Результат интеллектуальной деятельности: Способ производства алюминия электролизом расплавленных солей
Вид РИД
Изобретение
Предлагаемое изобретение относится к электролитическому производству алюминия, в частности к производству анодов и может быть использовано в технологическом процессе электролиза криолитоглиноземных расплавов.
Сырьем для производства анодной массы и обожженных анодов служат каменноугольные пеки и нефтяные коксы, которые являются продуктами коксования нефтепродуктов от перегонки нефти. В течение всей истории применения углеродных анодов в электролизе алюминия происходит совершенствование технологии подготовки его составляющих для формовки и обжига. С одной стороны, существует возможность улучшить свойства анодной массы и анодов путем введения в рецептуру химически активных веществ - поверхностно-активных (ПАВ), конденсирующих и окисляющих, ингибирующих окисление. А с другой, с точки зрения конечных физических свойств анодов, в частности плотности и электропроводности, наиболее предпочтительны коксы из так называемых тяжелых нефтей с повышенным содержанием асфальтенов. В этой связи, несмотря на относительно высокую концентрацию примесей металлов (V, Ni и др.), вовлечение тяжелой нефти в переработку будет неизбежно возрастать с одновременной выработкой месторождений легких и средних нефтей.
Наряду с возможностью получения качественных анодов, использование коксов тяжелых нефтей может быть особенно эффективным и рентабельным, если металлические примеси коксов могут быть использованы в улучшении технологических параметров электролиза алюминия и эксплуатационных свойств катодов. Именно это является задачами алюминиевого производства - повышение технико-экономических показателей процесса и повышение срока службы электролизера. Основные направления в решении этих задач:
- Увеличение выхода по току за счет стабилизации процесса и оптимизации технологических параметров;
- Повышение качества товарного алюминия;
- Сокращение непроизводительных затрат электроэнергии и расходуемых материалов;
- Увеличение срока службы электролизеров за счет повышения стойкости футеровки катодного устройства, в частности, углеродистой.
Одним из путей достижения этих результатов является использование в процессе электролитического производства алюминия борсодержащих соединений:
- В качестве добавок в алюминий для рафинирования катодного металла от примесей тяжелых металлов и повышения электропроводимости алюминия;
- В качестве добавок в анодную массу как ингибитора - снижения окисляемости и осыпаемости анода (сокращение расхода анодной массы), для стабилизации электрических и механических характеристик анода (снижение расхода анодной массы, расхода электроэнергии);
- Для образования на углеродистых контактных поверхностях защитных покрытий, обладающих высокой коррозийной стойкостью, высокой прочностью и электропроводимостью, смачиваемых алюминием (стабилизация электрических параметров, повышение выхода по току, сокращение расхода электроэнергии, повышение срока службы электролизера).
Именно в этих направлениях работают мировые производители алюминия.
Известен способ защиты угольных анодов электролизеров от окисления, заключающийся в добавке к сырой электродной массе соединений бора с последующим тщательным перемешиванием компонентов смеси. В качестве упомянутых веществ предполагается использовать борную кислоту, борат щелочного металла, борат аммония или органическое соединение бора. Добавку вводят в количестве 0,2-0,5 от веса электродной массы (Италия, патент 576151, C22d, 1957 г. [1]).
Известное решение обеспечивает сокращение расхода анодной массы за счет снижения окисляемости и осыпаемости анода, улучшает электропроводность, достигается очистка алюминия-сырца от примесей тяжелых металлов, осаждение продуктов этой очистки на подине в виде диборидов титана, ванадия, хрома.
Вместе с тем, избыток бора в виде оксидов в электролите снижает выход по току, увеличивается расход электроэнергии, инициирует осаждение сложных комплексных оксидов Al2O3⋅В2О3 на подине с последующей изоляцией участков углеродного катода.
Известен состав анодной массы для формирования вторичного анода содержащий:
|
(авт. св. СССР 1498824, С25С 3/12, 1989 г. [2]).
Использование известного решения (загрузка массы в подштыревые отверстия при перестановке анодных штырей в электролизере с самообжигающимся анодом) позволяет частично снизить расход анодной массы и падение напряжения в аноде, но не обеспечивает высокие физико-химические показатели анодного массива в целом. Очистка алюминия бором от примесей тяжелых металлов - частичная и не регулярная. Кроме того, локальная загрузка в анод борсодержащей анодной массы усложняет технологический процесс и обслуживание электролизера.
Известны данные об изготовлении и промышленных испытаниях обожженных анодов из электродной массы с содержанием борной кислоты 0,5-2,0 мас. % (Сенин, В.Н. Испытания анодов с добавкой борной кислоты на алюминиевых электролизерах / В.Н. Сенин и др. // Цветные металлы. - 1990. - №9. - С. 50-54. [3]). Результаты испытаний показали, что оптимальной добавкой борной кислоты в обожженных анодах является 0,5% от массы анодов.
Повышается качество металла за счет снижения примесей титана и ванадия, снижается расход анода за счет снижения окисляемости и осыпаемости анодов, однако, избыток бора в виде оксида, переходящий в электролит, повышает его электросопротивление (снижает электропроводность), снижается выход по току, увеличивается расход электроэнергии.
Известен состав анодной массы для формирования самообжигающегося анода алюминиевого электролизера, содержащей коксовую шихту, каменноугольный пек и ингибитор окисления при следующем соотношении компонентов, мас. %:
|
(патент РФ №2397276, С25С 3/12, 2010 г., [4])
Утверждается, что использование ингибитора, тяжелой смолы пиролиза углеводородов, позволяет избавиться от вредных неорганических добавок в производстве алюминия и, тем самым, повысить качество анодной массы и технико-экономические показатели процесса электролиза алюминия в целом.
Недостатком известного решения является присутствие в тяжелой смоле, которая является отходом этиленового производства, высокого количества тяжелых металлов. Концентрирующиеся в смоле железо, никель, медь, ванадий, молибден и другие примеси, будут переходить в состав жидкого алюминия, снижая его сортность. Электрохимическое восстановление этих металлов на катодно поляризованной поверхности алюминия приводит к снижению выхода по току и непроизводительному расходу электроэнергии.
Известны способ получения и поддержания содержащего бориды тугоплавких металлов защитного покрытия углеродистых блоков катодного устройства алюминиевого электролизера (патент РФ №2221086, С25С 3/08, 2004 г., [5]) и способ производства алюминия электролизом расплавленных солей (патент РФ №2222641, С25С 3/06, 2004 г., [6]), в которых борсодержащие соединения подают в электролизер в составе шихты и в составе анодной массы в пределах 0,030÷0,150 150 мас. %., а содержание бора в жидком алюминии поддерживают не более 0,01 масс. %. В известных способах для формирования и поддержания смачиваемого защитного (СЗП) покрытия используют тугоплавкие металлы, поступающие в электролизер как примеси в составе сырьевых материалов, взаимодействующие с борсодержащими соединениями, подаваемыми в составе шихты и в составе анодной массы. Образовавшиеся в расплаве частицы боридов тугоплавких металлов высаживаются на углеродистые блоки подины катодного устройства электролизера, образуя СЗП. Но гарантированная воспроизводимость покрытия не обеспечивается, поскольку вероятное адгезионное взаимодействие частиц с углеродной поверхностью ослабляется наличием тонкой прослойки расплава алюминия между реагентами (частицы и поверхность), которая может быть причиной расклинивающего давления, препятствующего или замедляющего возможное взаимодействие или адгезию.
Известен способ упрочнения подины алюминиевого электролизера, включающий введение в электролит титана или циркония с осаждением на подине тугоплавких соединений тяжелых металлов, в котором титан или цирконий вводят до содержания их в алюминий 0,5-4,0 мас. %, после чего вводят соединения бора в количестве, обеспечивающем атомное соотношение бора к титану или цирконию в пределах (2-3):1 (авт. св. СССР 1135811, С25С 3/06, 1985 г. [7]).
Основной недостаток - загрузка тугоплавких металлов в катодный алюминий в значительных количествах приводит к его загрязнению титаном и цирконием и снижению потребительских качеств. Их вывод из алюминия путем последующей загрузки бора и образования боридов с их высаживанием на подине в виде защитного слоя необходимой толщины весьма проблематичен, т.к. процесс динамичен, концентрации реагентов велики, время нахождения реагентов в металле и время реагирования ограничены. Известным способом возможно получение только локальных упрочнений подины (например, межблочных швов) ценой временной дестабилизации технологии и получением некоторого количества некондиционного металла.
Известен способ создания смачиваемого алюминием покрытия на катодной поверхности алюминиевого электролизера и сохранения его в процессе электролиза, включающий следующие основные этапы (патент US №5028301 С25С 3/08, 1991 г., [8]):
- Для инициации смачивания рекомендуется первоначально вводить непосредственно в криолитоглиноземный расплав титансодержащие соединения и осуществлять осаждение титана на катодной алюминиевой поверхности. Насыщением алюминия титаном предполагается на поверхности углеродных блоков химически синтезировать пленку TiC, которая благоприятствует последующему образованию и росту пленки TiB2.
- Для формирования смачиваемого покрытия (СП) осуществляют подачу оксидов и солей бора, титана, циркония, гафния, хрома, ванадия, ниобия, тантала, молибдена, вольфрама и их смесей с последующим их растворением и электрохимическим восстановлением ионов на катодной алюминиевой поверхности до создания пересыщенного раствора металлов и бора в прикатодном слое алюминия;
- В процессе контактирования пересыщенного раствора прикатодного слоя алюминия с углеродной подиной происходит образование смачиваемого алюминием боридного слоя на углеродной поверхности.
Обоснование процесса создания покрытия заключается в очень низкой растворимости боридов тугоплавких металлов в алюминии, в отличии от высокой растворимости в алюминии составляющих их элементов. По этой причине, по логическому предположению автора, превалирующее образование карбидов и боридов тугоплавких металлов из атомов составляющих элементов будет происходить на угольной поверхности, но не в объеме тонкого прикатодного слоя алюминия. Оговаривается, что этот процесс не изучен и предлагается его характеризовать как «пересыщенное платинирование» углеродной поверхности.
По технической сущности, наличию сходных признаков данное решение выбрано в качестве ближайшего аналога. Основным недостатком известного технического решения является то, что при реализации первого этапа способа не учитывается чрезвычайно неоднородная поверхность поликристаллических материалов, в частности, углеродных блоков. В этих условиях электрохимическое осаждение титана на подине когерентным плотным слоем по всей площади невозможно. Это означает отсутствие сплошной подложки карбида титана, наличие которой на поверхности подины является обязательным условием для последующего образования диборида титана.
Не учитываются также последствия возможного взаимодействия предполагаемых компонентов покрытия в объеме алюминия. При 750-1000°C присутствие тугоплавких металлов в алюминии или совместное присутствие этих металлов и бора в алюминии в любых количествах сопровождается термодинамически благоприятным процессом их взаимодействия с алюминием и между собой до образования плотных кристаллов боридов (например, TiB2) и интерметаллидов (например, AlTi3). Этот процесс хорошо изучен и применяется для очистки алюминия от примесей тугоплавких металлов (для последующего применения алюминия в электротехнических целях) и для модифицирования внутренней структуры деформируемых сортов алюминия (для последующей его прокатки в тонкие листы или фольгу). Кристаллы боридов и интерметаллидов тугоплавких металлов, обладая сравнительно высокой плотностью относительно алюминия, будут оседать в прикатодные слои и/или удаляться с выливаемым алюминием. Взаимодействие между ними и углеродной поверхностью отсутствует. Совместное дозирование борсодержащих и металлсодержащих компонентов осуществляют периодически в течение срока службы электролизера.
Таким образом, предлагаемые технологические режимы подачи титана и бора в электролизер будут приводить к образованию в прикатодном слое вязкотекучей смеси алюминия с частицами тугоплавких соединений боридов и интерметаллидов, но не смачиваемого боридного покрытия на углеродном катоде.
Задачами предлагаемого изобретения являются повышение технико-экономических показателей процесса электролитического производства алюминия, снижение расхода анодов, вовлечение в производство коксов от переработки тяжелых нефтей с высоким содержанием переходных металлов, повышение качества алюминия-сырца и срока службы электролизера.
Техническими результатами являются снижение расхода анодов и электроэнергии, очистка алюминия от примесей тяжелых металлов, образование на поверхности угольной футеровки алюминиевого электролизера плотного слоя тугоплавких соединений, обладающих высокой коррозионной стойкостью, высокими прочностью и электропроводимостью, смачивающихся алюминием.
Поставленные технические результаты достигаются тем, что, в способе производства алюминия электролизом расплавленных солей, включающего подачу в электролизер сырья и борсодержащих добавок в составе анодов, на первом этапе в электролизер вводятся ванадийсодержащие соединения с поступающим сырьем или в составе анодов в количестве до 150÷200 ppm ванадия в алюминии в течение 30÷60 суток, после чего производство товарного алюминия обеспечивается применением анодов с примесями или добавками переходных металлов и борсодержащих соединений в количественном соотношении Бор/Me=0.65÷1.0, где Бор и Me - количество дозируемого бора и суммарное содержание примесей переходных металлов в составе анодов.
Сравнение предлагаемого технического решения с ближайшим аналогом показывает следующее. Оба решения характеризуются общими признаками:
- Основной стадии одновременного введения в расплавы переходных металлов и борсодержащих добавок предшествует этап подготовки поверхности углеродной подины дозированием в электролит и алюминий соединений переходных металлов;
- Для формирования смачиваемого покрытия осуществляют совместную подачу борсодержащих и металлсодержащих соединений с последующим их растворением и электрохимическим восстановлением на катодной алюминиевой поверхности.
Предлагаемое решение характеризуется также признаками, отличающимися от признаков ближайшего аналога:
- На этапе подготовки поверхности углеродной подины в предлагаемом решении осуществляют подачу ванадия, но не титана, в расплав алюминия в ограниченном количестве, далеком от насыщения;
- Дозирование ванадия производят в количестве 150÷200 ppm от массы алюминия в течение 30÷60 суток;
- В результате этого предварительного этапа предполагается осуществлять очистку поверхности углеродных блоков от непроводящего слоя карбида алюминия Al4C3 с последующим химическим синтезом плотного слоя карбида ванадия VC на поверхности подины;
- Совместную подачу борсодержащих и металл содержащих соединений с последующим их растворением и химическим восстановлением на катодной алюминиевой поверхности осуществляют в ограниченном количестве, далеком от концентраций насыщения;
- Совместное дозирование борсодержащих и металл содержащих соединений в соотношении Бор/Me = 0,65÷1,0 осуществляют только через анодный массив электролизера;
- Результатом совместной подачи бор- и металл содержащих соединений предполагается получить сложные борид-карбидные соединения в системе V-Ti-B-C;
- Дозирование бор- и металл содержащих соединений производят непрерывно в течение всего срока службы электролизеров.
Наличие в предлагаемом техническом решении признаков, отличных от признаков, характеризующих ближайший аналог, позволяет сделать вывод о соответствии предлагаемого решения условию патентоспособности изобретения «новизна».
В процессе поиска и сравнительного анализа не выявлено технических решений, характеризующихся совокупностью признаков аналогичной с совокупностью признаков предлагаемого технического решения и дающих при использовании аналогичные результаты, что позволяет сделать вывод о соответствии предлагаемого решения условию патентоспособности «изобретательский уровень».
Техническая сущность предлагаемого решения заключается в следующем.
Перед началом добавок борсодержащих соединений в электролизер в течение 30÷60 суток вводятся ванадий содержащие соединения с поступающим сырьем или в составе анодов в количестве 150÷200 ppm ванадия от массы жидкого алюминия.
Поступающий в ванну ванадий в виде оксидов растворяется в электролите с последующим восстановлением на поверхности алюминиевого катода:

Восстановление ванадия на алюминиевом катоде, согласно стандартным потенциалам разложения, происходит одновременно или с преимуществом перед разрядом алюминия. Это означает, что основной поток примеси после восстановления направлен в объем алюминия (поток I), где в отсутствии бора в основном находится в атомарном виде. Частично ванадий взаимодействует до образования метастабильных алюминидов типа VAl3, которые под воздействием гравитации оседают на поверхность подины.
Другой поток поступающего в электролизер оксидов ванадия (поток II) в растворенном виде (V5+ и V3+) под воздействием градиента концентраций переносится в слое электролита через периферийные зоны (пространство борт-анод ПБА, гарнисаж, настыль) под «подушку» алюминия к углеродной подине в электролитную прослойку около 1-2 мм. Из этого пространства происходит восстановление ванадия по реакциям (1-2) на углеродной подине с последующим взаимодействием с интенсивно образующимся (на пусковых электролизерах) или с существующим слоем (на действующих ваннах) карбида алюминия:

Другими словами, на первой стадии в течение 30-60 суток происходит удаление непроводящего карбид алюминиевого слоя на поверхности подины с образованием смеси частиц Al4C3(тв) + VC(тв), которые диспергируют в объем циркулирующего алюминия и удаляются с выливаемым металлом.
Очистка поверхности углеродной подины от Al4C3, или предотвращение его образования на пусковых ваннах, является условием для запуска следующего процесса химического взаимодействия растворенного в электролите оксида ванадия (поток II) с поверхностью катодных блоков:

И это свойство ванадия к карбидообразованию в условиях электролиза уникально, поскольку другие примеси в виде оксидов, например, титан, такими специфическими свойствами по термодинамическим параметрам не обладают:

Развитие химической реакции (6) от периферийных зон к центру подины формирует слой карбида ванадия на поверхности, которая таким образом приобретает смачивающие свойства. Это означает, что постепенное вытеснение электролитной прослойки из-под подушки алюминия будет приводить к уменьшению потерь напряжения в катоде. А непосредственный контакт Al - подина открывает доступ к углеродной поверхности катода растворенного в алюминии ванадия и других примесей (поток I) до образования их карбидов:

Таким образом, принудительное введение ванадия в расплавы электролита и алюминия на первом этапе позволяет:
- Химически воздействовать на карбид-алюминиевый изолирующий слой на поверхности углеродной подины с последующим диспергированием частичек Al4C3 в объем металла и удалением с газами, и выливаемым алюминием;
- Создавать на подине смачиваемое алюминием карбид-ванадиевое VC-покрытие.
В отличие от карбида и борида титана, термодинамически стабильных в расплаве алюминия,

VC-покрытие не обладает высокой физической и химической стабильностью и подвергается деструкции по реакции:

Предотвращение этого процесса требует стабилизации VC-покрытия, которое является идеальной подложкой для создания на поверхности углеродной подины смачиваемого алюминием стабильного Ме-В-С слоя сложного состава, например, в системе V-Ti-B-C.
Именно поэтому на следующем этапе и в течение всего срока службы в электролизер устанавливают аноды с примесями или добавками переходных металлов и борсодержащих соединений в количественном соотношении Бор/Me = 0.65÷1.0, где Бор и Me - количество дозируемого бора и суммарное содержание примесей переходных металлов в составе анодов.
Восстановленный на катоде бор В3++3е → В0 (Е0 B3+/B = -0,626 В) после растворения в алюминии активно взаимодействует со средой до образования боридов алюминия и тяжелых металлов AlB2, TiB2, VB2 и др. Гравитационное воздействие на эти соединения позволяет ожидать, с одной стороны, выведения примесей из состава алюминий-сырца и производство товарного металла, а с другой - формирования на подине сплошного слоя малоподвижной Al-ванадий-титан-боридной суспензии (Al - AlB2 - VB2 - TiB2). Этот слой вязкой суспензии смачивается алюминием и является защитным для создаваемого на поверхности подины плотного слоя боридов сложного состава в системе V-Ti-B-C, образующегося в результате взаимодействия растворенного в алюминии бора с существующим карбидным слоем:

Таким образом, неограниченные резервы углерода и непрерывное дозирование бора и ванадия через анодный массив обеспечивает постоянное присутствие смачиваемого алюминием слоя боридов переходных металлов на поверхности катодных блоков.
Следует отметить, что скорость растворения в катодном металле, износ покрытия, значительно меньше, чем скорость его "накопления" на угольной поверхности. То есть защитное покрытие, состоящее из диборидов и карбидов переходных металлов, стойкое к воздействию расплавленного алюминия и электролита, имеющее высокую прочность и электропроводность, смачиваемое алюминием, является восстанавливаемым в течение всего периода борирования.
Наличие такого покрытия уменьшает эрозию блоков, скорость пропитки и внедрения натрия, т.е. увеличивает стойкость подины и срок службы электролизера в целом.
Кроме того, смачивание покрытия алюминием предотвратит образование на подине осадков, коржей, стабилизирует форму рабочего пространства. За счет этого выравнивается токораспределение по блюмсам, стабилизируется магнито-динамический и технологический режим, снижается расход электроэнергии и за счет оптимальной регулировки технологических параметров повышается выход по току.
Введение в электролизер ванадийсодержащих соединений с поступающим сырьем или в составе анодов в количестве 150÷200 ppm ванадия в алюминии в течение 30÷60 суток рассчитана теоретически и подтверждена экспериментально.
Подача ванадийсодержащих соединений менее 150 ppm ванадия в алюминии не обеспечивает плотность потока ванадия к углеродной поверхности подины, достаточный для разрушения карбид-алюминиевого слоя по всей площади катода.
Введение в алюминий более 200 ppm ванадия приводит к производству несортового алюминий-сырца в соответствии с нормативными документами.
Период дозирования ванадия в течение 30÷60 суток на первом этапе осуществления способа обеспечивает полное удаление карбида алюминия с поверхности подины и замену его на смачиваемый слой карбида ванадия. Причем, нижний предел временного интервала требуется для вновь пускаемых электролизеров, верхний предел - для действующих электролизеров с различным сроком службы.
Применение анодов с примесями или добавками переходных металлов и борсодержащих соединений в количественном соотношении Бор/Me = 0,65÷1,0 также рассчитана теоретически и подтверждена экспериментально в процессе производства товарного алюминия.
При соотношении Бор/Me менее 0,65 в составе анодов не обеспечивается в полной мере ингибирующего воздействия на аноды и сокращения их расхода, не обеспечивается очистка алюминия от примесей переходных металлов и создание защитного боридного покрытия на угольном катоде.
При соотношении Бор/Me более 1,00 в составе анодов ухудшает электрические и механические характеристики анода, создает избыток бора в алюминии, ухудшая его качество, отрицательно сказывается на параметрах процесса электролиза.
Отработку и реализацию предлагаемого решения проводили в промышленных условиях. Способ производства алюминия электролизом расплавленных солей поясняется следующими фигурами:
Фиг. 1 - Функциональная зависимость  (средние значения для групп электролизеров с дозировкой ванадия);
(средние значения для групп электролизеров с дозировкой ванадия);
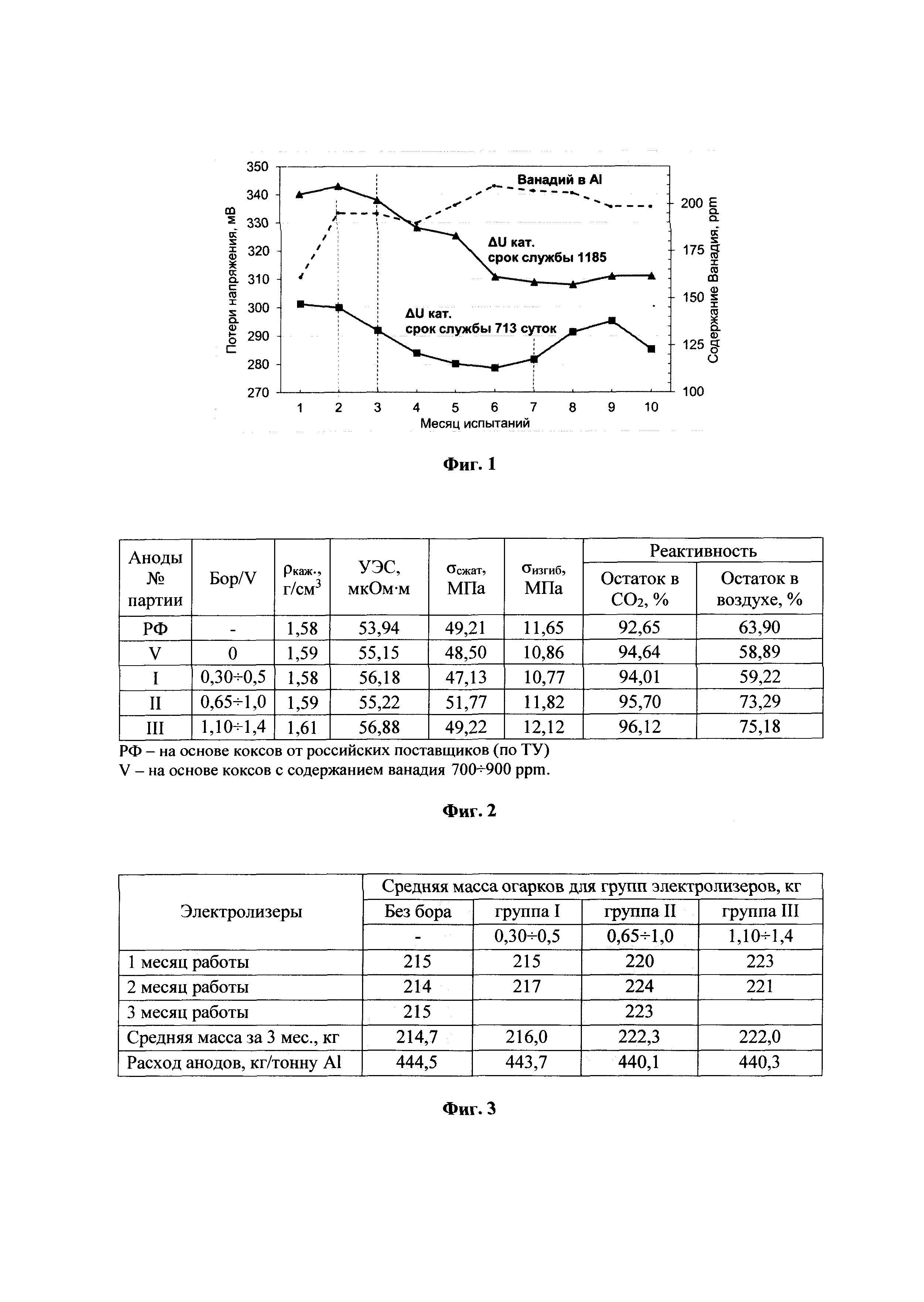
Фиг. 2 - Сравнительные характеристики анодных блоков
Фиг. 3 - Масса огарков и расход анодов
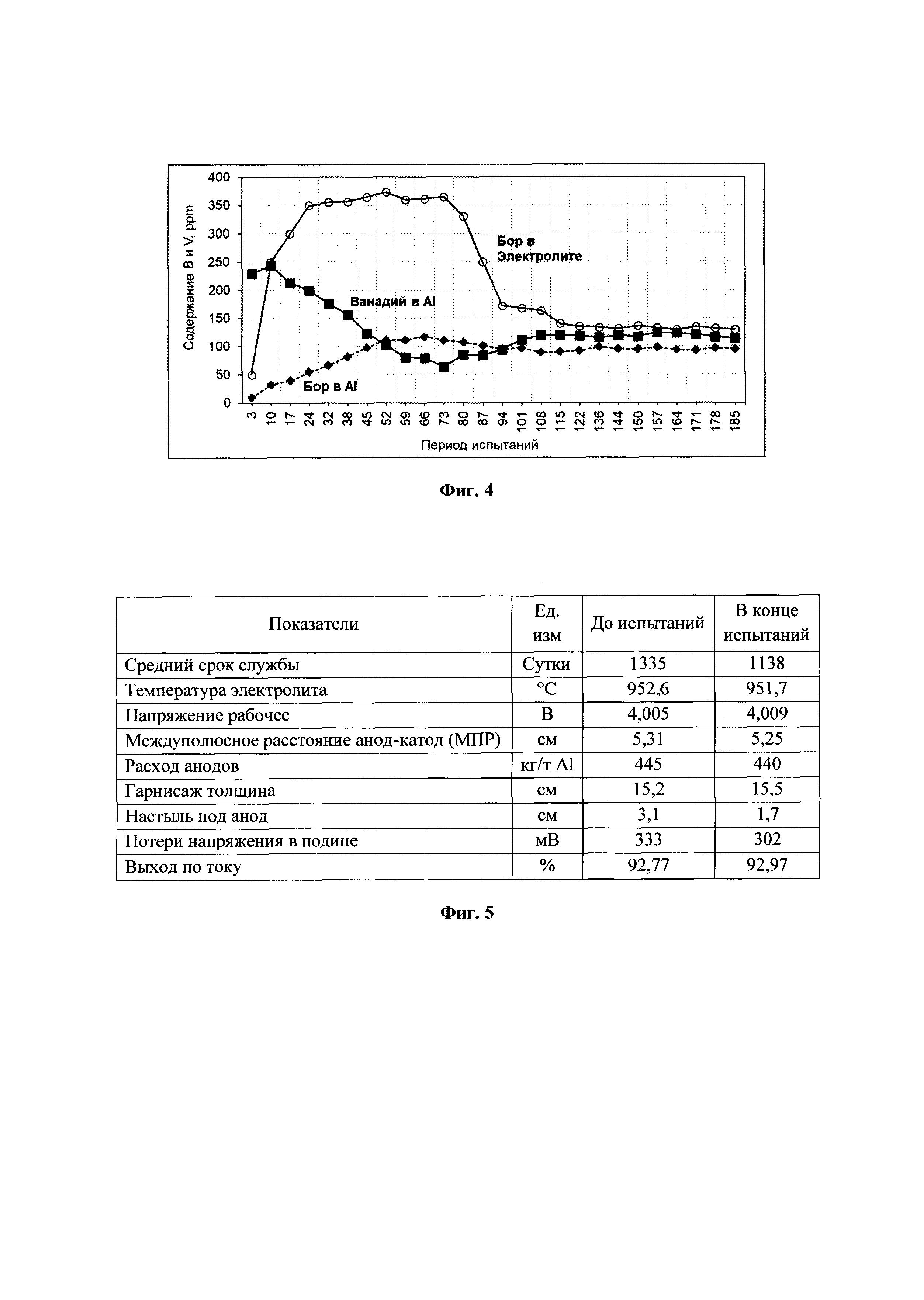
Фиг. 4 - Динамика концентраций бора и ванадия в расплавах
Фиг. 5 - Технологические параметры электролизеров опытной бригады (средние за месяц)
Пример 1. Испытания в промышленных условиях проводились на Казахстанском электролизном заводе (АО «КЭЗ»). На анодной фабрике изготавливались обожженные аноды из нефтяного кокса с содержанием ванадия 700-900 ppm (от коксования тяжелых нефтей) и устанавливались на две выделенные группы электролизеров (по 20 штук) с малым и большим сроком службы.
Результаты дозирования ванадия в расплав алюминия  через обожженные аноды представлены за 10-ти месячный период наблюдений (Фиг. 1). В группе со средним сроком службы 713 суток потери напряжения в катоде ΔUкат. начинают снижаться по достижении в алюминии 195 ppm ванадия через 30 суток установки и работы опытных анодов. В течение 6 месяцев потери напряжения в катоде снизились на 20-25 мВ, после чего начинают возрастать.
через обожженные аноды представлены за 10-ти месячный период наблюдений (Фиг. 1). В группе со средним сроком службы 713 суток потери напряжения в катоде ΔUкат. начинают снижаться по достижении в алюминии 195 ppm ванадия через 30 суток установки и работы опытных анодов. В течение 6 месяцев потери напряжения в катоде снизились на 20-25 мВ, после чего начинают возрастать.
Такой же динамике перепада напряжения в подине наблюдаются в катодах электролизеров со средним сроком службы 1185 суток с тем отличием, что снижение ΔUкат. продолжается в течение 8 месяцев на  величину - 35÷40 мВ.
величину - 35÷40 мВ.
С одной стороны, объяснением более значительного уменьшения потерь напряжения может служить химическая деградация карбид-алюминиевого непроводящего слоя Al4C3 на поверхности подины большей толщины, чем на поверхности катодов с меньшим сроком службы. Для удаления этого слоя в соответствии с процессами (4) и (5) требуется больше времени, а его деградация снижает потери напряжения на величину. С другой стороны, после удаления Al4C3-слоя на углеродной поверхности происходит образование токопроводящего VC-слоя, смачивающие свойства которого по отношению к алюминию закономерно проявлялись в исчезновении тонкой изолирующей прослойки электролита между слоем алюминия и катодными блоками.
Тем не менее, VC-слой не стабилен при контакте с алюминием и в течение 2-3 месяцев деградирует в соответствии с процессом (13), что отражается в увеличении перепадов напряжения в катоде.
Таким образом, с введением избыточного количества ванадия в электролизер, очевидно, удаляется карбид-алюминиевый изолирующий слой и организуется циклический процесс формирования-деградации смачиваемого слоя карбида ванадия на поверхности углеродной подины.
Для стабилизации этого слоя и удаления примесей из алюминия требуется организация борирования расплавов, в результате которого в поверхностном слое углеродных блоков образуется смачиваемый боридно-карбидный слой Ме-В-С, а на поверхности подины тонкий слой вязко-текучей MeB2-суспензии.
Пример 2. На анодной фабрике с помощью специального автоматического дозатора, установленного в цепочке производства анодов, осуществляли дозирование борной кислоты в сухую шихту на основе нефтяного кокса с содержанием ванадия 700÷900 ppm. Было изготовлено три партии обожженных анодов с соотношением бора к ванадию Бор/V в пределах от 0,3 до 1,4. На фиг. 2 представлены усредненные показатели анодов по результатам промышленных испытаний образцов ординарных, с повышенным ванадием без бора и 3-х партий опытных анодов.
В сравнении с ординарными анодами (РФ), повышенное содержание ванадия (V) незначительно уменьшает электропроводимость и прочность изделий. Изменение этих показателей несущественно и не может оказать влияние на эксплуатационные характеристики блоков.
Дозировка бора в аноды с повышенным содержанием ванадия обнаруживает позитивные изменения их эксплуатационных свойств. Как следует из представленных сравнительных данных, при практически одинаковой плотности аноды с добавкой бора имеют большую прочность, значительно более высокую устойчивость по отношению к CO2 и особенно в условиях окисления на воздухе. Существенное улучшение свойств наблюдается до соотношения Бор/V = 0,65÷1,0. Дальнейшее увеличение количества бора в составе анодов не приводит к улучшению токопроводящих и прочностных свойств, уменьшение реактивности также не существенное.
Готовые аноды с добавками бора устанавливались на 36 опытных электролизерах - по 12 электролизеров для каждой партии анодов. Начало испытаний отсчитывали с момента установки на электролизеры опытных обожженных анодов. На фиг. 3 представлены результаты натурных замеров массы анодов опытных и свидетелей после 3-х месяцев начала испытаний, или после работы опытных электролизеров в течение двух месяцев с полностью укомплектованным опытным анодным массивом.
По результатам работы опытных групп электролизеров зафиксировано увеличение массы огарков в сравнении с группой ванн-свидетелей. В группе I с соотношением Бор/V = 0,30÷0,5 увеличение массы незначительное в сравнении с группой ванн-свидетелей, в группе III с Бор/V = 1,10÷1,4 увеличение массы незначительное в сравнении с группой электролизеров II. Кроме того, на ваннах группы I недостаток бора является причиной повышенного содержания ванадия в алюминии выше 200 ppm, на электролизерах группы III - повышенное содержание бора в электролите и алюминии. Увеличение массы огарков означает уменьшение расхода анодов на производство 1 тонны алюминия и возможность увеличения периода их непрерывной работы до замены, т.е. уменьшения частоты возмущения технологического режима при замене анодов.
Дальнейшие испытания продолжались с производством и установкой на все 36 опытных электролизера анодов с соотношением Бор/V = 0,65÷1,0. На фиг. 4 представлена динамика концентраций бора и ванадия в расплавах алюминия и электролита. Как следует из представленных данных, насыщение рабочего пространства электролизера бором, ванадием и их соединениями (футеровка, настыль, гарнисаж, осадок, расплавы алюминия и электролита) происходит по истечение 3-4 месяцев работы и стабилизируется на постоянных уровнях в пределах 90÷130 ppm.
В течение периода испытаний каких-либо отклонений в технологическом процессе электролиза не наблюдалось. На фиг. 5 представлены технические параметры опытных электролизеров до и к концу испытаний.
В течение 6-и месячных испытаний основные параметры электролиза (температура, напряжение, МПР и выход по току) практически не изменились. Уменьшились распространение настыли под анод на 1,5 см, расход анодов на 5 кг/т Al и потери напряжения в катоде на 30 мВ. Эти показатели позволили уменьшить расходы на опытной группе:
- На аноды около 900 $/год/ электролизер
- На электроэнергию 1770 $/год/электролизер (при 0,02 $/кВт⋅ч).
Экономический эффект составил около 2670 $/год на электролизер или около 96000 $/год на опытную группу из 36 электролизеров.
Но основной экономический эффект от применения технологии борирования получен по разнице в цене в 165 $/т между анодами из обычных коксов и использованных анодов из коксов с высоким содержанием ванадия. С учетом нетто расхода анодов на производство алюминия около 440 кг/т Al экономический эффект на опытной группе составил около 64000 $/год на электролизер.
Общий экономический эффект при испытании технологии борирования на опытной группе из 36 электролизеров составил 66670 $/год на электролизер или около 2400000 $/год. Распространение технологии на серию из 300 электролизеров позволит получить экономический эффект около 20000000 $/год.
Предполагается, что при длительной работе электролизеров с анодами из нефтяного кокса с высоким содержанием ванадия и добавками бора и после приобретения углеродным катодом смачивающих свойств, произойдет стабилизация технологического хода с последующей возможностью уменьшения МПР (расхода электроэнергии) и увеличения выхода по току.
Особенности предлагаемой технологии позволяют вовлекать в производство доступные нефтяные коксы с высоким содержанием тяжелых металлов, обеспечивать приобретение углеродным катодом смачивающих свойств, что может быть основой для развития новых технологий электролиза алюминия.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Патент Италии №576151, C22d, 1957 г.
2. А. с. СССР №1498824, С25С 3/12, 1989 г.
3. Сенин, В.Н. Испытания анодов с добавкой борной кислоты на алюминиевых электролизерах / В.Н. Сенин и др. // Цветные металлы. - 1990. - №9. - С. 50-54.
4. патент РФ №2397276, С25С 3/12, 2010 г.,
5. патент РФ №2221086, С25С 3/08, 2004 г.,
6. патент РФ №2222641, С25С 3/06, 2004 г
7. авт. св. СССР 1135811, С25С 3/06, 1985 г.
8. Патент US №5028301, С25С 3/08, 1991 г.
Способ производства алюминия электролизом расплавленных солей, включающий подачу в электролизер сырья и борсодержащих добавок в составе анодов, отличающийся тем, что на первом этапе в электролизер вводят ванадийсодержащие соединения с поступающим сырьем или в составе анодов в количестве до 150÷200 ppm ванадия в алюминии в течение 30÷60 суток, после чего осуществляют производство алюминия с использованием анодов с примесями или добавками переходных металлов и борсодержащих соединений в количественном соотношении Бор/Me=0,65÷1,0, где Бор и Me - количество дозируемого бора и суммарное содержание примесей переходных металлов в составе анодов, соответственно.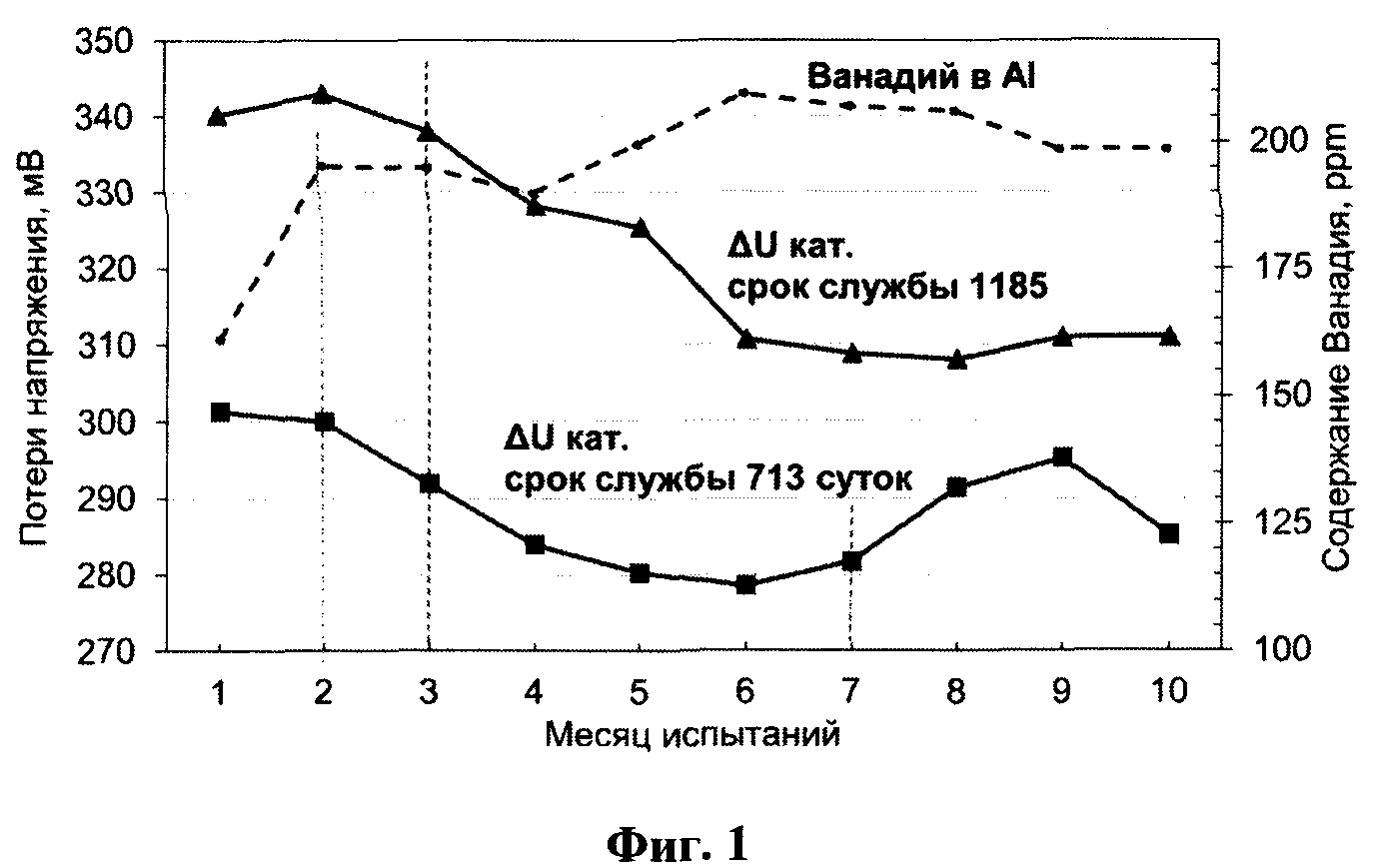
Способ получения порошка диборида титана
Способ создания смачиваемого покрытия углеродной подины алюминиевого электролизера
Способ получения порошка диборида титана
Катодный кожух электролизера для получения алюминия
Способ электролиза криолитоглиноземных расплавов с применением твердых катодов
Способ низкотемпературного синтеза диборида титана
Способ получения композитного углеродсодержащего материала

