Результат интеллектуальной деятельности: ШЛИЦЕВОЕ ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ ДЛЯ РАБОТЫ С УГЛОМ ОТКЛОНЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области зубчатых зацеплений, в частности приводного шпинделя для привода валка в прокатных станах или установках непрерывного литья. Изобретение относится к штекерному зубчатому зацеплению согласно ограничительной части пункта 1 формулы изобретения и к способу изготовления такого зубчатого зацепления.
В некоторых применениях передача усилий от привода к валу происходит под углом. Это требование возникает часто, например, в прокатных станах. Если, например, два рабочих валка расположены друг над другом, то за счет их относительно небольшого диаметра могут возникать проблемы при желании увеличения подлежащего передаче крутящего момента. Если необходимо увеличивать передаваемый крутящий момент, то до настоящего времени необходимо было увеличивать диаметр рабочих валков, что приводит, среди прочего, к потерям энергии. Кроме того, в этом случае необходимо выполнять также более стабильной прокатную клеть.
Поэтому известные системы имеют, например, карданные шарниры, которые находятся между приводным шпинделем и валком, не отвечают требованиям передачи повышенного крутящего момента.
В GB 1034305 приведено описание штекерного зубчатого зацепления в качестве сцепления между валом и валком. Штекерное зубчатое зацепление имеет все признаки ограничительной части пункта 1 формулы изобретения.
Если приводной шпиндель с помощью штекерного зубчатого зацепления располагают под углом к валку, то хотя приводной шпиндель может быть выполнен для передачи большего крутящего момента, но обычное в приводных шпинделях классическое зубчатое зацепление приводит к кромочному контакту, за счет чего в конечном итоге вызывается очень сильный износ и, как и прежде, невозможна передача желаемых более высоких крутящих моментов.
Задачей изобретения является обеспечение возможности в штекерном зубчатом зацеплении угла отклонения между зубчатым зацеплением и дополняющим (ответным) вторым зубчатым зацеплением (венцом), при котором можно передавать больший крутящий момент, чем до настоящего времени. Кроме того, задачей изобретения является создание способа изготовления такого штекерного зубчатого зацепления и устройства для привода валка металлургической установки, содержащего вал и штекерное зубчатое зацепление, согласно изобретению.
Эта задача решена согласно изобретению для указанного в начале штекерного зубчатого зацепления с помощью признаков пункта 1 формулы изобретения.
При этой модификации согласно изобретению зубчатое зацепление может работать с углом отклонения со вторым зубчатым зацеплением и передавать больший крутящий момент, чем это возможно без модификации. В частности, за счет выполненной модификации предотвращается кромочный контакт, который препятствует передаче повышенного крутящего момента.
Предпочтительно можно выполнять другие модификации по отдельности или в комбинации друг с другом, например уменьшение ножки зуба и/или уменьшение головки зуба в соединении с разводом согласно изобретению.
Под уменьшением ножки зуба или головки зуба в смысле изобретения понимается, что линия профиля по сравнению с обычной формой уменьшена, а именно, в частности, в зоне соприкосновения боковых поверхностей зубьев при нормальной работе.
Кроме того, за счет изобретения может быть увеличен, в частности, передаваемый крутящий момент с приводного шпинделя на валок, и/или увеличен угол отклонения между приводным шпинделем и валком. Без указанных модификаций доля воспринимаемой боковыми поверхностями нагрузки при увеличивающихся углах отклонения, которые больше нуля, становится меньше, так что при увеличивающемся угле отклонения можно передавать все меньший крутящий момент. С помощью зубчатого зацепления согласно изобретению можно распределять нагрузку равномерно по высоте зуба. Так, например, приводной шпиндель может в определенных случаях передавать на 50% больший крутящий момент, за счет чего можно прокатывать полосы с большей шириной. При дальнейшем увеличении передаваемого крутящего момента можно даже выполнять рабочие валки меньше.
В одном предпочтительном варианте выполнения зубчатого зацепления зубчатое зацепление выполнено в виде эвольвентного зубчатого зацепления, при этом ножки зубьев и/или головки зубьев предпочтительно, но не обязательно, по меньшей мере, параболически уменьшены. Под, по меньшей мере, параболическим уменьшением следует понимать, что различие профиля между теоретической боковой поверхностью эвольвентного зубчатого зацепления и боковой поверхностью с уменьшением согласно изобретению увеличивается в виде функции пути качения по профилю эвольвентного зубчатого зацепления, по меньшей мере, в соответствии примерно со второй степенью. При этом особенно предпочтительно, что уменьшение имеет, по существу, форму параболы.
За счет параболического уменьшения ножек и головок зубьев может быть уменьшен кромочный контакт и тем самым улучшена передача крутящего момента.
В другом предпочтительном варианте выполнения зубчатого зацепления ножки зубьев уменьшены на окружности впадин на 0,2-3% толщины зуба на начальной окружности, и/или головки зубьев уменьшены на окружности вершин зубьев на 0,1-2% толщины зуба на начальной окружности.
За счет этих значений модификации профиля каждого зуба можно оптимизировать передачу усилий в зубчатых зацеплениях.
В другом предпочтительном варианте выполнения зубчатого зацепления уменьшение головки зуба начинается между 50% и 70% высоты зуба, и/или уменьшение ножки зуба начинается между 50% и 60% высоты зуба.
За счет этих точных значений уменьшения головки или ножки относительно соответствующей высоты зуба можно дополнительно оптимизировать передаваемый крутящий момент.
В другом предпочтительном варианте выполнения зубчатого зацепления образующая линия зуба симметрично изогнута в направлении ширины. Под образующей линией понимается, как известно, прохождение дна между двумя соседними зубьями.
В другом предпочтительном варианте выполнения зубчатого зацепления изгиб образующей линии боковой поверхности зуба выполнен так, что разница между наибольшей толщиной каждого зуба на высоте начальной окружности и наименьшей толщины каждого зуба на высоте начальной окружности соответствует значению между 3% и 20% наибольшей толщины каждого зуба на высоте начальной окружности.
Этот признак уточняет предпочтительную форму изгиба образующей боковой поверхности зуба.
В другом предпочтительном варианте выполнения зубчатого зацепления развод зубьев образован за счет максимального отклонения угла профиля между 0,3° и 1,5°.
Это хотя и небольшое значение развода значительно улучшает передачу крутящего момента при вхождении в зацепление одного зубчатого зацепления (венца) со вторым зубчатым зацеплением (венцом) под углом.
В другом предпочтительном варианте выполнения зубчатого зацепления развод зубьев в направлении боковой поверхности зубьев выполнен параболическим. Это означает, что отклонение угла профиля в виде функции ширины зуба имеет, по существу, параболическое прохождение.
Дополнительно к этому задача изобретения относительно указанного в начале способа изготовления зубчатого зацепления решена с помощью признаков пункта 14 формулы изобретения. Под выполнением зубчатого зацепления следует понимать, прежде всего, каждый известный способ, с помощью которого изготавливается основная форма зубчатого зацепления с ограничением придания формы, например зубофрезерование методом обката или т.п. Последующую обработку для получения зубчатого зацепления согласно изобретению можно осуществлять, в частности, с помощью шлифования в свободно подвижном обрабатывающем станке, например станке с 4 осями или 5 осями. В одном предпочтительном варианте выполнения способа дуговое зубчатое зацепление после выполнения имеет вид эвольвентного зубчатого зацепления, и ножки зубьев и/или головки зубьев при последующей обработке уменьшают, по меньшей мере, параболически.
В другом предпочтительном варианте выполнения способа последующую обработку выполняют по меньшей мере в одной стадии по меньшей мере с помощью одного процесса шлифования или точно одного процесса шлифования для каждой боковой поверхности зуба.
Кроме того, изобретение относится к устройству для привода валка металлургической установки, содержащему вал и штекерное зубчатое зацепление согласно изобретению. Такой вал может вводиться, например, непосредственно в соответствующий приемный элемент на валке и/или на двигателе в виде штекерного зубчатого зацепления. Приемный элемент может иметь, в частности, внутреннее зубчатое зацепление, которое может быть выполнено также в соответствии с изобретением. В одном возможном варианте выполнения внутреннее зубчатое зацепление может иметь прямозубое зацепление, в которое входит вал, соответственно его зубчатое зацепление с возможностью сдвига в осевом направлении с заданным ходом.
В одном предпочтительном варианте выполнения устройства зубчатое зацепление является выполненным на обоих концах вала штекерным зубчатым зацеплением по любому из пп.1-9. За счет этого представлен промежуточный вал, который на обоих концах соединен через угловое штекерное зубчатое зацепление и тем самым обеспечивает возможность особенно большого угла, соответственно при заданном угле позволяет передачу особенно большого крутящего момента.
В предпочтительном варианте выполнения вал и валок расположены с углом отклонения относительно друг друга больше 0°, в частности больше 0,2°. Особенно предпочтительно угол отклонения составляет при этом не больше примерно 5°, в частности между примерно 2° и примерно 5°.
Другие детали изобретения следует из приведенного ниже описания примеров выполнения изобретения со ссылками на прилагаемые чертежи, на которых изображено:
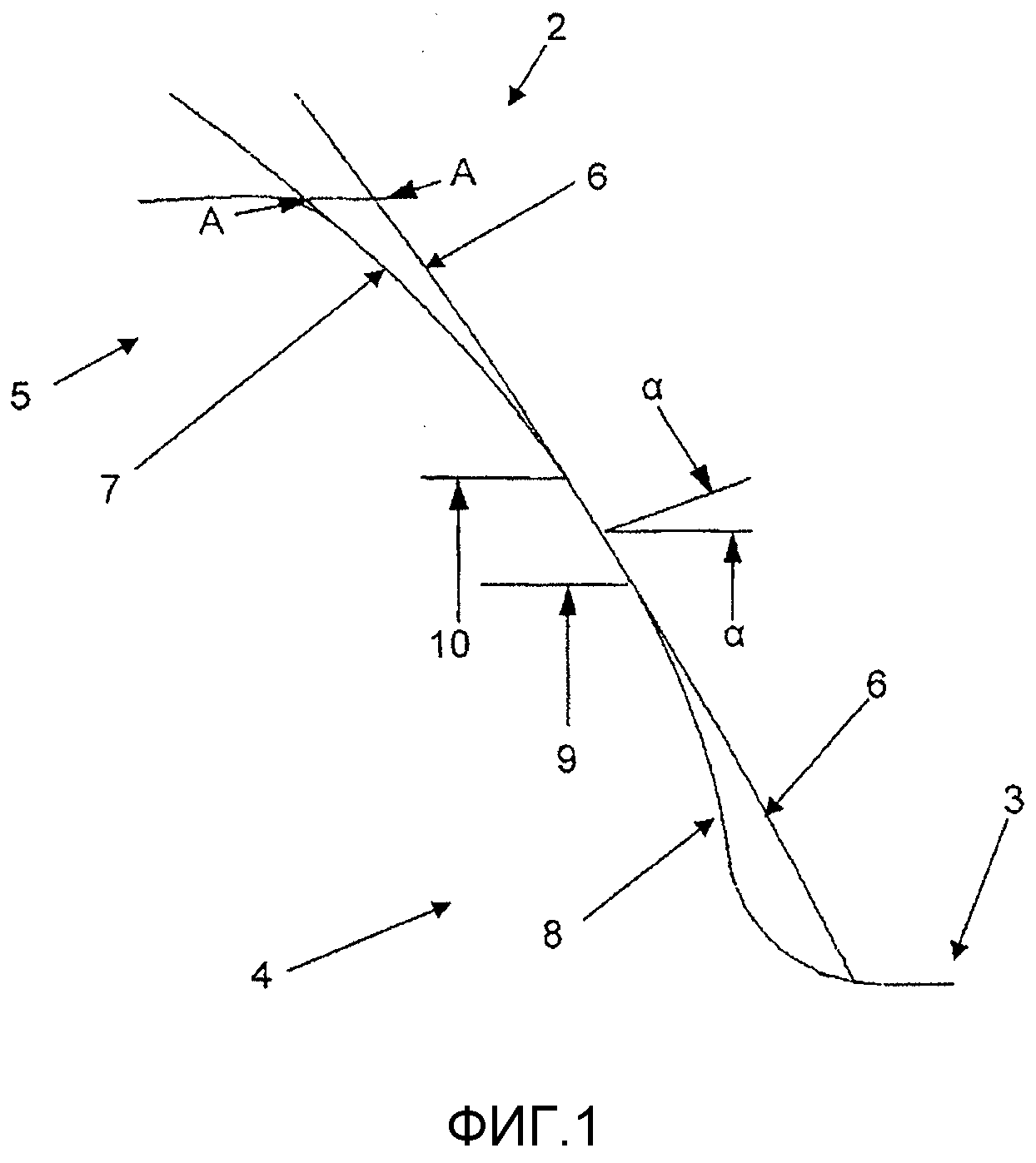
Фиг.1 - частичное поперечное сечение по высоте зуба примера выполнения штекерного зубчатого зацепления согласно изобретению со схематично показанной модификацией профиля правой боковой поверхности зуба, в частности уменьшением ножки зуба, а также головки зуба;
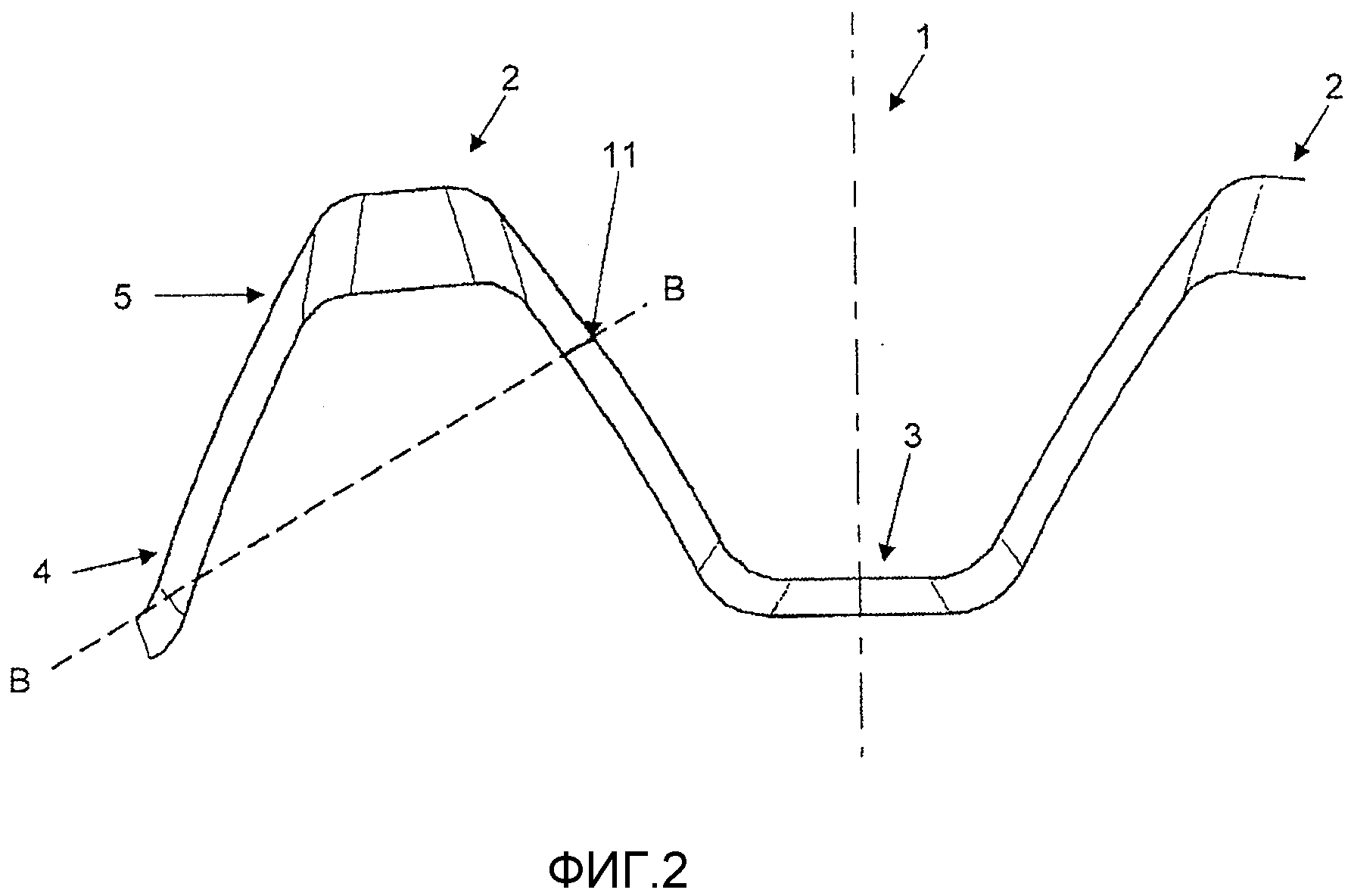
Фиг.2 - пример выполнения штекерного зубчатого зацепления с изображенной плоскостью В-В разреза на виде сверху;
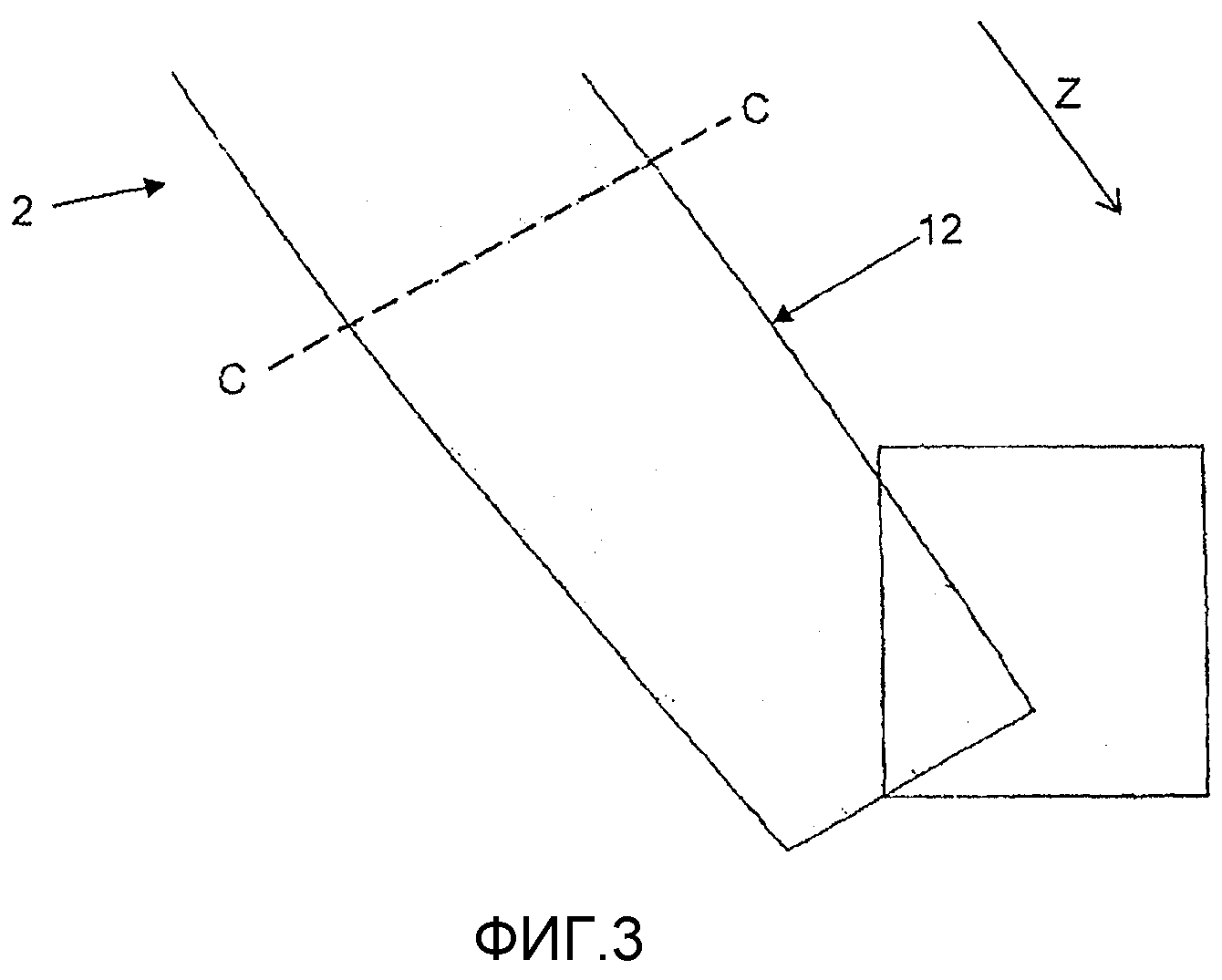
Фиг.3 - разрез по линии В-В на фиг.2 на виде сверху;
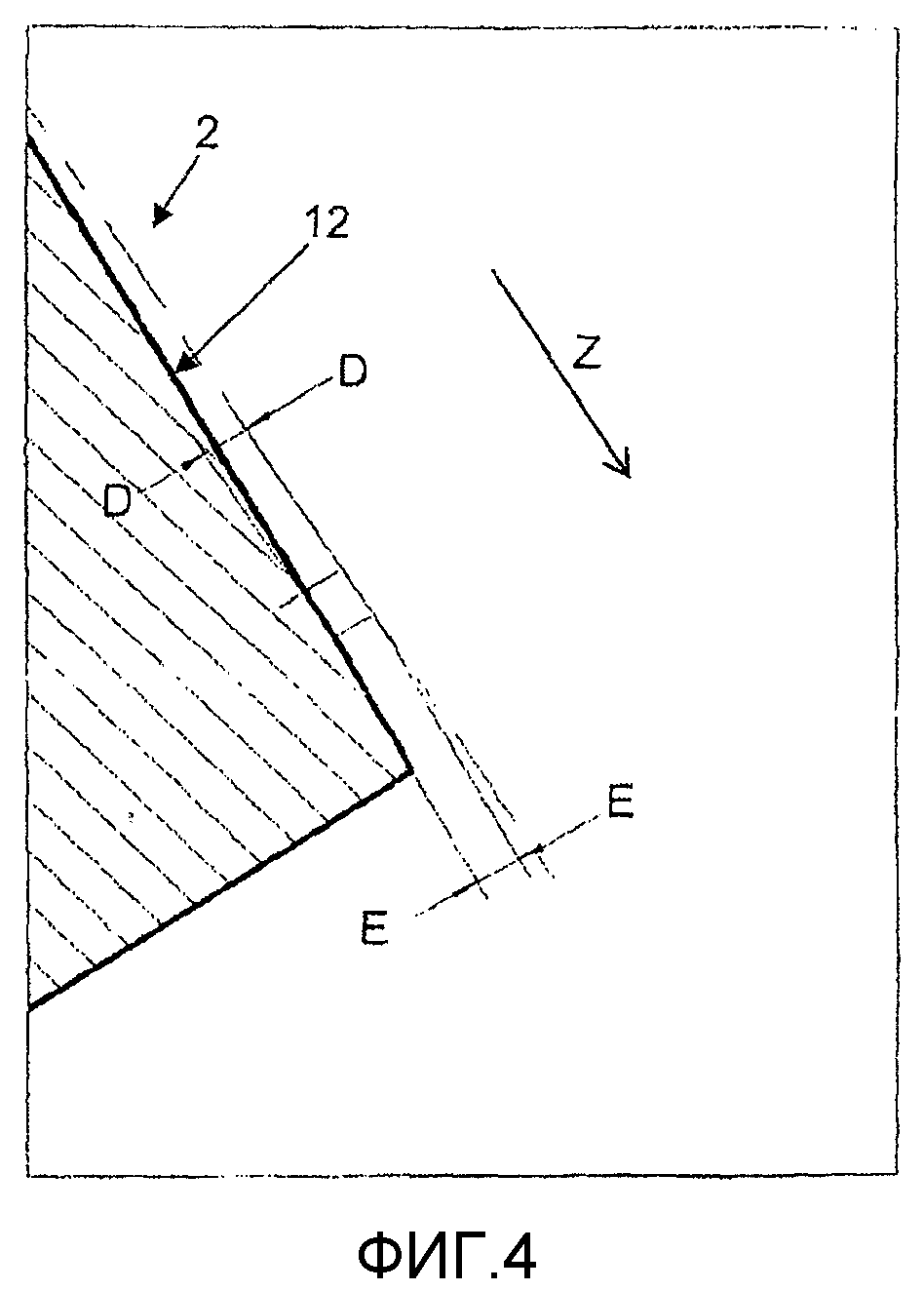
Фиг.4 - фрагмент из фиг.3 в увеличенном масштабе со схематично изображенной модификацией линии боковой поверхности согласно изобретению;
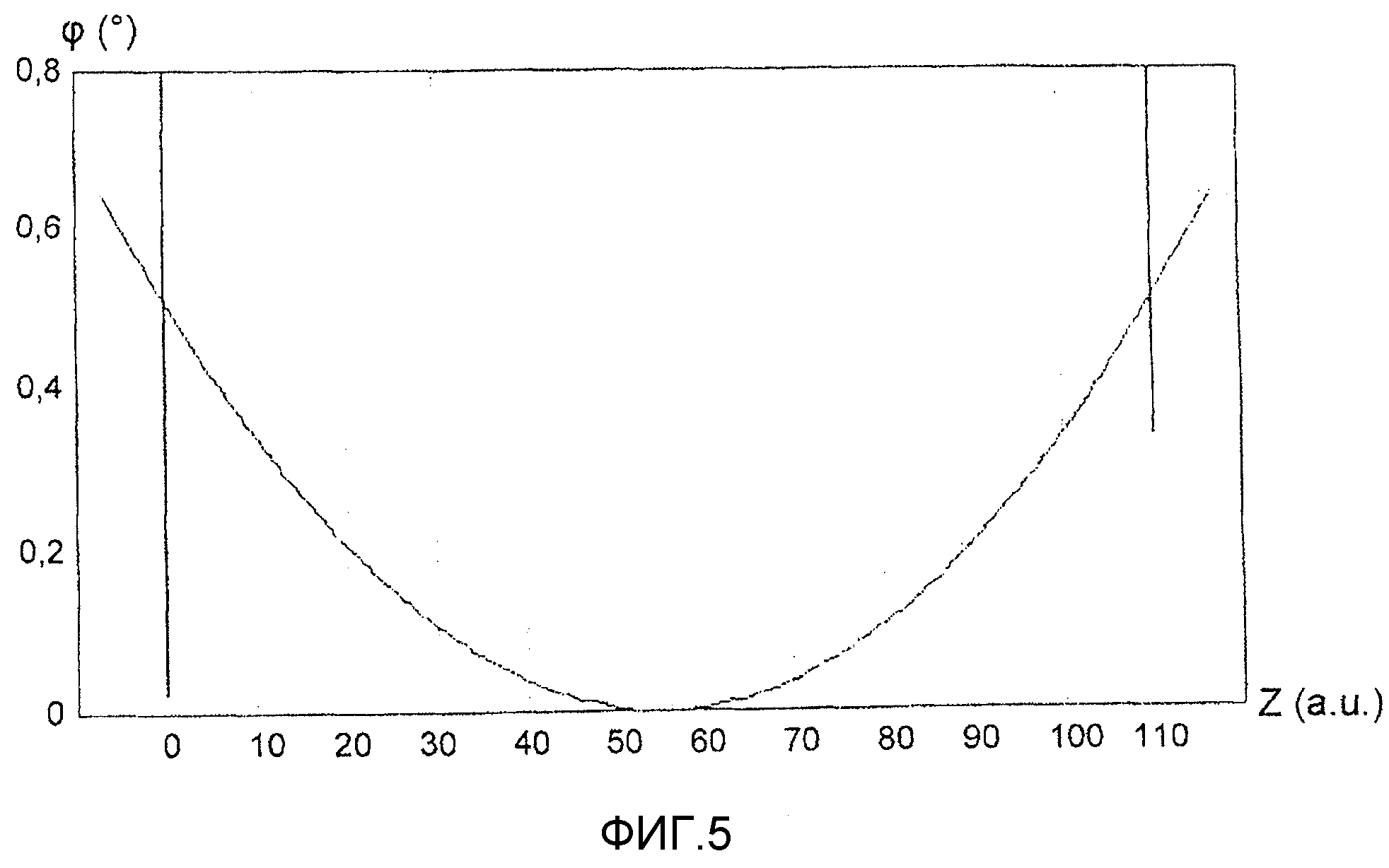
Фиг.5 - график примера выполнения в случае развода с изменением φ угла профиля, в градусах, относительно направления Z, в произвольных единицах длины, которое проходит в направлении ширины зубчатого зацепления;
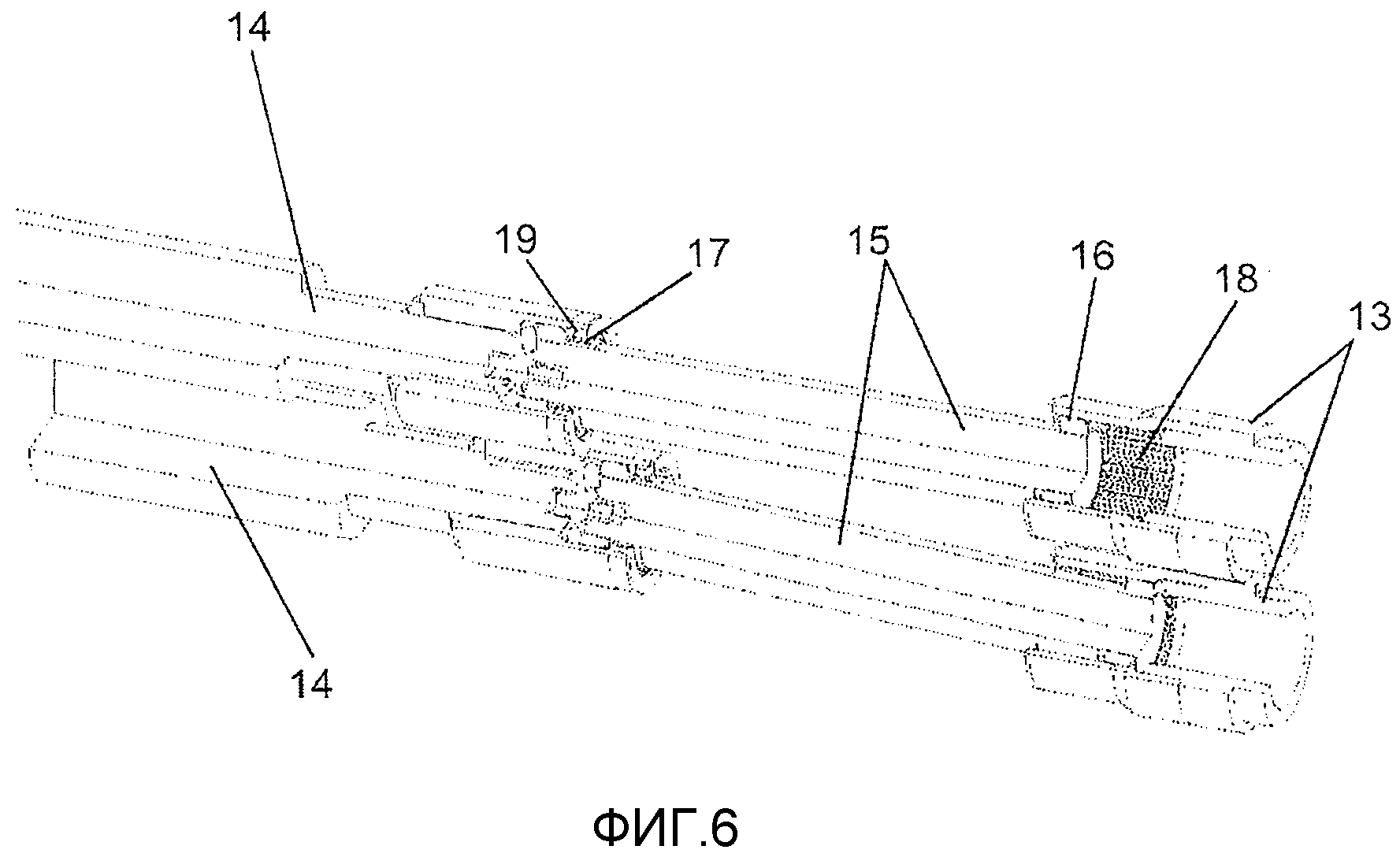
Фиг.6 - часть устройства согласно изобретению для привода валков металлургической установки;
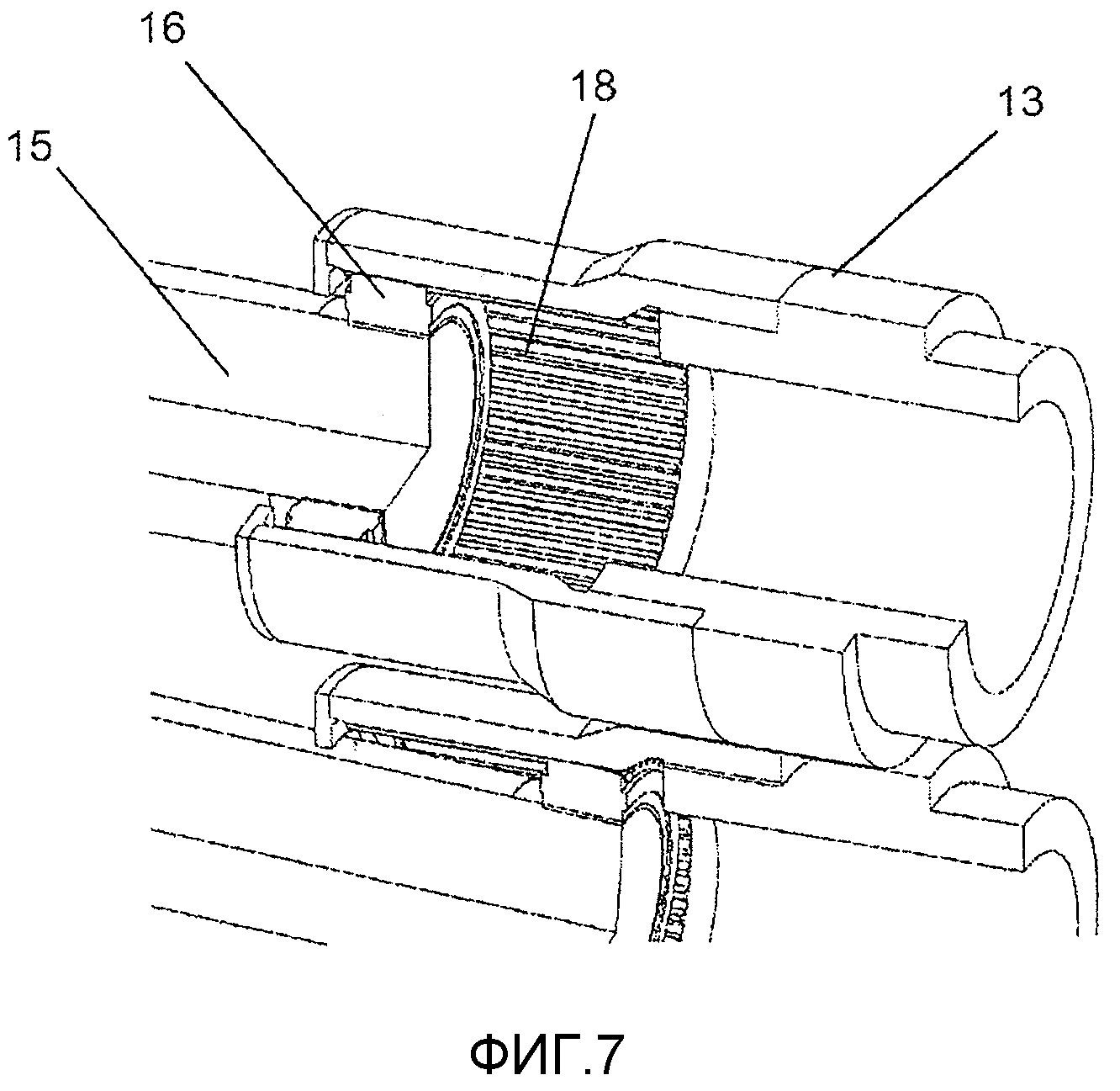
Фиг.7 - фрагмент устройства из фиг.6, в увеличенном масштабе.
Сначала следует отметить, что такие понятия как начальная окружность, окружность вершин зубьев, окружность впадин, образующая линия зуба, образующая линия боковой поверхности, угол зацепления, развод и другие, известны для специалистов в данной области техники и поэтому применяются в последующем описании без дополнительного пояснения.
На фиг.1 схематично показано поперечное сечение боковой поверхности зуба 2 зубчатого зацепления 1. Образующая линия боковой поверхности проходит с выпуклым изгибом, так что в принципе можно говорить о дуговом зубчатом зацеплении. Справа от этой боковой поверхности находится впадина 3 между зубьями. Ось вращения зубчатого зацепления 1 лежит перпендикулярно к показанной плоскости поперечного сечения. Угол α зацепления может иметь различные значения, в частности, предпочтительно может принимать значения между 26° и 34°. Линия 6 представляет линию профиля зуба 2 в виде классической эвольвентной линии 6 известного эвольвентного зубчатого зацепления. Однако в соответствии с изобретением ножка 4 и/или также головка 5 зуба 2 может быть уменьшена, т.е. предпочтительно сошлифована дальше по сравнению с классической формой эвольвенты. Уменьшение головки 5 зуба представлено линией 7, а ножки 4 зуба - линией 8. Уменьшение головки 5 зуба на окружности вершин зубьев схематично показано участком, соответственно расстоянием А-А. Радиусы, соответственно, диаметры, на которых начинаются уменьшения ножки 4 зуба, соответственно, головки 5 зуба, обозначены позициями 9, 10. Между этими точками 9, 10 прохождение боковой поверхности соответствует прохождению боковой поверхности зуба 2 предпочтительно в форме эвольвенты 6, однако может иметь также другие обычные прохождения. Изображенное на фиг.1 уменьшение головки зуба и уменьшение ножки зуба показано сильно преувеличенно и поэтому является схематичным. То же относится к радиусам 9, 10. Уменьшение ножки зуба может принимать различные значения, однако составляет предпочтительно на окружности впадин зубьев между 0,2% и 3% измеренной на начальной окружности толщины зуба, при этом направление толщины проходит перпендикулярно направлению ширины зубчатого зацепления 1. Головки 5 зубьев предпочтительно уменьшены на 0,1-2% на окружности вершин зубьев, соответственно на высоте окружности вершин зубьев толщины зуба (измеренной на начальной окружности). Уменьшение головки 5 зуба начинается предпочтительно между 50% и 70% высоты зуба и/или ножки 4 зуба между 50% и 60% высоты зуба. При этом высота зуба задана разницей радиусов окружности вершин зубьев и окружности впадин зубьев. Другими словами, это означает, что уменьшение головки, соответственно ножки начинается на радиусах, которые соответствуют указанным выше процентным долям разницы радиусов окружности вершин зубьев и окружности впадин зубьев.
На фиг.2 также показано схематично поперечное сечение зубчатого зацепления 1, согласно изобретению, однако в данном случае выделена выпуклость, соответственно модификация образующей линии. Чертеж выполнен в двух измерениях. Показаны зубья 2 зубчатого зацепления 1, а также впадина 3 между зубьями 2. Линия на верхнем конце левого зуба 2 представляет самое высокое место в направлении ширины (направление оси вращения зубчатого зацепления или в последующем направление Z) изогнутой образующей линии. Нижняя ограничительная линия левого зуба 2 представляет образующую линию у края зубчатого зацепления 1 при рассматривании в направлении ширины. Изгиб образующей линии получается предпочтительно с помощью процесса шлифования из имеющего классическую форму, соответственно изготовленного зубчатого зацепления. Однако можно применять также другие известные для специалистов в данной области техники способы обработки. При этом изгиб предпочтительно является, при рассматривании в направлении ширины, (зеркально) симметричным относительно середины зубчатого зацепления 1 и, в частности, изогнутым наружу, соответственно выпуклым.
На фиг.2 линией В-В показана плоскость разреза, которая показана на фиг.3 и поясняется ниже. При этом плоскость В-В разреза проходит через точку пересечения начальной окружности зубчатого зацепления с эвольвентой 6 зуба 2.
В соответствии с этим на фиг.3 показана в разрезе образующая линия 12 боковой поверхности на правой боковой поверхности зуба 2 на виде сверху. Линией С-С обозначена для наглядности средняя ось зуба 2, которая проходит перпендикулярно направлению ширины, т.е. в направлении толщины зуба 2. Справа внизу на фиг.3 изображен прямоугольник, который обозначает часть, которая детально показана на фиг.4.
На фиг.4 показан конец образующей линии 12 боковой поверхности зуба при рассматривании в направлении Z ширины. Расстояние D-D характеризует уменьшение образующей линии 12 боковой поверхности зуба в первом месте. Образующая линия 12 боковой поверхности зуба, в частности, изогнута наружу, т.е. является выпуклой. Уменьшение образующей линии 12 боковой поверхности можно предпочтительно осуществлять с помощью процесса шлифования, однако также с помощью других известных для специалистов в данной области техники способов. Модификация образующей линии боковой поверхности, соответственно уменьшение образующей линии 12 боковой поверхности у края зубчатого зацепления, при рассматривании в направлении ширины, имеет величину расстояния Е-Е. Размеры на чертеже следует понимать в данном случае как чисто схематичные. Уменьшение образующей линии боковой поверхности у края зубчатого зацепления 1 в направлении ширины может предпочтительно составлять между 3% и 20% толщины зуба 2 прямозубого зубчатого зацепления, соответственно между 3% и 20% толщины в точке максимальной толщины зуба 2 на высоте начальной окружности.
Однако в целом уменьшение образующей линии боковой поверхности на фиг.4 у края зубчатого зацепления 1, при рассматривании в направлении ширины, больше, чем обозначено расстоянием Е-Е. Дополнительное показанное уменьшение относительно прямого в этом случае зуба 2 осуществляется с помощью не обязательного развода, то есть посредством скручивания зуба 2.
Такой развод зуба может быть представлен отклонением φ угла профиля в направлении Z, соответственно боковой поверхности зуба 2. В качестве примера детали такого скручивания показаны в графике на фиг.5.
На фиг.5 показано предпочтительно параболическое прохождение развода в направлении Z. При этом отклонение φ угла профиля в градусах показано в зависимости от ширины зубчатого зацепления 1 в направлении Z. Числа на оси Z следует понимать лишь в качестве примера для ширины зубчатого зацепления 1, равной 110, при этом единица измерения длины может быть произвольной. Можно видеть, что отклонение угла профиля в середине зубчатого зацепления 1, при рассматривании в направлении ширины, примерно равно нулю, а на концах зубчатого зацепления 1 является максимальным. В этом примере оно равно примерно 0,5° у края. Возможны также другие величины развода, как, например, разводы с максимальным отклонением φ угла профиля между 0,3° и 1,5°.
Все указанные выше числовые значения относятся, в частности, к углам отклонения между зубчатым зацеплением 1 и вторым зубчатым зацеплением, предпочтительно внутренним зубчатым зацеплением, между 0° и 5° и особенно предпочтительно между 2° и 5°.
При этом второе зубчатое зацепление может лежать непосредственно своей осью вращения на оси валка. Кроме того, второе зубчатое зацепление может быть непосредственно интегрировано в валок или же лежать в трефе прокатного валка, который предназначен для соединения или соединен с цапфой валка, при этом ось вращения предпочтительно совпадает с осью вращения валка. В этом случае треф соединяет как обычно - валок с приводным шпинделем.
Поясненное на примерах выполнения зубчатое зацепление 1 предпочтительно является прямозубым зубчатым зацеплением, т.е. предпочтительно не косозубым. То же относится ко второму зубчатому зацеплению, которое предпочтительно образовано внутренним зубчатым зацеплением.
В частности, зубчатое зацепление 1 может быть расположено в приводном шпинделе для привода валка, который предусмотрен в прокатном стане установки непрерывного литья или другой линии обработки полосы. Конструкция таких приводных шпинделей широко известна. Зубчатое зацепление 1 может быть выполнено в виде единого целого с приводным шпинделем или же смонтировано на приводном шпинделе.
Показанное на фиг.6 устройство для привода двух взаимодействующих друг с другом валков 13 прокатного стана содержит для каждого из валков 13 выходной вал (не изображен) электродвигателя или редуктора 14 электродвигателя, при этом между валками 13 и выходными валами 14 расположен соответствующий промежуточный вал 15.
Промежуточный вал 15 имеет на каждом конце зубчатое зацепление 16, 17 согласно изобретению. При этом одно зубчатое зацепление 16 входит в зацепление по типу штекерного зубчатого зацепления с внутренним зубчатым зацеплением 18 валка 13, а другое зубчатое зацепление 17 входит в зацепление с внутренним зубчатым зацеплением 19 выходного вала 14. При этом промежуточный вал расположен под углом относительно как валка 13, так и относительно выходного вала 14. В целом за счет этого обеспечивается значительно большее расстояние выходных валов 14, соответственно электродвигателей или редукторов друг от друга, чем при параллельном расстоянии между осями валков 13.
Внутренние зубчатые зацепления 18 валков 13 выполнены, как показано на фигурах, в виде прямозубых зубчатых зацеплений, при этом в зависимости от требований также может быть предусмотрено прямозубое зубчатое зацепление согласно изобретению, т.е. линии профиля в зоне головки и/или зоне ножки могут быть уменьшены.
Внутренние зубчатые зацепления 18 обеспечивают возможность смещения находящихся в зацеплении зубчатых зацеплений 16 промежуточных валов в осевом направлении на максимальный ход, за счет чего обеспечивается возможность известного осевого сдвига валков 13 во время процесса прокатки.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 - Зубчатое зацепление
2 - Зуб
3 - Промежуток между зубьями
4 - Ножка зуба
5 - Головка зуба
6 - Эвольвента
7 - Контур уменьшенной ножки зуба
8 - Контур уменьшенной головки зуба
9 - Радиус уменьшения ножки зуба
10 - Радиус уменьшения головки зуба
11 - Точка пересечения начальной окружности с эвольвентой
12 - Образующая линия боковой поверхности
13 - Валок
14 - Выходной вал
15 - Промежуточный вал
16 - Зубчатое зацепление
17 - Зубчатое зацепление
18 - Внутреннее зубчатое зацепление
19 - Внутреннее зубчатое зацепление
А-А - Уменьшение головки зуба на окружности вершин зубьев
В-В - Разрез зуба
С-С - Средняя линия зубчатого зацепления в направлении толщины зуба
D-D - Первая величина уменьшения образующей линии боковой поверхности
D-D - Вторая величина уменьшения образующей линии боковой поверхности
α - Угол зацепления
φ - Отклонение угла профиля
Z - Направление ширины зубчатого зацепления.
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни
Вал с карданным шарниром
Привод прокатной клети с зубчатым шарнирным шпинделем
Установка для разливки и прокатки лент непрерывного действия
Опорный узел
Подушка для опоры валка в станине прокатной клети
Дезоксидация подвергнутых косовалковой прокатке полых заготовок
Способ и устройство для оптического измерения внутренних размеров трубы
Устройство для охлаждения прокатываемого изделия
Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии
Способ и устройство высадки для изготовления деталей с уступами, таких как валы или стержни

