Результат интеллектуальной деятельности: ПАЛЬЧИКОВОЕ УПЛОТНЕНИЕ
Вид РИД
Изобретение
Изобретение относится к области турбо- и двигателестроения и может быть использовано в конструкциях газотурбинных двигателей и паровых турбин для уплотнения радиальных зазоров.
Радиальные зазоры в проточной части паровых и газовых турбин позволяют исключить "заклинивания" ротора и статора во время работы. В то же время требование к минимизации перетоков рабочей среды через кольцевую щель между ротором и статором (между рабочими лопатками и сопловым аппаратом, валом и корпусом и т.п.) приводит к необходимости установки уплотнений в проточной части.
К одним из наиболее эффективных уплотнений радиальных зазоров относятся пальчиковые уплотнения. Известно, например, реверсивное пальчиковое уплотнение, содержащее, по крайней мере, две пары сложенных в стопку тонких кольцевых деталей, каждая из которых содержит кольцевой массив радиально и тангенциально вступающих пальчиков, между которыми имеются щели. Кольцевые детали каждой из пар расположены таким образом, что пальчики одной кольцевой детали перекрывают щели в другой. Причем пальчики кольцевых деталей одной из пар расположены под углом в направлении по часовой стрелке, а пальчики кольцевых деталей другой пары - в направлении против часовой стрелки (патент США №5031922, МПК F16J 15/447, Bidirectional finger seal. 1991).
Недостатком этого уплотнения является то, что оно не может компенсировать значительные отклонения ротора вследствие тепловых и механических деформаций, т.к. форма пальчиков не является оптимальной с точки зрения упругих свойств данной конструкции. Недостаточная гибкость пальчиков приводит к тому, что в процессе эксплуатации из-за чрезмерного обжатия уплотняемой поверхности возможно появление прижогов на соприкасающихся поверхностях пальчиков и поверхности ротора, снижение мощности на валу двигателя, повышение износа контактирующих пар.
Наиболее близким по технической сущности к предлагаемому является пальчиковое уплотнение, содержащее две примыкающие друг к другу кольцевые детали, каждая из которых содержит равномерно расположенные по окружности пальчики, образованные путем выполнения щелей в кольцевых деталях, по меньшей мере, одна из которых имеет выступающие площадки, выполненные за одно целое с соответствующими пальчиками, причем кольцевые детали установлены таким образом, чтобы пальчики каждой кольцевой детали перекрывали щели примыкающей к ней другой кольцевой детали. Все пальчики имеют одинаковую толщину и отделены друг от друга одинаковыми щелями (патент США №5755445, МПК F16J 15/447, Noncontacting finger seal with hydrodynamic foot portion. 1998).
Недостатком этого изобретения, как и предыдущего, является недостаточно высокая гибкость пальчиков, что не позволяет его использовать при значительных отклонениях ротора в процессе эксплуатации. Еще одним недостатком данного уплотнения является то, что из-за одностороннего наклона пальчиков (по или против часовой стрелки) оно не может быть использовано для эффективного уплотнения роторов, имеющих возможность реверсивного движения.
Технический результат заявленного изобретения - повышение эффективности пальчикового уплотнения при значительных отклонениях ротора в процессе эксплуатации и повышение надежности уплотнения за счет улучшения гибкости кольцевых деталей и пальчиков уплотнения.
Указанный технический результат достигается тем, что пальчиковое уплотнение, содержащее примыкающие друг к другу кольцевые детали, каждая из которых содержит равномерно расположенные по окружности пальчики, образованные путем выполнения щелей в кольцевых деталях, причем кольцевые детали установлены таким образом, чтобы пальчики каждой кольцевой детали перекрывали щели примыкающей к ней другой кольцевой детали, в отличие от прототипа, щели в кольцевой детали выполнены в виде чередующихся друг с другом внутренних и внешних радиальных надрезов, расположенных с одинаковым шагом, причем внутренние и внешние надрезы выходят соответственно к внутренней и внешней поверхностям кольцевой детали, количество внутренних и внешних надрезов равно друг другу, и они имеют одинаковую глубину, не превышающую в радиальном направлении ширину кольцевой детали, а взаимное перекрытие щелей каждой кольцевой детали пальчиками примыкающей к ней другой кольцевой детали обеспечивается за счет сдвига в тангенциальном направлении кольцевых деталей относительного друг друга.
Указанный технический результат достигается также тем, что в пальчиковом уплотнении величина сдвига в тангенциальном направлении кольцевых деталей относительно друг друга составляет величину (0,2 до 0,8) t, где t - шаг расположения надрезов.
Указанный технический результат достигается также тем, что в пальчиковом уплотнении: по меньшей мере, одна из кольцевых деталей имеет выступающие площадки, выполненные за одно целое с соответствующими пальчиками; внутренние поверхности выступающих площадок, по меньшей мере, одной из кольцевых деталей имеют сотовую структуру в виде массива ячеек с отношением глубины ячеек к диаметру вписанных в них окружностей в диапазоне 0,3…0,5; ячейки имеют шестигранную или круглую, или квадратную, или треугольную форму; диаметр вписанной в ячейки окружности составляет не более 1 мм.
Выполнение в кольцевой детали щелей в виде чередующихся друг с другом внутренних и внешних радиальных надрезов позволяет повысить гибкость уплотнения, уменьшить износ и исключить повреждение контактирующих пар, что, соответственно, повышает эффективность и надежность пальчикового уплотнения.
При этом, внутренние и внешние надрезы выходят соответственно к внутренней и внешней поверхностям кольцевой детали, что позволяет выполнить кольцевую деталь в виде зигзагообразной пружины, охватывающей сопрягаемую деталь (ротор турбины). Для обеспечения зигзагообразной формы пружины количество внутренних и внешних надрезов берется равным друг другу. Равномерность прижатия кольцевого уплотнения к сопрягаемой детали достигается при следующих условиях: одинаковой глубине верхних надрезов, одинаковой глубине нижних надрезов, при глубинах надрезов, не превышающих в радиальном направлении ширину кольцевой детали и при равенстве шага t расположения надрезов. Герметичность уплотнения обеспечивается за счет взаимного перекрытия щелей каждой кольцевой детали пальчиками примыкающей к ней другой кольцевой детали, которое достигается за счет сдвига в тангенциальном направлении кольцевых деталей относительного друг друга.
Конструкция предлагаемого пальчикового уплотнения иллюстрируется приведенными схематичными чертежами.
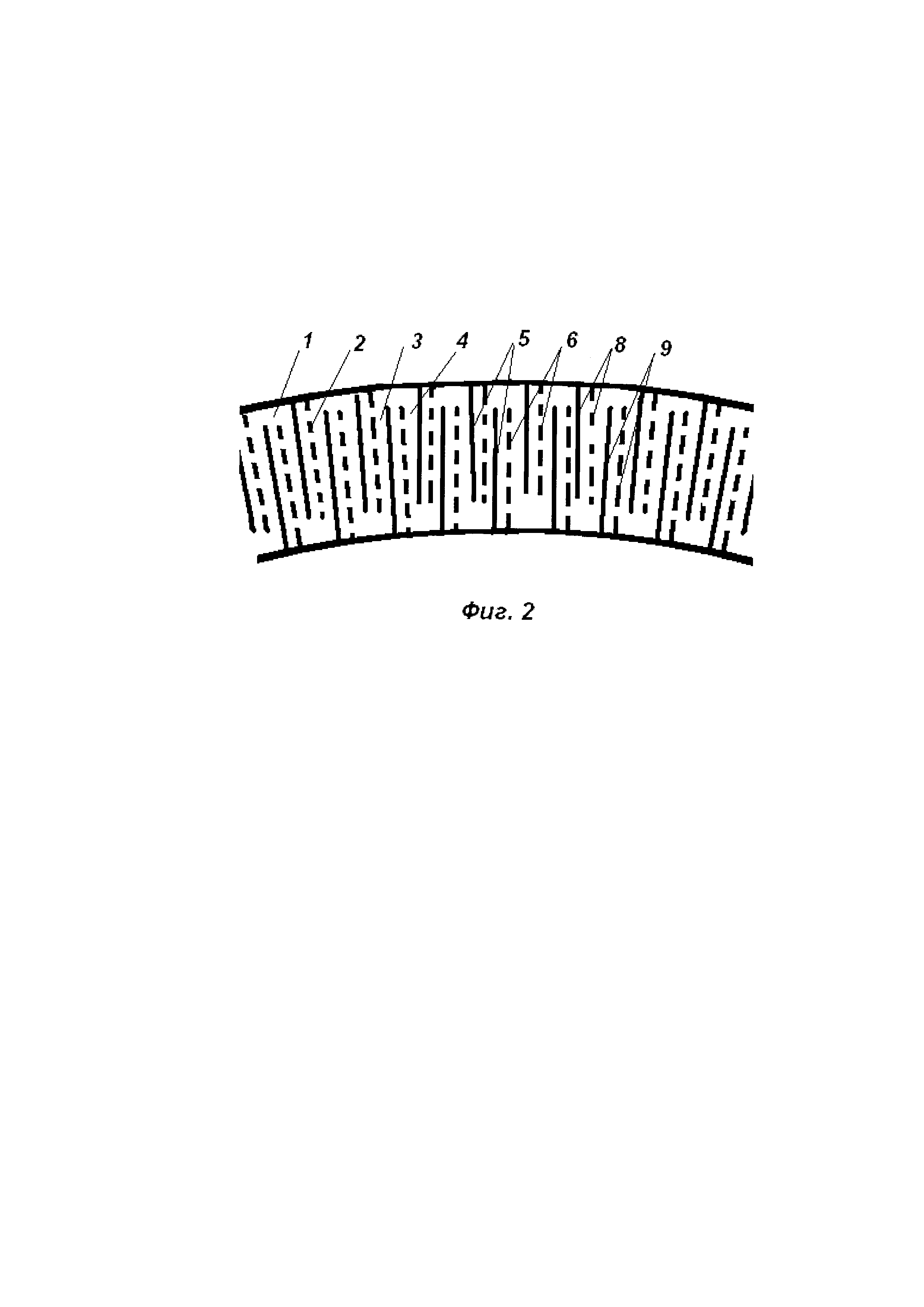
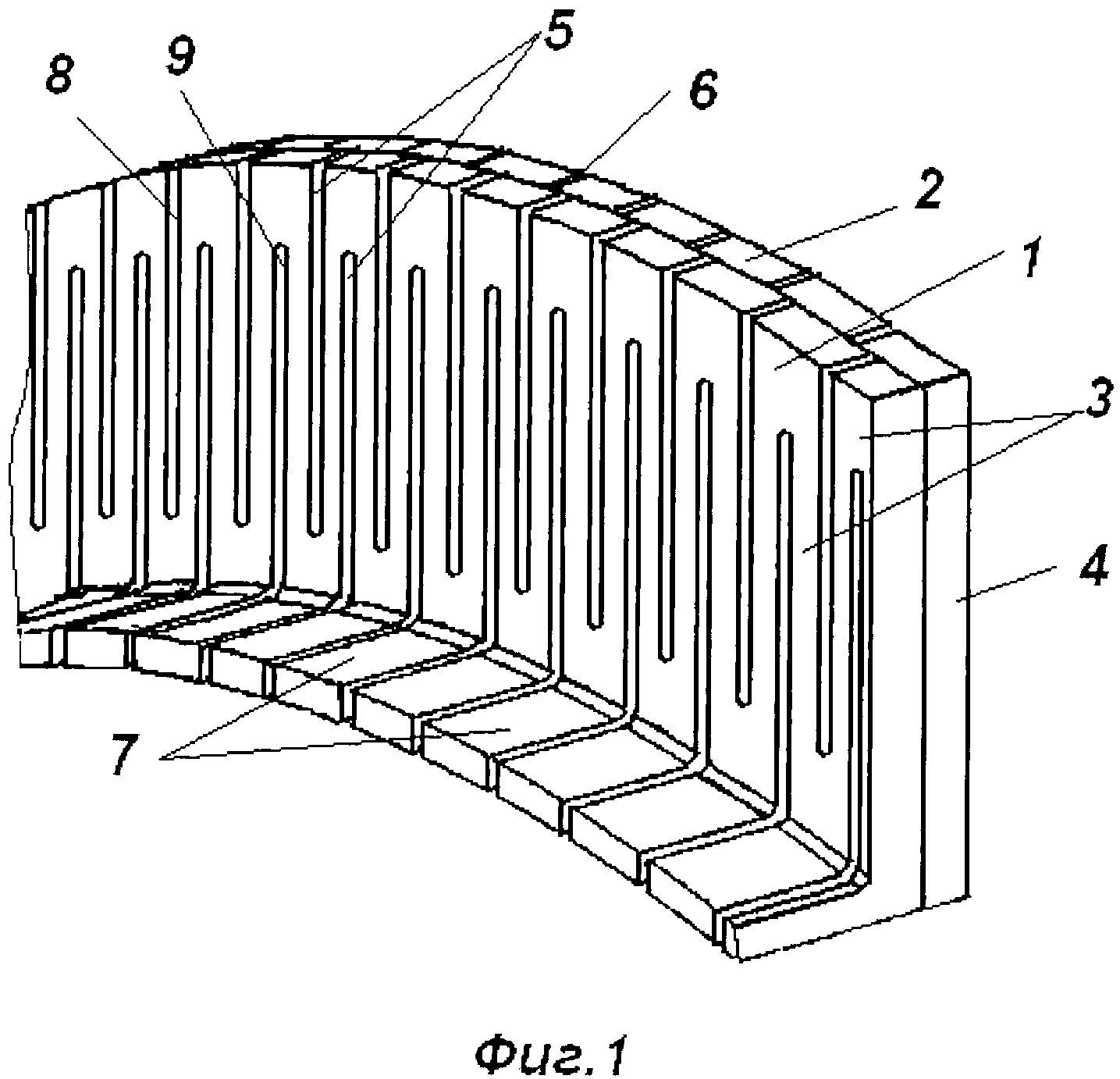
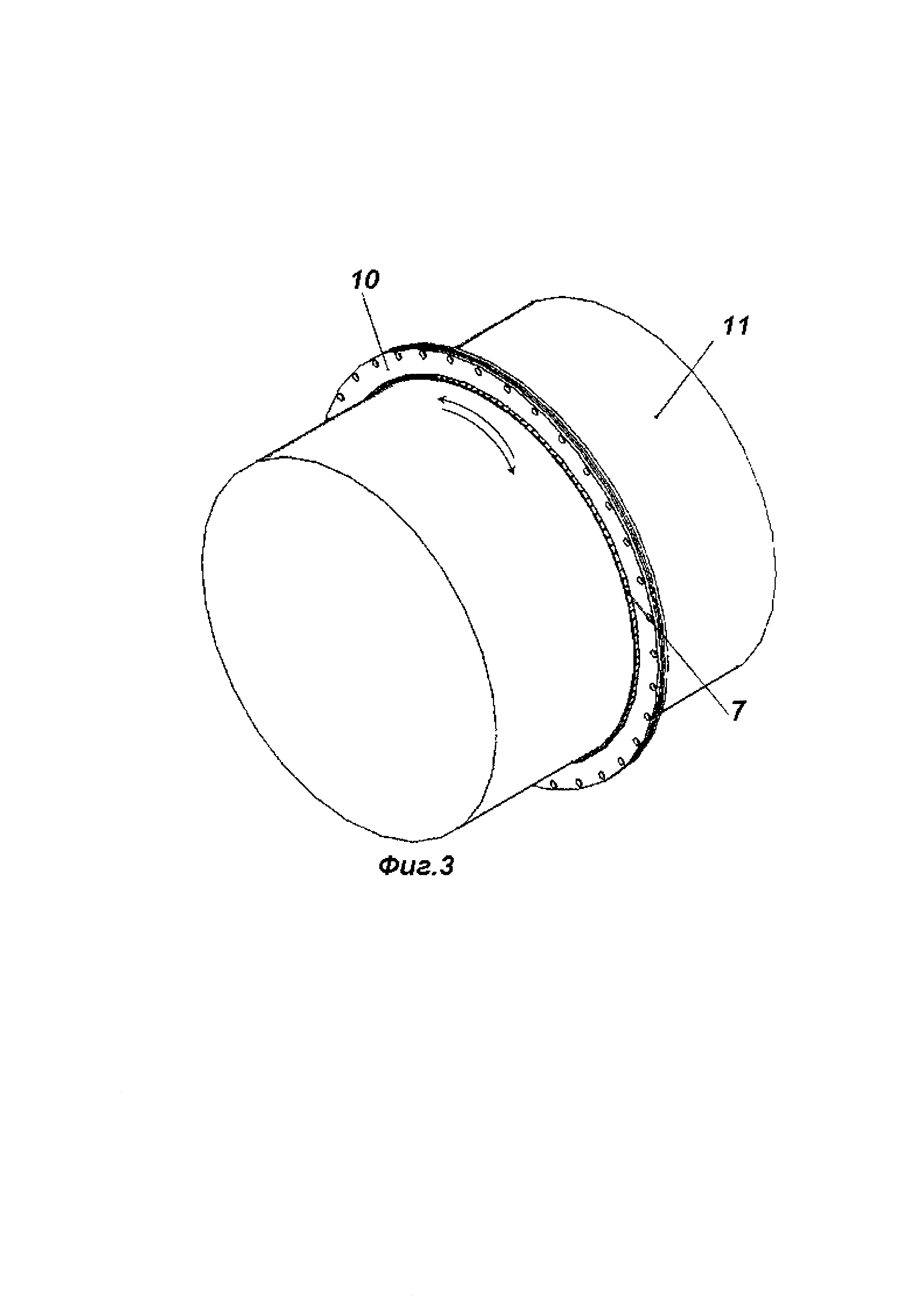
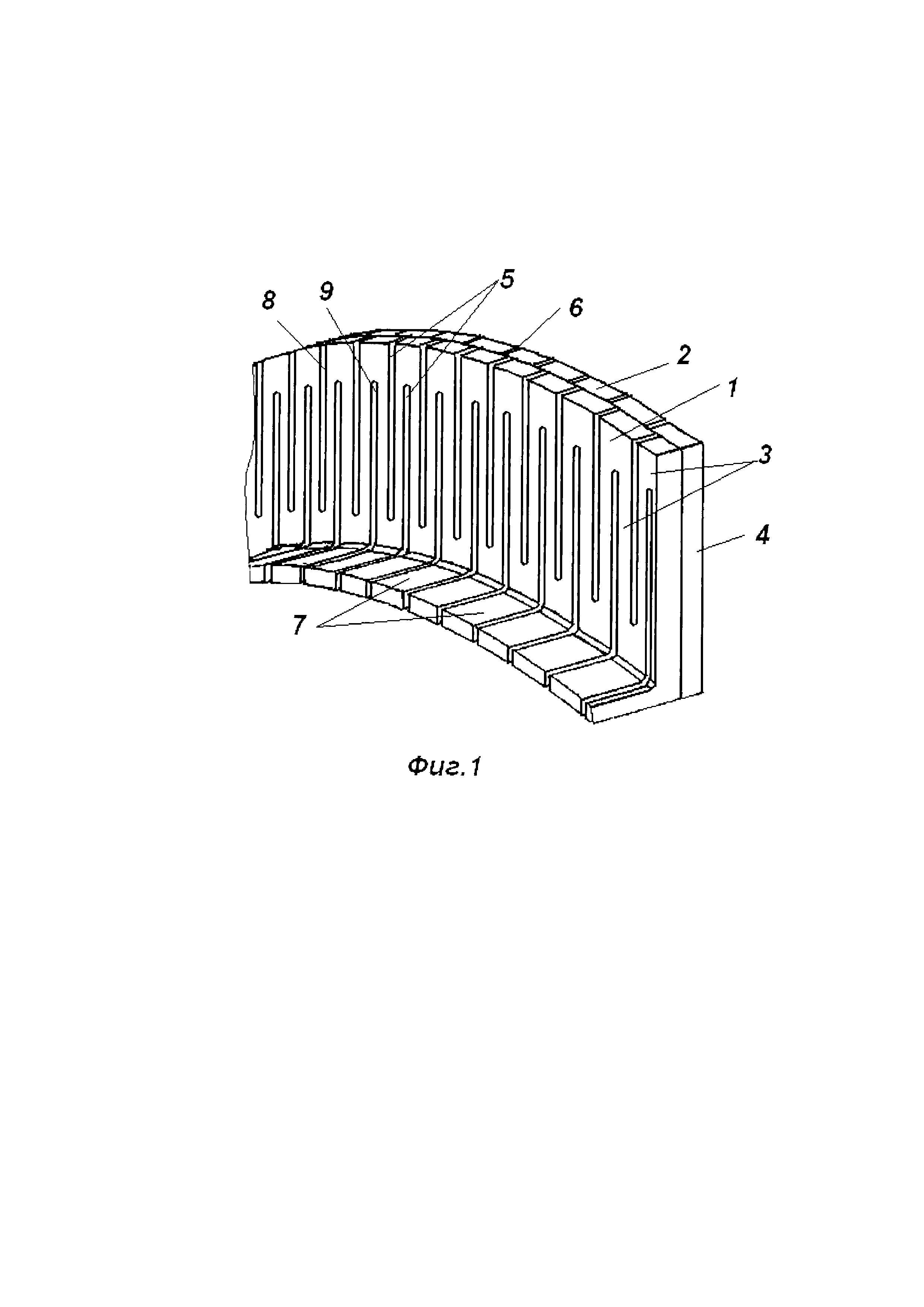
На фиг. 1 схематически изображен изометрический вид фрагмента пальчикового уплотнения; на фиг. 2 - схема наложения двух примыкающих друг к другу кольцевых деталей пальчикового уплотнения; на фиг. 3 - изометрический вид пальчикового уплотнения и уплотняемого вала.
Фигуры 1-3 содержат: 1, 2 - кольцевые детали; 3, 4 - пальчики уплотнения; 5, 6 - щелевые отверстия; 7 - выступающие площадки уплотнения; 8 - внешние радиальные надрезы; 9 - внутренние радиальные надрезы; 10 - кольцевые крышки; 11 - деталь ротора. Стрелками обозначены направления вращения ротора относительно уплотнения.
Пальчиковое уплотнение состоит из двух примыкающих друг к другу кольцевых деталей 1 и 2 (фиг. 1), каждая из которых содержит равномерно расположенные по окружности пальчики 3 и 4 (фиг. 1 и 2), между которыми имеются ответные им щели 5 и 6. На кольцевой детали 1, расположенной со стороны полости низкого давления, имеются выступающие площадки 7, выполненные за одно целое с соответствующими пальчиками 3. Кольцевые детали 1 и 2 ориентированы по сквозным отверстиям, выполненным в кольцевых деталях 1 и 2 (не показано) и установлены друг относительно друга таким образом, что пальчики каждой кольцевой детали перекрывают щели между пальчиками в другой кольцевой детали, причем ширина пальчиков больше ширины перекрываемых ими щелей. Взаимное перекрытие щелей каждой кольцевой детали пальчиками примыкающей к ней другой кольцевой детали обеспечивается за счет сдвига в тангенциальном направлении кольцевых деталей относительного друг друга. Величина сдвига в тангенциальном направлении кольцевых деталей относительно друг друга составляет величину (0,2 до 0,8) t, где t - шаг расположения надрезов.
В расширенном варианте конструкции пальчикового уплотнения кольцевые детали 1 и 2 могут быть прижаты со стороны полостей низкого и высокого давления кольцевыми крышками 10 (фиг. 3) для повышения жесткости конструкции в осевом направлении.
Пакет из кольцевых деталей 1, 2 и кольцевых крышек может быть закреплен с помощью соединительных элементов, например заклепок (на чертежах не показаны), расположенных в сквозных отверстиях по окружности пальчикового уплотнения. Для повышения точности установки кольцевых деталей могут использоваться соединения типа «шип-паз».
Приведенное описание пальчикового уплотнения составлено для случая использования двух кольцевых деталей с пальчиками, но не исключает применение и большего числа кольцевых деталей.
Пальчиковое уплотнение работает следующим образом.
Между деталью 11 ротора (фиг. 3) и пальчиками 3 и 4 устанавливается минимально допустимый зазор, который выбирается из условия отсутствия задевания деталью 11 ротора выступающих площадок 7 при нормальном режиме работы (в зависимости от габаритов ротора и условий работы зазор составляет 0,05…0,2 мм).
В процессе пуска и изменения режима работы двигателя, когда возникают значительные отклонения детали ротора 11, происходит контакт пальчиков 3 и 4 с поверхностью детали ротора 11. При этом пальчики 3 и 4 деформируются, что предотвращает "заклинивание" деталей ротора и статора.
В отличие от известных пальчиковых уплотнений предлагаемая конструкция имеет повышенные упругие свойства, что позволяет использовать данное уплотнение при значительных колебаниях ротора без ущерба работоспособности конструкции.
Еще одним преимуществом предлагаемой конструкции является то, что выступающие площадки благодаря упругости кольцевой детали, обеспечиваемой чередованием внутренних и внешних радиальных надрезов (образующих из кольцевой детали зигзагообразную пружину), отклоняются преимущественно в радиальном направлении, что позволяет использовать данную конструкцию для уплотнения роторов, имеющих возможность реверсивного движения (фиг. 3).
Для получения щелей пальчиковых уплотнений может использоваться, например, импульсная электрохимическая обработка, основные преимущества которой следующие: отсутствие износа электрода-инструмента во время обработки, отсутствие термически измененного слоя, острых кромок и заусенцев на обработанной поверхности, возможность одновременной обработки всех межпальчиковых пазов специальным электродом-инструментом, достаточно низкая погрешность обработки (не более 20…30 мкм), хорошие показатели по шероховатости (Ra 0,2…1,25 мкм - в зависимости от материала).
Таким образом, предложенное изобретение благодаря повышенной гибкости кольцевых деталей и пальчиков позволяет использовать его при значительных отклонениях ротора в процессе эксплуатации, а также повышает надежность уплотнения за счет уменьшения износа и вероятности повреждения контактирующих пар.
Способ обработки поверхности на стальных деталях
Разъемный гребной винт
Универсальный шариковый расходомер жидкости
Цифровой преобразователь расхода электропроводной жидкости
Способ получения сорбента для очистки воды от нефтезагрязнений
Интегральный перестраиваемый излучатель оптического вихревого пучка
Способ сравнительной оценки загрязнения воздуха по высшим растениям
Способ комбинированной обработки изделия из быстрорежущей стали
Способ комбинированной обработки изделия из быстрорежущей стали
Система для магнитной обработки нефтяного флюида в технологическом оборудовании его сбора и транспортировки
Способ электрополирования металлической детали
Способ обработки перфорационных отверстий и внутренней полости лопатки турбомашины
Способ оценки адгезионной прочности многослойного покрытия
Способ электрополирования моноколеса с лопатками и устройство для его реализации
Способ обработки полой лопатки турбомашины с перфорационными отверстиями
Способ электрополирования детали
Способ электролитно-плазменной обработки детали
Способ оценки прочности сцепления многослойного покрытия
Способ подбора дозы ионной имплантации для активации поверхности детали из легированной стали перед азотированием
Способ азотирования детали из легированной стали

