Результат интеллектуальной деятельности: Способ легирования заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава
Вид РИД
Изобретение
Изобретение относится к области электрометаллургии, а именно к специальным процессам электроплавки.
Известен способ легирования электрошлакового металла в процессе переплава, при котором для увеличения степени усвоения легирующих материалов вместе с их окислами подают углерод. При этом усвоение легирующих элементов увеличивается с 5-6 до 40-60% (RU 1585339, МПК С22В 9/18, 15.08.90 г.).
Недостатком известного способа является то, что несмотря на увеличение усвоения легирующих элементов, значительная часть легирующих элементов остается в ванне жидкого шлака вследствие их продолжительного контакта. Вторым недостатком является то, что данный способ не обеспечивает подачу легирующих элементов в конкретную зону, легирование происходит хаотично, вследствие чего имеет место образование такого дефекта как ликвация.
Известен способ введения легирующих элементов в процессе электрошлакового переплава (ЭШП) (RU 2355790, МПК С22В 9/18, 20.05.2009 г.).
Способ включает подачу части легирующих материалов в кристаллизатор печи вместе с флюсом до начала переплава и остальной части в процессе переплава, при этом подачу легирующих материалов до начала переплава в количестве 1-2% от массы флюса осуществляют в смеси с флюсом. Легирующие материалы измельчают до фракции 2-3 мм. Изобретение позволяет равномерно распределять легирующие элементы по слитку и уменьшать обрезь нижней части слитка.
Недостатком данного способа (введения) является длительное взаимодействие легирующих элементов с рабочим флюсом, что влечет за собой не только не прогнозируемость количества введения легирующих материалов в расплав, но и невозможность равномерного распределения вводимой фазы.
Известен способ электрошлакового переплава, принятый за прототип, включающий вращение расходуемого электрода, при котором, расходуемый электрод в начальный момент переплава вращают вокруг своей оси с линейной скоростью, определяемой из выражения
 (1)
(1)
где g - ускорение силы тяжести, м/с2;
σме-ш - межфазное натяжение на границе раздела металл - шлак, Дж/м2;
Δр - разность плотностей металла и шлака, кг/м3;
r - радиус электрода, м,
при этом в процессе переплава эту линейную скорость снижают прямо пропорционально падению сопротивления на электроде и шлаковой ванне.
(RU 2241050, МПК С22B 9/18 27.11.2004 г.)
Недостатком данного способа является то, что в нем не предусмотрено легирование поверхности заготовки.
Технической задачей предлагаемого изобретения является упрочнение поверхностного слоя металла заготовки в процессе ЭШП твердыми тугоплавкими частицами из покрытия расплавляемого электрода при равномерном распределении их по поверхности формируемой заготовки.
Техническая задача решается тем, что способ легирования поверхности заготовки при помощи плавящегося электрода с покрытием в процессе электрошлакового переплава на электрошлаковой установке, оснащенной механизмом вращения электрода со скоростью, определяемой из выражения
где g - ускорение силы тяжести, м/с2;
σме-ш - межфазное натяжение на границе раздела металл - шлак, Дж/м2;
Δр - разность плотностей металла и шлака, кг/м3;
r - радиус электрода, м,
согласно изобретения, до начала переплава методом окраски наносят на переплавляемый электрод покрытие в виде жидкой смеси, включающей металлический порошок, который состоит из 80 масс % частиц тугоплавких металлов крупностью до 9 мкм и 20 масс % антипригарной краски на водяной основе, покрытие сушат, электрод с покрытием закрепляют на установке, процесс ведут при силе тока 1,5 кА, при этом перенос легирующих элементов из покрытия происходит по поверхности заготовки.
Сущность способа заключается в том, что для его осуществления до начала электрошлакового переплава с вращением электрода на поверхность расходуемого электрода равномерно наносят покрытие из твердых дисперсных тугоплавких частиц, например, таких как карбид титана, карбид вольфрама и др. Затем электрод с нанесенным твердым тугоплавким покрытием сушат, устанавливают в печи для электрошлакового переплава и начинают процесс. При этом линейную скорость вращения электрода определяют по формуле (1) в зависимости от диаметра переплавляемого электрода, так как она должна обеспечивать полное радиальное течение металла на оплавляемом торце, в этом случае образование капли и ее отрыв происходит с периметра электрода. Твердые тугоплавкие частицы с поверхности электрода, по мере оплавления электрода попадают в образовавшиеся капли металла и транспортируются через слой жидкого флюса в зону минимальных температур жидкой металлической ванны, имея минимальные возможности контакта с рабочим флюсом.
Существенным признаком предлагаемого способа является то, что упрочняющие частицы подаются в жидкую металлическую ванну, не путем их непосредственной подачи в ванну жидкого флюса, а при помощи переноса каплями жидкого металла с поверхности электрода с покрытием под воздействием радиального течения, возникающего при определенной линейной скорости вращения электрода для соответствующих диаметров электрода и кристаллизатора, скорость вращения определяется по формуле (1). В этом случае достигается прогнозируемая транспортировка капель металла, которые в свою очередь захватывают частицы легирующих элементов с поверхности переплавляемого электрода с покрытием. Происходит прогнозируемое, по поверхности получаемой заготовки распределение в т.ч. легирующих частиц, так как капли жидкого металла с захваченной фазой имеют минимальное время контакта с ванной жидкого флюса, и подаются сразу непосредственно к краю ванны жидкого металла в зону холодных температур, где в свою очередь, частицы захватываются кристаллизующимся металлом, образованным в получаемой заготовке благодаря более плоскому фронту кристаллизации (плоский фронт образуется так же вследствие вращения) затвердевающего металла и повышенной скорости кристаллизации по сравнению с классическим методом электрошлакового переплава. [Диссертация на тему: Управление процессами плавления, транспортировки и кристаллизации металла при ЭШП. Чуманов, Илья Валерьевич. 1996 г., специальность ВАК РФ 05.16.03].
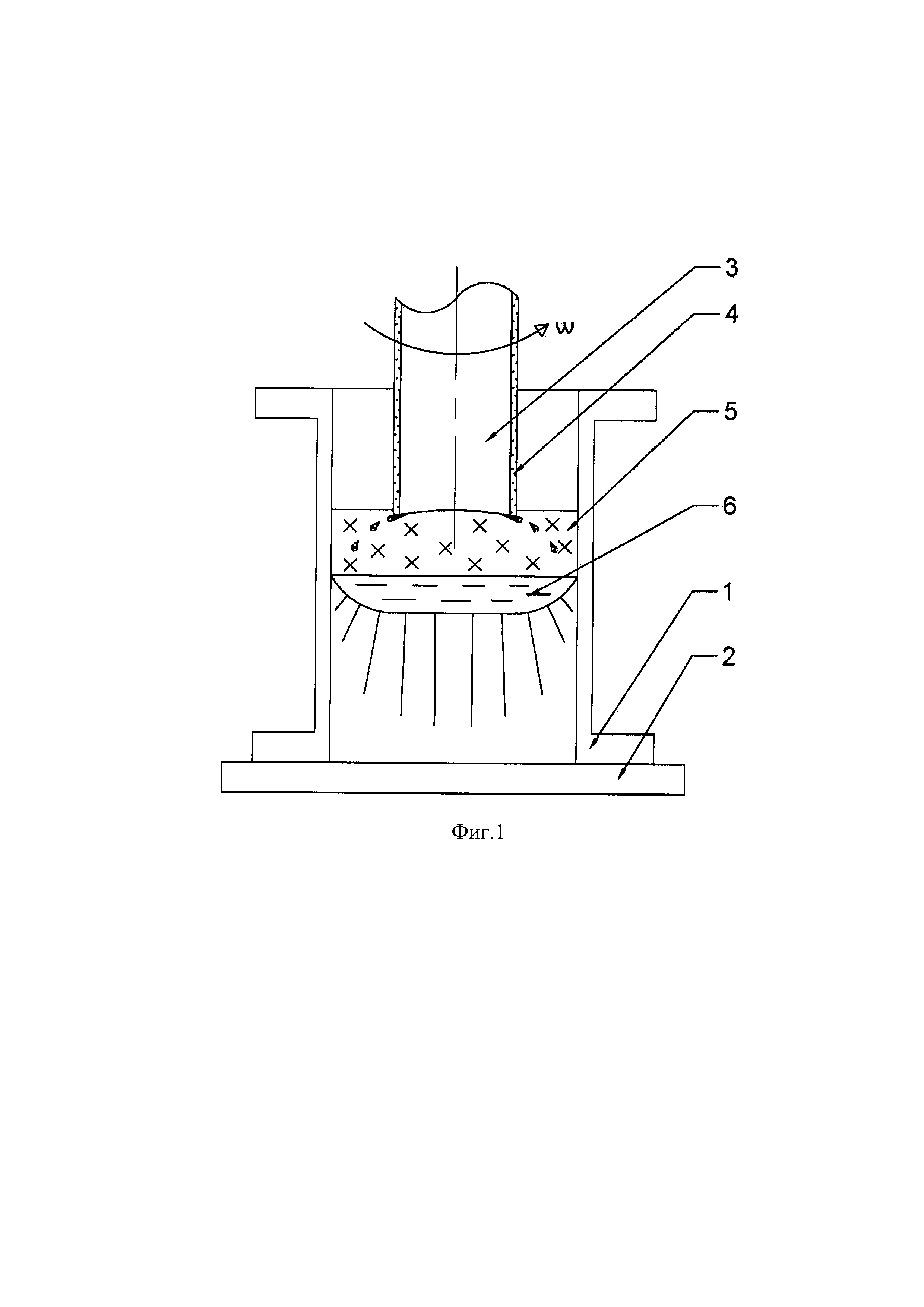
Способ иллюстрируется фиг. 1, 2, 3. На фиг. 1 показана схема установки для ЭШП. На фиг. 2 представлена микроструктура поверхности заготовки по примеру 1. На фиг. 3 представлена микроструктура поверхности заготовки по примеру 2
На фиг. 1 представлена схема устройства для осуществления способа - полупромышленной электрошлаковой печи А-550, которая использовалась для реализации предлагаемого способа переплава электрода, покрытого смесью с упрочняющими частицами. Данное устройство (фиг. 1) состоит из кристаллизатора 1 с поддоном 2, плавящегося электрода 3 с легирующим покрытием 4.
Во время протекания процесса ЭШП, ванна жидкого металла охлаждается поддоном 2 и кристаллизатором 1 как и в классической технологии ЭШП [Латаш Ю.В., Медовар Б.И. Электрошлаковый переплав. - М.: Металлургия, 2011 - с. 240]
В процессе переплава с поверхности вращающегося вокруг своей оси электрода 3 по периметру его сплавляемого торца происходит захват предварительно нанесенных упрочняющих частиц каплями жидкого металла 4 и осуществляется их перенос через слой рабочего флюса 5 в зону низких температур ванны жидкого металла 6.
Способ осуществляют следующим образом (фиг. 1)
Перед началом процесса ЭШП готовят жидкую смесь из тугоплавких легирующих элементов для нанесения на поверхность 4 плавящегося электрода 3. Смесь содержит 80 масс % тугоплавких элементов в виде металлического порошка дисперсностью не более 9 мкм (таких как карбид титана, карбид вольфрама), и 20 масс % антипригарной краски на водяной основе ЦП-2 ГОСТ 10772-78. Смесь при содержании более 80 масс % тугоплавких элементов теряет свою жидкотекучесть и покрытие электрода методом окраски становится невозможным, в свою очередь, использование менее 80 масс % тугоплавких частиц в содержании не позволяет добиться пастообразного состояния смеси и при нанесении смесь растекается, не образуя равномерно покрывающий слой. Использование порошка большей дисперсности, в свою очередь, приводит не к упрочнению поверхностного слоя, а к созданию концентраторов напряжения, что резко снизит качество получаемой заготовки. Затем методом окрашивания при помощи кисти указанную смесь наносят на поверхность 4 электрода 3.
После высыхания покрытия 4 электрод 3 устанавливают на установку для ЭШП. Процесс переплава ведут на полупромышленной печи А-550, при силе тока 1,5 кА, причем скорость вращения электрода рассчитывается по формуле (1), в зависимости от диаметра электрода 3. После окончания процесса и полного затвердевания металла в кристаллизаторе, заготовку извлекают из кристаллизатора 1.
Пример 1.
Перед началом электрошлакового переплава провели подготовку плавящегося электрода, для этого заготовили жидкую смесь для нанесения при помощи окраски на поверхность расплавляемого электрода следующего состава: карбид титана в количестве 400 гр., в качестве связующего вещества использовалась антипригарная краска на водяной основе ЦП-2 ГОСТ 10772-78 - в количестве 100 гр. Затем на расплавляемый электрод из ст.20, диаметр 40 мм., длина 1500 мм, методом окраски равномерным слоем наносили подготовленную смесь. После высыхания нанесенной смеси переплавляемый электрод был установлен на установку электрошлакового переплава А-550. Переплав проводился на полупромышленной печи А-550 под слоем флюса АНФ-6. Сила тока при переплаве составляла 1,5 кА. Скорость вращения электрода составляла 100 об/мин. После полного затвердевания металла и ванны жидкого флюса заготовку извлекали.
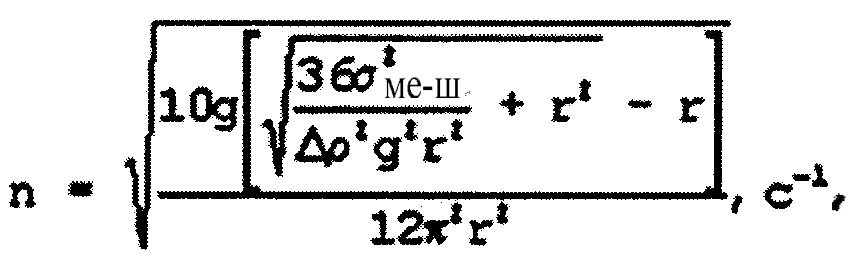
Проведенные исследования качества поверхности полученной заготовки, показали плотное строение поверхности без усадочных дефектов. Исследование микроструктуры на продольном разрезе заготовки показали, что легирующие элементы, карбид титана, равномерно располагаются по поверхности заготовки, без их вымывания в середину, фото микроструктуры представлено на фиг. 2.
Пример 2
Для подтверждения работоспособности способа на электродах различного диаметра, было решено провести эксперимент с переплавом электрода 60 мм. Перед началом электрошлакового переплава провели подготовку плавящегося электрода, для этого приготовили жидкую смесь для окраски поверхности расплавляемого электрода, состав для чистоты эксперимента был аналогичен первому опытному эксперименту: карбид титана в количестве 400 г. в качестве связующего вещества использовалась антипригарная краска на водяной основе ЦП-2 ГОСТ 10772-78 в количестве 100 г. Затем на расплавляемый электрод из ст. 20, диаметр 60 мм., длина 1500 мм. вручную при помощи кисти равномерным слоем наносили подготовленную смесь. После высыхания нанесенной смеси переплавляемый электрод был установлен на установку электрошлакового переплава А-550. Переплав проводился на полупромышленной печи А-550 под слоем флюса АНФ-6. Сила тока при переплаве составляла 1,5 кА. Скорость вращения электрода вследствие изменения диаметра переплавляемого электрода была пересчитана и для данных диаметров составляла 92 об/мин. После полного затвердевания металла и ванны жидкого флюса заготовку извлекали.
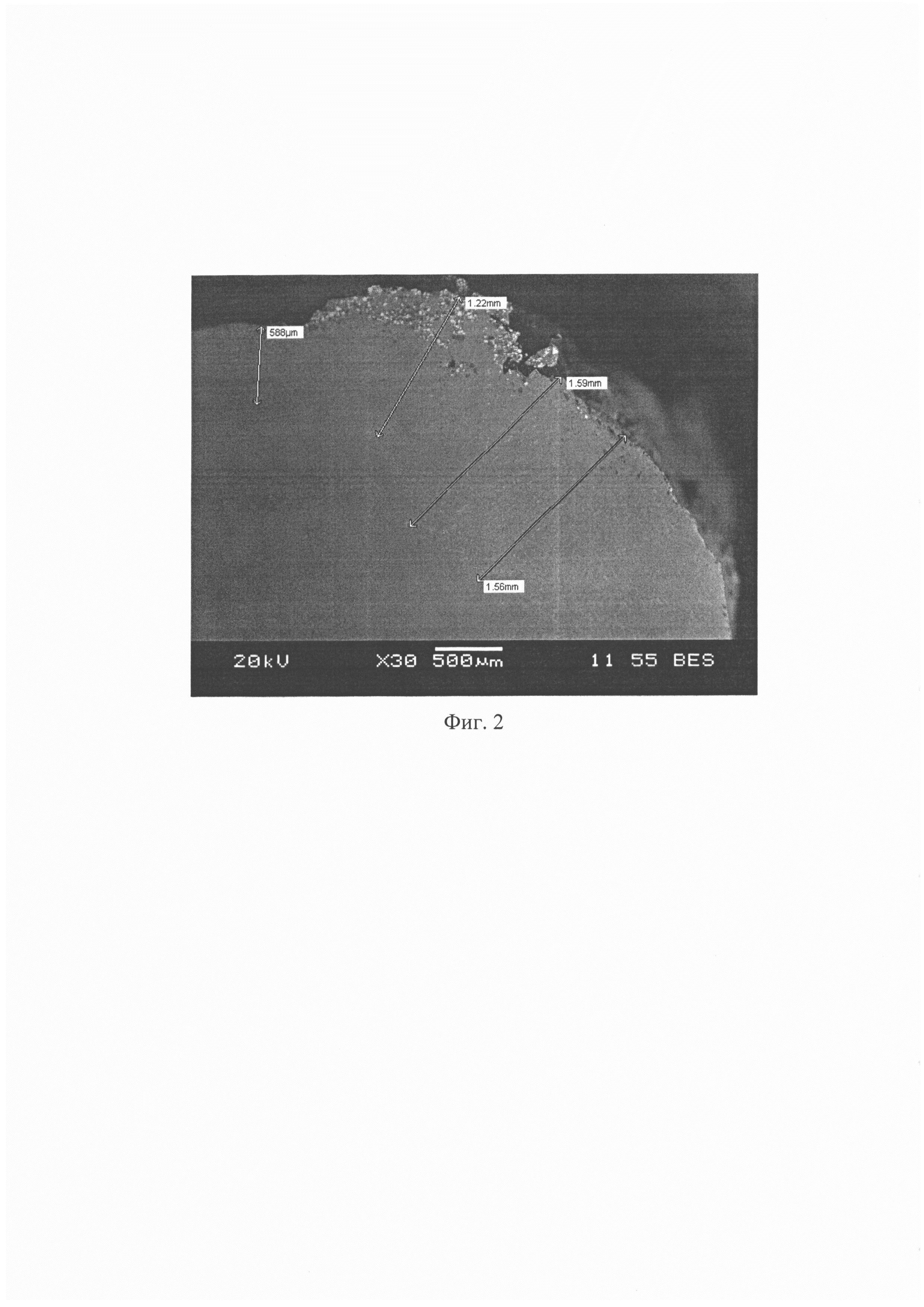
Проведенные исследования качества поверхности полученной заготовки, показали плотное строение поверхности без усадочных дефектов. Исследование микроструктуры на продольном разрезе заготовки показали, что легирующие элементы, карбид титана, равномерно располагаются по поверхности заготовки, без их вымывания в середину, фото микроструктуры представлено на фиг. 3.
Из проведенных исследований (пример 1, 2) следует, что предлагаемый способ позволяет добиться упрочнения поверхностного слоя металла заготовки в процессе ЭШП твердыми тугоплавкими частицами из покрытия расплавляемого электрода при равномерном распределении их по поверхности формируемой заготовки.
Устройство определения участка трёхпроводной воздушной линии электропередачи с обрывом фазного провода
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Двигатель внутреннего сгорания
Способ обеззараживания зерна
Способ определения огнестойкости строительных материалов и элементов конструкций
Электромагнитный привод
Способ производства модифицированного крахмала
Способ изготовления мучных кондитерских изделий с ресвератролом
Стартер-генератор с дифференциальным электроприводом и способ управления стартер-генератором
Способ возбуждения колебаний
Способ получения полой заготовки методом электрошлакового переплава на твердом старте
Способ дифференциальной диагностики вегетативного состояния и состояния минимального сознания у больных с хроническим нарушением сознания
Способ получения расходуемого электрода электрошлакового переплава для формирования многослойной отливки
Среднеуглеродистая хромомолибденовая легкообрабатываемая bn-содержащая сталь
Легкообрабатываемая хромомарганцевомолибденовая bn-содержащая сталь
Способ получения расходуемых электродов для электрошлакового переплава
Способ насыщения азотом жидкого металла в ковше

