Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ, ИМЕЮЩИХ КОНИЧЕСКУЮ ЧАСТЬ
Вид РИД
Изобретение
Изобретение относится к средствам контроля параметров изделий цилиндрической формы, в частности, имеющих коническую часть и может быть использовано в процессе изготовления сердечников для патронов стрелкового оружия, при контроле диаметра и внешнего вида сердечников и отбраковки не соответствующих заданному диапазону значений по диаметру, или содержащих различные типы дефектов внешнего вида, их сортировки и комплектования по размерным группам.
Известно техническое решение, состоящее из размещенных на основании загрузочного и приемного механизмов, шагового транспортера, вдоль которого расположены контрольные позиции для измерения параметров деталей при помощи оптических средств контроля, и сортировочного устройства для удаления бракованных деталей. «Автомат для контроля и сортировки деталей цилиндрической формы». Авторское свидетельство СССР №1466815, заявка №4050996 от 09.04 1986 г., МПК В07С 5/08.
Недостатком известного устройства является то, что оно позволяет осуществлять разбраковку изделий только на годные и негодные - в соответствии с их параметрами, но не предусматривает возможности сортировки и изделий при наличии таких дефектов как скол на конусе, биение конуса, скол на торце, вмятина на торце, лыски на цилиндрической поверхности.
Известно техническое решение, содержащее загрузочное и приемное устройства, транспортер, связанный с приводом, измерительный узел, средства перемещения изделий с транспортера на измерительный узел и средства удаления бракованных изделий, отличающееся тем, что оно снабжено модулем загрузки, хранения и автоматической выдачи изделий; устройством сортировки, связанным с упомянутым модулем и резервным лотком, устройством управления, содержащим компьютер; транспортер снабжен последовательно расположенными входной позицией, связанной с загрузочным устройством и содержащей средства контроля наличия изделия на транспортере, позицией направления изделий на измерительный узел, позицией удаления бракованных изделий, накопительными позициями, сортировочной позицией, связанной с устройством сортировки, и выходной позицией, связанной с приемным устройством, при этом средства контроля параметров изделий, средства контроля наличия изделия на транспортере и модуль загрузки, хранения и автоматической выдачи изделий связаны с компьютером. «Устройство для контроля деталей», полезная модель, RU №45655, заявка №2005103937 от 14.02.2005, В07С 5/08.
Недостатком данного технического решения является то, что оно не предусматривает возможности контроля и сортировки изделий по наличию таких дефектов как: скол на конусе, биение конуса, скол на торце, вмятина на торце. Такой контроль необходим при производстве сердечников для патронов стрелкового оружия, так как данные дефекты влияют на точность и пробивную способность сердечника.
Известно устройство для контроля и сортировки изделий цилиндрической формы, содержащее загрузочное и приемное устройство, транспортер, связанные с приводами, измерительный узел, устройство перемещения изделий с транспортера на измерительный узел, устройство сортировки изделий, компьютер, отличающееся тем, что загрузочное устройство выполнено в виде вибрационного бункера с лотком, который обеспечивает захват, ориентацию и перемещение изделий, ориентация изделий на транспортер происходит с помощь паза, выполненного в лотке, транспортер выполнен в виде вибрационного желоба, перемещение изделий по вибрационному бункеру и транспортеру контролирует реле блокировки и сигнализации, измерительный узел состоит из площадки весового и оптического модуля и блока согласования, устройство перемещения изделий с транспортера на измерительный узел состоит из двигателя, редуктора, кривошипно-ползунного механизма и направляющих с элементами базирования, устройство сортировки выполнено в виде подвижного лотка с электромагнитным приводом и трехканальной сортировочной горки, управление устройством производит персональный компьютер через блок согласования. При этом лоток вибрационного бункера закреплен по спирали на внутренней стороне бункера, выполненного в виде вертикально расположенного усеченного конуса, дном бункера является площадь конуса меньшего диаметра, паз, выполненный в лотке вибрационного бункера, выполнен изменяющимся по ширине в верхней части бункера и сопряжен с вибрационным желобом подачи изделий транспортера, а транспортер в свою очередь сопряжен с площадками весового и оптического модуля измерительного узла, паз, выполненный в лотке вибрационного бункера, имеет размер, позволяющий при движении через него изделия конусом вперед переориентировать изделие тупым концом вперед и направить на транспортер, а при движении изделия через него тупым концом вперед отправить на транспортер, не меняя ориентации, вибрации бункера и транспортера имеют амплитудно-частотные колебания, обеспечивающие захват и перемещение изделий к измерительному узлу со скоростью перемещения не менее 35 изделий в минуту, лоток бункера, вибрационный желоб транспортера и площадки весового и оптического модуля в точках сопряжения имеют стыки с зазором 1,5…3,5 мм и расположены относительно друг друга ниже на 0,15…0,25 мм, ползун кривошипно-ползунного механизма для позиционирования изделия на площадках весового и оптического модуля при сохранении постоянного вращения кривошипа состоит из двух подвижных частей: шибера и толкателя, имеющих свои крайние положения, шибер ползуна
кривошипно-ползунного механизма прямое перемещение совершает под действием упора, установленного на толкателе, обратное - под действием пружины, установленной между толкателем и шибером, остановка и задержка движения шибера производится стопором, установленным на неподвижном основании, при этом движение толкателя сопровождается сжатием пружины, установленной между толкателем и шибером, оптический модуль измерительного узла состоит из видеокамеры программно связанной через блок согласования с персональным компьютером, и площадки для позиционирования изделия при получении видеоизображения, весовой модуль измерительного узла состоит из электронных весов, программно связанных через блок согласования с персональным компьютером, и площадки для позиционирования изделия при взвешивании, устройство сортировки имеет три диапазона сортировки изделий по весу и три по размеру, из которых выбираются изделия с неисправимым браком, годные изделия и изделия с исправимым браком, реле блокировки и сигнализации программно связано с движением шибера устройством перемещения изделий, в случае нарушения работы вибрационного бункера и вибрационного транспортера включает световое и звуковое устройство. «Устройство для контроля и сортировки изделий цилиндрической формы» Патент на изобретение RU №2643997, заявка на изобретение №2016106642 от 26.02.2016 г., МПК В07С 5/08. Данное техническое решение принято в качестве прототипа.
Недостатком данного технического контроля является наличие вибраций в устройстве, источником которых является вибрационный бункер, что приводит к снижению точности измеряемых параметров изделия, отсутствие 100% контроля внешней поверхности, не контролируется торцовая поверхность, а следовательно, не контролируются дефекты на данной поверхности, такие как: «вмятины» и «налипы», на цилиндрической поверхности не контролируется наличие «зарезов» «лысок», «искажений цилиндрической формы».
Задачей заявляемого устройства является повышение качества сортировки цилиндрических изделий, имеющих коническую часть по заданному диапазону допусков на диаметр и установленные виды дефектов образующихся в процессе изготовления изделий.
В процессе решения поставленной задачи достигается технический результат, заключающийся в контроле 100% поверхности изделия цилиндрической формы, имеющей коническую часть, с выявлением сколов кромок торца, «вмятин» и «налипов» на торце, «зарезов», «лысок» на цилиндрической поверхности, «искажение цилиндрической формы», не соосности осей конусной и цилиндрических частей, повышение точности измерений геометрических параметров, сортировке изделий по качеству на пять групп.
Технический результат достигается устройством для контроля и сортировки изделий цилиндрической формы, имеющих коническую часть, содержащее источник питания, программируемый контроллер, загрузочно-дозирующий модуль, обеспечивающий захват, ориентацию и перемещение изделий, на измерительно - сортировочный модуль, контейнеры для рассортированных изделий, персональный компьютер для управления устройством, при этом загрузочно-дозирующий модуль состоит из дискового карманчикового бункера и дозирующего устройства соединяющего загрузочно-дозирующий модуль с измерительно - сортировочным модулем, измерительно - сортировочный модуль имеет четыре рабочих позиции контроля и сортировки изделий, позицию контроля качества цилиндрической и конической поверхности, позицию измерения диаметра, позицию контроля поверхности торца, позицию сортировки изделий. Кроме этого, карманчиковый бункер загрузочно-дозирующего модуля имеет неподвижный диск для крепления мотор-редуктора, соединенного выходным валом внутри бункера с вращающимся предохранительным кулачком и диском с открытыми пазами для захвата деталей, бункер производит подачу и ориентацию изделий тупым концом вперед в приемник дозирующего устройства, дозирующее устройство состоит из приемника, состоящего из направляющей втулки и штуцера и вниз спадающей пластикой трубки для перемещения изделия соединяющей загрузочно-дозирующий модуль с измерительно - сортировочным модулем, пластиковая трубка проходит через два индуктивных датчика, расположенных на различной высоте, датчик, расположенный в верхней части пластиковой трубки контролирует наполнение трубки, датчик, расположенный в нижней части трубки контролирует опустошение трубки, изделие по трубке перемещается под действием силы тяжести, при включении верхнего датчика бункер выключается, при включении нижнего датчика бункер включается, на позиции контроля цилиндрической и конической поверхности изделий, установлены: двигатель-редуктор для вращения валка и шаговый электродвигатель, соединенный с кривошипно-ползунным механизмом, служащий для подачи изделия из дозирующего устройства на вращающийся валок и удержание изделия на вращающемся валке и сталкивания его на позицию измерения диаметра изделий, видеокамера для проведения съемки внешнего вида, и передачи снятого видеопотока в персональный компьютер, съемка внешнего вида изделия производится в течение  оборота изделия, на позиции контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей, позиция измерения диаметра изделий, выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения, измерения диаметра производится в процессе скольжения изделия конусом вперед под действием силы тяжести, в призме, перпендикулярно оси скольжения выполнена щель, щель расположена в рабочем пространстве оптического микрометра, который в трех сечениях измеряет диаметр изделия, при прохождении изделия через щель и передает данные в контроллер, позиция контроля поверхности торца изделий выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения и упора, на позиции установлены источник света, для освещения торца изделия, видеокамера для проведения съемки внешнего вида
оборота изделия, на позиции контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей, позиция измерения диаметра изделий, выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения, измерения диаметра производится в процессе скольжения изделия конусом вперед под действием силы тяжести, в призме, перпендикулярно оси скольжения выполнена щель, щель расположена в рабочем пространстве оптического микрометра, который в трех сечениях измеряет диаметр изделия, при прохождении изделия через щель и передает данные в контроллер, позиция контроля поверхности торца изделий выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения и упора, на позиции установлены источник света, для освещения торца изделия, видеокамера для проведения съемки внешнего вида
области торца в отраженном свете и передачи отснятого видеопотока в персональный компьютер, шаговый электродвигатель, соединенный с кривошипно-ползунным механизмом для сталкивания изделие на позицию сортировки после съемки и для стабилизации положение изделия в наклонной призме перед съемкой, на позиции контролируются дефекты поверхности торца типа: скол, налип, вмятина, позиция сортировки изделий выполнена в виде распределительного лотка, который закреплен на валу шагового электродвигателя, наклонных неподвижных лотков, направленных к съемным контейнерам, шаговый электродвигатель, в зависимости от команды, получаемой от контроллера, направляет распределительный лоток с изделием в один из неподвижных наклонных лотков, направленный к одному из пяти контейнеров: «Годные», «Допускные минус», «Исправимый брак и допускные плюс», «Неисправимый брак по диаметру», «Технические изделия и дефекты внешнего вида».
Использование загрузочного устройства выполненного в виде бункера карманчикового вида, имеющего неподвижный диск для крепления мотор-редуктора, соединенного выходным валом внутри бункера с вращающимся предохранительным кулачком и диском с открытыми пазами для захвата деталей, позволило уйти от вибраций, которые создавал вибрационный бункер. Вибрация передается на все измерительные узлы, исключение вибраций позволило повысить контроль качества поверхности изделия и повысить точность измерения диаметра с помощью цифровых оптических камер. Дозирующее устройство состоит из приемника и пластикой трубки для перемещения изделия, соединяющей загрузочно-дозирующий модуль с измерительно - сортировочным модулем. Выполнение транспортировки изделия от одного модуля к другому внутри пластиковой трубки расположенной в вертикальной плоскости, позволяет изделиям перемещаться на позицию измерения диаметра под собственным весом, что исключает использование дополнительных двигателей. Пластиковая трубка проходит через индуктивные датчики. Датчик, расположенный в верхней части трубки контролирует переполнение трубки изделиями, датчик, расположенный в нижней части трубки контролирует отсутствие в трубке изделий. При включении верхнего датчика бункер выключается, при включении нижнего датчика бункер включается, что позволяет согласовать работу двух модулей.
Позиция контроля цилиндрической и конической поверхности изделий, выполнена в виде вращающегося валка, на позиции установлены видеокамера для проведения съемки внешнего вида, и передачи снятого видеопотока в персональный компьютер, двигатель-редуктор для вращения валка и шаговый электродвигатель, соединенный с кривошипно-ползунным механизмом, служащий для подачи изделия из дозирующего устройства на валок, удержание изделия на вращающемся валке и сталкивания его на позицию измерения диаметра изделий. Съемка внешнего вида изделия производится в течение  оборота изделия, на позиции контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей.
оборота изделия, на позиции контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей.
Позиция измерения диаметра изделий, выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения, по которому изделие скользит конусом вперед под действием силы тяжести. В призме, перпендикулярно оси скольжения выполнена щель. Щель расположена в рабочем пространстве оптического микрометра. В основу работы микрометра положен теневой принцип. Микрометр состоит из двух блоков - излучателя и приемника. Излучение светодиодного излучателя коллимируется объективом. При прохождении изделия над щелью оно попадает в область коллимированного пучка. Теневое изображение изделия сканируется линейкой фотоприемников. По положению теневых границ диаметра изделия процессор микрометра рассчитывает размер диаметра изделия. Диаметр изделия измеряет в трех сечениях, полученные данные передаются в контроллер.
Позиция контроля поверхности торца изделий выполнена в виде неподвижной наклонной призмы, с прямолинейным желобом треугольного сечения и упора. На позиции установлена видеокамера для проведения съемки внешнего вида области торца. Освещение торца под углом производится отдельным источником света. Отраженный от торца свет попадает в видеокамеру. Поскольку отраженный свет от вмятин, налипов и сколов имеет другой угол отражения, чем от торцовой плоскости, он не попадает в объектив камеры и на видео эти дефекты выглядят как темное пятно. Отснятый видеопоток передается в персональный компьютер, где производится его обработка по программе. Шаговый электродвигатель, соединенный с кривошипно-ползунным механизмом первоначально производит стабилизацию положения изделия в наклонной призме, для этого ползун механизма при контакте с изделием производит несколько колебательных движений. После проведения съемки торцовой поверхности ползун сталкивает изделие на позицию сортировки. На позиции контроля поверхности торца изделий контролируются дефекты поверхности торца типа: скол, налип, вмятина.
Позиция сортировки изделий выполнена в виде распределительного лотка, который закреплен на валу шагового электродвигателя, наклонных неподвижных лотков, направленных к съемным контейнерам. Шаговый электродвигатель, в зависимости от управляемой команды получаемой контроллера, направляет распределительный лоток с изделием в один из неподвижных наклонных лотков, направленный к одному из пяти контейнеров: «Годные», «Допускные минус», «Исправимый брак и допускные плюс», «Неисправимый брак по диаметру», «Технические изделия и дефекты внешнего вида».
Таким образом, предлагаемое устройство позволяет производить контроль всех поверхности изделия по внешнему виду, выявляя сколы конусных вершин и кромок торца, и «вмятины» и «налипов» на торце, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей, измерять диаметр изделия и производить сортировку изделий на пять групп.
Предлагаемое техническое решение иллюстрируется чертежом. На фиг.1 представлена блок-схема заявляемого устройства для контроля и
сортировки изделий цилиндрической формы, имеющих коническую часть.
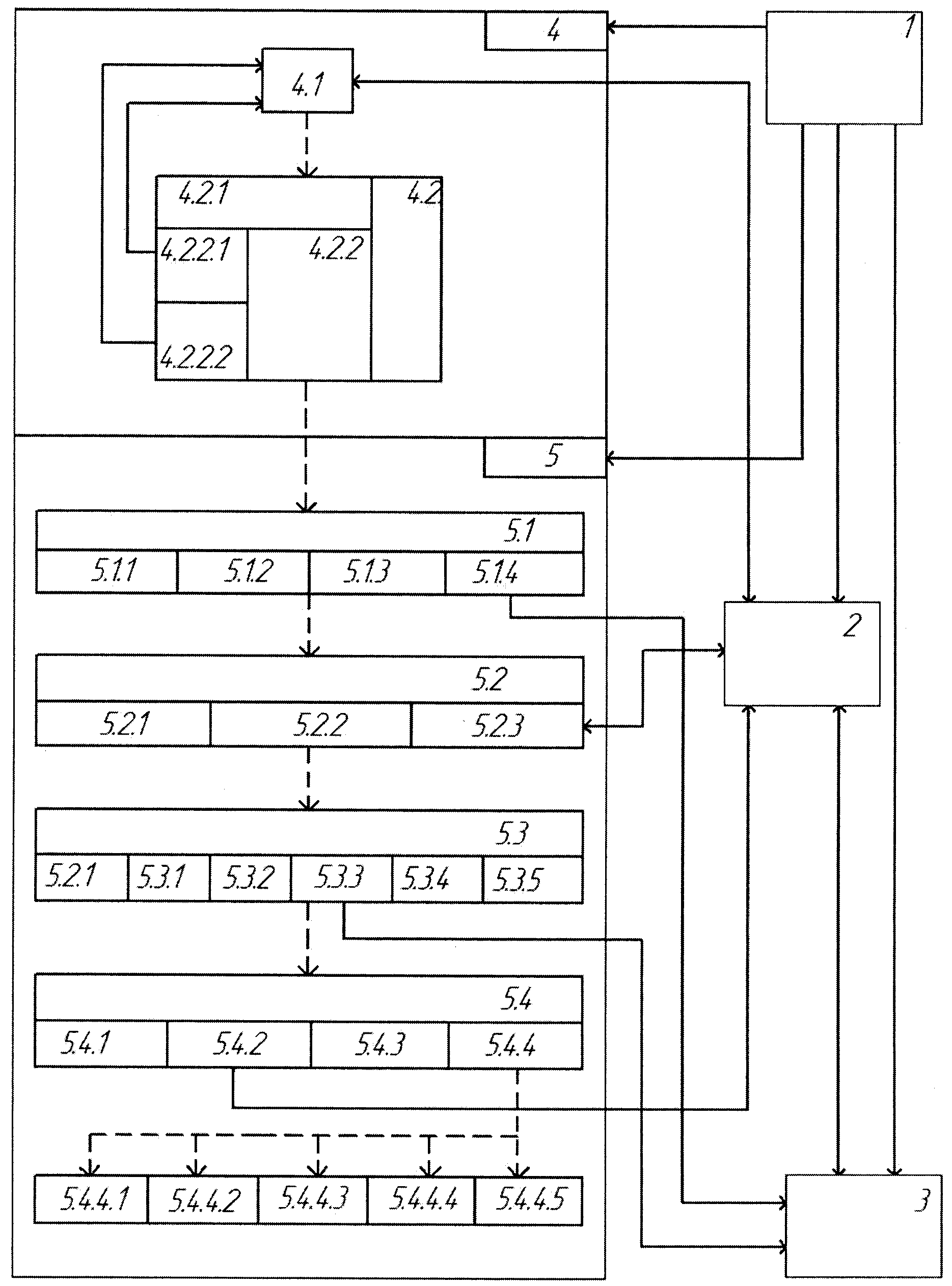
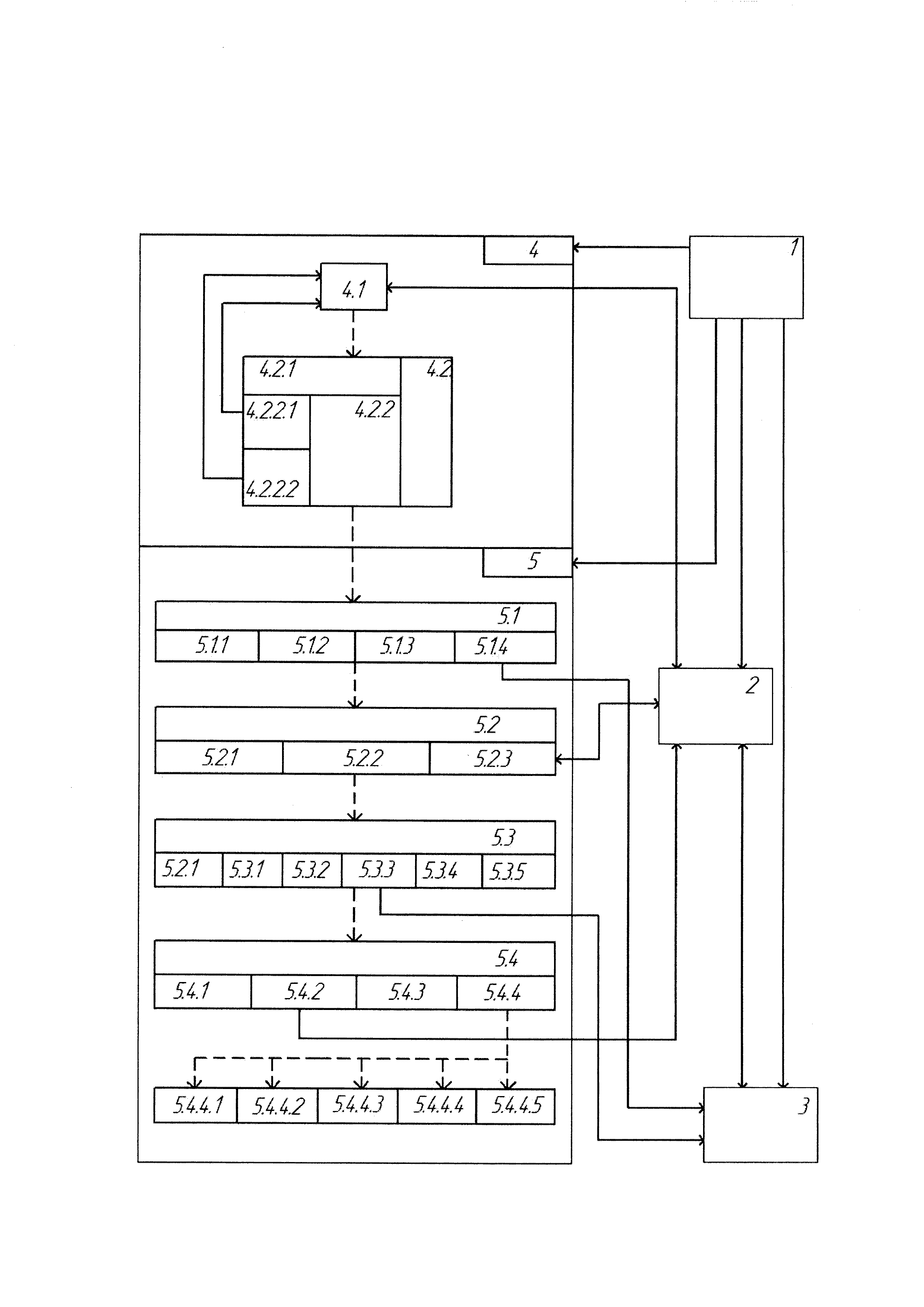
Устройство для контроля и сортировки изделий цилиндрической формы, имеющих конусную часть состоит из источника питания 1, программируемого контроллера 2, персонального компьютера 3, загрузочно-дозирующего модуля 4, измерительно - сортировочного модуль 5.
Загрузочно-дозирующий модуль 4 состоит из дискового карманчикового бункера 4.1 и дозирующего устройства 4.2. Карманчиковый бункер 4.1 загрузочно-дозирующего модуля 4 производит подачу и ориентацию изделий тупым концом вперед в приемник дозирующего устройства 4.2. Дозирующее устройства 4.2 состоит из приемника 4.2.1, состоящего из направляющей втулки и штуцера и вниз спадающей пластикой трубки 4.2.2, соединяющей загрузочно-дозирующий модуль 4 с измерительно - сортировочным модулем 5. Пластиковая трубка 4.2.2 проходит через два индуктивных датчика 4.2.2.1 и 4.2.2.2, расположенных на различных уровнях по высоте. Датчик 4.2.2.1, расположенный в верхней части пластиковой трубки контролирует наполнение трубки 4.2.2, датчик 4.2.2.2, расположенный в нижней части трубки 4.2.2 контролирует опустошение трубки. Изделие по трубке перемещается под действием силы тяжести, при включении верхнего датчика 4.2.2.1 бункер 4.1 выключается, при включении нижнего датчика 4.2.2.2 бункер 4.1 включается.
Измерительно - сортировочный модуль 5 имеет четыре рабочих позиции (места) контроля и сортировки изделий: позиция 5.1 контроля качества цилиндрической и конической поверхности, позиция 5.2 измерения диаметра, позиция 5.3 контроля поверхности торца, позиция 5.4 сортировки изделий.
На позиции 5.1 контроля качества цилиндрической и конической поверхности установлены: двигатель-редуктор для вращения валка 5.1.1 и шаговый электродвигатель 5.1.2, соединенный с кривошипно-ползунным механизмом 5.1.3, служащий для подачи изделия из дозирующего устройства 4.2 на вращающийся валок 5.1.1 и удержание изделия на вращающемся валке и сталкивания его на позицию 5.2 измерения диаметра изделий, видеокамера 5.1.4 для проведения съемки внешнего вида, и передачи снятого видеопотока в персональный компьютер 3. Съемка внешнего вида изделия производится в течение оборота изделия, на позиции 5.1 контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей.
Позиция 5.2 измерения диаметра изделий, выполнена в виде неподвижной наклонной призмы 5.2.1, с прямолинейным желобом треугольного сечения. Изделие скользит конусом вперед под действием силы тяжести по наклонной призме 5.2.1. Измерения диаметра производится в процессе скольжения. В призме 5.2, перпендикулярно оси скольжения выполнена щель 5.2.2. Щель 5.2.2 расположена в рабочем пространстве оптического микрометра 5.2.3, при прохождении изделия через щель 5.2.2 производится измерение диаметра в трех сечениях, и передача данных в контроллер 2.
Позиция 5.3 контроля поверхности торца изделий выполнена в виде неподвижной наклонной призмы 5.2.1 с прямолинейным желобом треугольного сечения и упора 5.3.1. На позиции 5.3 установлены источник света 5.3.2, для освещения торца изделия, видеокамера 5.3.3, для проведения съемки внешнего вида области торца в отраженном свете и передачи отснятого видеопотока в персональный компьютер, шаговый электродвигатель 5.3.4, соединенный с кривошипно-ползунным механизмом 5.3.5 для сталкивания изделий на позицию сортировки после съемки и для стабилизации положение изделий в наклонной призме перед съемкой. На позиции контролируются дефекты поверхности торца типа: скол, налип, вмятина.
Позиция 5.4 сортировки изделий выполнена в виде распределительного лотка 5.4.1, который закреплен на валу шагового электродвигателя 5.4.2, наклонных неподвижных лотков 5.4.3, направленных к съемным контейнерам 5.4.4. Шаговый электродвигатель5.4.2, в зависимости от команды, получаемой от программируемого контроллера 2 направляет распределительный лоток с изделием в один из неподвижных наклонных лотков, направленный к одному из пяти контейнеров: 5.4.4.1 - «Годные», 5.4.4.2 - «Допускные минус», 5.4.4.3 - «Исправимый брак и допускные плюс», 5.4.4.4 - «Неисправимый брак по диаметру», 5.4.4.5 - «Технические изделия и дефекты внешнего вида»).
Использование заявляемого устройства позволяет осуществить в автоматическом режиме контроль и сортировку изделий цилиндрической формы имеющих оживальную или коническую часть по массе и геометрическим размерам, что значительно повышает скорость и улучшает качество контроля на производстве.
Управление устройством персональным компьютером через программируемый контроллер производится операционной системе Windows, что позволяет осуществлять в автоматическом режиме контроль и сортировку изделий цилиндрической формы имеющих коническую часть, как по геометрическим размерам, так и по внешним дефектам, что значительно повышает скорость сортировки изделий на производстве.
Устройство для контроля и сортировки изделий цилиндрической формы, имеющих коническую часть работает следующим образом.
Изделия, например, сердечник патрона стрелкового автоматического оружия, имеющий цилиндрическую и головную часть в виде конуса, вручную загружают в карманчиковый бункер 4.1. Включают питание. Из карманчикового бункера 4.1. сердечник перемещается в дозирующее устройства 4.2. состоящее из приемника 4.2.1 и пластиковой трубки 4.2.2. По ходу перемещения происходит ориентирование сердечника тупым концом вперед. Бункер 4.1 содержит запас изделий на 1,0 час непрерывной работы. Перемещаясь вниз по трубке под действием силы тяжести, изделия поступают на измерительно - сортировочный модуль 5 имеющий четыре рабочих позиции контроля и сортировки изделий, на позицию 5.1 контроля качества цилиндрической и конической поверхности. Бункер 4.1 работает в старт-стопном режиме, наполняя трубку сердечниками, трубка также исполняет роль буферного элемента запасающего сердечники. Индуктивные датчики 4.2.2.1 и 4.2.2.2, через которые проходит труба, защищают бункер от заклинивания в результате переполнения трубки (верхний датчик 4.2.2.1) и сигнализируют об опустошении трубки (нижний датчик 4.2.2.2).
На позиции 5.1 контроля установлены: двигатель-редуктор 5.1.1 для вращения валка и шаговый электродвигатель 5.1.2, соединенный с кривошипно-ползунным механизмом 5.1.3, служащий для подачи изделия из дозирующего устройства 4.2 на вращающийся валок и удержание изделия на вращающемся валке и сталкивания его на позицию 5.2. измерения диаметра изделий, видеокамера 5.1.4 для проведения съемки внешнего вида, и передачи снятого видеопотока в персональный компьютер 3. Съемка внешнего вида изделия производится в течение  оборота изделия, на позиции 5.1 контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей. Шаговый электродвигатель 5.1.2 имеет три настраиваемых положения:
оборота изделия, на позиции 5.1 контролируются дефекты типа скол вершины конуса, «зарез» и «лыска» на цилиндрической поверхности, соосность конической и цилиндрической поверхностей. Шаговый электродвигатель 5.1.2 имеет три настраиваемых положения:
- первое положение, дозирующее устройство открыто, очередное изделие перемещается навалок;
- второе положение, дозирующее устройство перекрыто, изделие перемещено на вращающийся валок, видеокамера проводит съемку внешнего вида, и передает снятый видеопоток в персональный компьютер, съемка внешнего вида изделия производится в течение  оборота изделия. Программно выявляются дефекты внешнего вида, имеющиеся на конусе (дефекты типа скол, биение) и цилиндре изделия (дефекты типа «зарез», скол).
оборота изделия. Программно выявляются дефекты внешнего вида, имеющиеся на конусе (дефекты типа скол, биение) и цилиндре изделия (дефекты типа «зарез», скол).
- третье положение, дозирующее устройство перекрыто, изделие перемещается в наклонную призму на позицию 5.2 измерения диаметра изделий.
Позиция 5.2 измерения диаметра изделий, выполнена в виде неподвижной наклонной призмы 5.2.1, с прямолинейным желобом треугольного сечения, измерения диаметра производится в процессе скольжения изделия под действием силы тяжести конусом вперед. В призме, перпендикулярно оси скольжения выполнена щель 5.2.2, щель расположена в рабочем пространстве оптического микрометра 5.2.3, который в трех сечениях измеряет диаметр изделия, при прохождении изделия через щель и передает данные в контроллер 2.
Останавливается изделие на позиции 5.3 контроля поверхности торца изделий в неподвижной наклонной призмы 5.2.1, с прямолинейным желобом треугольного сечения на упоре 5.3.1. На позиции установлены источник света 5.3.2, для освещения торца изделия, видеокамера 5.3.3 для проведения съемки внешнего вида области торца в отраженном свете и передачи отснятого видеопотока в персональный компьютер 3, шаговый электродвигатель 5.3.4, соединенный с кривошипно-ползунным механизмом 5.3.5 для сталкивания изделие на позицию 5.4 сортировки. После остановки изделия на упоре положение изделия в наклонной призме перед съемкой стабилизируется колебательными движениями ползуна, на позиции контролируются дефекты поверхности торца типа: скол, налип, вмятина.
Принцип обнаружения и идентификации дефектов заключается в следующем. Все контролируемые дефекты внешнего вида (сколы, «зарезы», лыски, искажения формы, вмятины и т.п.) имеют формальные признаки на черно-белом изображении объекта контроля. Например, скол на вершине конуса может быть определен по отклонению фактического наружного профиля изделия от теоретического, построенного по части элементов изображения (образующие линии конуса и цилиндра). Дефекты формы цилиндра могут быть идентифицированы по искажению отраженного блика на боковой поверхности и т.д. После математической обработки изображения по каждому идентификационному признаку рассчитывается условный балл. Все изделия имеют какую-то степень несовершенства, для каждого их изображения рассчитывается совокупность баллов по соответствующим признакам, характеризующая степень совершенства (несовершенства) изделия. Обучение программы обнаружения дефектов заключается в установке порога баллов по каждому признаку, превышение которого надежно свидетельствует о присутствии дефекта. При назначении этого порога для каждого вида дефектов используют изделия, содержащие допустимые и недопустимые величины дефектов и бездефектные. После завершения контроля поверхности торца, изделие сталкивается ползуном 5.3.5 на позицию 5.4. сортировки.
Позиция 5.4 выполнена в виде распределительного лотка 5.4.1, который закреплен на валу шагового электродвигателя 5.4.2, наклонных неподвижных лотков 5.4.3, подходящих к съемным контейнерам 5.4.4. Шаговый электродвигатель 5.4.2, в зависимости от команды, получаемой от контроллера 2 направляет распределительный лоток с изделием в один из неподвижных наклонных лотков, подходящих к одному из пяти контейнеров: 5.4.4.1-«Годные», 5.4.4.2 - «Допускные минус», 5.4.4.3 - «Исправимый брак и допускные плюс», 5.4.4.4 - «Неисправимый брак по диаметру», 5.4.4.5 -«Технические изделия и дефекты внешнего вида».
Управление всеми функциями устройства осуществляется программно-аппаратным комплексом Core Control 2.
Материал фрикционный композиционный для фрикционной муфты стрелочного электропривода
Способ контроля механических напряжений рельсовых плетей в условиях наличия магнитных и температурных полей методом шумов баркгаузена и устройство для его осуществления
Способ оценки несущей способности железнодорожных опор
Способ контроля качества сварного шва рельсового стыка
Способ комплексного контроля качества сварного шва рельсового стыка
Комплект композиционных металлокерамических деталей для установки в стрелочный электропривод типа сп
Устройство и способ термической обработки длинномерного изделия г-образного профиля, имеющего подошву, шейку, головку
Устройство контроля схода подвижного состава
Сердечник бронебойной пули и способ оценки его пробивной способности
Способ оценки несущей способности железнодорожных опор
Сердечник бронебойной пули
Реле электромагнитное
Способ контроля качества сварного шва рельсового стыка
Способ комплексного контроля качества сварного шва рельсового стыка
Комплект композиционных металлокерамических деталей для установки в стрелочный электропривод типа сп
Смазка электропроводная для электрических соединений
Способ повышения эффективности работы электропроводного контактного соединения электрических подвижных проводников и рельсовый соединитель для реализации способа

