптация символьной модели к конкретному экземпляру детали осуществляется при конкретизации символьных переменных конкретными значениями конкретного экземпляра детали.
Технической проблемой заявляемого изобретения является разработка способа автоматизированной технологической подготовки маршрутных операционных карт мелкосерийного машиностроительного производства, обеспечивающего сокращение сроков и упрощение составления маршрутных операционных карт изготовления деталей, увеличение производительности технологического процесса их изготовления.
Способ автоматизированной технологической подготовки маршрутных операционных карт мелкосерийного машиностроительного производства, включает первоначальное наполнение базы данных символьных моделей элементарных поверхностей различных деталей. Для каждой выделенной элементарной поверхности строится символьная модель маршрутной операционной карты, объединяющая последовательность символьных моделей операций технологического процесса изготовления элементарной поверхности, инвариантную относительно геометрических размеров, режимов обработки, используемого инструментария и технологической оснастки.
Символьные модели элементарных поверхностей могут обеспечивать повторное использование их ограниченного числа в символьной модели операционной карты целой детали, а адаптация символьной модели к конкретному экземпляру операционной карты детали осуществляется при замене символьных переменных конкретными значениями конкретной детали. При этом построение операционной карты детали происходит с помощью символьного кодирования не только параметров детали, но и их возможных диапазонов значений.
Для каждой построенной маршрутной операционной карты (МОК) элементарной поверхности генерируется уникальный ключ, представляющий собой набор цифр и букв, затем символьная модель МОК элементарной поверхности сохраняется в базе данных, в которой обеспечивается доступ к зафиксированным МОК с помощью уникального ключа. Для каждой зафиксированной МОК реализуется привязка путем присвоения ссылок на заданные символьные формулы расчета продолжительности, стоимости технологического процесса изготовления элементарной поверхности и т.п.
После загрузки в сформированную базу чертежа изготавливаемой детали в электронном виде технолог выделяет ее элементарные поверхности и для каждой элементарной поверхности вводит размеры и параметры оборудования, которые используются для ее изготовления, после чего автоматически формируется последовательность параметризированных операций технологического процесса изготовляемой детали из библиотеки загруженных в базу данных моделей символьных технологических операций каждой элементарной поверхности, в этом процессе происходит автоматическая подстановка выбранных технологом значений параметров ш соответствующую МОК элементарной поверхности с одновременной проверкой соответствия введенных размеров и других параметров элементарной поверхности с диапазонами допустимых значений, при их соответствии допустимым значениям осуществляется последующий расчет продолжительности и стоимости каждой операции технологического процесса для соответствующей сформированной маршрутной операционной карты элементарной поверхности, после чего осуществляется интеграция сформированных маршрутных операционных карт в единую маршрутную операционную карту, содержащую информацию о полном цикле технологического процесса изготовления детали, его продолжительности и стоимости работ, при этом интегрированная маршрутная операционная карта верифицируется с помощью символьного верификатора, осуществляющего проверку возможности наличия противоречий в значениях параметров, допустимых для отдельной элементарной поверхности и недопустимых для всего технологического процесса, содержащегося в интегрированной МОК, а также проверку корректности последовательности операций, т.е применение следующей после предыдущей.
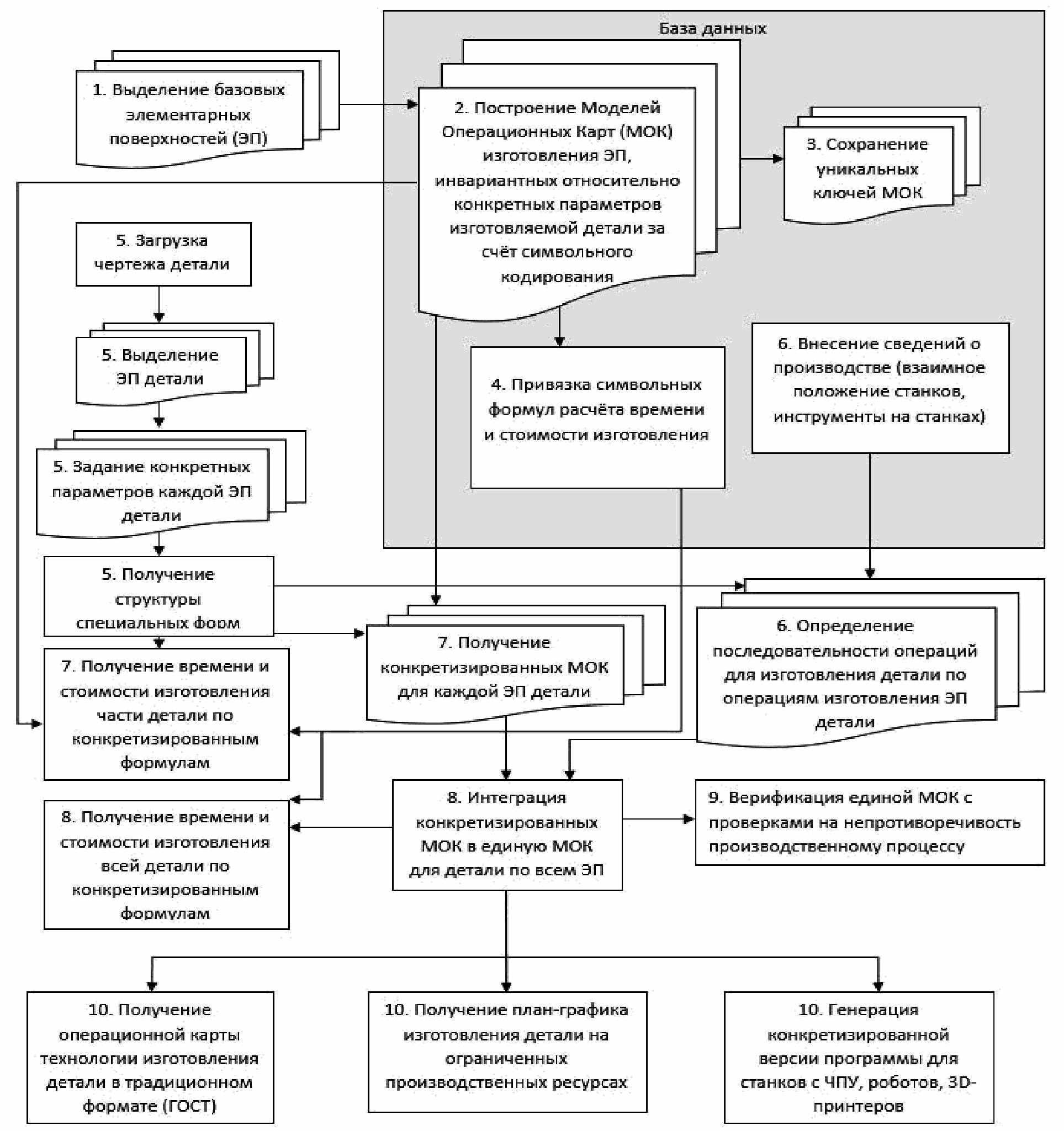
На прилагаемом к описанию чертеже показана схема реализации способа автоматизированной технологической подготовки операционных карт мелкосерийного машиностроительного производства.
Способ реализован с помощью программного комплекса, разработанного авторами.
Способ автоматизированной технологической подготовки маршрутных операционных карт мелкосерийного машиностроительного производства заключается в первоначальном наполнении базы данных, содержащей библиотеку элементарных поверхностей различных деталей. Элементарные поверхности представляют собой геометрические фигуры (компоненты детали), которые могут быть выделены на чертеже детали. Выделение элементарных поверхностей различных деталей осуществляется технологом в процессе технологической подготовки производства. Для каждой выделенной элементарной поверхности строят МОК, содержащую последовательность операций технологического процесса изготовления элементарной поверхности. МОК элементарной поверхности инвариантна относительно конкретных размеров, равно как и других параметров элементарной поверхности изготовляемой детали. Построение маршрутной операционной карты происходит с помощью символьного кодирования размеров детали, ее параметров изготовления и их возможных диапазонов значений.' Для каждой построенной маршрутной операционной карты генерируется уникальный ключ, представляющий собой набор цифр и букв. Затем маршрутная операционная карта для каждой выделенной элементарной поверхности сохраняется в базе данных. Ключ обеспечивает упрощение доступа к МОК в сформированной базе данных, равно как и доступа к диапазонам допустимых значений параметров и формулам расчета различных характеристик технологического процесса (например, продолжительности, стоимости). К каждой сформированной маршрутной операционной карте осуществляется привязка путем присвоения ссылок на соответствующие символьные формулы расчета продолжительности и стоимости технологической операции изготовления элементарной поверхности. Таким образом, формируется база данных, содержащая библиотеку элементарных поверхностей, сформированных МОК, содержащих символьные модели наборов операций изготовления элементарных поверхностей, формулы расчета продолжительности и стоимости технологической операции изготовления элементарной поверхности, связанные между собой с помощью уникальных ключей.
Процесс составления техпроцесса изготовляемой детали начинают с загрузки технологом в сформированную базу данных чертежа в электронном виде. Затем технолог выделяет ее элементарные поверхности, вводит их размеры, параметры оборудования, которые используются для изготовления этой детали и, соответственно, для каждой элементарной поверхности. Информация, введенная технологом, интегрируется на сервере и затем используется для обращения к базе элементарных поверхностей в процессе создания МОК детали.
После чего автоматически формируется последовательность операций технологического процесса для изготовляемой детали из библиотеки загруженных в базу данных технологических операций для каждой элементарной поверхности. Все введенные размеры элементарных поверхностей проходят проверку соответствия с диапазонами допустимых значений. При соответствии введенных размеров элементарной поверхности допустимым значениям осуществляется последующий расчет продолжительности и стоимости каждой операции технологического процесса для соответствующей сформированной маршрутной операционной карты элементарной поверхности. После чего осуществляется интеграция сформированных маршрутных операционных карт в единую маршрутную операционную карту, содержащую информацию о полном цикле технологического процесса изготовления детали, его продолжительности и стоимости работ. Интегрированная маршрутная операционная карта верифицируется в системе с помощью символьного верификатора, осуществляющего проверку возможности наличия противоречий в значениях параметров, допустимых для каждой элементарной поверхности в отдельности и недопустимых для всего технологического процесса, содержащегося в интегрированной маршрутной операционной карте, корректности последовательности операций, т.е. применения очередной после предыдущей.
Каждая технологическая операция содержит параметры, описывающие инструмент, оснастку, результат работы станка и т.д. Эти параметры заданы алгебраическими переменными. Для каждого параметра определен допустимый диапазон значений. Объединение диапазонов составляет логическое условие допустимости применения операции - предусловие. В результате символьного моделирования выполнения операции над элементарной поверхностью получают информацию об изменении ее состояния, которое сформировано в виде алгебраической формулы, а его значение вычисляется после конкретизации символьных параметров. Верификация заключается в проверке непротиворечивости применения следующей операции после предыдущей. Для чего предусловие следующей операции не должно противоречить постусловию предыдущей. Последовательность операций, описывающих технологию, составляет технологический маршрут. Верификация служит для проверки корректности технологического маршрута. В формулах предусловий можно описать общие ограничения на процесс производства. Например, особенное взаимодействие с оперирующими процессами, такими как очередность взаимодействий и наличие противоречий, заключающихся в столкновениях, нехватке ресурсов обработке ошибочных ситуаций. В результате универсальной проверки получается описание технологии как последовательности алгебраических формул, в которые при подстановке конкретных значений получаются конкретные параметры.
В результате технолог получает следующие сформированные документы, полученные на основе корректных технологических маршрутов:
1) Операционную карту технологии изготовления детали в соответствии с ЕСКД;
2) План-график изготовления детали на ограниченных производственных ресурсах;
3) Конкретизированную версию написанных заранее рабочих программ с символьными переменными изготовления деталей для станка с ЧПУ, робота, 3D-принтера.
Тексты рабочих программ, разрабатываются программистом- технологом на основе построенных МОК для сформированного техпроцесса и хранятся в специальной базе данных. Каждый текст программы представляет собой пригодный для исполнения код, содержащий идентификаторы символьных параметров. Число программ соответствует числу элементарных повержиоствй в базе данных. При генерации программы изготовления детали тексты программ, соответствующие операциям элементарных поверхностей, МОК детали объединяются в единый код, в котором обеспечивается замена символьных переменных на их значения в МОК. В результате генерации формируется программа изготовления детали, использующая МОК детали в качестве формальной спецификации.
Весь процесс подготовки производства может быть осуществлен в течение рабочего дня благодаря заявляемому способу автоматизированного формирования МОК, что приемлемо для мелкосерийного и единичного производств в области машиностроения.
Способ автоматизированной технологической подготовки маршрутных операционных карт мелкосерийного машиностроительного производства, включающий первоначальное наполнение базы данных путем выделения элементарных поверхностей различных деталей, для каждой выделенной элементарной поверхности строят маршрутную операционную карту, содержащую последовательность операций технологического процесса изготовления элементарной поверхности, инвариантную относительно конкретных размеров, состава операций, инструментов и оснастки, необходимых для изготовления элементарных поверхностей изготовляемой детали, при этом построение маршрутной операционной карты происходит с помощью символьного кодирования размеров детали и параметров оборудования, необходимых для изготовления детали, и их возможных диапазонов значений, для каждой построенной маршрутной операционной карты генерируется уникальный ключ, представляющий собой набор цифр и букв, затем маршрутная операционная карта для каждой выделенной элементарной поверхности сохраняется в базе данных, которая обеспечивает доступ к сформированным маршрутным операционным картам путем ввода уникального ключа, при этом к каждой сформированной маршрутной операционной карте осуществляется привязка путем присвоения ссылок на заданные символьные формулы расчета продолжительности, стоимости, производительности технологического процесса изготовления элементарной поверхности, затем после загрузки в сформированную базу данных чертежа в электронном виде изготавливаемой детали технолог выделяет ее элементарные поверхности, вводит их размеры и параметры оборудования, необходимые для изготовления детали и соответственно для каждой элементарной поверхности, после чего автоматически формируется последовательность операций технологического процесса для изготовляемой детали из библиотеки загруженных в базу данных технологических операций для каждой элементарной поверхности с учетом введенных размеров и параметров оборудования, необходимых для ее изготовления, в соответствующую маршрутную операционную карту для каждой элементарной поверхности с одновременной проверкой соответствия введенных размеров элементарной поверхности с диапазонами допустимых значений, при соответствии введенных размеров и параметров оборудования, необходимых для изготовления элементарной поверхности, допустимым значениям осуществляется последующий расчет продолжительности и стоимости каждой операции технологического процесса для соответствующей сформированной маршрутной операционной карты элементарной поверхности, после чего осуществляется интеграция сформированных маршрутных операционных карт в единую маршрутную операционную карту, содержащую информацию о полном цикле технологического процесса изготовления детали, его продолжительности и стоимости работ, при этом интегрированная маршрутная операционная карта верифицируется с помощью символьного верификатора, осуществляющего проверку возможности наличия противоречий в значениях параметров, допустимых для каждой элементарной поверхности в отдельности и недопустимых для всего технологического процесса, содержащегося в интегрированной маршрутной операционной карте, корректности последовательности операций.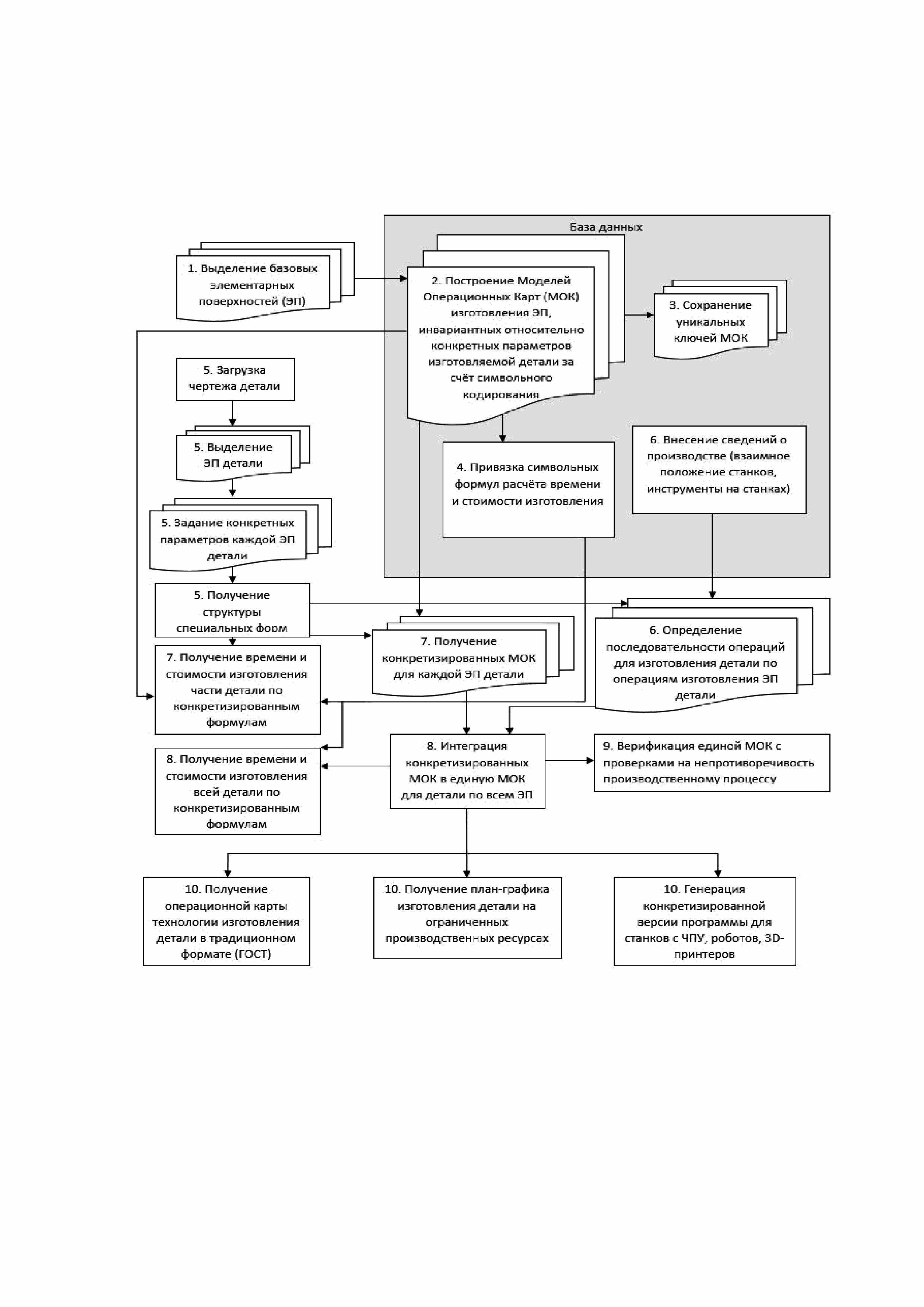
Тиазол-оксазол-модифицированные пептиды, обладающие способностью ингибировать бактериальную рибосому
Способ получения нанодвойникованной медной пленки, модифицированной графеном
Применение производных пиперазина для лечения болезни альцгеймера и деменций альцгеймеровского типа с нарушенной внутриклеточной кальциевой сигнализацией
Устройство для электролитно - плазменной обработки металлических изделий
Ионный ракетный двигатель космического аппарата
Способ демодуляции сигнала волоконно-оптического датчика тока
Операционный транскондуктивный усилитель с дифференциальным выходом
Способ приготовления диетического заварного полуфабриката
Способ получения нанокомпозиционного покрытия из диоксида кремния с наночастицами дисульфида молибдена
Способ автоматической классификации сетевого трафика на основе эвристического анализа

