Результат интеллектуальной деятельности: Способ изготовления керамических форм для литья по выплавляемым моделям
Вид РИД
Изобретение
Изобретение относится к литейному производству, а именно к изготовлению керамических форм, предназначенных для литья изделий с равноосной структурой, применяемых преимущественно в качестве лопаток газотурбинных двигателей.
Из предыдущего уровня техники известны технологии изготовления литейных форм по выплавляемым моделям, для осуществления которых используются суспензии, включающие кремнийсодержащее связующее и огнеупорный наполнитель.
Известен способ изготовления литейных форм по выплавляемым моделям, для осуществления которого используется керамическая суспензия, содержащая гидролизованный этилсиликат в качестве связующего и огнеупорный наполнитель на основе оксида алюминия при следующем соотношении, мас. %:
|
при этом в качестве последнего используют литой оксидный материал, полученный в режиме плавления состава Al2O3-Cr2O3 при содержании в нем Cr2O3 в количестве 6-50 мас. %, либо его смесь, по крайней мере, с одним из соединений из ряда: электрокорунд, диоксид циркония, оксид иттрия (Патент РФ №2245212, опубликован 27.01.2005 г.).
Керамические формы получают следующим образом. В смеситель вводят связующее и наполнитель, перемешивают до получения гомогенной массы, доводят до нужной вязкости и затем на модельном блоке формируют покрытие методом послойного нанесения с последующей обсыпкой наполнителем и сушкой каждого слоя при комнатной температуре в сушильном шкафу при атмосферном давлении или при температуре 100-150°С в течение 20-30 мин. Модельную массу удаляют из полученной керамической формы в горячей воде (96-98°С) или в пароавтоклаве (140-150°С). Затем сырые формы прокаливают при температуре 1300-1500°С. Вязкость суспензии, температуру и время сушки, количество слоев и температуру прокалки формы выбирают в зависимости от размера блоков. Всего наносят от 5 до 16 слоев. После удаления моделей блоки прокаливают.
Использование известного состава суспензии обеспечивает повышение качества керамических форм за счет повышения прочности на изгиб, чистоты поверхности отливок за счет уменьшения зерна в отливках до 0,1-0,5 мм, снижения зоны взаимодействия с расплавом до 0,01-0,05 мм, повышения коэффициента теплопроводности до 30-55 Вт/мК.
Недостатком известного технического решения является, во-первых, ограниченное время живучести керамической суспензии, что повышает себестоимость керамических форм за счет значительных безвозвратных потерь материалов. Наряду с этим возникают технологические трудности при использовании такой суспензии в автоматизированном процессе изготовления форм. Во-вторых, процесс приготовления, использования и хранения суспензии характеризуется экологической вредностью и пожароопасностью из-за использования легкоиспаряющихся органических жидкостей и аммиака. В-третьих, использование суспензии заявленного состава приводит к повышению коэффициента теплопроводности материала керамических форм и тем самым исключает возможность отливки тонкостенных длинномерных заготовок лопаток. В-четвертых, прокалку керамических форм осуществляют при температурах 1300-1500°С, что превышает общепринятые температуры прокалки на 200-400°С. (дополнительные затраты энергии).
Известен способ изготовления керамических форм для осуществления которого используются две керамические суспензии. Для формирования первого или двух первых слоев оболочки используют суспензию, включающую кремнезоль кислый и плавленый кварц при следующем соотношении компонентов, об. %:
|
а для формирования последующих слоев оболочки используют суспензию, содержащую кремнезоль основной и плавленый кварц при следующем соотношении компонентов, об. %:
|
При изготовлении суспензии для первого или двух первых слоев оболочки вначале в бак-смеситель вливают кремнезоль кислый «Армосил К» (ТУ 2145-008-61801487-2010), затем при включенной мешалке порциями вводят наполнитель плавленый кварц «Экосил-мелур-1». После перемешивания замеряют вязкость суспензии вискозиметром ВЗ-4. На первые слои вязкость составляет 25…65 секунд.
При изготовлении суспензии, используемой для формирования последующих слоев в бак-смеситель вливают кремнезоль основной «Армосил А» (ТУ 2145-005-95412478-2006), затем при включенной мешалке порциями вводят наполнитель - плавленый кварц «Экосил-мелур-1» (ТУ 5931-002-71435339-2004) После перемешивания замеряют вязкость суспензии вискозиметром ВЗ-4. На последующие слои вязкость составляет 20…80 секунд.
Покрытие наносят окунанием модельного блока в керамическую суспензию с последующей обсыпкой его зернистым материалом. В качестве обсыпочного материала применяют плавленый кварц: для первого слоя - плавленый кварц «Экосил-мелур-2» зернистостью 0,063-0,125 мм, для второго слоя - плавленый кварц «Экосил-мелур-3» зернистостью 0,125-0,315 мм, для третьего и последующих слоев -«Экосил-мелур-5» зернистостью 0,4-0,63 мм. Обсыпка проводится в пескосыпах с псевдокипящим слоем. Каждый слой подвергают отверждению - сушке в потоке воздуха с относительной влажностью 40-50% при температуре 20-30°С. После окончательного формирования керамической оболочки на модельном блоке проводят удаление модельной массы в горячей воде. (Патент РФ №2532583, опубликован 10.11.2014 г.)
Недостатком указанного технического решения является то, что литейная керамическая форма практически полностью состоит из плавленого кварца и имеет значительно более низкий температурный коэффициент линейного расширения по сравнению с температурным коэффициентом линейного расширения сплава, что может приводить к образованию трещин в заготовках длинномерных бандажированных лопаток ГТД при их охлаждении.
Наиболее близким по технической сути к заявляемому изобретению является способ изготовления керамических форм описанный в изобретении по патенту РФ №2151017, опубликован 20.06.2000 г. Согласно которому литейные керамические формы изготавливают следующим образом. Готовилась суспензия, включающая гидролизованный этилсиликат, модификатор на основе кобальтсодержащего вещества (алюминат кобальта) и огнеупорный наполнитель на основе оксида алюминия (электрокорунд или дистенсиллиманит) в следующем соотношении, мас. %:
|
После перемешивания в смесителе в течение 1 часа расчетного количества гидролизованного этилсиликата и наполнителя в приготовленную суспензию вводилось расчетное количество модификатора, суспензия дополнительно перемешивалась в течение 20 минут. Проводился замер вязкости суспензии вискозиметром В34 по истечении 100 см3, вязкость суспензии с наполнителем - электрокорундом была 50-55 сек, с наполнителем дистенсиллиманитом 55-60 сек.
Изготовление литейных керамических форм производилось нанесением суспензии на блоки моделей, материал обсыпки блоков - электрокорунд. Всего наносилось 9 слоев. После удаления моделей литейные керамические формы прокаливались.
Использование литейных керамических форм, изготовленных по описанному способу, позволяет измельчать и регламентировать макроструктуру металла отливок в пределах 1-3 мм по диаметру зерен, что обеспечивает повышение предела выносливости жаропрочных литейных сплавов и повышать их качество, в частности, предел усталости 20°С на базе 2×107 циклов составляет 22-24 кг/мм2.
Указанный состав суспензии обладает рядом недостатков. Во-первых, ограниченным временем живучести керамической суспензии, что повышает себестоимость керамических форм за счет значительных безвозвратных потерь материалов. Наряду с этим возникают технологические трудности при использовании такой суспензии в автоматизированном процессе изготовления форм. Во-вторых, процесс приготовления, использования и хранения суспензии характеризуется экологической вредностью и пожароопасностью из-за использования легкоиспаряющихся органических жидкостей и аммиака. В-третьих, при получении длинномерных, тонкостенных заготовок пустотелых лопаток ГТД в литейных керамических формах, изготовленных с использованием известной суспензии, возможен брак по не проливам тонких стенок и образование трещин в заготовках длинномерных пустотелых лопаток с бандажными полками из-за пониженной теплопроводности и повышенной жесткости материала керамической формы.
Технический результат предлагаемого изобретения увеличение живучести суспензии, снижение теплопроводности формы, увеличение ее податливости, повышение выхода годного равноосного литья длинномерных тонкостенных заготовок пустотелых лопаток ГТД с бандажными полками, снижение себестоимости форм, а также повышение экологической безопасности при работе с суспензией.
Технический результат достигается следующим образом: предлагается состав суспензии для изготовления литейных керамических форм для получения отливок из жаропрочных сплавов на основе никеля, включающий формирование на модельном блоке керамического покрытия с использованием связующего на основе кремнийсодержащего вещества, модификатора на основе кобальтсодержащего вещества и огнеупорного наполнителя на основе оксида алюминия и обсыпки блоков - электрокорундом, отличающийся тем, что в качестве кремнийсодержащего связующего используют кремнезольное связующее на водной основе, а для формирования наружных слоев, начиная, по крайней мере, со второго слоя, используют суспензию следующего состава, мас. %:
|
Заявляемый состав для изготовления литейных керамических форм позволяет исключить использование легкоиспаряющихся органических жидкостей и аммиака, что повышает экологическую и пожарную безопасность при работе с суспензией, а также увеличивает время живучести суспензии.
Указанное соотношение компонентов в суспензии для формирования наружных слоев позволяет добиться наилучшей структуры литейной керамической формы за счет формирования микротрещин на границах электрокорундовых зерен, входящих в состав суспензии и частиц кристаллического и плавленого кварца, а также на границах электрокорундовых зерен обсыпки и частиц кристаллического и плавленого кварца суспензии в процессе ее прокалки и заливки сплавом. Формирование микротрещин обусловлено разницей в температурных коэффициентах термического расширения электрокорунда и кварца, как кристаллического, так и плавленого. Известно влияние микротрещин на теплопроводность керамического материала (Е.Я. Литовский, Н.А. Пучкелевич, Теплофизические свойства огнеупоров. Справочник. М.: Металлургия, 1982. 152 с.). Микротрещины выступают тепловым сопротивлением на пути теплового потока и существенно влияют на эффективную теплопроводность. Так, контактное тепловое сопротивление, в случае изменения относительной толщины микротрещин от 10-2 до 10-6, изменяется на порядок. Снижение теплопроводности материала литейной керамической формы изготовленной по предлагаемому способу, по сравнению с материалом литейной керамической формы по прототипу, обеспечивает пролив стенок длинномерных заготовок пустотелых лопаток ГТД, т.к. в этом случае расплавленный жаропрочный сплав при течении по литниковой системе и заполнении рабочей полости охлаждается менее интенсивно и дольше сохраняет жидкотекучесть.
Наличие микротрещин в материале наружных слоев литейной керамической формы снижает в целом ее жесткость, что приводит к компенсации термических напряжений при остывании заготовки лопатки, в особенности с бандажной полкой и практически исключает возникновение трещин в заготовке лопатки, тем самым повышая качество литья.
Предлагаемый состав суспензии.
При изготовлении суспензии для первого или двух первых слоев литейной керамической формы вначале в бак-смеситель вливают кремнезольное водное связующее марки «Keycote®», затем при включенной мешалке порциями вводят наполнитель при следующем соотношении компонентов, мас. %:
|
После перемешивания замеряют вязкость суспензии вискозиметром ВЗ-4. Для нанесения на первые слои берут суспензию вязкостью 75…80 секунд.
При изготовлении суспензии, используемой для формирования наружных слоев литейной керамической формы, в бак-смеситель вливают кремнезольное водное связующее Matrixsol™ 30 кремнезоль, затем при включенной мешалке порциями вводят наполнитель при следующем соотношении компонентов, мас. %:
|
После перемешивания замеряют вязкость суспензии вискозиметром В3-4. На наружные слои вязкость суспензии составляет 55…60 секунд. Корректировку вязкости проводят добавлением в бак с суспензией только дистиллированной воды на компенсацию испарения.
Покрытие наносят окунанием модельного блока с керамическими стержнями в керамическую суспензию с последующей обсыпкой его зернистым материалом. Обсыпку выполняют в следующей последовательности: для первого слоя - электрокорунд F80, для второго слоя - электрокорунд F40, для третьего и последующих слоев - электрокорунд F30. Обсыпку проводят в пескосыпах с псевдокипящим слоем.
Время сушки модельного блока после нанесения 1-го слоя составляет 4÷6 ч, время сушки модельного блока после нанесения 2-го слоя - 5÷6 ч. Время сушки наружных слоев керамического покрытия 4-8 часов.
После окончательного формирования литейной керамической формы на модельном блоке проводят удаление модельной массы в бойлерклаве при вертикальном расположении литейных керамических форм чашей вниз.
Прокаливание литейных керамических форм проводят в камерной электрической печи при температуре 1000°С.
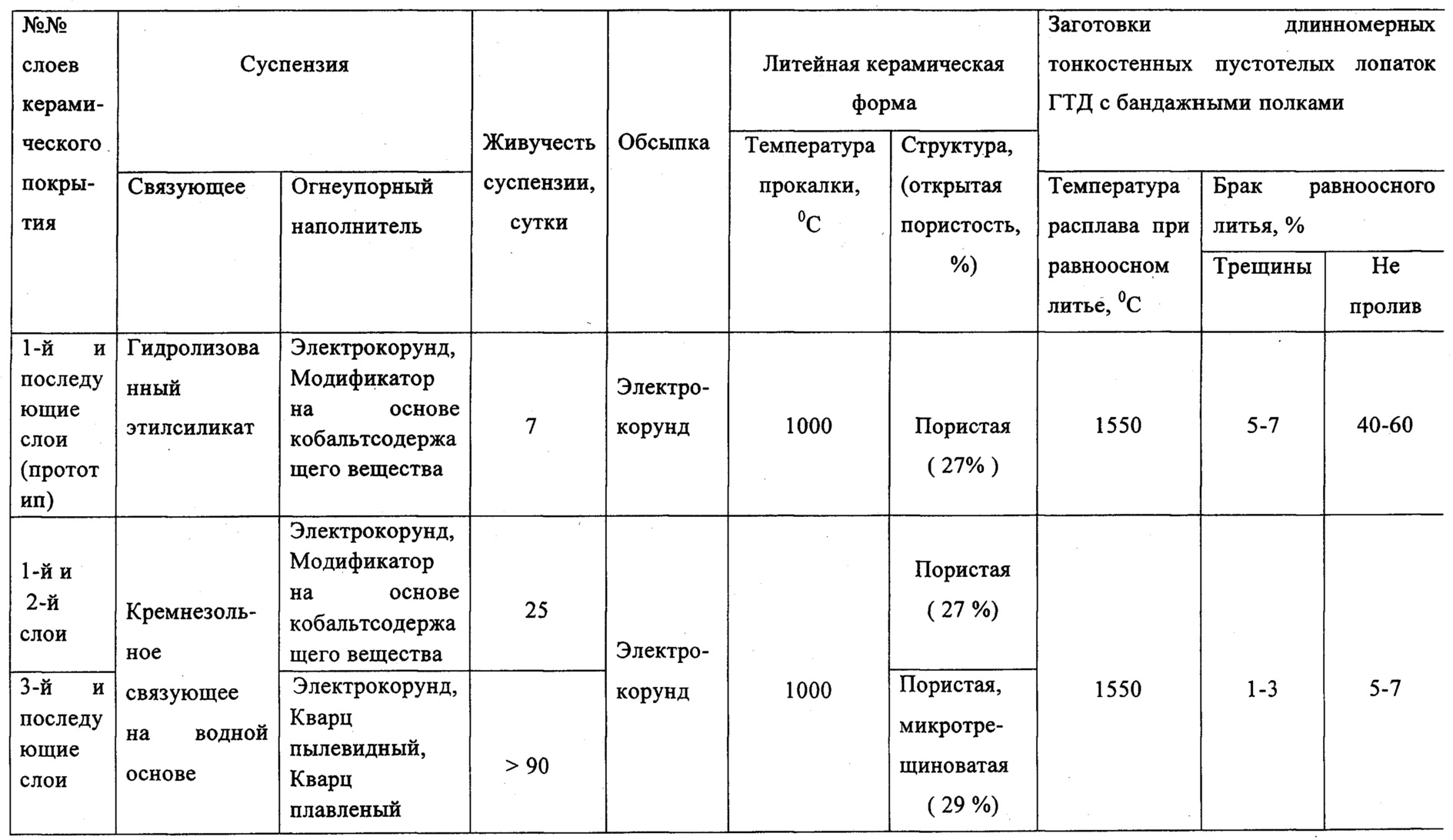
Литейные керамические формы заливают сплавом ЖС-6У на установке типа УППФ при температуре расплава 1550°С. Получают длинномерные заготовки пустотелых лопаток ГТД с бандажными полками с толщиной стенок до 0,7 мм с регламентированной равноосной макроструктурой.
Керамическая форма, в наружных слоях которой сформирована микротрещиноватая структура за счет использования суспензии, включающей электрокорунд, кварц кристаллический, кварц плавленый и кремнезольное водное связующее в заявленном соотношении компонентов, позволила получить длинномерные тонкостенные заготовки пустотелых лопаток ГТД с бандажными полками из жаропрочного сплава на никелевой основе методом равноосного литья с пониженным, по сравнению с прототипом, браком по трещинам и не проливам. Использование в качестве кремнийсодержащего связующего кремнезольного связующего на водной основе позволило увеличить время живучести суспензии, снизить себестоимость литейной керамической формы, а также повысить экологическую безопасность при работе с суспензией. Показатели суспензии приведены в Таблице.
Интегральная схема силового биполярно-полевого транзистора
Способ дефосфорации марганцевых руд и концентратов
Композиция для изготовления режущего инструмента для стали и чугуна
Способ определения термостойкости углей
Способ определения пористости металлоизделий
Способ сорбционного извлечения селена, теллура и мышьяка из водных растворов.
Способ измерения величины и пространственного распределения локальных магнитных полей, возникающих вследствие протекания коррозионных процессов на металлической поверхности в проводящем растворе
Способ получения порошка титаната диспрозия для поглощающих элементов ядерного реактора
Способ переработки сульфидных никелевых концентратов
Способ получения нанокомпозита feni/c в промышленных масштабах
Смесь для изготовления литейных керамических стержней полых лопаток из жаропрочных сплавов литьем по выплавляемым моделям
Способ изготовления составного керамического стержня для литья полых изделий
Способ получения литых трубных изделий из сплавов на основе никеля и/или кобальта
Литейный магниевый сплав
Способ формирования цифроаналогового адаптивного сигнала управления для бортовых систем управления угловым движением беспилотных летательных аппаратов и устройство для его осуществления
Способ изготовления составного керамического стержня для литья полых изделий
Противопригарная краска для песчаных форм и стержней, используемых при литье магниевых сплавов
Способ изготовления керамических плавильных тиглей
Способ заделки дефектов в литых деталях из магниевых сплавов
Магниевый сплав и способ получения заготовок для изготовления биорезорбируемых систем фиксации и остеосинтеза твердых тканей в медицине

